Synthesis and Characterization of High-Performing Sulfur-Free Tannin Foams


 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of the Tannin Foams
2.3. Intrinsic Physical Characterization
2.3.1. Bulk Density, Skeletal Density, and Porosity
2.3.2. Cell Dimensions and Orthotropicity
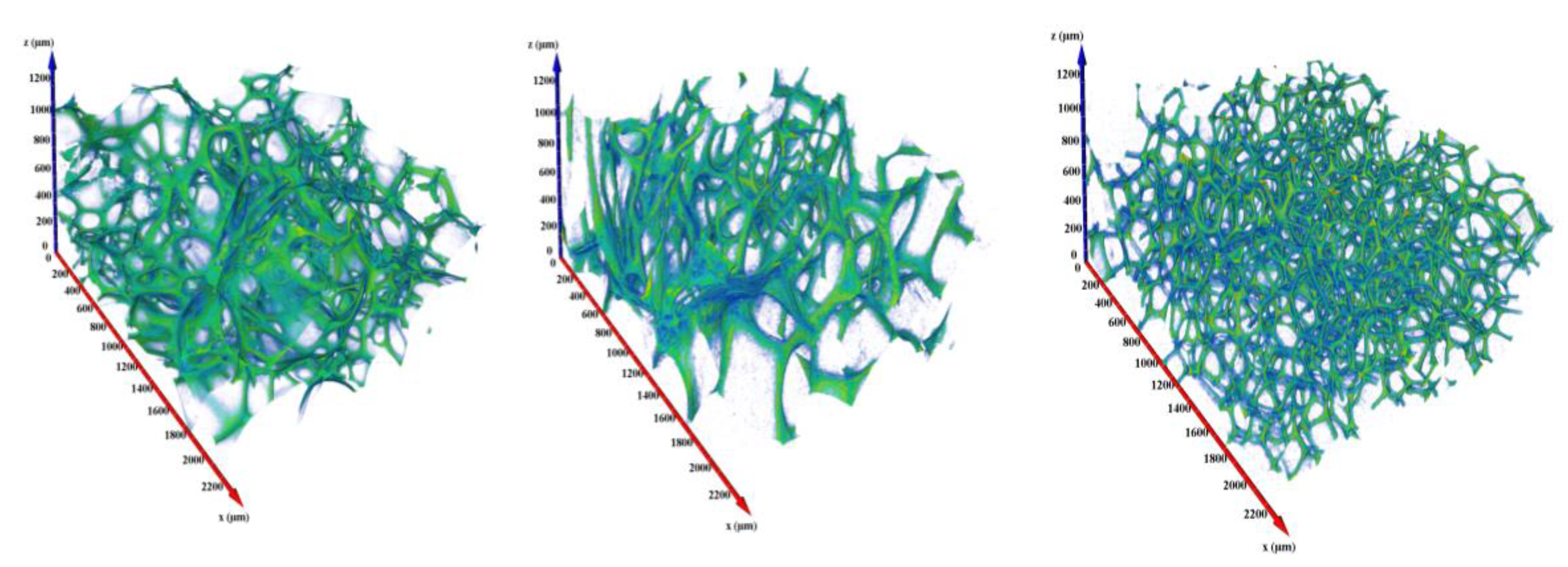
2.3.3. X-ray Tomography Acquisitions
2.3.4. Heating Value
2.4. Intrinsic Chemical Characterization
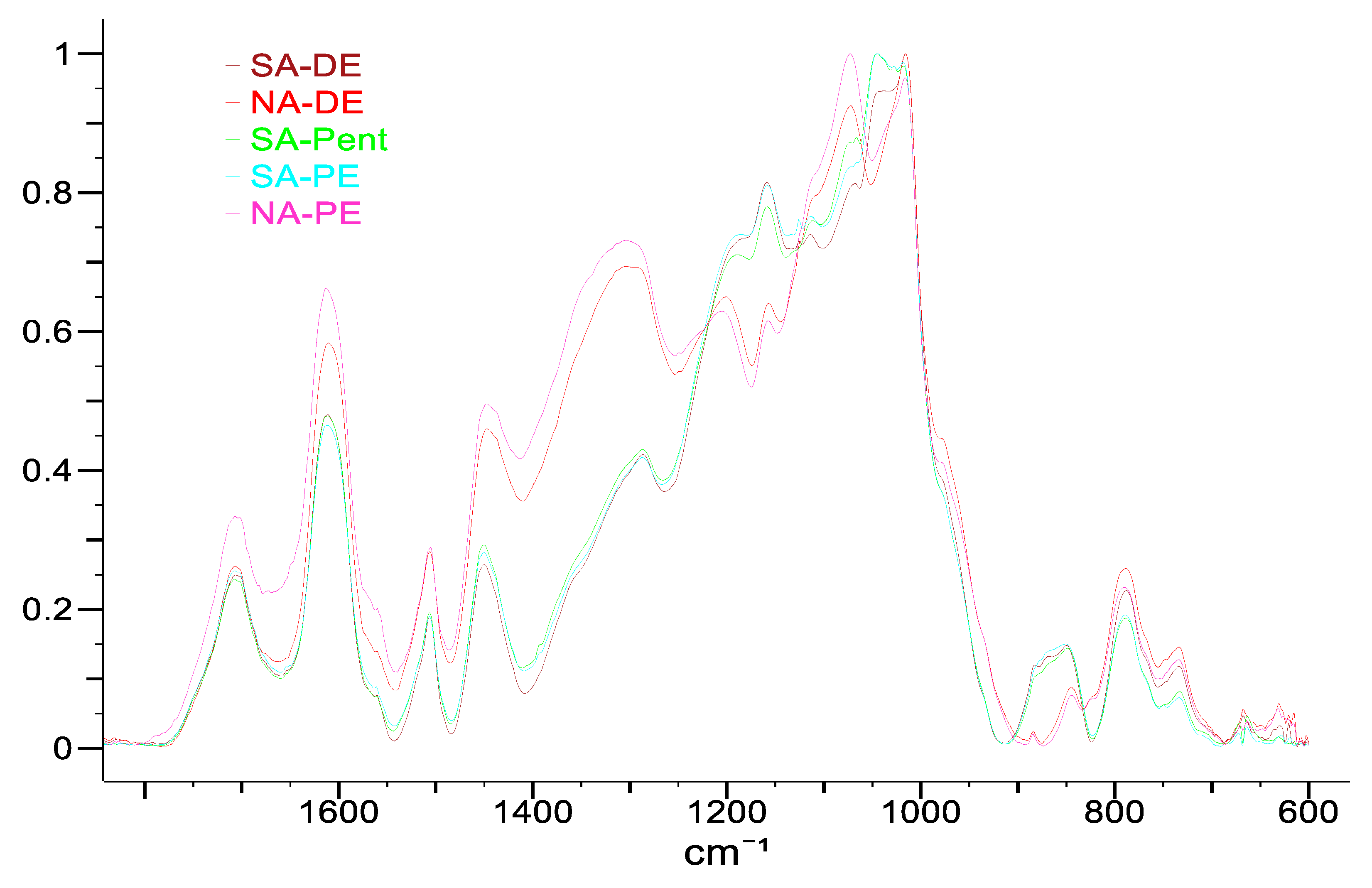
Attenuated Total Reflectance Fourier-Transform Infrared (ATR FT-IR) Spectroscopy
2.5. Extrinsic Physical Characterization
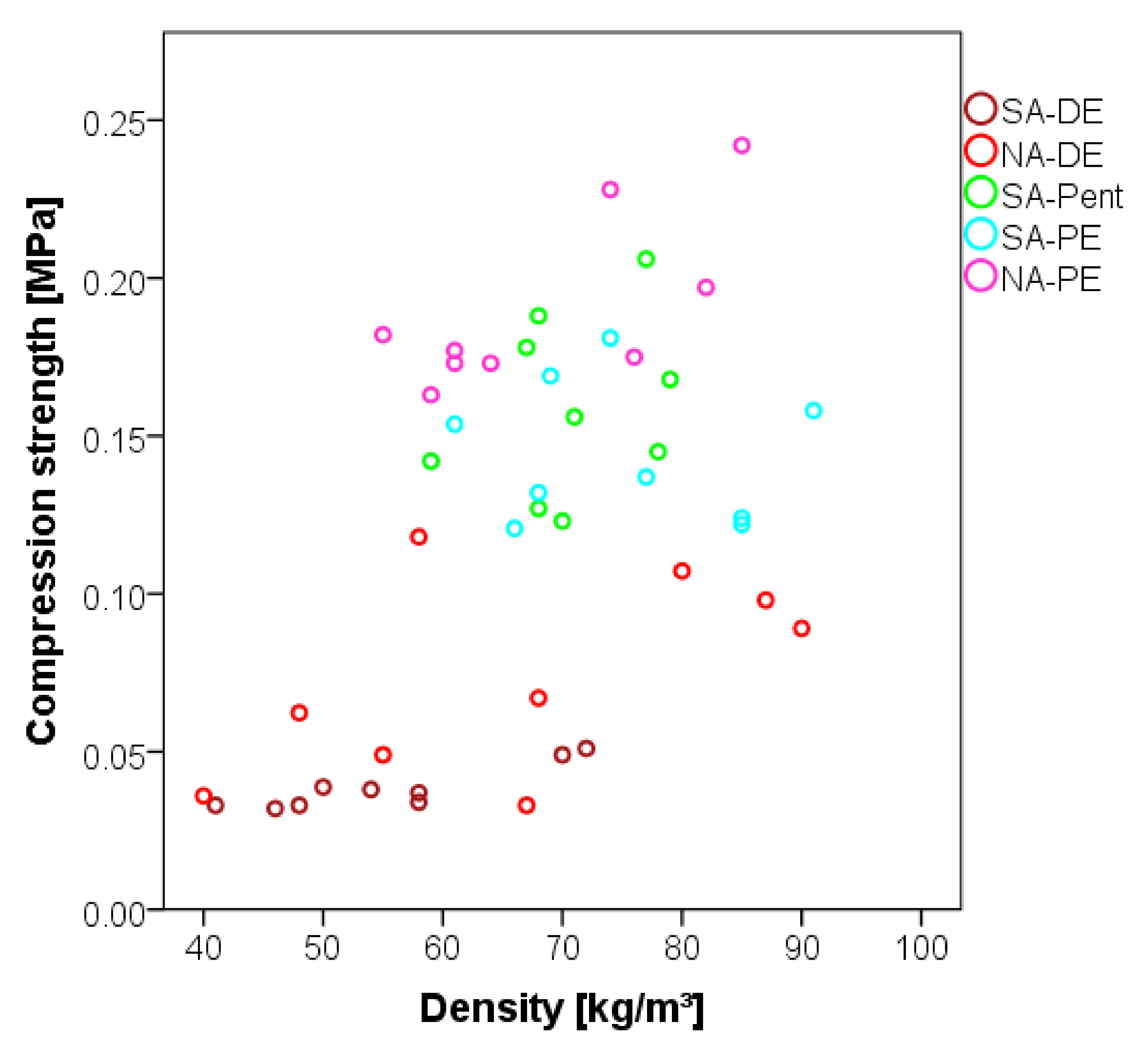
2.5.1. Compression Strength
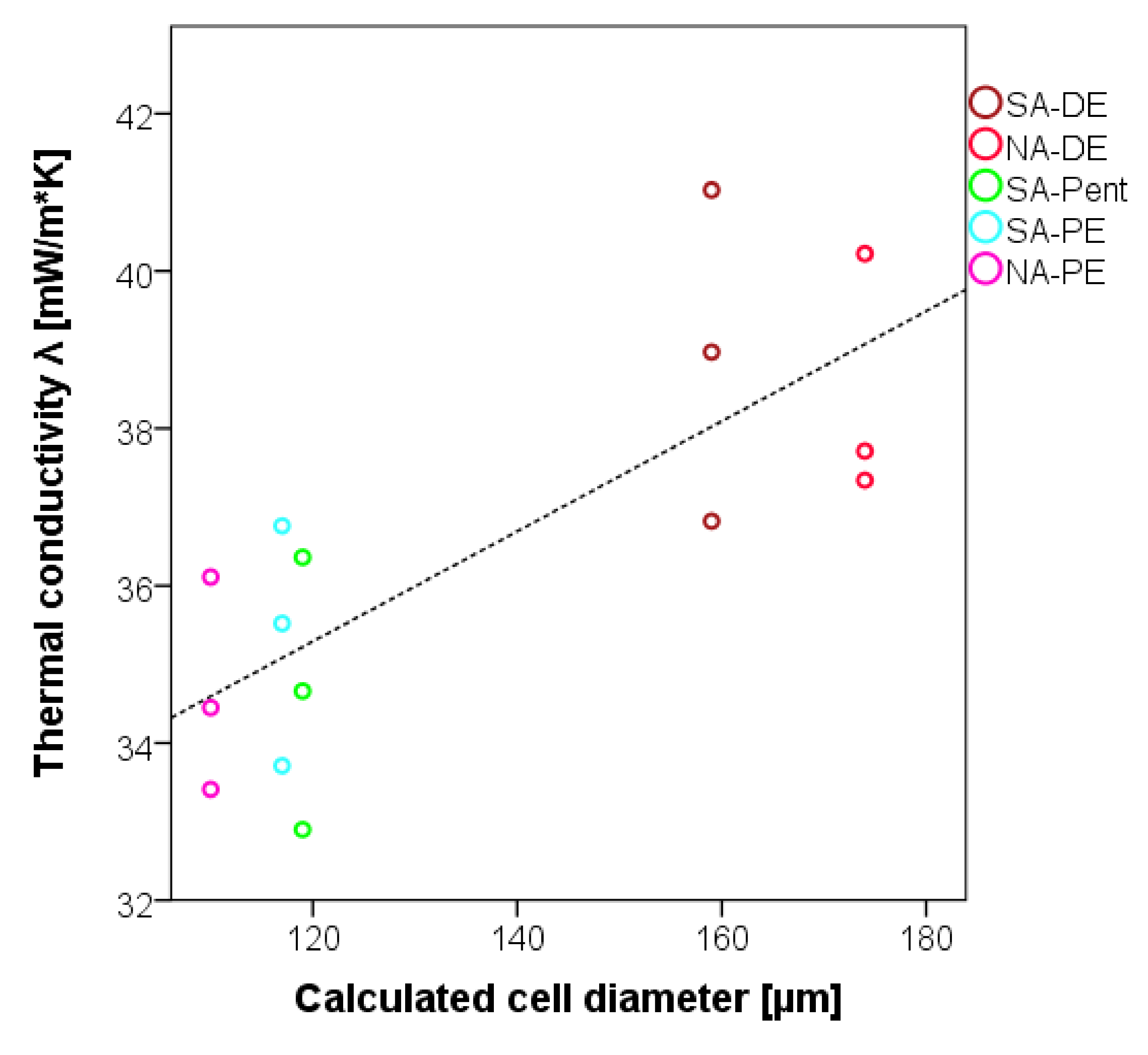
2.5.2. Thermal Conductivity
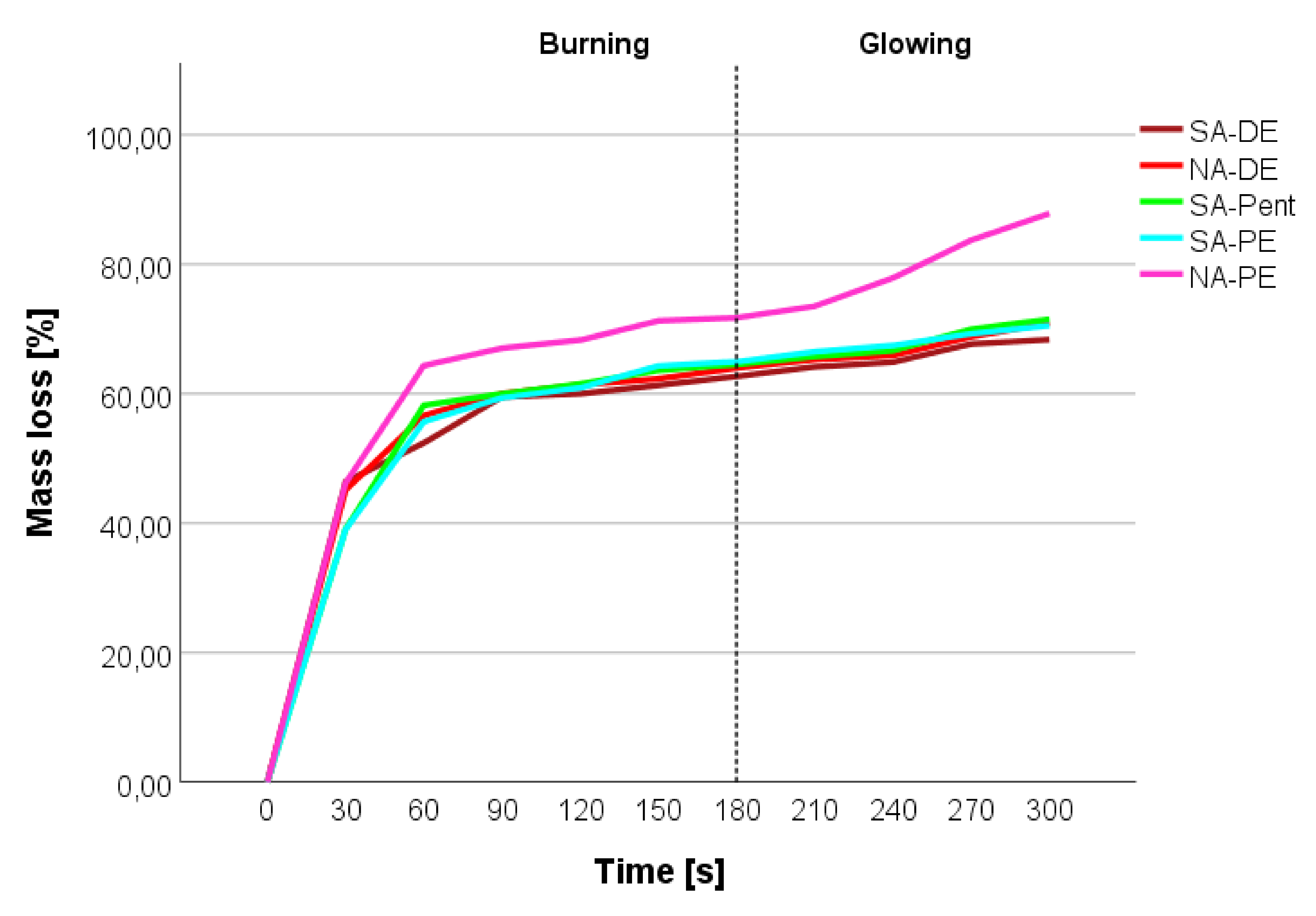
2.5.3. Fire Resistance
2.6. Extrinsic Chemical Characterization
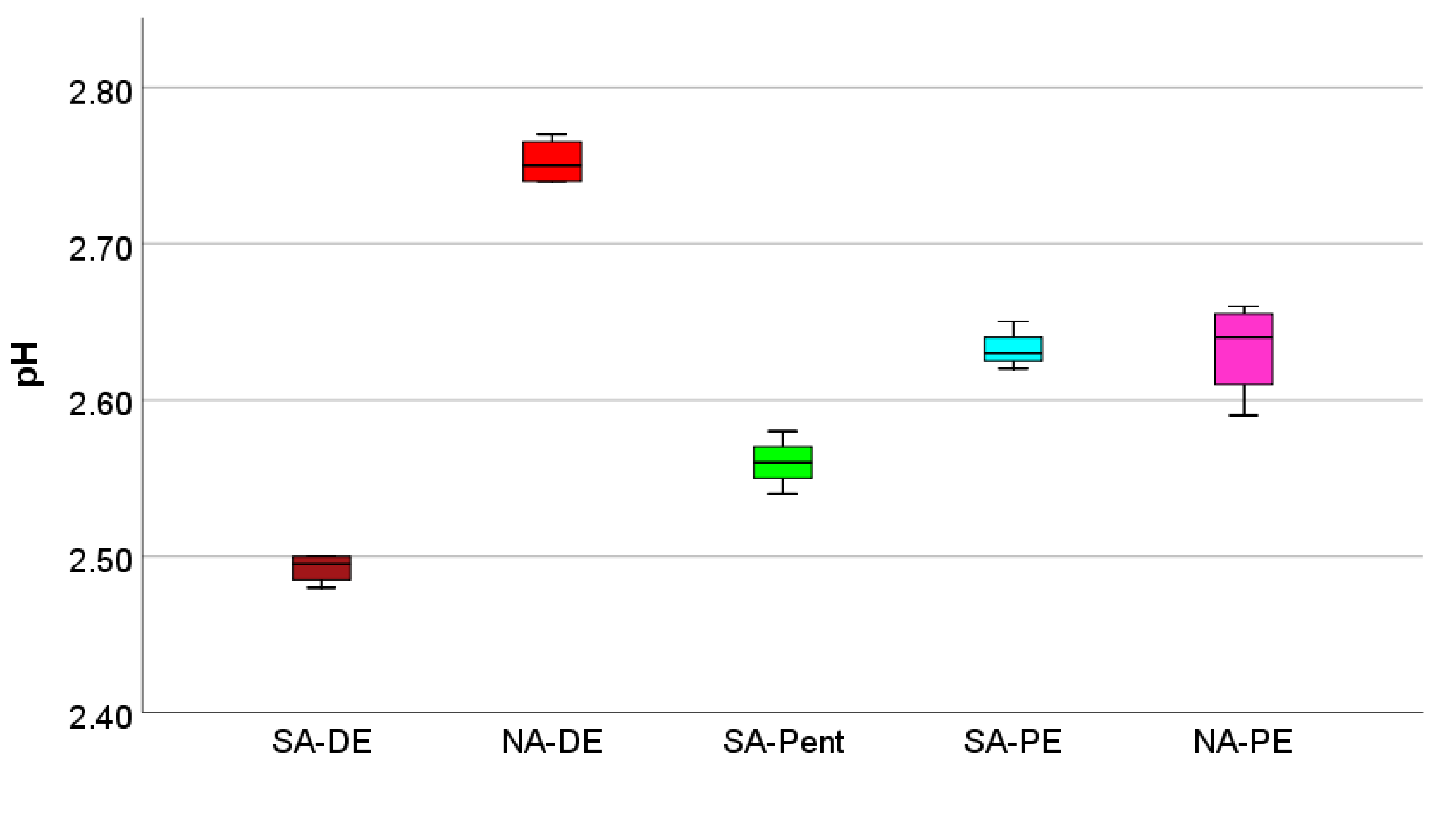
2.6.1. Acid Recovery
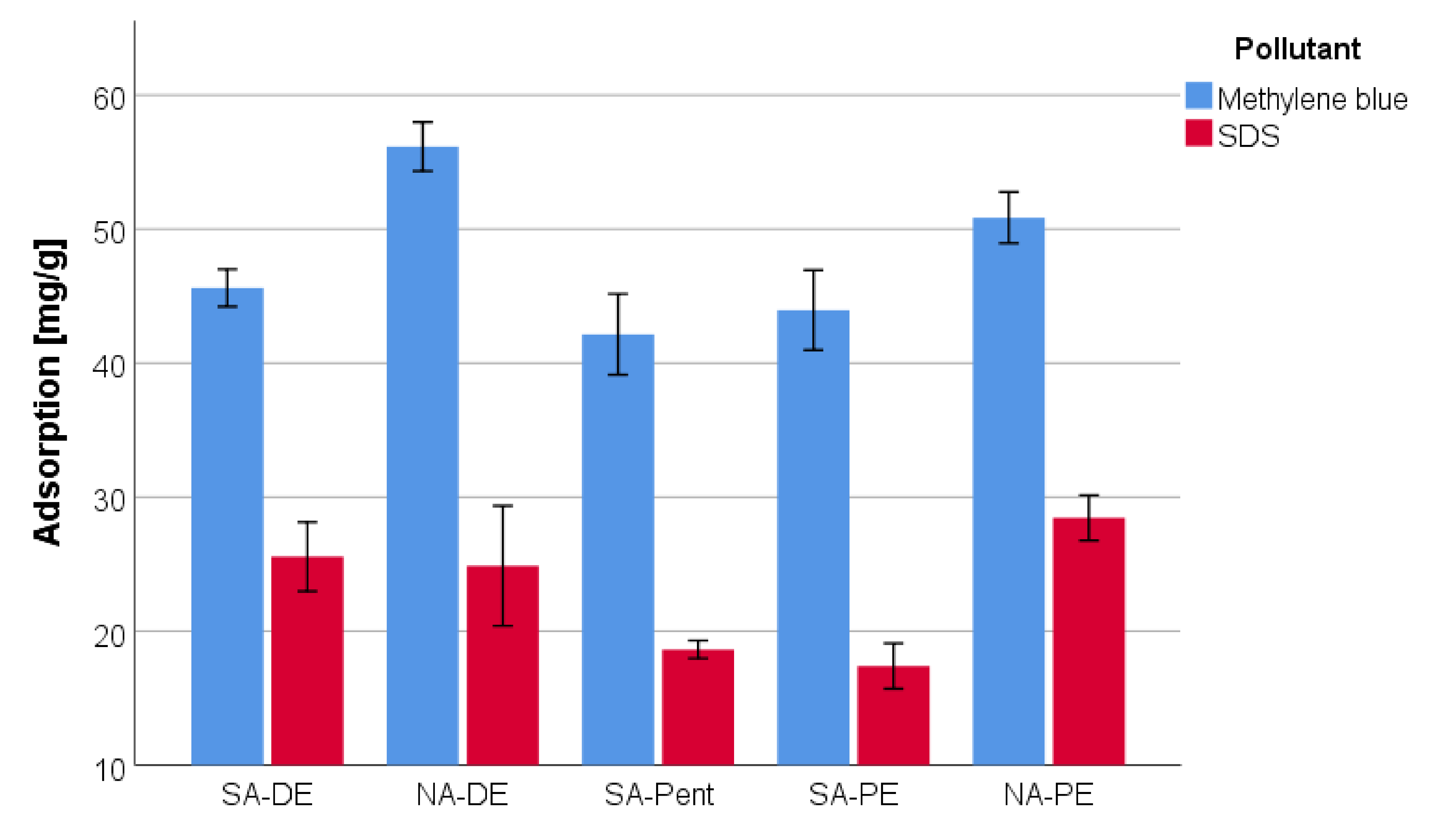
2.6.2. Pollutant Absorption
3. Results
3.1. Intrinsic Physical Properties
3.2. Intrinsic Chemical Properties
3.3. Extrinsic Physical Properties
3.3.1. Compression Strength
3.3.2. Thermal Conductivity
3.3.3. Fire Resistance
