An Innovative Method for the Recycling of Waste Carbohydrate-Based Flours

 , , and
, , and
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
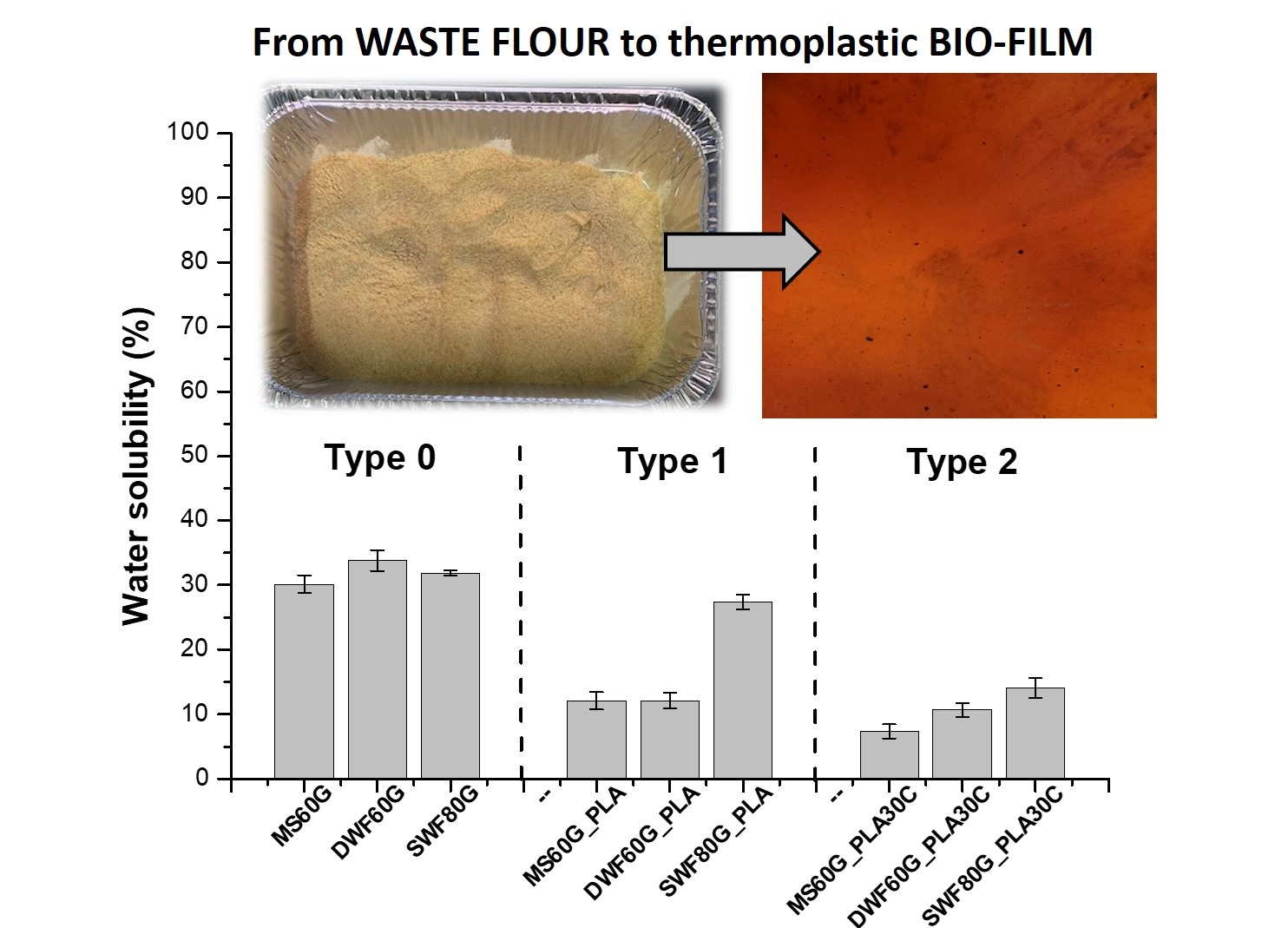
Preparation of the Bio-Films
2.2. Methods
2.2.1. Flour Powder Characterization
2.2.2. Bio-Film Characterization
3. Results
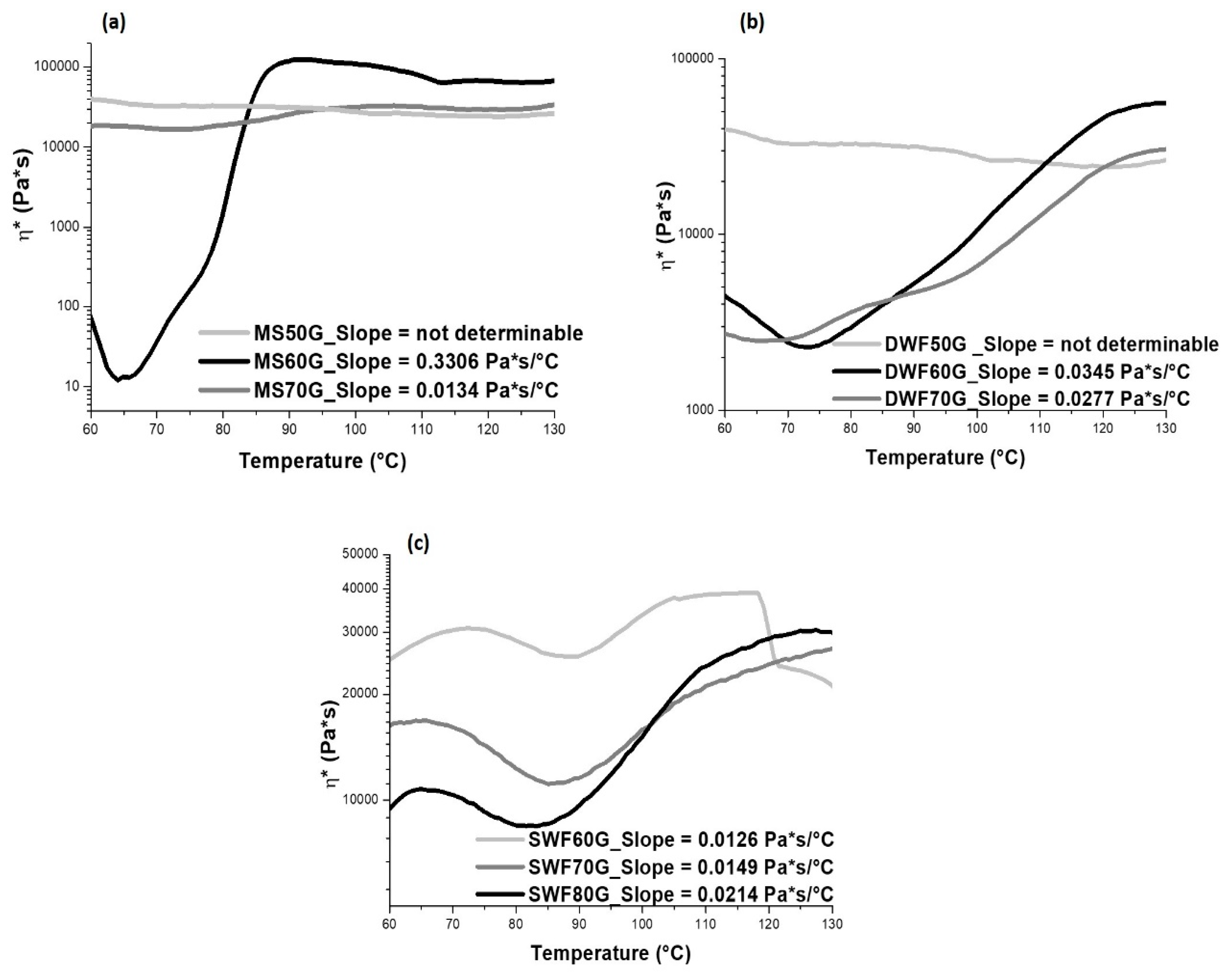
3.1. Characterization of Flour Powders
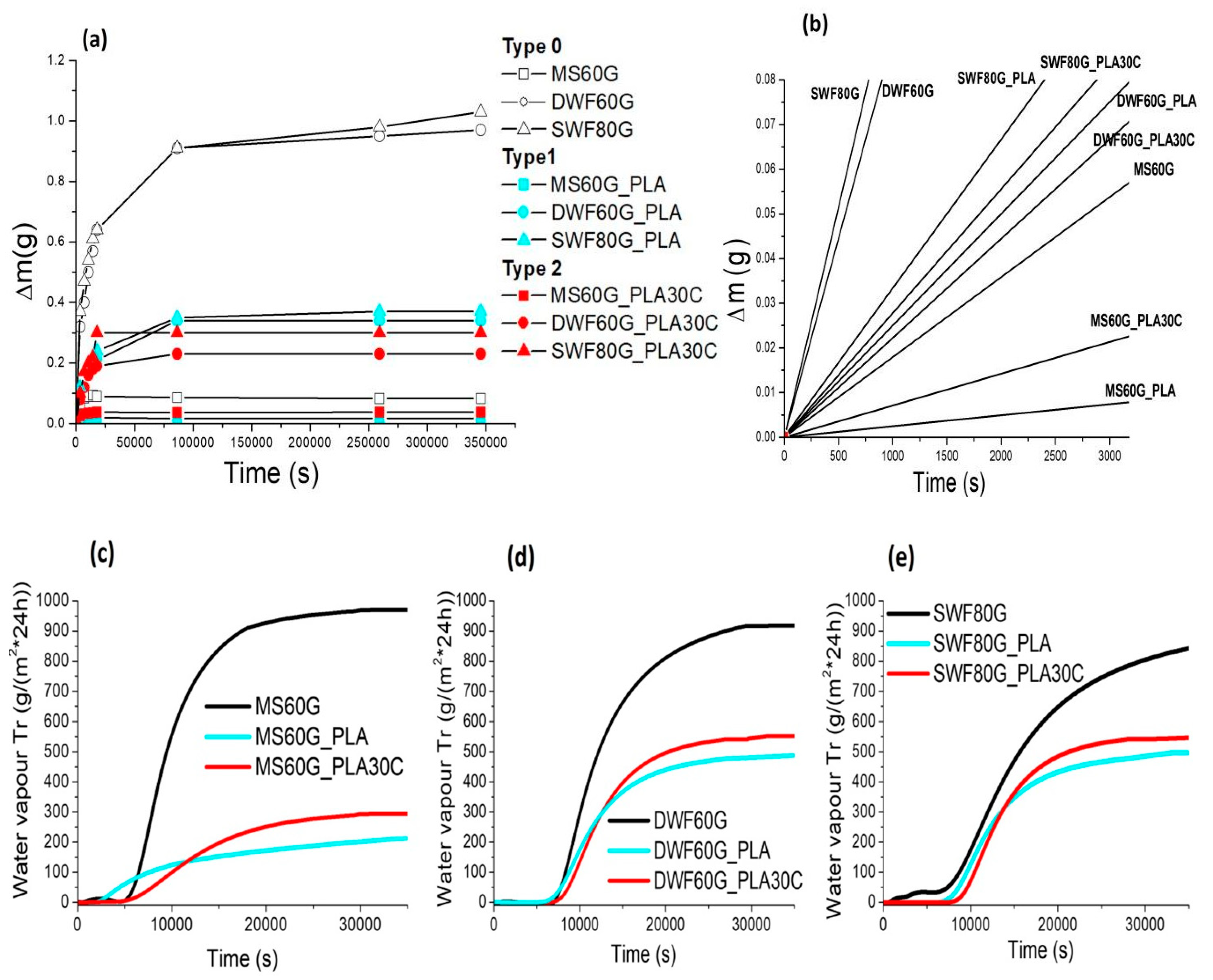
3.2. Characterization of the Bio-Films
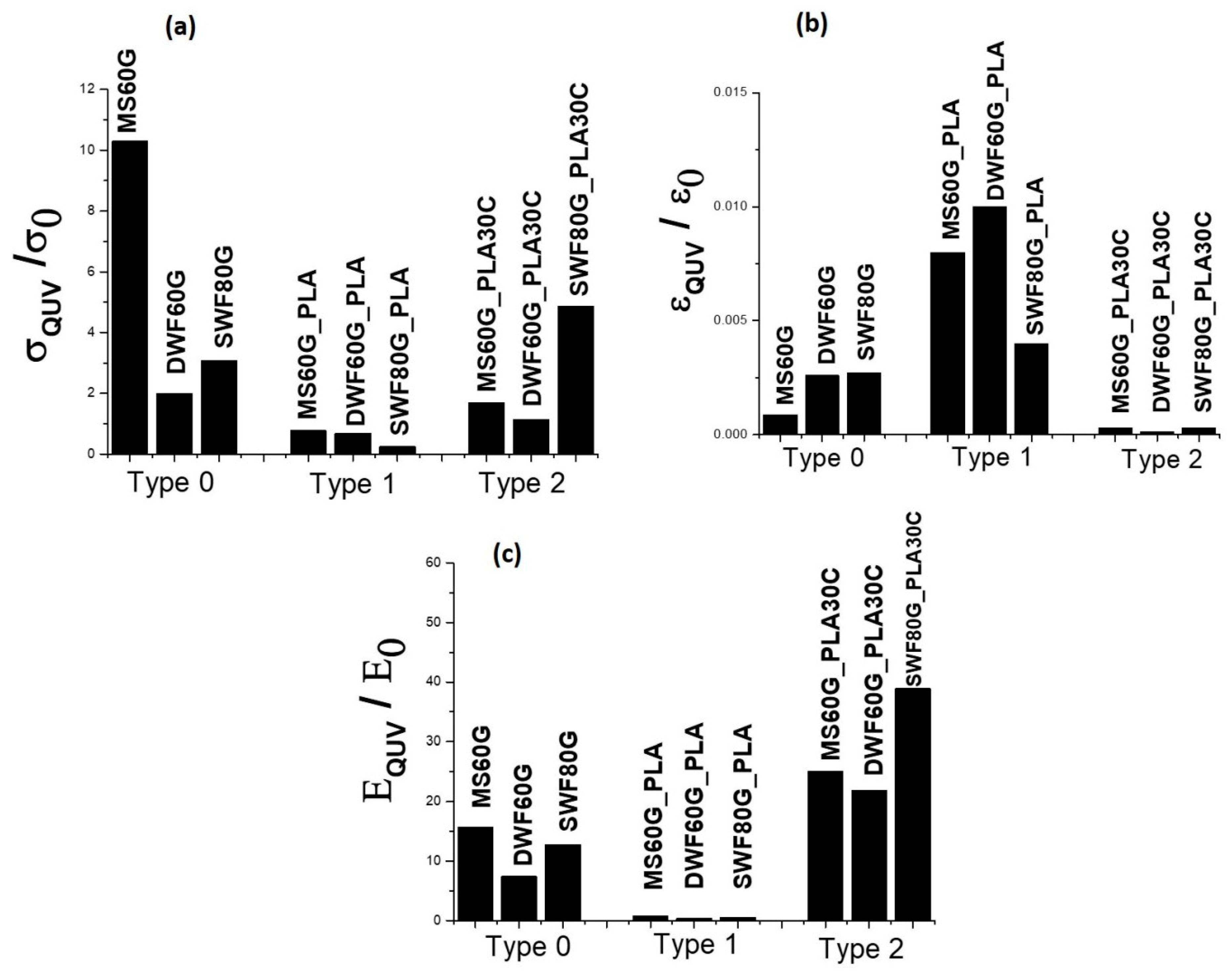
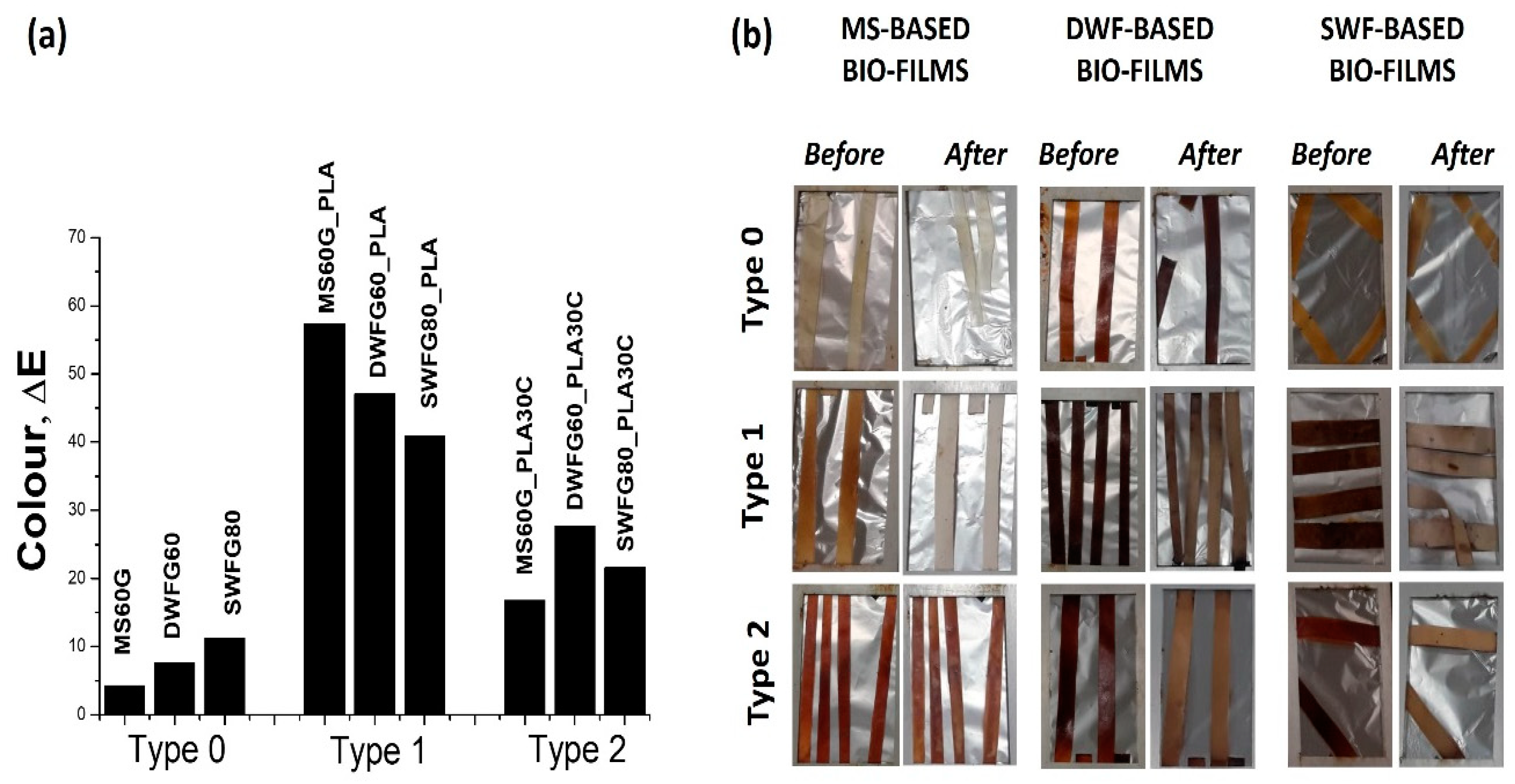
Artificial Ageing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- De Carvalho, A.; Curvelo, A.; Agnelli, J. A first insight on composites of thermoplastic starch and kaolin. Carbohydr. Polym. 2001, 45, 189–194. [Google Scholar] [CrossRef]
- Abdoreza, M.N.; Mahdiyeh, M.; Maliheh, S.; Alias, A.K. Thermoplastic starches: Properties, challenges, and prospects. Starch-Stärke 2013, 65, 61–72. [Google Scholar]
- Zou, G.-X.; Jin, P.-Q.; Xin, L.-Z. Extruded starch/PVA composites: Water resistance, thermal properties, and morphology. J. Elastom. Plast. 2008, 40, 303–316. [Google Scholar] [CrossRef]
