Effect of Panel Construction on the Ballistic Performance of Multiply 3D through-the-Thickness Angle-Interlock fabrIc Reinforced Composites

Abstract
:
1. Introduction
2. Materials and Methods
2.1. 3D TTAI Fabric Reinforced Composites
2.2. Ballistic Performance Tests
2.3. Non-Destructive Tests
3. Results and Discussion
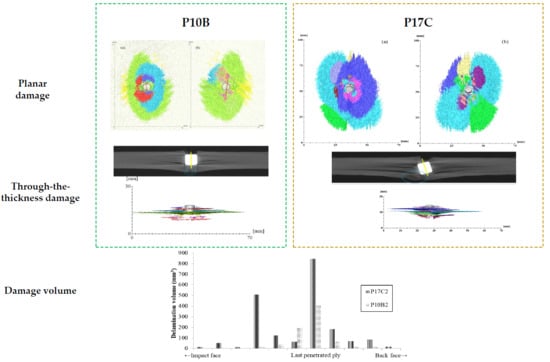
3.1. Through-the-Thickness Cross-Sectional Damage Morphology at Impact Location
3.1.1. Longitudinal View
3.1.2. Transverse View
3.2. Planar Damage Distribution
3.3. 3D Damage Volume
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Boussu, F. The use of warp interlock fabric inside textile composite protection against ballistic impact. Text. Res. J. 2010, 81, 344–354. [Google Scholar] [CrossRef]
- Babu, M.G.; Velmurugan, R.; Gupta, N.K. Heavy mass projectile impact on thin and moderately thick unidirectional fiber/epoxy laminates. Lat. Am. J. Solids Struct. 2007, 4, 247–265. [Google Scholar] [CrossRef]
- Tan, P. Numerical simulation of the ballistic protection performance of a laminated armor system with pre-existing debonding/delamination. Compos. Part B Eng. 2014, 59, 50–59. [Google Scholar] [CrossRef]
- Struszczyk, M.H.; Puszkarz, A.K.; Wilbik-Hałgas, B.; Cichecka, M.; Litwa, P.; Urbaniak-Domagała, W.; Krucinska, I. The surface modification of ballistic textiles using plasma-assisted chemical vapor deposition (PACVD). Text. Res. J. 2014, 84, 2085–2093. [Google Scholar] [CrossRef]
- Sun, D.; Chen, X. Plasma modification of Kevlar fabrics for ballistic applications. Text. Res. J. 2012, 82, 1928–1934. [Google Scholar] [CrossRef]
- Hosur, M.V.; Vaidya, U.K.; Ulven, C.; Jeelani, S. Performance of stitched/unstitched woven carbon/epoxy composites under high velocity impact loading. Compos. Struct. 2003, 64, 455–466. [Google Scholar] [CrossRef]
- Kang, T.J.; Lee, S.H. Effect of stitching on the mechanical and impact properties of woven laminate composite. J. Compos. Mater. 1994, 28, 1574–1587. [Google Scholar] [CrossRef]
- Chen, X.; Taylor, L.W.; Tsai, L. An overview on fabrication of three-dimensional woven textile preforms for composites. Text. Res. J. 2011, 81, 932–944. [Google Scholar] [CrossRef]
- Dai, S.; Cunningham, P.R.; Marshall, S.; Silva, C. Influence of fibre architecture on the tensile, compressive and flexural behaviour of 3D woven composites. Compos. Part A Appl. Sci. Manuf. 2015, 69, 195–207. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Lo, W.Y.; Tayyar, A.E.; Day, R.J. Mouldability of Angle-Interlock Woven Fabrics for Technical Applications. Text. Res. J. 2002, 72, 195–200. [Google Scholar] [CrossRef]
- Chen, X.; Min, S. Chapter 3 Protective composite helmet shells with continuous textile reinforcement. In Advances in Materials Science Research; Wythers, M.C., Ed.; Nova Science Publishers: New York, NY, USA, 2017; Volume 31, pp. 103–144. ISBN 978-53612-768-3. [Google Scholar]
- Min, S.; Chen, X.; Chai, Y.; Lowe, T. Effect of reinforcement continuity on the ballistic performance of composites reinforced with multiply plain weave fabric. Compos. Part B Eng. 2016, 90, 30–36. [Google Scholar] [CrossRef]
- Min, S.; Chu, Y.; Chen, X. Ballistic performance of 3D woven fabric reinforced composite helmet shell. In Proceedings of the Textile Bioengineering and Informatics Symposium 2018, Manchester, UK, 25–28 July 2018. [Google Scholar]
- Seltzer, R.; González, C.; Muñoz, R.; Lorca, J.; Blanco-Varela, T. X-ray microtomography analysis of the damage micromechanisms in 3D woven composites under low-velocity impact. Compos. Part A Appl. Sci. Manuf. 2013, 45, 49–60. [Google Scholar] [CrossRef] [Green Version]
- Hart, K.R.; Chia, P.X.L.; Sheridan, L.E.; Wetzel, E.D.; Sottos, N.R.; White, S.R. Mechanisms and characterization of impact damage in 2D and 3D woven fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2017, 101, 432–443. [Google Scholar] [CrossRef]
- Zhang, D.; Wass, A.M.; Yen, C.F. Progressive damage and failure response of hybrid 3D textile composites subjected to flexural loading, part I: Experimental studies. Int. J. Solids Struct. 2015, 75–76, 309–320. [Google Scholar] [CrossRef]
- Li, Z.; Guo, L.; Zhang, L.; Wang, Q. In situ experimental investigation on the out-plane damage evolution of 3D woven carbon-fiber reinforced composites. Compos. Sci. Technol. 2018, 162, 101–109. [Google Scholar] [CrossRef]
- Patel, D.K.; Waas, A.M.; