Alkaline Hydrolysis and Dyeing Characteristics of Sea-Island-Type Ultramicrofibers of PET Tricot Fabrics with Black Disperse Dye

 , ,
, , 
Abstract
:1. Introduction
2. Experimental
2.1. Materials
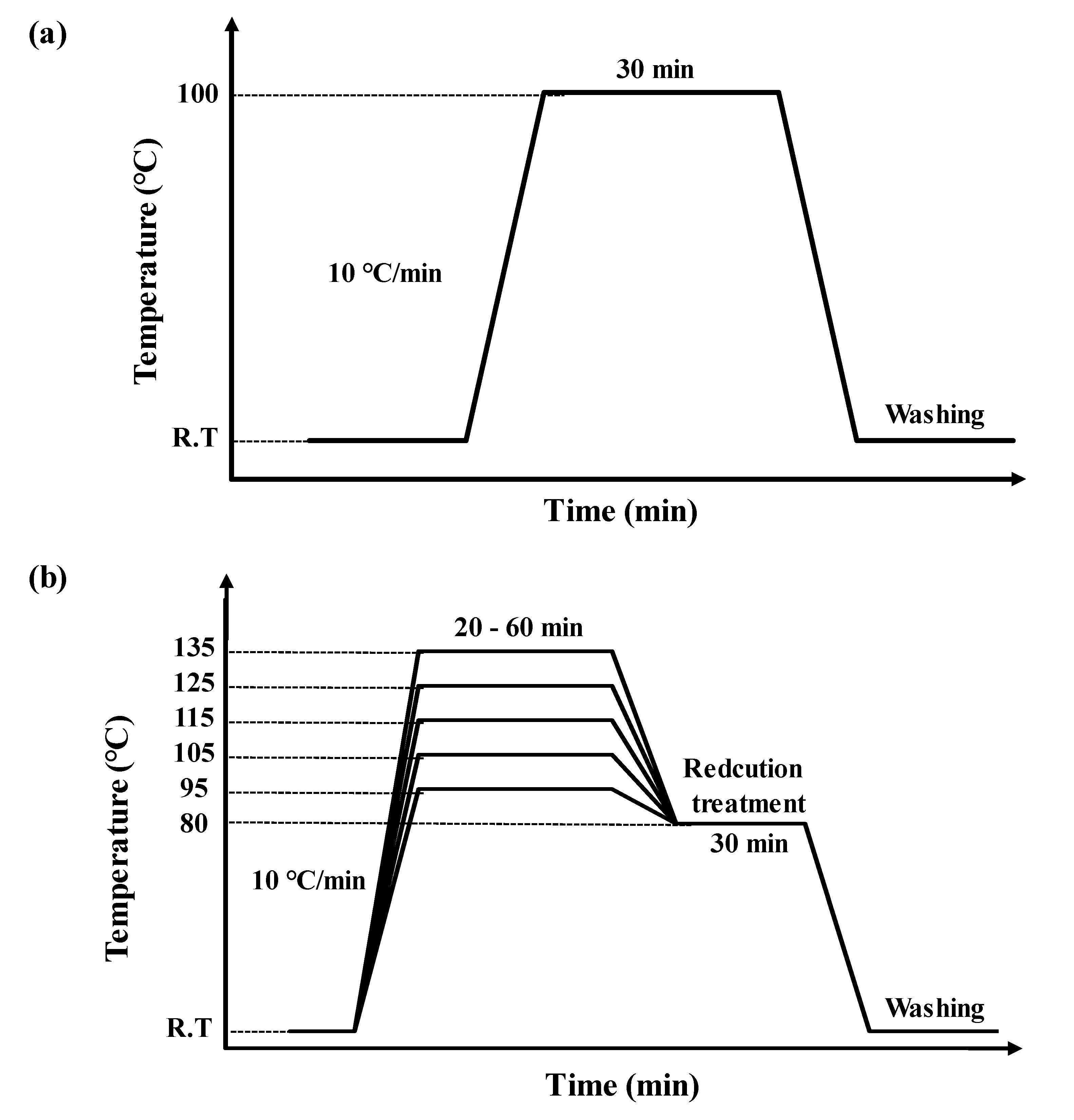
2.2. Alkaline Hydrolysis
2.3. Surface Analysis and Tensile Strength
2.4. Dyeing
2.5. Measurement of Color Yield and Colorfastness
3. Results and Discussion
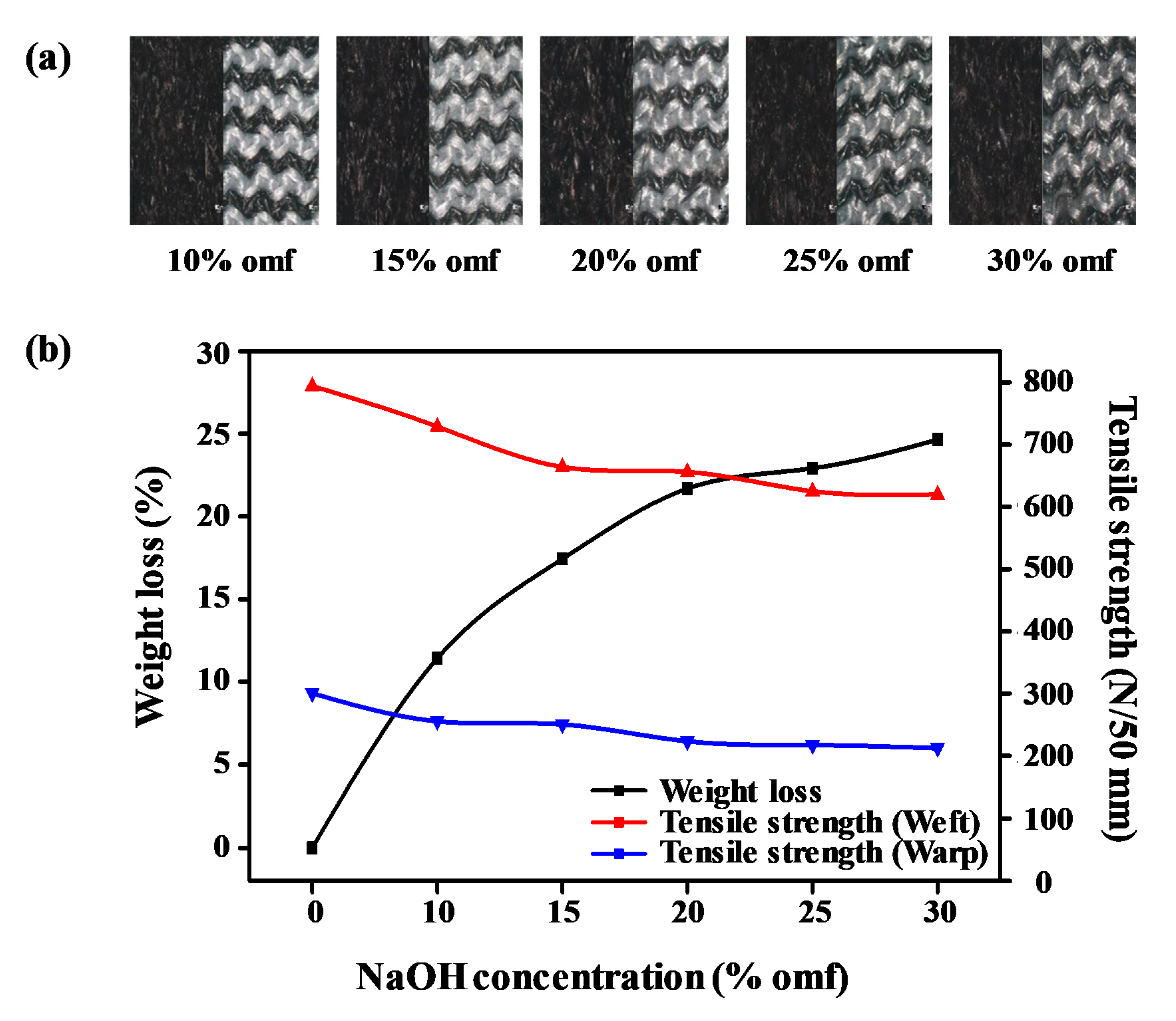
3.1. Alkaline Hydrolysis
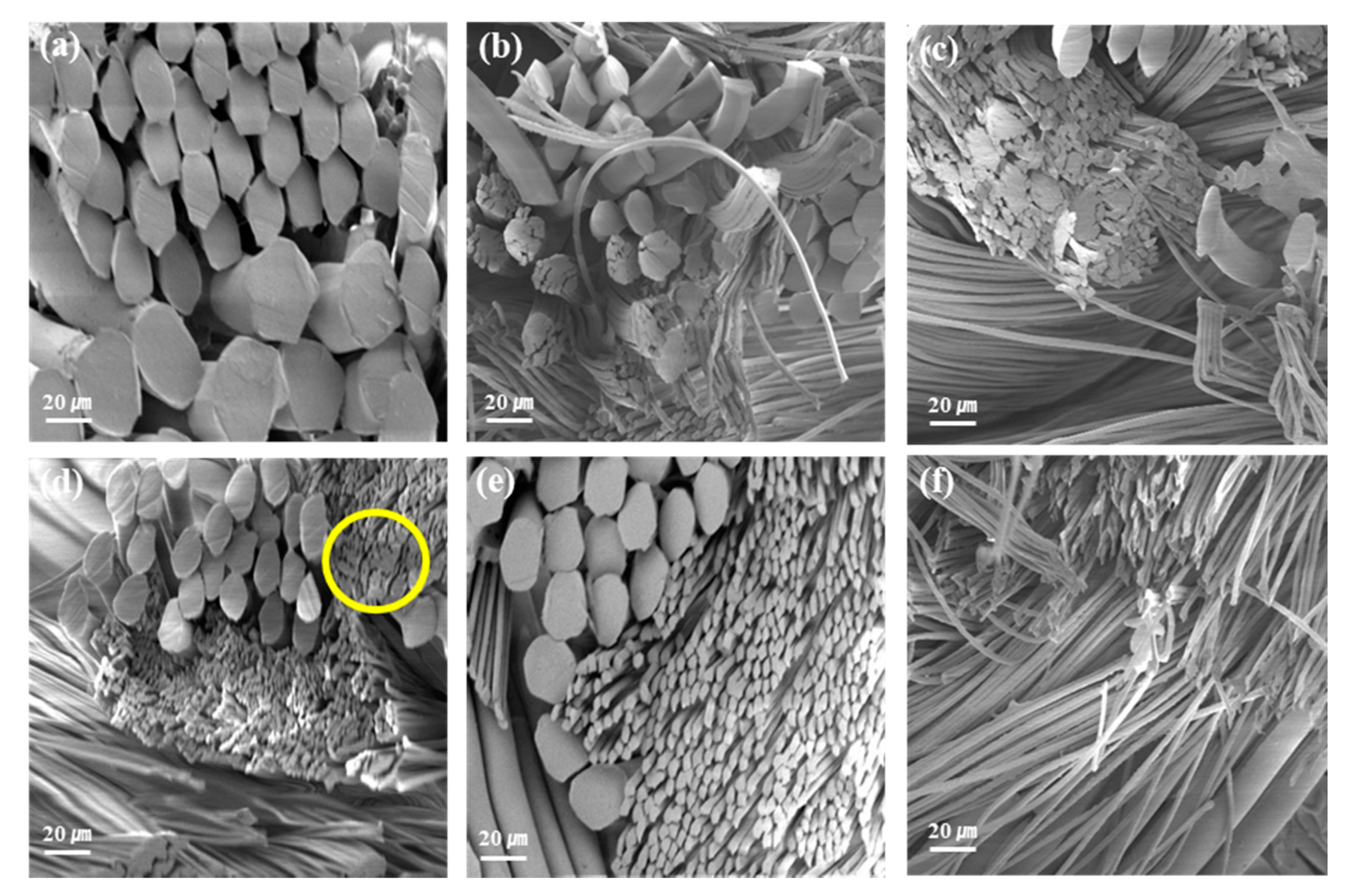
3.2. SEM Analysis
3.3. Effect of Temperature
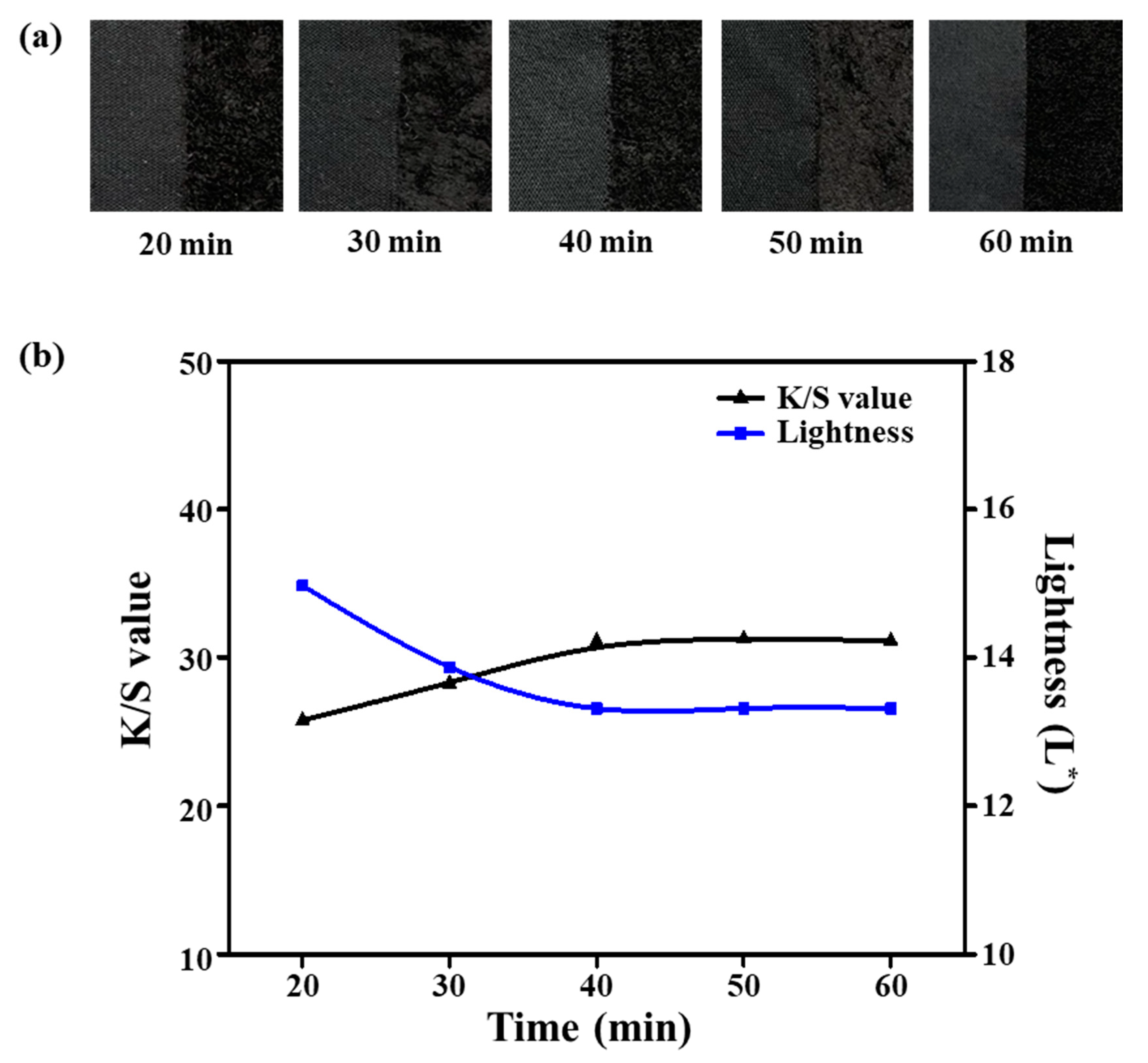
3.4. Effect of Dyeing Time
3.5. Effect of Dye Concentration
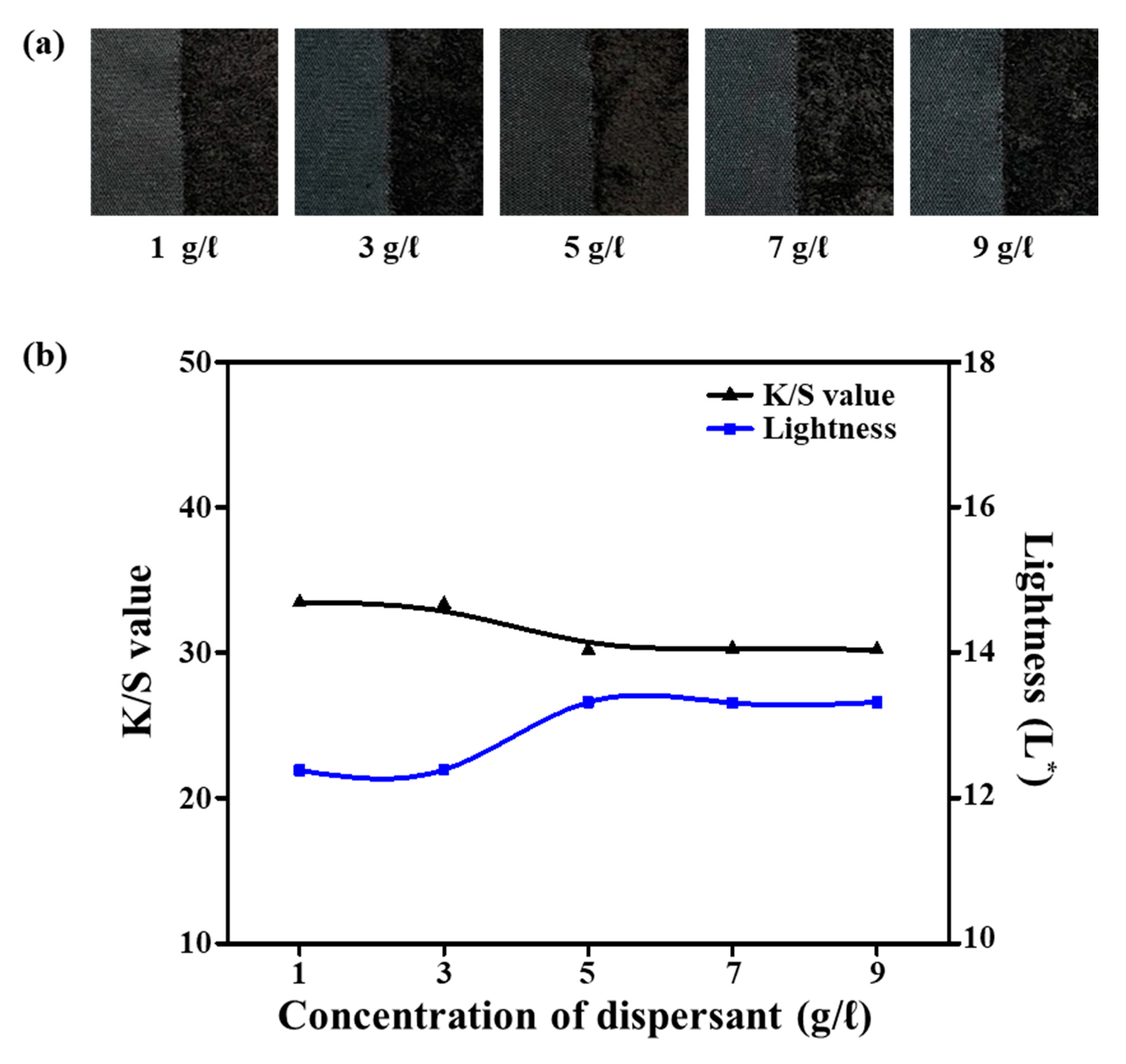
3.6. Effect of Dispersant Concentration
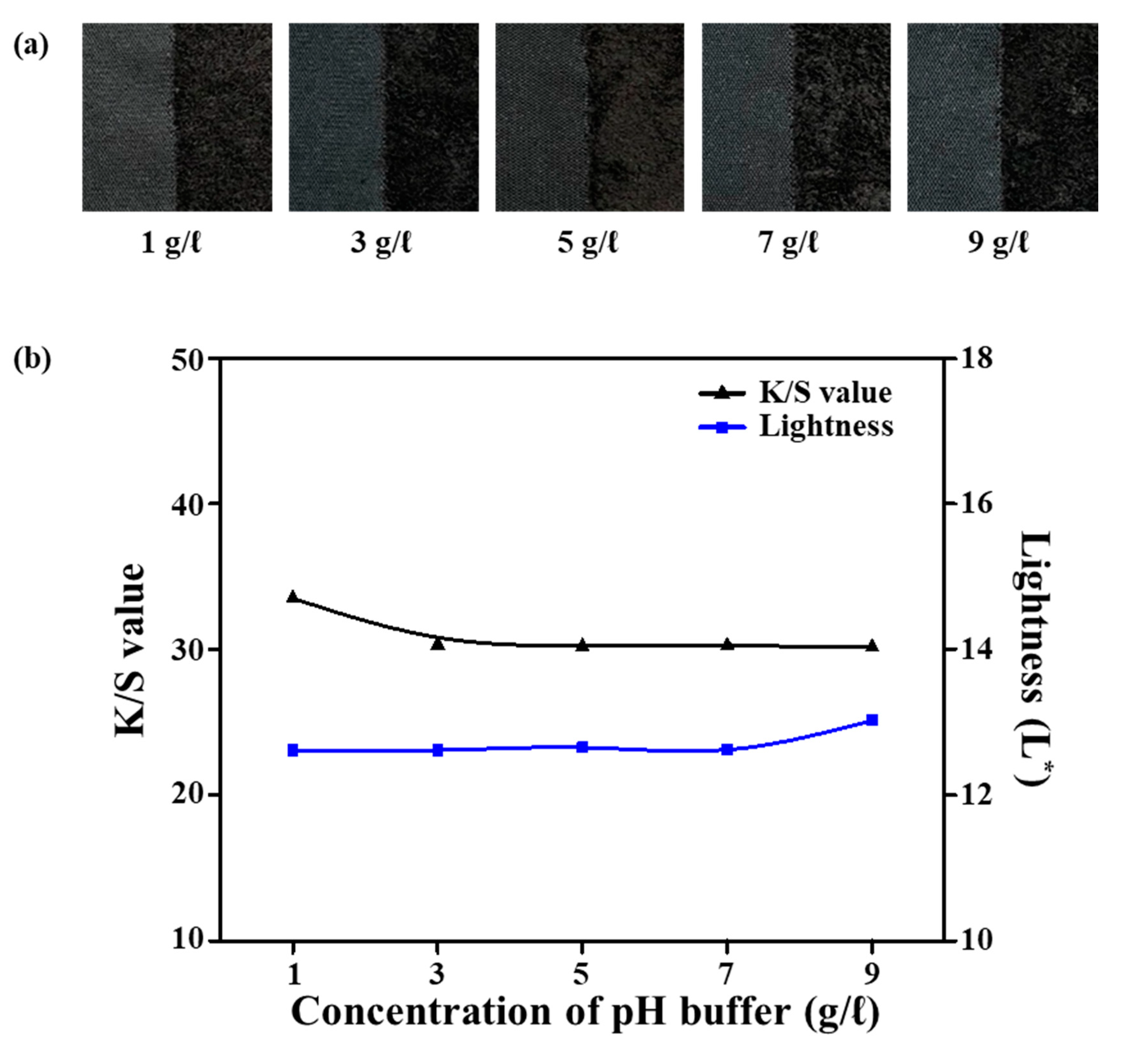
3.7. Effect of pH Buffer Solution Concentration
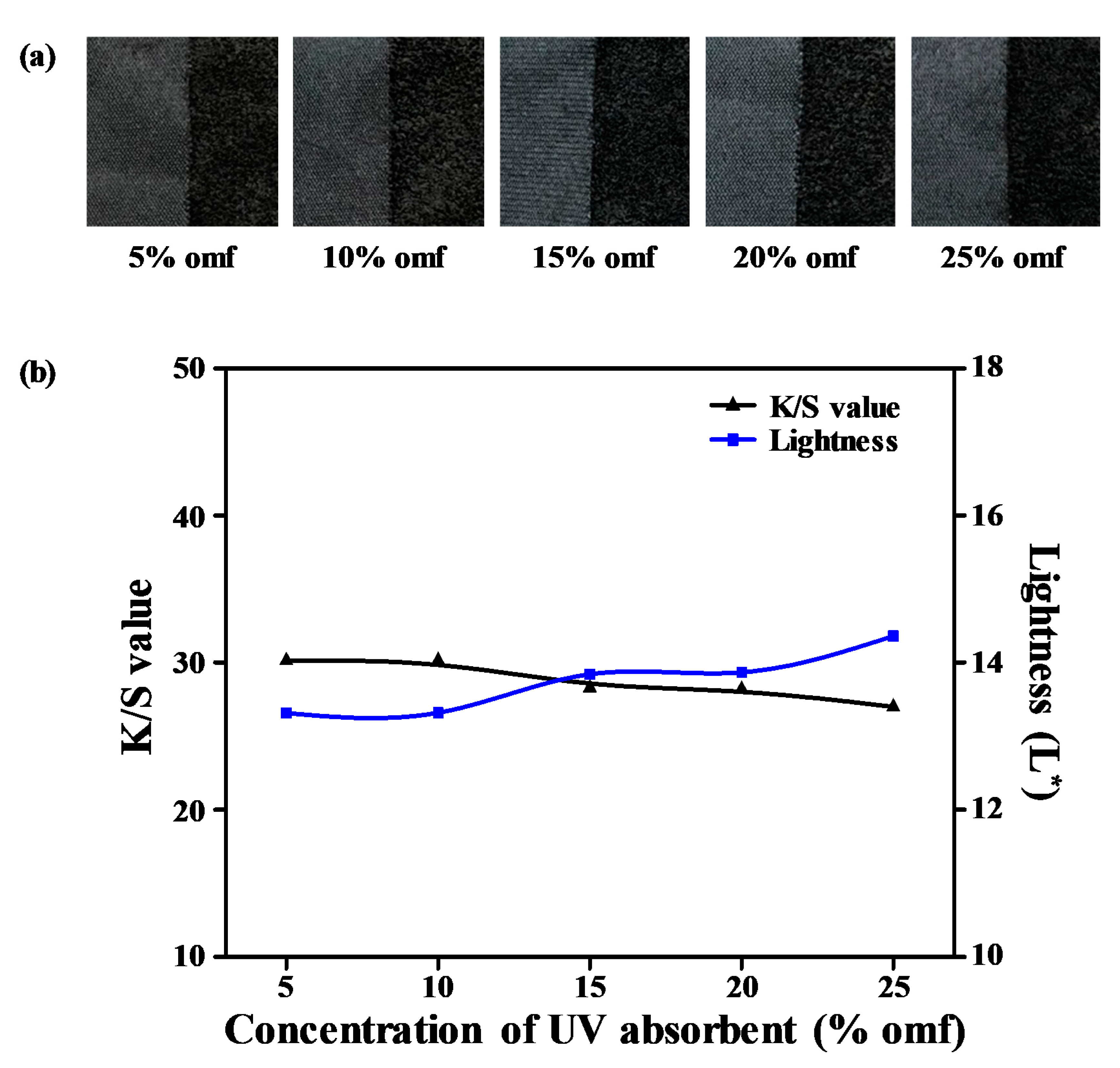
3.8. UV-Absorbent Concentration Effect and Light Colorfastness Analysis