- Hulleman, S.H.; Janssen, F.H. The role of water during plasticization of native starches. Polymer 1998, 39, 2043–2048. [Google Scholar] [CrossRef]
- Zullo, R.; Iannace, S. The effects of different starch sources and plasticizers on film blowing of thermoplastic starch: Correlation among process, elongational properties and macromolecular structure. Carbohydr. Polym. 2009, 77, 376–383. [Google Scholar] [CrossRef]
- Van Soest, J.J.G.; Knooren, N. Influence of glycerol and water content on the structure and properties of extruded starch plastic sheets during aging. J. Appl. Polym. Sci. 1997, 64, 1411–1422. [Google Scholar] [CrossRef]
- Giuri, A.; Colella, S.; Listorti, A.; Rizzo, A.; Esposito Corcione, C. Biodegradable extruded thermoplastic maize starch for outdoor applications. J. Therm. Anal. Calorim. 2018, 134, 549–558. [Google Scholar] [CrossRef]
- Stasi, E.; Giuri, A.; Ferrari, F.; Armenise, V.; Colella, S.; Listorti, A.; Rizzo, A.; Ferraris, E.; Esposito Corcione, C. Biodegradable compression molded composite films of thermoplastic carbon based ashes/maize starch for agricultural applications. Polymers 2020, 12, 524. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835. [Google Scholar] [CrossRef] [PubMed]
