3.1. Pyrolysis Combustion Flow Calorimetry vs. Cone Calorimetry as an Indicator of Flammability
As discussed before, PCFC as opposed to cone calorimetry has been used as an indicator of flammability or fire retardancy of the composites and their components. It is well known that PCFC is not suitable for heterogenous materials such as fibers and in particular surface-treated fibers, where high variance of results can be seen [
14]. To address this issue, all samples were cut into very small fibres before testing.
PCFC involves controlled pyrolysis of the sample in an inert gas followed by high temperature oxidation of the volatile pyrolysis products. Oxygen consumption theory is used to measure the heat of combustion of the pyrolysis products. The heat release vs. temp curves are obtained, which for all the composites are presented in
Figure 1 and for components in different figures in the following sections. The heat release capacity (HRC), defined as the maximum heat release rate divided by the constant heating rate in the test, can be used as a reliable indicator of a polymer’s flammability [
13,
15,
16]. In composites where two peaks were obtained, sums of the peaks as in Equation (1) were calculated and presented.
Other principal parameters are the temperature at the maximum heat release rate (
Tmax) and the total heat released; all of these parameters for all the samples are presented in
Table 2.
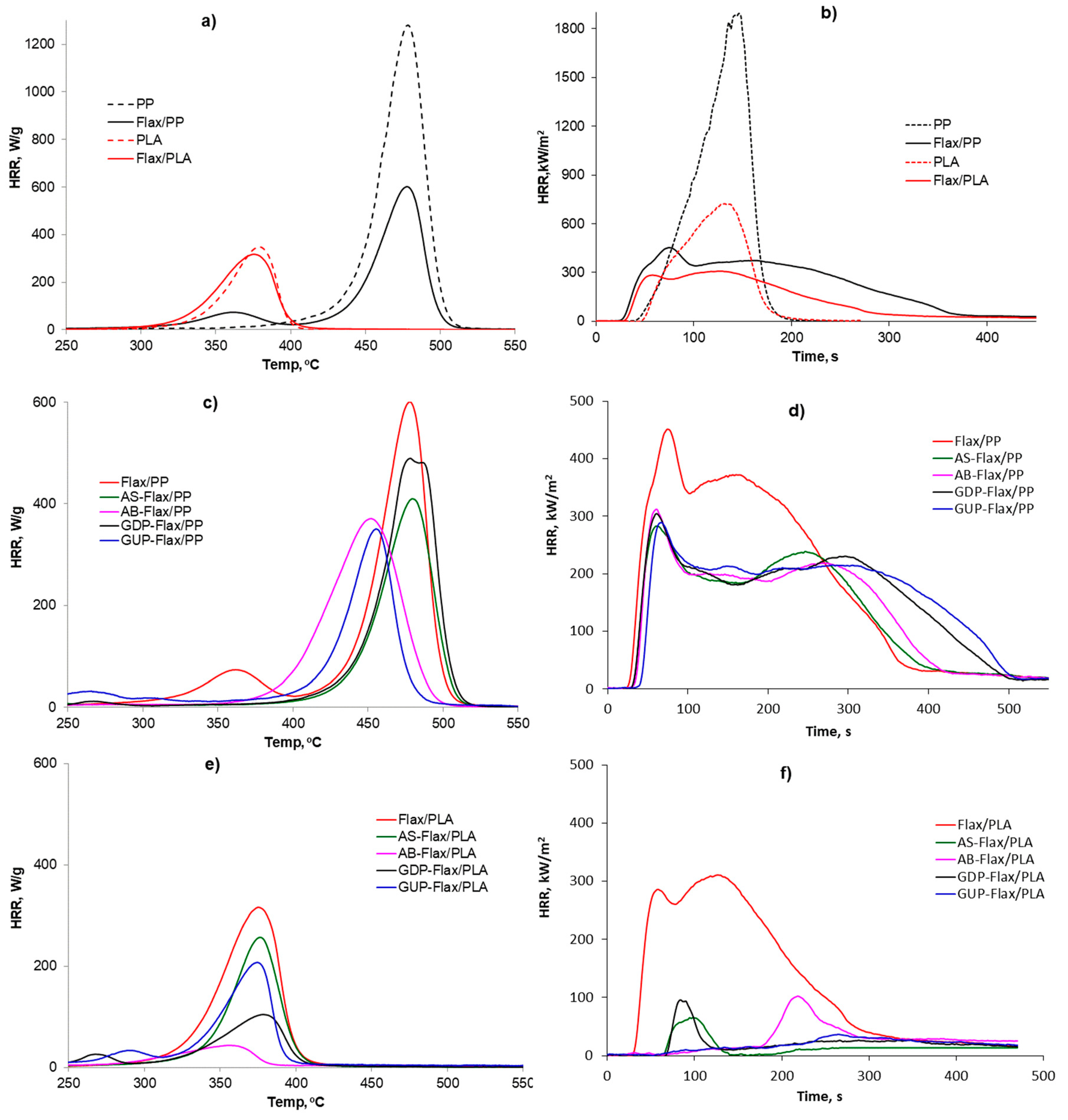
The first step is to determine how PCFC results correlate with cone calorimetry results for those samples on which cone calorimetry can be carried out, i.e., composites and plaques. The heat release rate (HRR) vs. temp (PCFC) and HRR vs. time (Cone) curves for PP, flax/PP, PLA, and flax/PLA composites are presented in
Figure 1a,b; the cone results are taken from Ref [
11]. While both techniques use oxygen consumption theory for HRR measurement [
13,
17], they embody two different approaches. In PCFC the sample is heated to 750 °C at a constant heating rate (1 °C/s), in nitrogen, hence pyrolysis is complete, the volatile products then pass into another chamber where oxygen is supplied, and combustion occurs. In cone calorimetry, volatiles are released from the polymeric material, and when the mass of flammable volatiles reaches a critical value, ignition occurs, and the heat released is measured as a function of time. Hence, in PCFC initiation and time-to-peak of heat release are dependent on pyrolysis temperature, whereas in cone calorimetry these are ignition dependent. This difference can be seen more clearly for the PP and PLA results displayed in
Figure 1a,b in which both cone calorimetric HRR curves cover the same time range (35–200 s) since PP and PLA have similar TTI (31–34 s). While TTI is dependent on the onset of decomposition temperature of the polymer, for ignition to occur there is a critical mass flux of combustible volatiles. In the case of PCFC however, the HRR peak is between ~320 and 420 °C in PP compared to 420–520 °C in PLA. The relative heights of the peaks, (i.e., HRC or PHRR) for PP and PLA in both tests, however, are similar. For flax/PP, two peaks are seen in both tests, the difference between them being that in PCFC the first peak, which is small, represents pyrolysis of the flax, whilst the second, larger peak arises from PP. In the cone calorimetric traces, the first peak is sharper, whereas the second one is ill-defined and very broad, although the height is comparable to that of the first peak. The first peak represents the ignition of the PP matrix followed by burning of the composite. During this stage the flax fibres start charring, the charred layer acts as a thermal barrier for the underlying polymer, slowing down its burning until the charred layer cracks after which the second peak appears [
11]. In flax/PLA, the cone calorimetric traces are similar to those of flax/PP, i.e., two peaks are present, although the first peak is of lower intensity. However, there is only one peak in the PCFC traces. The latter behaviour will be discussed in the following sections as it is important to understand the behaviour of flax. On comparing the PCFC results for flax/PP and flax/PLA, it can be seen that HRC of the former (783 J/g-K) is much higher than the latter (358 J/g-K), which is as expected considering that the HRC of PLA (377 J/g-K) is lower than that of PP (1510 J/g-K), as can be seen from
Table 2.