3.4. Extrinsic Chemical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schiavoni, S.; Bianchi, F.; Asdrubali, F. Insulation materials for the building sector: A review and comparative analysis. Renew. Sustain. Energy Rev. 2016, 62, 988–1011. [Google Scholar] [CrossRef]
- Gnip, I.; Vėjelis, S.; Vaitkus, S. Thermal conductivity of expanded polystyrene (EPS) at 10 C and its conversion to temperatures within interval from 0 to 50 C. Energy Build. 2012, 52, 107–111. [Google Scholar] [CrossRef]
- Yan, D.; Xu, L.; Chen, C.; Tang, J.; Ji, X.; Li, Z. Enhanced mechanical and thermal properties of rigid polyurethane foam composites containing graphene nanosheets and carbon nanotubes. Polym. Int. 2012, 61, 1107–1114. [Google Scholar] [CrossRef]
- Gama, N.V.; Soares, B.; Freire, C.S.; Silva, R.; Neto, C.P.; Barros-Timmons, A.; Ferreira, A. Bio-based polyurethane foams toward applications beyond thermal insulation. Mater. Des. 2015, 76, 77–85. [Google Scholar] [CrossRef]
- Cuce, E.; Cuce, P.M.; Wood, C.J.; Riffat, S.B. Toward aerogel based thermal superinsulation in buildings: A comprehensive review. Renew. Sustain. Energy Rev. 2014, 34, 273–299. [Google Scholar] [CrossRef]
- Tondi, G.; Pizzi, A. Tannin-based rigid foams: Characterization and modification. Ind. Crop. Prod. 2009, 29, 356–363. [Google Scholar] [CrossRef]