- Averous, L. Biodegradable Multiphase Systems Based on Plasticized Starch: A Review. J. Macromol. Sci. Polym. Rev. C 2003, 44, 231–274. [Google Scholar] [CrossRef]
- Bikiaris, D.; Panayiotou, C. LDPE/starch blends compatibilized with PE-g-MA copolymers. J. Appl. Polym. Sci. 1998, 70, 1503. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Long, Y.; Dean, K.; Li, L. Polymer blends and composites from renewable resources. Prog. Polym. Sci. 2006, 31, 576–602. [Google Scholar]
- Shogren, R.L.; Doane, W.M.; Garlotta, D.; Lawton, J.W.; Willett, J.L. Biodegradation of starch/polylactic acid/poly(hydroxyester-ether) composite bars in soil. Polym. Degrad. Stab. 2003, 79, 405–411. [Google Scholar] [CrossRef]
- Wang, N.; Yu, J.; Ma, X. Preparation and characterization of thermoplastic starch/PLA blends by one-step reactive extrusion. Polym. Int. 2007, 56, 1440–1447. [Google Scholar] [CrossRef]
- Hongbo, L.; Huneault, M.A. Comparison of sorbitol and glycerol as plasticizers for thermoplastic starch in TPS/PLA blends. J. Appl. Polym. Sci. 2011, 119, 2439–2448. [Google Scholar]
- Mendes, J.F.; Paschoalin, R.; Carmona, V.; Sena Neto, A.R.; Marques, A.C.P.; Marconcini, J.M.; Mattoso, L.H.C.; Medeiros, E.S.; Oliveira, J.E. Biodegradable polymer blends based on corn starch and thermoplastic chitosan processed by extrusion. Carbohydr. Polym. 2016, 137, 452–458. [Google Scholar] [CrossRef] [Green Version]