3.2. Effect of Fire Retardants on Composites: PCFC vs. Cone Calorimetry vs. Thermal Analysis
The effects of the four fire retardant formulations on the flammabilities of flax/PP and flax/PLA composites studied by PCFC and cone calorimetry are shown in
Figure 1c–f. In PCFC of flax/PP, all fire retarded samples show only one peak; the first peak representing pyrolysis of flax in flax/PP is missing, indicating that all the fire retardants have effectively fire retarded the flax component. Reduction in the peak height of the PP component can also be observed, particularly significant reductions being observed for the AB and GUP treated samples. In the case of flax/PLA, all fire retardants reduced the HRC compared to control, the maximum being for the AB followed by GDP treated samples. The cone calorimetric results for these samples have been discussed in detail previously [
11].
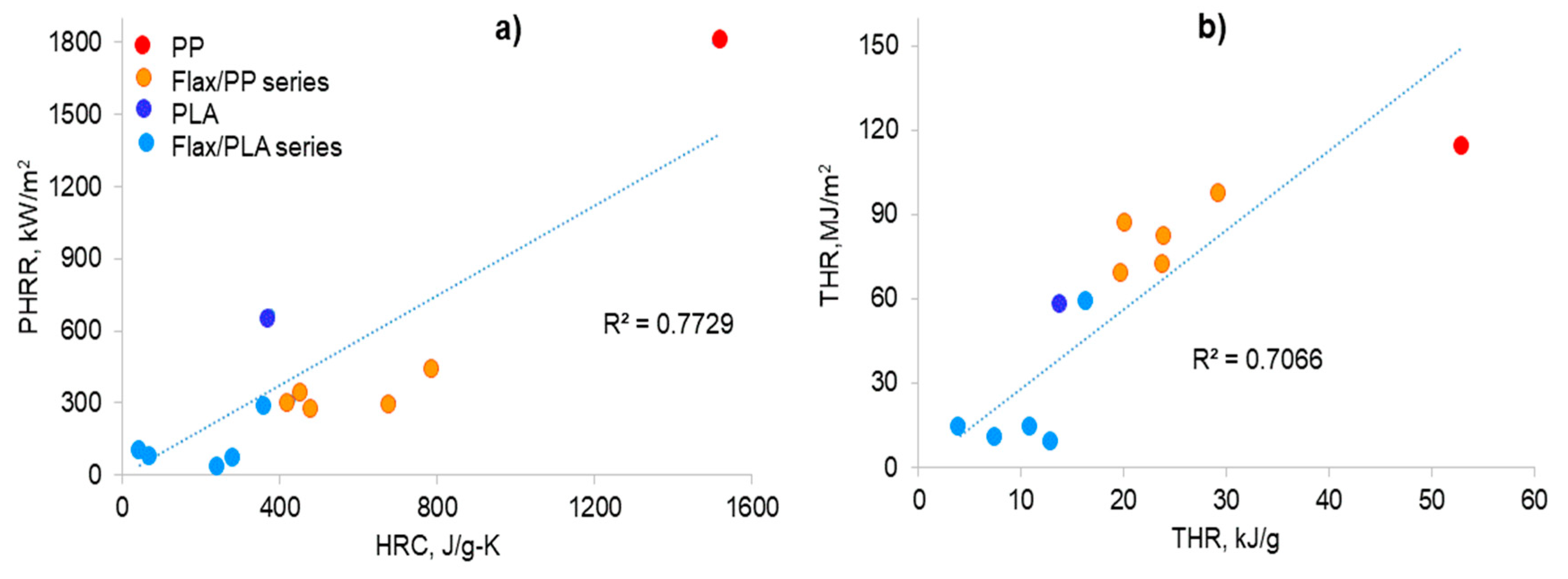
In order to investigate how HRC and THR values from PCFC compare with the corresponding PHRR and THR values from cone calorimetric results, these two sets of parameters for flax/PP and flax/PLA composites and for their fire retarded counterparts are plotted in
Figure 2, in which results for PP and PLA plaques are also included. As can be seen from
Figure 2 the correlation between HRC and PHRR is poor. It can be seen also that there is not much difference in the variability of results for pure polymers or composites and fire retarded composites. Hence, this variation is not due to FR treatment, but to the technique used to assess FR parameters as has also been demonstrated by other researchers [
18,
19,
20,
21]. However, as mentioned before, the purpose of this study is not to assess the flammability of composites and components by PCFC in absolute terms, but to compare the flammabilities of composites with those of their respective components, so that the effects of different fire retardants can be better understood.
In order to investigate the relative effect of each fire retardant on flax/PP and flax/PLA as assessed by both PCFC and cone calorimetry, the percentage changes in all important parameters for all fire retarded samples with respect to those of the respective control (flax/PP or flax/PLA) composites (the latter taken from data presented in [
11] are given in
Table 3. This table also includes UL-94 results (taken from ref [
11])).
While for all fire retarded flax/PLA composites in cone calorimetry, % reduction in PHRR (74–84%) and THR (56–87%) is much higher than for flax/PP (PHRR = 31–37% and THR = 11–29%), in PCFC, except for some samples (AB and GDP treated), the change is similar in both flax/PP and flax/PLA samples, which is surprising. This perhaps is because in cone experiments soon after ignition flax starts to char, the charred layer then slows down burning and hence reduces heat release. All FRs improved char formation as seen from cone results in
Table 3, which helped in producing a greater reduction in heat release. Char formation in fire retarded flax/PLA composites is more than in flax/PP composites (see
Table 3). On the other hand, in PCFC temperature dependent pyrolysis is very rapid, hence there is less chance of char formation which can act as a thermal insulator for the underlying polymer. As seen from
Table 3, in flax/PLA composites more smoke is formed compared to flax/PP composites. Smoke formation is a result of incomplete combustion. This also means that all FRs are changing the decomposition pathway from chain unzipping to hydrolysis of PLA, resulting in, for example, formation of low molecular weight alcohols and acids, producing more smoke. Moreover, smoke producing samples showed worst fit between the two THR values, the exception being the AB treated sample. The latter can be explained on the basis that ammonium bromide mainly acts in the vapour phase and hence oxidation of char does not contribute to THR.