- Pizzi, A.; Tondi, G.; Pasch, H.; Celzard, A. Matrix-Assisted Laser Desorption/Ionization Time-of-Flight Structure Determination of Complex Thermoset Networks: Polyflavonoid Tannin-Furanic Rigid Foams. J. Appl. Polym. Sci. 2008, 110, 1451–1456. [Google Scholar] [CrossRef]
- Tondi, G.; Blacher, S.; Leonard, A.; Fierro, V.; Leban, J.M.; Celzard, A. X-ray microtomography studies of tannin-derived organic and carbon foams. Microsc. Microanal. 2009, 15, 384–394. [Google Scholar] [CrossRef] [Green Version]
- Reyer, A.; Tondi, G.; Berger, R.J.F.; Petutschnigg, A.; Musso, M. Raman spectroscopic investigation of tannin-furanic rigid foams. Vib. Spectrosc. 2016, 84, 58–66. [Google Scholar] [CrossRef]
- Tondi, G.; Pizzi, A.; Olives, R. Natural tannin based rigid foams as insulation for doors and wall panels. Maderas 2008, 10, 219–227. [Google Scholar] [CrossRef] [Green Version]
- Tondi, G.; Oo, C.W.; Pizzi, A.; Trosa, A.; Thevenon, M.F. Metal Absorption of tannin based rigid foams. Ind. Crop. Prod. 2009, 29, 336–340. [Google Scholar] [CrossRef]
- Meikleham, N.E.; Pizzi, A. Acid-and alkali-catalyzed tannin-based rigid foams. J. Appl. Polym. Sci. 1994, 53, 1547–1556. [Google Scholar] [CrossRef]
- Link, M.; Kolbitsch, C.; Tondi, G.; Ebner, M.; Wieland, S.; Petutschnigg, A. Formaldehyde-free tannin foams and their use as lightweight panels. Bioresources 2011, 6, 4218–4228. [Google Scholar]