- Jayasekara, R.; Harding, I.; Bowater, I.; Christie, G.B.; Lonergan, G. Preparation, surface modification and characterisation of solution cast starch PVA blended films. Polym. Test. 2004, 23, 17–27. [Google Scholar] [CrossRef]
- Esposito Corcione, C.; Ferrari, F.; Striani, R.; Minosi, S.; Pollini, M.; Paladini, F.; Panico, A.; de Fazio, R.; Visconti, P.; Greco, A. An innovative green process for the stabilization and valorizationof organic fraction of municipal solid waste. Appl. Sci. 2019, 9, 4516. [Google Scholar] [CrossRef] [Green Version]
- Esposito, C.C.; Ferrari, F.; Striani, R.; Visconti, P.; Greco, A. An innovative green process for the stabilization and valorization of organic fraction of municipal solid waste (OFMSW): Optimization of the curing process-II Part. Appl. Sci. 2019, 9, 3702. [Google Scholar] [CrossRef] [Green Version]
- Ferrari, F.; Striani, R.; Visconti, P.; Esposito, C.C.; Greco, A. Durability Analysis of Formaldehyde/Solid Urban Waste Blends. Polymers 2019, 11, 1838. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ferrari, F.; Striani, R.; Minosi, S.; De Fazio, R.; Visconti, P.; Patrono, L.; Catarinucci, L.; Esposito, C.C.; Greco, A. An innovative IoT-Oriented prototype platform for the management and valorization of the organic fraction of municipal solid waste. J. Clean. Prod. 2020, 247, 119618. [Google Scholar] [CrossRef]
- de Fazio, R.; Esposito, C.C.; Greco, A.; Ferrari, F.; Striani, R.; Catarinucci, L.; Colella, R.; Mighali, V.; Patrono, L.; Sergi, I.; et al. Sensors-Based treatment system of the organic waste with RFID identification and on-cloud traceability. In Proceedings of the IEEE International Workshop on Advances in Sensors and Interfaces (IWASI), Otranto, Italy, 13–14 June 2019; pp. 245–250. [Google Scholar] [CrossRef]
- Muangrat, R.; Nuankham, C. Production of flour film from waste flour during noodle production and its application for preservation of fresh strawberries. CyTA J. Food 2018, 16, 525–536. [Google Scholar] [CrossRef] [Green Version]
- Esposito, C.C.; Greco, A.; Visconti, P.; Striani, R.; Ferrari, F. Thermoplastic Composition Based on Starch, Method of Preparation of It, Films and Articles Formed with It. Patent Application No. 102019000016166, 12 September 2019. [Google Scholar]