3.9. Rubbing Colorfastness
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wada, O. Control of fiber form and yarn and fabric structure. J. Text. Inst. 1992, 83, 322–347. [Google Scholar]
- Sudha, T.B.; Thanikaivelan, P.; Aaron, K.P.; Krishnaraj, K.; Chandrasekaran, B. Comfort, chemical, mechanical, and structural properties of natural and synthetic leathers used for apparel. J. Appl. Polym. Sci. 2009, 114, 1761–1767. [Google Scholar] [CrossRef]
- Choi, J.H.; Lee, E.S.; Baik, H.K.; Lee, S.-J.; Song, K.M.; Hwang, M.K.; Huh, C.S. Surface modification of natural leather using low-pressure parallel plate plasma. Surf. Coat. Technol. 2003, 171, 257–263. [Google Scholar]
- Liao, S.-C.; Chen, K.-S.; Chen, W.-Y.; Chou, C.-Y.; Wai, K.-C. Surface Graft Polymerization of Acrylamide onto Plasma Activated Nylon Microfiber Artificial Leather for Improving Dyeing Properties. Int. J. Chem. Eng. Appl. 2013, 4, 78. [Google Scholar] [CrossRef] [Green Version]
- Mao, Y.P.; Li, Q.Y.; Wu, C.F. Surface Modification of PET Fiber with Hybrid Coating and Its Effect on the Properties of PP Composites. Polymers (Basel) 2019, 11, 1726. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.P.; Cheng, W.Q.; Gao, Y.Y.; Zhu, L.; Pei, L.J. Mechanism of Accelerant on Disperse Dyeing for PET Fiber in the Silicone Solvent Dyeing System. Polymers (Basel) 2019, 11, 520. [Google Scholar] [CrossRef] [Green Version]
- Fang, S.; Feng, G.; Guo, Y.; Chen, W.; Qian, H. Synthesis and application of urethane-containing azo disperse dyes on polyamide fabrics. Dye. Pigment. 2020, 176, 108225. [Google Scholar]
- Fabia, J.; Gawłowski, A.; Rom, M.; Ślusarczyk, C.; Brzozowska-Stanuch, A.; Sieradzka, M. PET Fibers Modified with Cloisite Nanoclay. Polymers (Basel) 2020, 12, 774. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chaudhuri, S.; Wu, C.M. Switchable Wettability of Poly(NIPAAm-co-HEMA-co-NMA) Coated PET Fabric for Moisture Management. Polymers (Basel) 2020, 12, 100. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heidemann, E. Fundamentals of Leather Manufacture; Roether: Darmstadt, Germany, 1993. [Google Scholar]
- Fan, L.; Zhang, L.; Shen, J.; Wang, S.; Chen, H. Study on recovery and refining of TA from alkali reduction wastewater. Desalination 2007, 206, 353–357. [Google Scholar] [CrossRef]
- Kunttou, K.; Hongyo, S.; Maeda, S.; Mishima, K. Dyeing polyester fabrics with indigo. Text. Res. J. 2005, 75, 149–153. [Google Scholar]
- Matsudaira, M.; Kondo, Y. The effect of a grooved hollow in a fibre on fabric moisture-and heat-transport properties. J. Text. Inst. 1996, 87, 409–416. [Google Scholar] [CrossRef]
- Lee, H.-R.; Kim, D.-J.; Lee, K.-H. Anti-reflective coating for the deep coloring of PET fabrics using an atmospheric pressure plasma technique. Surf. Coat. Technol. 2001, 142, 468–473. [Google Scholar] [CrossRef]
- Kamiyama, M.; Soeda, T.; Nagajima, S.; Tanaka, K. Development and application of high-strength polyester nanofibers. Polym. J. 2012, 44, 987–994. [Google Scholar]
- Nakajima, T.; Kajiwara, K.; McIntyre, J.E. Advanced Fiber Spinning Technology; Woodhead Publishing: Cambridge, UK, 1994. [Google Scholar]
- Denton, M.J.; Daniels, P.N. Textile Terms and Definitions; Textile Institute: Manchester, UK, 2002. [Google Scholar]
- Burkinshaw, S.; Bahojb-Allafan, B. The development of a metal-free, tannic acid-based aftertreatment for nylon 6, 6 dyed with acid dyes. Part 4: Tannic acid. Dye. Pigment. 2004, 62, 159–172. [Google Scholar]
- Washino, Y. Functional Fibers: Trends in Technology and Product Development in Japan; Toray Research Center: Tokyo, Japan, 1993. [Google Scholar]
- Koh, J. Alkaline dissolution monitoring of sea-island type polyester microfibre fabrics by a cationic dye staining method. Coloration Technol. 2004, 120, 80–86. [Google Scholar]