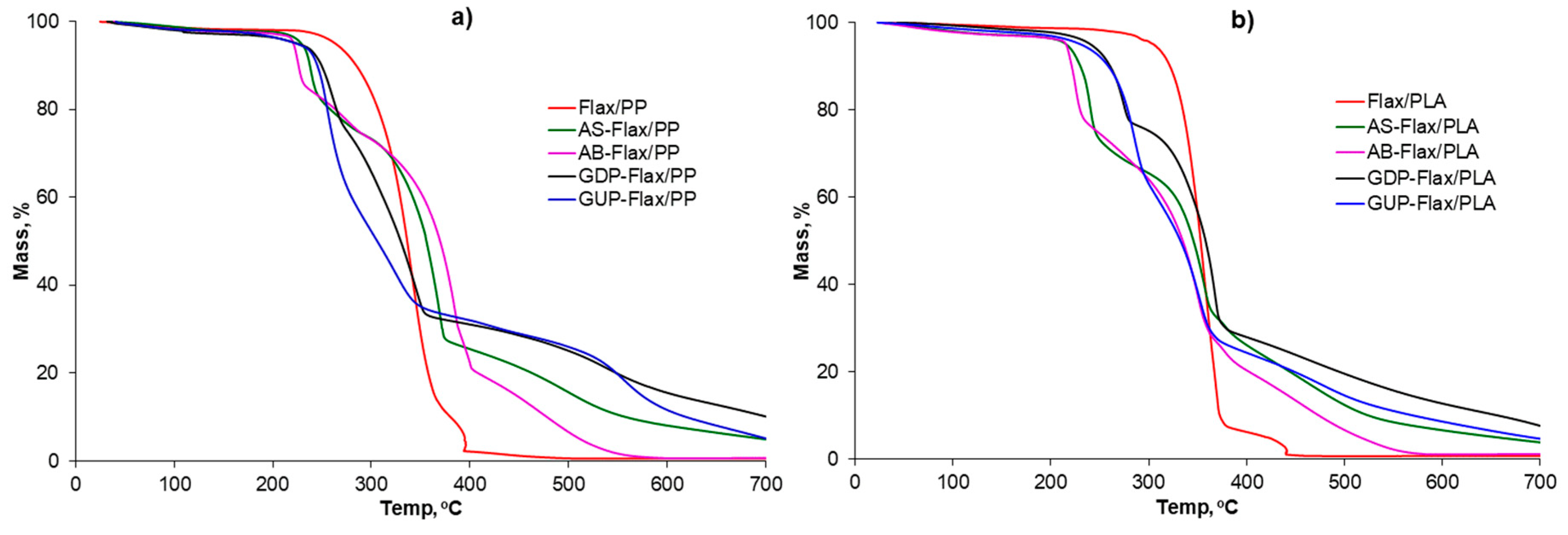
To understand this better, thermogravimetry of all composites in air atmosphere was performed; the results are shown in
Figure 3 and the analysed results are given in
Table 4. The flax/PP composite thermally decomposes in two steps. The first step occurs between ~220 and 380 °C leading to 87.8% mass loss with a DTG maximum at 341 °C, representing pure thermal decomposition. In the second step, 10.0% mass loss occurs between 380 and 395 °C, with a DTG maximum at 391 °C, representing oxidation of char formed in the first step. Flax/PP leaves almost no charred residue (only 0.3%) at 700 °C. Flax/PLA composite also displays two mass loss steps, the first step occurs between 252 and 388 °C, with 91.1% mass loss and a DTG maximum at 358 °C, and the second between 388 and 440 °C with 6.3% mass loss and DTG maximum at 436 °C, leaving 0.8% residue. Except for the delayed start of the decomposition in flax/PLA, the mass loss profiles and mass losses in both steps for both composites are similar.
As can be seen from
Figure 3, the effect of FRs is similar in both flax/PP and flax/PLA composites. Onset of decomposition (
TOnset) is decreased in all fire retarded samples compared to the respective flax/PP or flax/PLA control samples, the exact value depending upon the FR type. In all cases, the first mass loss representing the thermal decomposition stage in the control samples has changed to a two-step process in fire retarded samples, with overall mass losses less than those of the respective controls (flax/PP or flax/PLA), whereas mass loss in the last (oxidation of the char) stage is more in fire retarded samples than in the control samples. The char yields depend on FR type in both flax/PP and flax/PLA. Since both flax/PP and flax/PLA contain 50% flax, the effect of each FR on this component in both composites should be same, and any differences should be due to the reactivities of the FRs towards the PP or PLA component.
AS (ammonium sulfamate) produces the first (additional) decomposition step in both flax/PP and flax/PLA over a relatively low but similar temperature range (~194–293 °C), the mass loss though is more in flax/PLA (~30%) than in flax/PP (24%), which suggest that AS, apart from catalysing dehydration/decomposition of flax, is also affecting the PLA. The second mass loss step up to ~400 °C occurs with more mass loss in flax/PP (48.6%) than in flax/PLA (40.6%). The mass loss in the char oxidation stage is similar in both composites (22.4%), which suggests that no additional/different char is formed in flax/PLA and flax/PP when AS is present. Ammonium sulfamate is known to hydrolyse the crystalline regions of cellulosic fibres [
22]. The reduction of crystallinity decreases the amount of laevoglucosan produced on thermal degradation and consequently the flammability. There is also possibility that water released during dehydration of cellulose would help in decomposition of AS producing, ammonia and sulfuric acid Equation (2), the latter could then provide the condensed-phase FR activity by reacting with components of the composite through a sulfation reaction, particularly with the flax fibre. As a result of sulfation, sulfate ester is formed in the sample, and influences the decomposition of the flax to promote more char formation at the expense of flammable volatiles, as can be seen from the comparatively low mass loss in second decomposition steps of AS-Flax/PP and As-Flax/PLA, and the increase in the char yields in comparison to those of the control,
Table 3. This condensed-phase activity results in less smoke production as seen from cone results in
Table 3. In the case of flax/PLA there is also the possibility that any water produced during dehydration of the cellulosic part hydrolyses PLA leading to cleavage of ester linkages and hence decomposition [
23]. This may explain the greater mass loss in the first stage of flax/PLA decomposition.
The AB (ammonium bromide) treated flax/PP and flax/PLA samples also show three mass loss stages. The first step occurs at relatively lower temperatures than in the controls, but over a similar temperature range (~200–245 °C) for both flax/PP and flax/PLA composites. The mass loss though is less in flax/PP (13.1%) than in flax/PLA (21%). The mass loss in the second decomposition step is much higher (64 and 55% for flax/PP and flax/PLA, respectively) than for all other FR treated samples (20–48%), indicating that AB has less effect on the decomposition of polymeric components. In the char oxidation stage though mass loss is less, but similar in both flax/PP and flax/PLA (~18.5%), leaving minimal residue (~1%) at the end. This shows that AB improves the thermal stability of flax/PP and flax/PLA, but the effect is less than that observed for other FRs, especially with respect to char formation. This is because AB generally works as a vapour-phase fire retardant rather than in the condensed phase, mainly owing to the HBr produced from decomposition of AB Equation (3). The vapour-phase activity of AB is supported by the greater smoke formation observed in the cone experiments for AB treated samples (
Table 3).
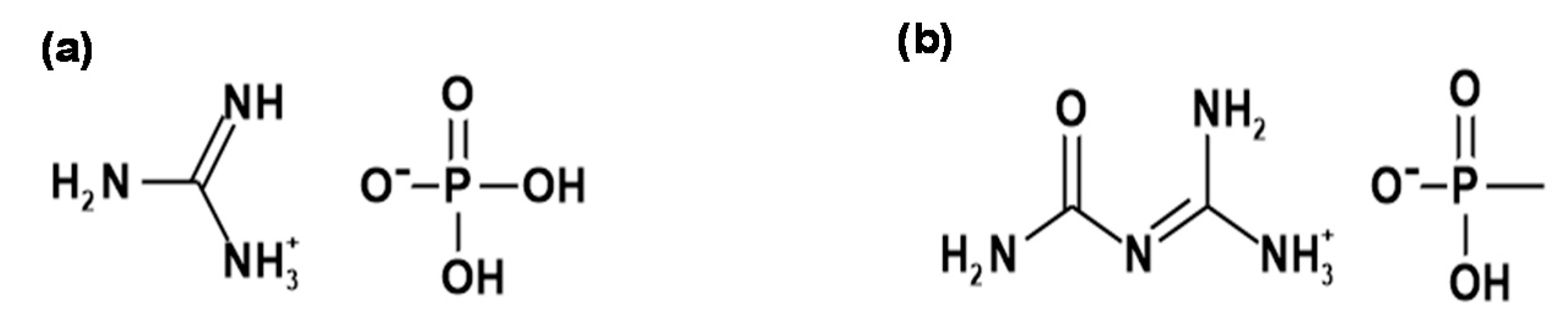
GDP (Guanidine dihydrogen phosphate) treated flax/PP and flax/PLA exhibit a first mass loss step between ~200 and 290 °C with a similar mass loss of ~22%, indicating fire-retardant activity in the composites and particularly its reactivity with flax. The second mass loss step is similar in both samples in terms of temperature range (~275–390 °C) and mass loss, which is slightly less in flax/PP (43.0%) than in flax/PLA (47.7%). In the char oxidation stage, the trend is the reverse, i.e., slightly more mass loss (26.9%) in flax/PP than in flax/PLA (20.9%), indicating some effect of GDP on PLA as well. In both cases 5.0–7.6% char residue is left at the end of the experiment, indicating condensed-phase activity of GDP. Phosphorus acids and anhydrides produced from the decomposition of GDP in the first step could react with the composite’s components, particularly flax, through phosphorylation [
24] to form phosphate ester which influences the decomposition pathway of the sample to yield more char and less flammable product [
25,
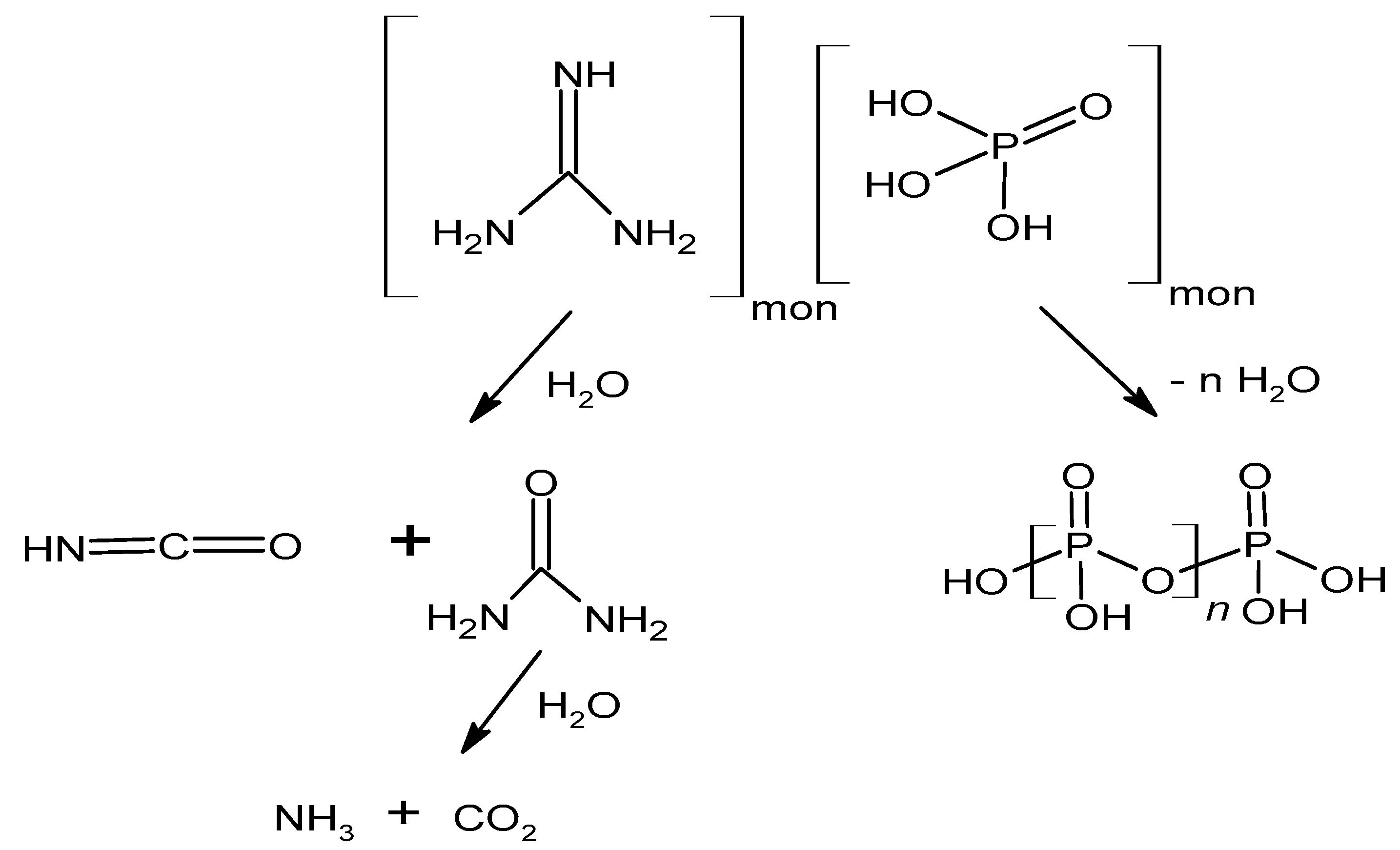
26]. Guanidine on further heating decomposes into cyanamide derivatives, NH
3 and, in the presence of water released by condensation of phosphate groups, also CO
2 (
Scheme 2). Moreover, released NH
3 and CO
2 may act as blowing agents for the phosphate esters being generated helping in intumescent char formation. Some of the cyanamide derivatives could also be volatile [
27] and may also contribute in this way. Phosphorus-nitrogen synergism is a well-known phenomenon [
28], in this case, in the presence of nitrogen, the phosphorus acids produced from decomposition of GDP can form P-N bonded intermediates, which are more reactive phosphorylating agents, hence leading to the enhancement in the efficiency in the condensed-phase to improve char formation [
29,
30].
While phosphorus compounds tend to be less efficient in non-charring PP than charring flax, the effectiveness of phosphorus-based FR, particularly APP, in combination with nitrogen compounds in PP is well known [
29,
30]. Various proposed mechanisms of action include: (i) the formation of polyphosphoric acid as a surface coating, (ii) the heat sink action of the vaporizing phosphorus compound, (iii) dilution of the combustible pyrolysates by a less combustible vapour and (iv) reduction of melt viscosity to favour a melt drip mode of flame extinction [
29] and reference cited within]. In the presence of a char-former, an additional chemical effect of char promotion exists [
29], which in this case is the presence of flax char produced by the action of GDP.
In the case of PLA, while a similar mechanism occurs, the released acid could also hydrolyse PLA, leading to cleavage of ester linkages as discussed above with AS.
This therefore results in the higher thermal stabilities of GDP-Flax/PP and GDP-Flax/PLA (
Table 4), and the lower flammabilities in comparison to those of the respective control samples (
Table 3). Moreover, in comparison to other FR treated flax/PP and flax/PLA, the amount of char formed is higher, supporting a condensed-phase mechanism as discussed above. GDP has little effect on smoke for flax/PP suggesting little or no vapour-phase activity. However, for flax/PLA, both char and smoke are increased (
Table 3), suggesting a mixed mechanism.
In the case of GUP (guanylurea methylphosphonate) treated composites, the first step between ~185 and 310 °C is accompanied by highest mass loss in both flax/PP and flax/PLA (44.4 and 36.2%, respectively) among all fire retarded samples. The mass loss in this step is related to the decomposition of the components of the GUP formulation at relatively low temperature due to its relatively low thermal stability and its reaction with flax, and possibly also with PP and PLA. The mass loss in the second step is less (19.8% in flax/PP and 35.1% in flax/PLA) than for all other samples (40–64%,), which indicates less decomposition of the polymer, PP or PLA. The char residue, 3–5%, is higher than those of the AS and AB treated samples, but lower than for the GDP treated ones. GUP starts decomposing at about 180 °C, forming polyguanidine with the gaseous release of NH
3 and CO
2, followed by release of polyphosphoric acid [
31,
32]. The released NH
3 and CO
2 act as diluents for combustible gases produced from PP and PLA components of the composites.
The condensed-phase action of GUP due to released phosphorus acids and P-N synergistic action are probably similar to those explained above for GDP. The condensed-phase activity is supported by high char formation in both flax/PP (3.1%) and flax/PLA (4.6%), which is less than with GDP. The vapour-phase activity of GUP by possible radical inhibition/retardation of PP chain unzipping is proposed as in
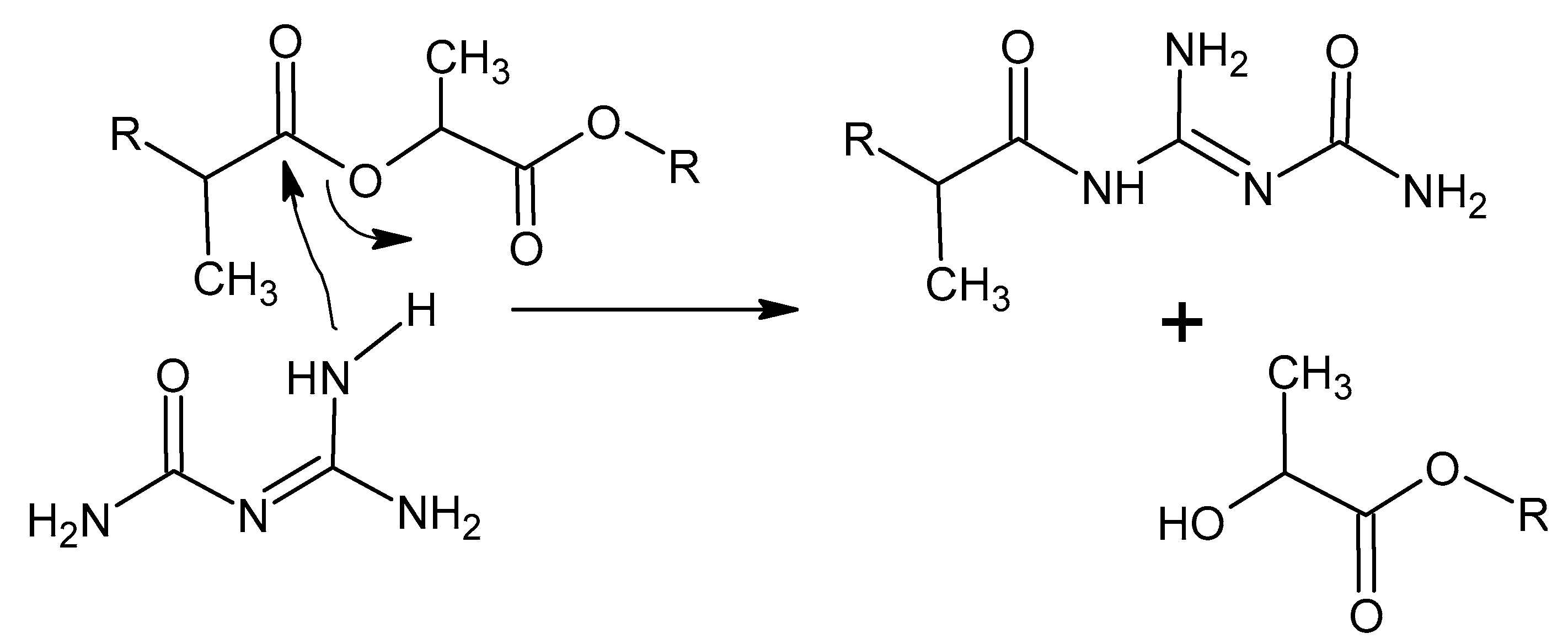
Scheme 3. In case of PLA, aminolysis of PLA with guanylurea forming oligomers with guanyl and hydroxyl end groups could occur as suggested in
Scheme 4. Mixed vapour and condensed-phase activity of GUP explains it having the greatest efficiency compared to other FRs as demonstrated by the cone calorimetric and UL-94 results in
Table 3. GUP treated samples, however, produce more smoke than all other samples (
Table 3), presumably through efficient vapour-phase activity leading to incomplete combustion.
In summary, AS and AB resulted in more mass loss in the first stage and less in second stage in flax/PLA composites compared to flax/PP composite representing some effect of FR decomposition on hydrolysis of PLA, whereas there is similar mass loss in the third (oxidation) stage. GDP and GUP on the other hand had minimal effect on the first stage of decomposition, produced more mass loss in the second stage (arising from an effect on the decomposition of PLA), and less in the third stage in flax/PLA than in flax/PP.
While this information is useful for discussing the mechanism of action of FR type this still does not explain why all FRs are more effective in flax/PLA than flax/PP in UL-94 and cone calorimetric tests (
Table 3). Hence, in the next section the effect of each FR on individual components is studied.
3.3. Flammability of Components and Effect of Fire Retardants
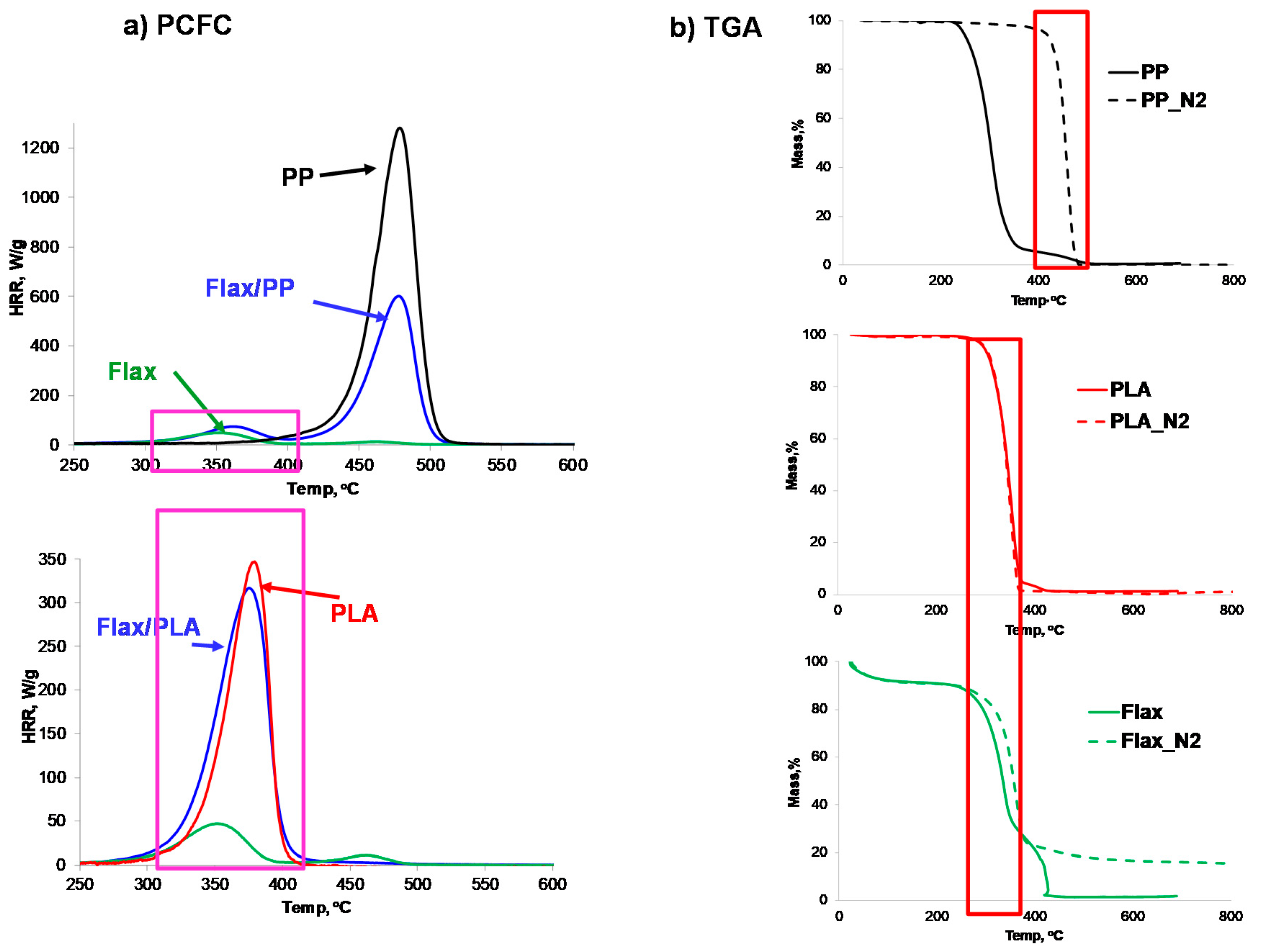
In order to understand the role of each component in a composite, PCFC and TGA in air and nitrogen of PP, PLA, and flax are plotted in
Figure 4. The PCFC of composites are also given for comparison. The differences seen previously for temperature ranges of the peaks in PP and PLA polymers and their composites is replicated by decomposition temperature range in TGA under N
2. The thermal decomposition of PP in air and nitrogen are very different as discussed in detail in the literature [
29]. PP undergoes chain scission, demonstrated by a single mass loss step in nitrogen. In air chain scission is catalysed by oxidation of PP at tertiary H giving hydroperoxyl groups which then undergo thermolysis to give hydroxyl and polymeric carboxy radicals. The hydroxyl radicals catalyse further oxidation. The carboxy radicals undergo rearrangement and scission giving carbonyl-ended chains and polymeric radicals capable of unzipping to give volatile oligomeric fragments [
29]. There is a small amount of crosslinking also which leads to incipient char formation (see
Table 5). The higher decomposition temperature range in nitrogen explains the long time-to-PHRR in PCFC. PLA thermally decomposes in a set of sequential and parallel reactions consisting of (i) intra- and intermolecular ester exchange producing lactide and cyclic oligomers, (ii) cis-eliminations producing acrylic acid and acyclic oligomers and (iii) radical and concerted reactions producing acetaldehyde, carbon monoxide, and carbon dioxide; no char is formed [
33].
Flax, a cellulosic fibre with 2–3% lignin and ~2% pectin [
2] is a char forming polymer. Cellulose undergoes two types of decomposition reactions depending upon the heating condition. At temperatures between 200 and 280 °C, dehydration and depolymerisation reactions occur leading to formation of dehydrocellulose, which further decomposes to form char and volatile products. At the higher temperature, i.e., 280–340 °C, it decomposes to form a liquid intermediate product laevoglucosan which subsequently decomposes to produce highly flammable volatiles, and a little charred residue. Hence if cellulose is heated slowly, the first type of reaction is favoured, which leads to high char formation [
8]. The lignin (a three dimensional and highly crosslinked aromatic structure) present in the flax (~2–3%) also helps in char formation [
2]. The TGA curve for flax, as expected, shows a two stage decomposition in air and one step in N
2. As can be seen from
Table 5 and
Figure 4, the temperature range of decomposition of flax is similar to that of PLA; hence in the case of PCFC there is only one peak, where both PLA and flax are undergoing combustion as opposed to that of flax/PP where the flax peak is seen first and then that of PP.
To have a better understanding of whether the FR reacts only with flax or with PP and PLA as well, flax fabric, PP and PLA fibres (in sliver form) were treated with different FRs to have a similar FR pickup as in the above section (
Table 1).
3.3.1. Effect of AS on Components
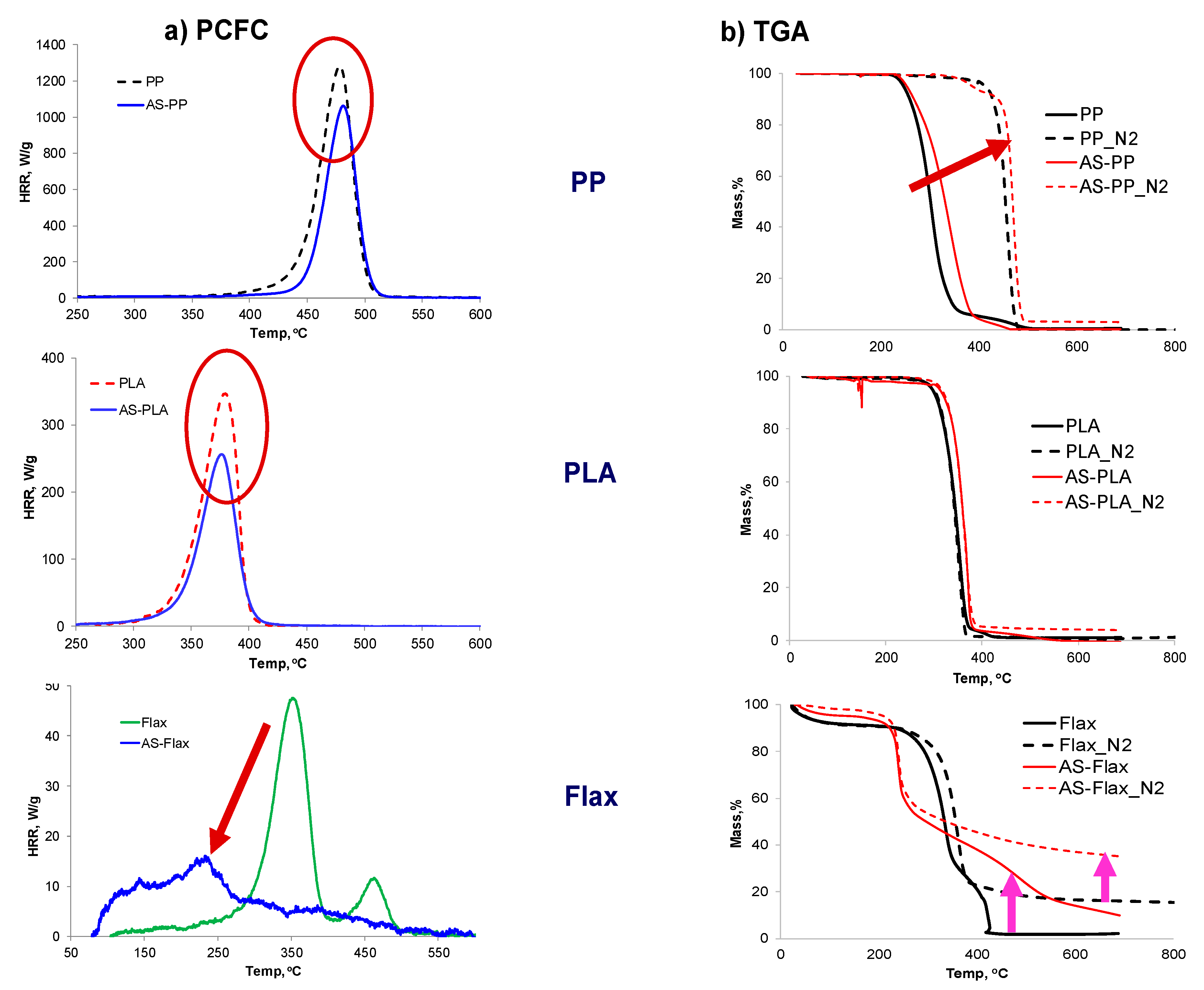
The PCFC and TGA curves showing the effects of AS on flax, PP and PLA are given in
Figure 5. AS reduces PHRR of PP by 28% with respect to the virgin PP. TGA results show that in air the thermal stability of the polymer is increased, indicating perhaps that some radicals are produced from the FR, which help in terminating the radical products of chain scission. Thermal stability in nitrogen is also increased, but the effect is minimal. In PLA, AS reduced HRC of PLA by 26% (
Figure 5), which indicates some action of AS on PLA. The TGA curves of AS treated PLA in both air and N
2 are similar to those of the respective PLA curves, indicating no interaction, although 4% char residue is left in N
2. This similar TGA behaviour of PLA and fire retarded polymer in both air and nitrogen atmospheres has also been reported in the literature [
34], indicating that the FR does not react with PLA, but changes its mode of decomposition. This mode of decomposition may involve hydrolysis of the PLA catalysed by sulfuric acid formed from the AS leading to the production of -OH and -COOH terminated oligomeric products and thus altering the decomposition pathway. AS is very effective on flax with 65% reduction in HRC. The TGA curves both in air and nitrogen indicate the thermal stability of the AS treated flax, leading to 35% char yield in nitrogen. The condensed-phase activity of AS in flax has already been discussed in the previous section.
3.3.2. Effect of AB on Components of Composites
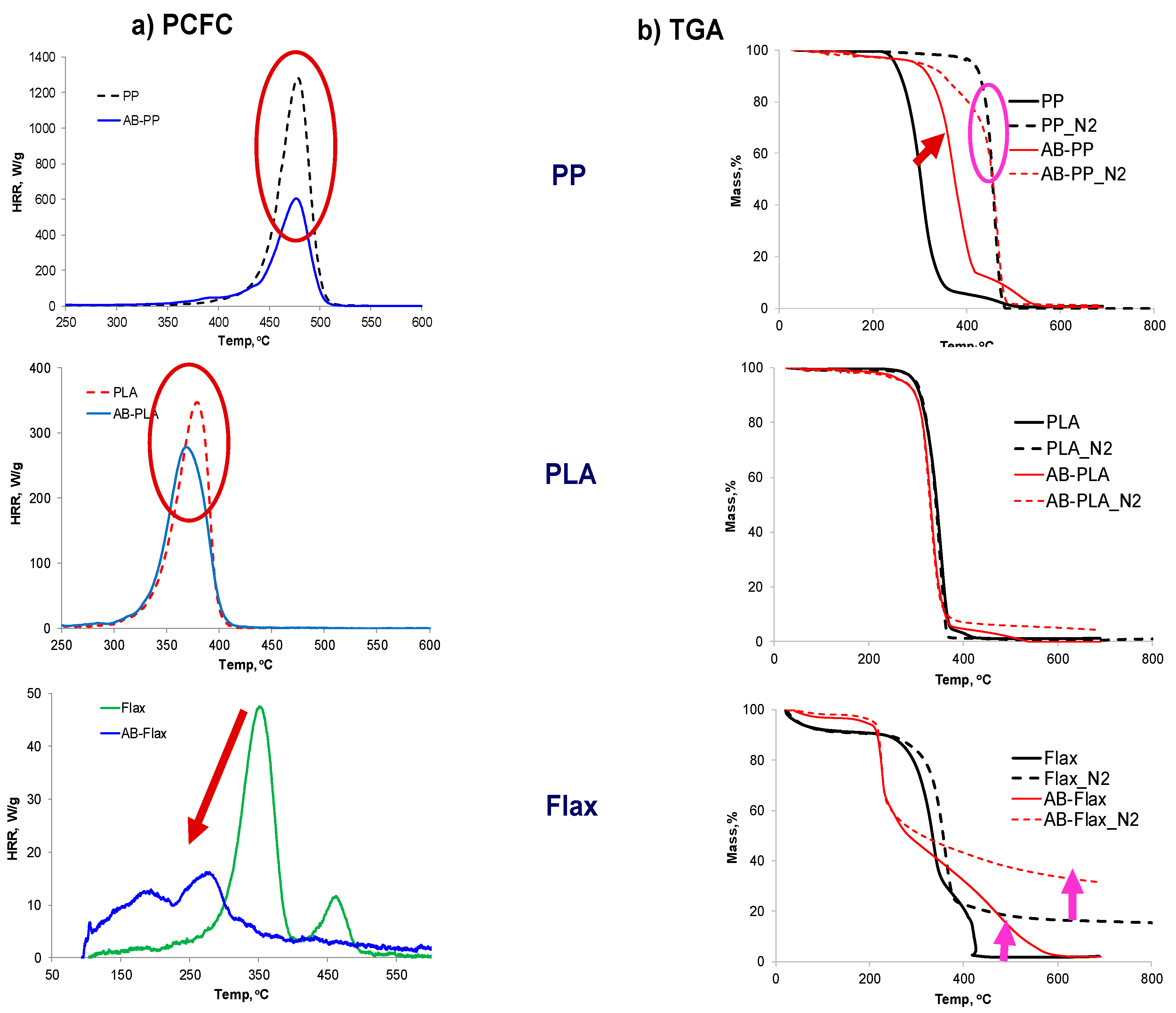
AB is very effective in reducing the HRC of PP, where 57% reduction could be obtained. The TGA curve in air shows that AB treated PP has significantly improved thermal stability in terms of less mass loss. Thermal decomposition of AB produces HBr, which acts mainly in vapour-phase; Br· radicals from HBr react with ·OH radicals produced in the oxidative degradation of PP, retarding the progress of the catalysed oxidative degradation of PP, hence reduced weight loss as compared to PP when TGA is carried out in air. However, there seems to be little effect of Br· radicals on decomposition of PP under nitrogen. In PLA while there is 23% reduction in HRC in PCFC, there is not much difference in TGA behaviour in air or nitrogen although 4.5% char is formed. HBr, an acid, may catalyse hydrolysis of PLA leading, as with AS, to the formation of -OH and -COOH terminated oligomeric fragments. AB in flax is very effective, where it is working in both vapour- and condensed-phase. Any moisture or water vapour released during dehydration of cellulose will tend to hydrolyse AB, producing HBr, which, acting as a Lewis acid, will catalyse dehydration of the flax, leading to much enhanced char formation as shown in
Figure 6.