- Esposito, C.C.; Ferrari, F.; Striani, R.; Visconti, P.; Greco, A. Recycling of organic fraction of municipal solid waste as an innovative precursor for the production of bio-Based epoxy monomers. Waste Manag. 2020, 109, 212–221. [Google Scholar] [CrossRef] [PubMed]
- Grant, L.A.; Ostenson, A.M.; Rayas-Duarte, P. Determination of Amylose and Amylopectin of Wheat Starch Using High Performance Size-Exclusion Chromatography (HPSEC). Cereal Chem. J. 2002, 79, 771–773. [Google Scholar] [CrossRef]
- Batey, I.L.; Curtin, P.W.G.; Barbara, M. Contribution of the Chemical Structure of Wheat Starch to Noodle Qualit Japanese y. J. Sci. Food Agric. 1997, 74, 503–508. [Google Scholar] [CrossRef]
- Hermans, P.H.; Weidinger, A. On the determination of the crystalline fraction of polyethylenes from X-ray diffraction. Makromol. Chem. 1961, 44, 24–36. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. ASTM D882-97 Standard Test Method for Tensile Properties of Thin Plastic Sheeting; American Society for Testing and Materials: Pennsylvania, PA, USA, 1997.
- American Society for Testing and Materials. ASTM D1925-70 (1988)-Test Method for Yellowness Index of Plastics; American Society for Testing and Materials: Pennsylvania, PA, USA, 1988.