- Nakamura, T.; Ohwaki, S.; Shibusawa, T. Dyeing properties of polyester microfibers. Text. Res. J. 1995, 65, 113–118. [Google Scholar]
- Fan, Q.; Hoskote, S.; Hou, Y. Reduction of colorants in nylon flock dyeing effluent. J. Hazard. Mater. 2004, 112, 123–131. [Google Scholar] [CrossRef]
- Petrulis, D.; Petrulyte, S. The dyeing of different microfibrous/conventional fibrous substrates: Theoretical analysis with a focus on dye uptake prognosis. Dye. Pigment. 2017, 139, 708–713. [Google Scholar] [CrossRef]
- Moeller, H.W. Progress in Polymer Degradation and Stability Research; Nova Science Pub. Inc.: New York, NY, USA, 2008. [Google Scholar]
- Georgiadou, K.; Tsatsaroni, E.; Eleftheriadis, I.; Kehayoglou, A. Disperse dyeing of polyester fibers: Kinetic and equilibrium study. J. Appl. Polym. Sci. 2002, 85, 123–128. [Google Scholar] [CrossRef]
- Saus, W.; Knittel, D.; Schollmeyer, E. Dyeing of textiles in supercritical carbon dioxide. Text. Res. J. 1993, 63, 135–142. [Google Scholar] [CrossRef]
- Baig, G. Indigo dyeing of polyester (PET)-pH effects. J. Text. Inst. 2011, 102, 87–92. [Google Scholar]
- Tsatsaroni, E.; Eleftheriadis, I. UV-absorbers in the dyeing of polyester with disperse dyes. Dye. Pigment. 2004, 61, 141–147. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tensile Strength (N/50 mm) | Tensile Strength Retention (%) | ||
|---|---|---|---|---|
| Weft | Warp | Weft | Warp | |
| No treatment | 794 | 307 | 100 | 100 |
| NaOH 10% omf | 729 | 262 | 91.81 | 85.34 |
| NaOH 15% omf | 664 | 257 | 83.63 | 83.71 |
| NaOH 20% omf | 656 | 230 | 82.62 | 74.92 |
| NaOH 25% omf | 625 | 224 | 78.72 | 72.96 |
| NaOH 30% omf | 620 | 219 | 78.09 | 71.34 |
| Concentration of UV-Absorbent (% omf) | Light Fastness (Grade) |
|---|---|
| 5 | 4–5 |
| 10 | 4–5 |
| 15 | 4–5 |
| 20 | 4–5 |