- Kolbitsch, C.; Link, M.; Petutschnigg, A.; Wieland, S.; Tondi, G. Microwaves produced tannin-furanic foams. J. Mater. Sci. Res. 2012, 1, 84–91. [Google Scholar] [CrossRef] [Green Version]
- Tondi, G.; Link, M.; Kolbitsch, C.; Petutschnigg, A. Infrared-catalysed synthesis of tannin-furanic foams. Bioresources 2014, 9, 984–993. [Google Scholar]
- Tondi, G.; Zhao, W.; Pizzi, A.; Du, G.; Fierro, V.; Celzard, A. Tannin-based rigid foams: A survey of chemical and physical properties. Bioresour. Technol. 2009, 100, 5162–5169. [Google Scholar] [CrossRef]
- Tondi, G.; Petutschnigg, A. Hydrophobic tannin foams. Int. Wood Prod. J. 2015, 6, 148–150. [Google Scholar] [CrossRef]
- Tondi, G.; Johansson, M.; Leijonmark, S.; Trey, S. Tannin based foams modified to be semi-conductive: Synthesis and characterization. Prog. Org. Coat. 2015, 78, 488–493. [Google Scholar] [CrossRef]
- Tondi, G.; Link, M.; Kolbitsch, C.; Gavino, J.; Luckeneder, P.; Petutschnigg, A.; Herchl, R.; Van Doorslaer, C. Lignin-based foams: Production process and characterization. Bioresources 2016, 11, 2972–2986. [Google Scholar] [CrossRef] [Green Version]
- Tondi, G.; Link, M.; Kolbitsch, C. Sandwich panels with 100% natural tannin furanic foam core. For. Prod. J. 2015, 65, 33–38. [Google Scholar]