- Rieger, J. The glass transition temperature Tg of polymers—Comparison of the values from differential thermal analysis (DTA, DSC) and dynamic mechanical measurements (torsion pendulum). Polym. Test. 2001, 20, 199–204. [Google Scholar] [CrossRef]
- Greco, A.; Ferrari, F.; Maffezzoli, A. Thermal analysis of poly(lactic acid) plasticized by cardanol derivatives. J. Therm. Anal. Calorim. 2018, 134, 559–565. [Google Scholar] [CrossRef]
- Esposito, C.C.; Scalera, F.; Gervaso, F.; Montagna, F.; Sannino, A.; Maffezzoli, A. One-steP solvent-Free process for the fabrication of high loaded PLA/HA composite filament for 3D printing. J. Therm. Anal. Calorim. 2018, 134, 575–582. [Google Scholar] [CrossRef]
- Yew, G.H.; Mohd, Y.A.M.; Mohd, I.Z.A.; Ishiaku, U.S. Water absorption and enzymatic degradation of poly(lactic acid)/rice starch composites. Polym. Degrad. Stab. 2005, 90, 488–500. [Google Scholar] [CrossRef]
- Harris, A.M.; Lee, E.C. Heat and humidity performance of injection molded PLA for durable applications. J. Appl. Polym. Sci. 2010, 115, 1380–1389. [Google Scholar] [CrossRef]
- Preechawong, D.; Peesan, M.; Supaphol, P.; Rujiravanit, R. Characterization of starch/poly(ɛ-caprolactone) hybrid foams. Polym Test. 2004, 23, 651–657. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend Type | Blend Code | MS (wt %) | DWF (wt %) | SWF (wt %) | Glycerol (wt %) | PLA (wt %) | Cardanol (wt %) |
|---|---|---|---|---|---|---|---|
| Type 0 | MS50G | 66.67 | 0 | 0 | 33.33 | 0 | 0 |
| MS60G | 62.50 | 0 | 0 | 37.50 | 0 | 0 | |
| MS70G | 58.83 | 0 | 0 | 41.17 | 0 | 0 | |
| DWF50G | 0 | 66.67 | 0 | 33.33 | 0 | 0 | |
| DWF60G | 0 | 62.50 | 0 | 37.50 | 0 | 0 | |
| DWF70G | 0 | 58.83 | 0 | 41.17 | 0 | 0 | |
| SWF60G | 0 | 0 | 62.50 | 37.50 | 0 | 0 | |
| SWF70G | 0 | 0 | 58.83 | 41.17 | 0 | 0 | |
| SWF80G | 0 | 0 | 55.56 | 44.44 | 0 | 0 | |
| Type 1 | MS60G_PLA (50/50) | 31.25 | 0 | 0 | 18.75 | 50 | 0 |
| DWF60G_PLA (80/20) | 0 | 50 | 0 | 30 | 20 | 0 | |
| DWF60G_PLA (70/30) | 0 | 43.75 | 0 | 26.25 | 30 | 0 | |
| DWF60G_PLA (50/50) | 0 | 31.25 | 0 | 18.75 | 50 | 0 | |
| SWF60G_PLA (80/20) | 0 | 0 | 50 | 30 | 20 | 0 | |
| SWF60G_PLA (70/30) | 0 | 0 | 43.75 | 26.25 | 30 | 0 | |
| SWF60G_PLA (50/50) | 0 | 0 | 31.25 | 18.75 | 50 | 0 | |
| Type 2 | MS60G_PLA30C (50/50) | 31.25 | 0 | 0 | 18.75 | 35 | 15 |
| DWF60G_PLA30C (50/50) | 0 | 31.25 | 0 | 18.75 | 35 | 15 | |
| SWF80G_PLA30C (50/50) | 0 | 0 | 27.78 | 22.22 | 35 | 15 |
| Blend Type | Bio-Film | σR (MPa) | εR (%) | E (MPa) |
|---|---|---|---|---|
| Type 0 | MS60G | 0.20 ± 0.06 | 91 ± 5 | 1.71 ± 0.72 |
| DWF60G | 0.16 ± 0.04 | 23 ± 5 | 1.38 ± 0.26 | |
| SWF80G | 0.11 ± 0.04 | 22 ± 7 | 0.84 ± 0.3 | |
| Type 1 | MS60G_PLA (50/50) | 14.08 ± 3.71 | 5 ± 1.7 | 851.99 ± 216.72 |
| DWF60G_PLA (80/20) | 2.63 ± 0.56 | 8.9 ± 3.2 | 86.57 ± 24.67 | |
| DWF60G_PLA (70/30) | 4.10 ± 0.86 | 11.2 ± 3.3 | 126.88 ± 24.11 | |
| DWF60G_PLA (50/50) | 10.5 ± 0.97 | 5 ± 1 | 719.2 ± 83.01 | |
| SWF80G_PLA (80/20) | 1.13 ± 0.19 | 5.58 ± 2.28 | 55.8 ± 39.24 | |
| SWF80G_PLA (70/30) | 3.66 ± 0.55 | 7.51 ± 1.97 | 183 ± 19 | |
| SWF80G_PLA (50/50) | 7.53 ± 1.14 | 5.06 ± 0.95 | 236.64 ± 52.54 | |
| Type 2 | MS60G_PLA30C (50/50) | 1.64 ± 0.2 | 231 ± 25 | 5.03 ± 2.89 |
| DWF60G_PLA30C (50/50) | 1.85 ± 0.23 | 168 ± 63 | 10.55 ± 5.91 | |
| SWF80G_PLA30C (50/50) | 0.39 ± 0.17 | 99 ± 32 | 4 ± 3.75 |
| Blend Type | Bio-Film Type | Tg (°C) by DMA | Tg (°C) by DSC |
|---|---|---|---|
| Type 0 | MS60G | 70.6 | 71.5 |
| DWF60G | 78.7 | 80.3 | |
| SWF80G | 80.1 | 82.3 | |
| Type 1 | MS60G_PLA | 51.3 | 53.5 |
| DWF60G_PLA | 60.1 | 62.4 | |
| SWF80G_PLA | 60.5 | 62.9 | |
| Type 2 | MS60G_PLA30C | 47.8 | 49.7 |
| DWF60G_PLA30C | 52.6 | 54.2 | |
| SWF80G_PLA30C | 54.3 | 56.5 |
| Blend Type | Bio-Film | Imbibition Coefficient, α (%) at 23 °C, 75% RH | Slope (g/h) | Water Vapor Permeability (g/m2 Day) at 23 °C, 90% RH | Water Vapor Transmission Rate ((g/m2 day)/s) |
|---|---|---|---|---|---|
| Type 0 | MS60G | 12.84 | 0.06 | 970.49 | 0.14 |
| DWF60G | 23.84 | 0.32 | 921.10 | 0.11 | |
| SWF80G | 24.68 | 0.38 | 839.54 | 0.06 | |
| Type 1 | MS60G_PLA | 5.53 | 0.01 | 211.91 | 0.02 |
| DWF60G_PLA | 9.44 | 0.09 | 486.13 | 0.06 | |
| SWF80G_PLA | 10.85 | 0.12 | 547.89 | 0.05 | |
| Type 2 | MS60G_PLA30C | 7.94 | 0.02 | 291.98 | 0.02 |
| DWF60G_PLA30C | 10.55 | 0.08 | 555.28 | 0.07 | |
| SWF80G_PLA30C | 10.30 | 0.10 | 498.54 | 0.07 |
| Before QUV Ageing | After QUV Ageing | Color Difference | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Blend Type | Bio-Film | L* | a* | b* | L* | a* | b* | ΔL* | Δa* | Δb* | ΔE* |
| Type 0 | MS60G | 81.28 | 1.65 | 25.37 | 82.79 | 0.56 | 21.47 | 1.51 | −1.09 | −3.90 | 4.32 |
| DWF60G | 18.48 | 24.00 | 26.73 | 15.89 | 22.19 | 19.78 | −2.59 | −1.81 | −6.95 | 7.64 | |
| SWF80G | 54.21 | 33.69 | 66.32 | 64.51 | 30.27 | 69.18 | 10.29 | −3.42 | 2.86 | 11.22 | |
| Type 1 | MS60G_PLA | 61.07 | 29.71 | 56.44 | 34.00 | 5.89 | 11.83 | −27.08 | −23.82 | −44.61 | 57.37 |
| DWF60G_PLA | 9.11 | 19.93 | 8.54 | 52.79 | 2.52 | 6.13 | 43.68 | −17.41 | −2.41 | 47.08 | |
| SWF80G_PLA | 20.79 | 40.91 | 32.97 | 18.66 | 6.17 | 11.41 | −2.14 | −34.74 | −21.57 | 40.94 | |
| Type 2 | MS60G_PLA30C | 23.81 | 41.87 | 33.77 | 36.92 | 31.36 | 33.68 | 13.10 | −10.52 | −0.09 | 16.80 |
| DWF60G_PLA30C | 12.78 | 27.09 | 17.89 | 31.13 | 7.21 | 12.21 | 18.35 | −19.88 | −5.68 | 27.64 | |
| SWF80G_PLA30C | 12.97 | 12.49 | 13.22 | 33.18 | 5.29 | 10.85 | 20.21 | −7.20 | −2.37 | 21.58 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Esposito Corcione, C.; Striani, R.; Ferrari, F.; Visconti, P.; Rizzo, D.; Greco, A. An Innovative Method for the Recycling of Waste Carbohydrate-Based Flours. Polymers 2020, 12, 1414. https://doi.org/10.3390/polym12061414
Esposito Corcione C, Striani R, Ferrari F, Visconti P, Rizzo D, Greco A. An Innovative Method for the Recycling of Waste Carbohydrate-Based Flours. Polymers. 2020; 12(6):1414. https://doi.org/10.3390/polym12061414
Chicago/Turabian StyleEsposito Corcione, Carola, Raffaella Striani, Francesca Ferrari, Paolo Visconti, Daniela Rizzo, and Antonio Greco. 2020. "An Innovative Method for the Recycling of Waste Carbohydrate-Based Flours" Polymers 12, no. 6: 1414. https://doi.org/10.3390/polym12061414