| 25 | 4–5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, J.M.; Kim, M.G.; Lee, J.E.; Ko, J.W.; Kim, I.J.; Lee, J.Y.; Lee, D.J.; Ko, S.I.; Jung, D.H.; Lee, S.G. Alkaline Hydrolysis and Dyeing Characteristics of Sea-Island-Type Ultramicrofibers of PET Tricot Fabrics with Black Disperse Dye. Polymers 2020, 12, 1243. https://doi.org/10.3390/polym12061243
Kang JM, Kim MG, Lee JE, Ko JW, Kim IJ, Lee JY, Lee DJ, Ko SI, Jung DH, Lee SG. Alkaline Hydrolysis and Dyeing Characteristics of Sea-Island-Type Ultramicrofibers of PET Tricot Fabrics with Black Disperse Dye. Polymers. 2020; 12(6):1243. https://doi.org/10.3390/polym12061243
Chicago/Turabian StyleKang, Jeong Min, Min Gu Kim, Ji Eun Lee, Jae Wang Ko, Il Jin Kim, Jae Yeon Lee, Dong Jin Lee, Seong Ik Ko, Dae Ho Jung, and Seung Geol Lee. 2020. "Alkaline Hydrolysis and Dyeing Characteristics of Sea-Island-Type Ultramicrofibers of PET Tricot Fabrics with Black Disperse Dye" Polymers 12, no. 6: 1243. https://doi.org/10.3390/polym12061243