- Sepperer, T.; Neubauer, J.; Eckardt, J.; Schnabel, T.; Petutschnigg, A.; Tondi, G. Pollutant Absorption as a Possible End-Of-Life Solution for Polyphenolic Polymers. Polymers 2019, 11, 911. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tondi, G.; Link, M.; Kolbitsch, C.; Lesacher, R.; Petutschnigg, A. Pilot plant up-scaling of tannin foams. Ind. Crop. Prod. 2016, 79, 211–218. [Google Scholar] [CrossRef]
- Feldkamp, L.A.; Davis, L.C.; Kress, J.W. Practical cone-beam algorithm. J. Opt. Soc. Am. 1984, 1, 612–619. [Google Scholar] [CrossRef] [Green Version]
- EN ISO 18125:2018. Solid Biofuels–Determination of Calorific Value; ISO: Geneva, Switzerland, 2018. [Google Scholar]
- Tondi, G.; Petutschnigg, A. Middle infrared (ATR FT-MIR) characterization of industrial tannin extracts. Ind. Crop. Prod. 2015, 65, 422–428. [Google Scholar] [CrossRef]
- DIN 52185. Testing of Wood; Compression Test Parallel to Grain; German Institute for Standardisation: Berlin, Germany, 1976. [Google Scholar]
- Sánchez-Martín, J.; Beltrán-Heredia, J.; Delgado-Regaña, A.; Rodríguez-González, M.A.; Rubio-Alonso, F. Optimization of tannin rigid foam as adsorbents for wastewater treatment. Ind. Crop. Prod. 2013, 49, 507–514. [Google Scholar] [CrossRef]
- Hayashi, K. A rapid determination of sodium dodecyl sulfate with methylene blue. Anal. Biochem. 1975, 67, 503–506. [Google Scholar] [CrossRef]
- Eckardt, J. Tannin Basierende Schaumstoffe: Bewertung der Physikalischen Eigenschaften. Bachelor’s Thesis, Salzburg University of Applied Sciences, Hallein, Austria, 2017. [Google Scholar]
- Tondi, G.; Cefarin, N.; Sepperer, T.; D’Amico, F.; Berger, R.F.J.; Musso, M.; Birarda, G.; Reyer, A.; Schnabel, T.; Vaccari, L. Understanding the polymerization of polyfurfuryl alcohol: Ring opening & Diels-Alder reactions. Polymers 2019, 11, 2126. [Google Scholar]
- Tondi, G.; Link, M.; Oo, C.W.; Petutschnigg, A. A Simple Approach to Distinguish Classic and Formaldehyde-Free Tannin Based Rigid Foams by ATR FT-IR. J. Spectrosc. 2015. [Google Scholar] [CrossRef]
- Tondi, G.; Petutschnigg, A. Tannin-Based Foams: The Innovative Material for Insulation Purposes. Handbook of Composites from Renewable Materials. Struct. Chem. 2016, 1, 93. [Google Scholar]
- Basso, M.C.; Giovando, S.; Pizzi, A.; Lagel, M.C.; Celzard, A. Alkaline tannin rigid foams. J. Renew. Mater. 2014, 2, 182–185. [Google Scholar] [CrossRef]
- Feddal, I.; Ramdani, A.; Taleb, S.; Gaigneaux, E.M.; Batis, N.; Ghaffour, N. Adsorption capacity of methylene blue, an organic pollutant, by montmorillonite clay. Desalin. Water Treat. 2014, 52, 2654–2661. [Google Scholar] [CrossRef] [Green Version]
- Acero, J.L.; Benitez, F.J.; Real, F.J.; Teva, F. Removal of emerging contaminants from secondary effluents by micellar-enhanced ultrafiltration. Sep. Purif. Technol. 2017, 181, 123–131. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulations | Acronym | Tannin (%) | Furfuryl Alcohol (%) | Blowing Agent (%) | Tween80 (%) | Catalyst (%) |
|---|---|---|---|---|---|---|
| Standard | SA-DE | 42.0 | 25.9 | DEE 5.5 | 0.0 | SA 5.8 |
| Nitric Acid | NA-DE | 42.0 | 25.9 | DEE 5.5 | 0.0 | NA 4.5 |
| Pentane | SA-Pent | 39.1 | 25.5 | Pent 5.5 | 1.3 | SA 5.7 |
| Petroleum Ether | SA-PE | 39.1 | 25.5 | PE 5.5 | 1.3 | SA 5.7 |
| Nitric Acid-Petroleum ether | NA-PE | 39.1 | 25.5 | PE 5.5 | 1.3 | NA 4.5 |
| Foams | Bulk Density [kg/m3] | Porosity [%] | Diameter [μm] | Orthotropicity |
|---|---|---|---|---|
| Standard (SA-DE) | 62.3 (9.6) | 95.5 (0.7) | 172 (55) | 1.41 (0.32) |
| Nitric acid (NA-DE) | 68.4 (11.3) | 95.3 (0.8) | 174 (73) | 1.53 (0.32) |
| Pentane (SA-Pent) | 82.5 (6.7) | 94.0 (0.5) | 118 (36) | 1.30 (0.25) |
| Petroleum ether (SA-PE) | 83.8 (9.7) | 93.9 (0.7) | 113 (37) | 1.31 (0.26) |
| Nitric Acid-Petroleum ether (NA-PE) | 76.3 (5.4) | 93.8 (0.4) | 110 (33) | 1.25 (0.18) |
| Foams | Moisture Content [%] | PCIw [MJ/kg] | PCS0 [MJ/kg] |
|---|---|---|---|
| Standard (SA-DE) | 12.50 | 18.89 | 22.77 |
| Nitric acid (NA-DE) | 9.69 | 20.30 | 23.57 |
| Pentane (SA-Pent) | 11.11 | 19.41 | 22.97 |
| Petroleum ether (SA-PE) | 10.55 | 19.22 | 22.61 |
| Nitric Acid–Petroleum ether (NA-PE) | 10.04 | 19.80 | 23.12 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eckardt, J.; Neubauer, J.; Sepperer, T.; Donato, S.; Zanetti, M.; Cefarin, N.; Vaccari, L.; Lippert, M.; Wind, M.; Schnabel, T.; et al. Synthesis and Characterization of High-Performing Sulfur-Free Tannin Foams. Polymers 2020, 12, 564. https://doi.org/10.3390/polym12030564
Eckardt J, Neubauer J, Sepperer T, Donato S, Zanetti M, Cefarin N, Vaccari L, Lippert M, Wind M, Schnabel T, et al. Synthesis and Characterization of High-Performing Sulfur-Free Tannin Foams. Polymers. 2020; 12(3):564. https://doi.org/10.3390/polym12030564
Chicago/Turabian StyleEckardt, Jonas, Jonas Neubauer, Thomas Sepperer, Sandro Donato, Michela Zanetti, Nicola Cefarin, Lisa Vaccari, Marcel Lippert, Matthias Wind, Thomas Schnabel, and et al. 2020. "Synthesis and Characterization of High-Performing Sulfur-Free Tannin Foams" Polymers 12, no. 3: 564. https://doi.org/10.3390/polym12030564