3.3.3. Effect of GDP on Components
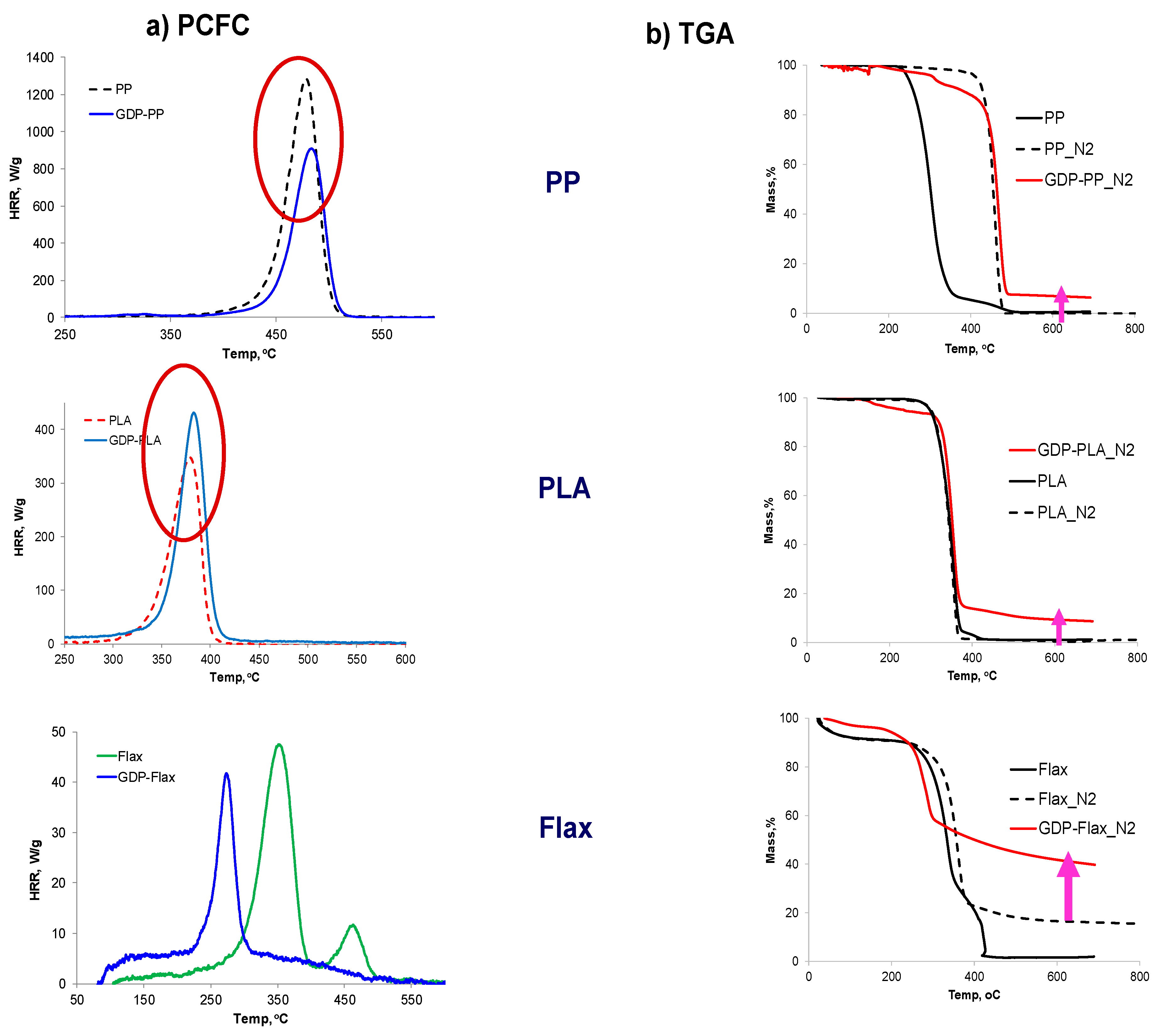
The effect of GDP on PP seen from
Figure 7 indicates about a 30% reduction in HRC, whereas in PLA there is a small increase and in flax very little effect (ca. 10% reduction). The TGA results in nitrogen though show that in PP, while GDP causes mass loss at a lower temperature than in PP, it does not affect the mass loss over the main decomposition stage, but leads to 6.5% char formation. In the case of PLA, the effect is also similar: start of mass loss at a lower temperature, but leaving more char residue, 8.7%. The char forming ability of GDP in flax is very pronounced with ca. 40% char left at the end of the experiment. Overall, it could be suggested that these results are consistent with discussion in the previous section that GDP has a mainly condensed-phase (char promoting) effect.
3.3.4. Effect of GUP on Components
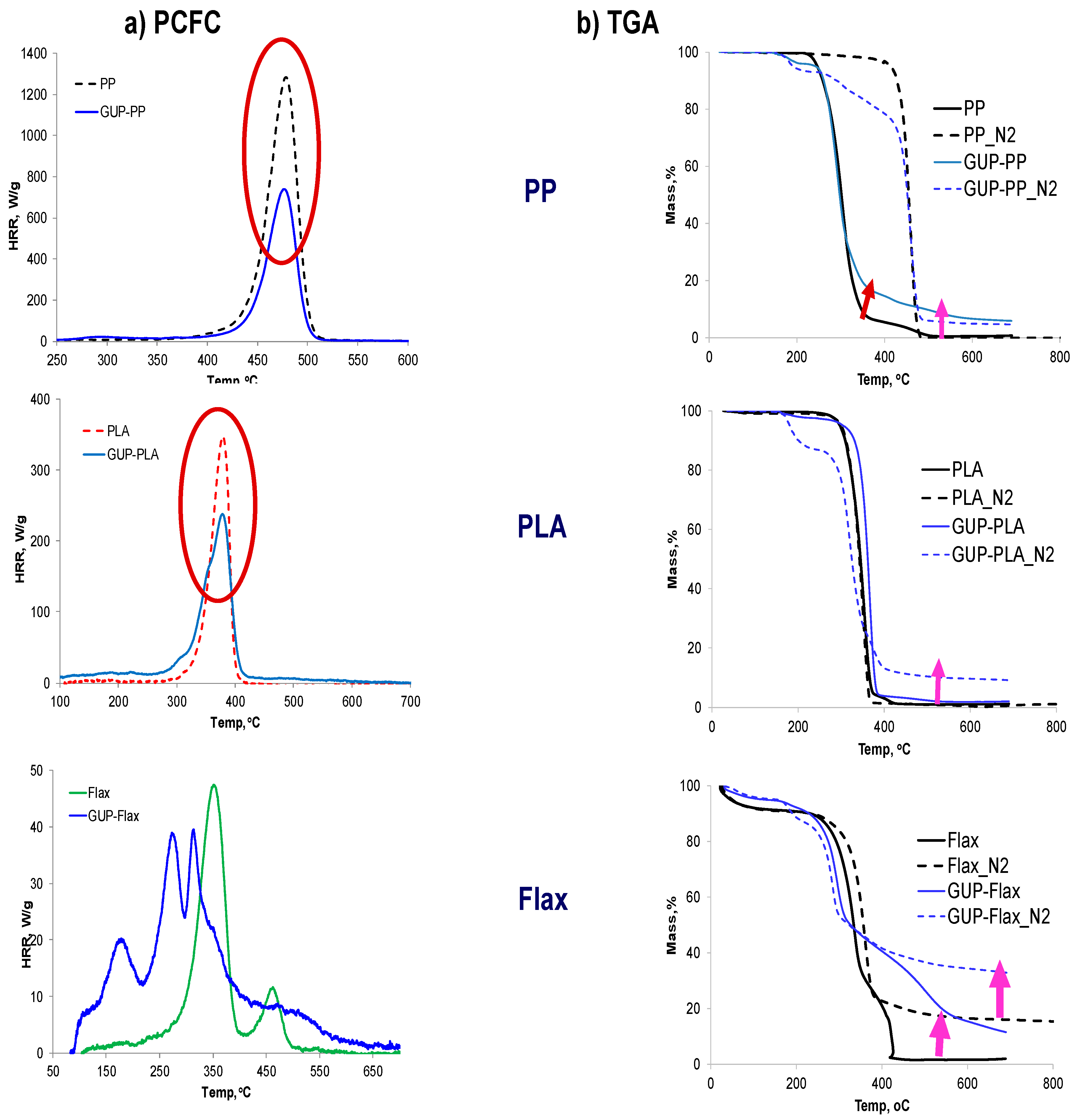
GUP, guanylurea methylphosphonate, has a significant effect on reducing the combustibility of PP as well as of PLA, as seen from the significant reduction in HRC of 44% in PP and 27% in PLA (
Table 2,
Figure 8). The TGA curves of GUP-PP in air and nitrogen in
Figure 8 show that while the mass loss starts at lower temperature than in PP alone, GUP does not have much effect on the overall decomposition step; however, some char is formed (6.1% in air, 4.7% in nitrogen). This indicates that GUP works in both the condensed- and vapour-phases. GUP possibly acts as a radical inhibitor/retarder of PP chain unzipping (see
Scheme 3), forming more char in air. However, any previously published evidence for this mode of action of GUP could not be located in literature. A similar effect is seen for PLA, in which char formation is increased in nitrogen to 9.2%. In PLA, GUP probably reacts with ester links via aminolysis, forming more thermally stable intermediates (See
Scheme 4) from which char more readily forms. A similar reaction may be involved also in the condensed-phase fire retardation of PLA with GDP. The concurrent vapour-phase activity of GUP (dilution of combustible volatiles by released NH
3 and CO
2) also helps in reducing combustibility.
There is no significant effect on the combustibility of flax seen from PCFC results, though char formation is increased in TGA experiments. This indicates that in flax, FR action is primarily in the condensed-phase.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}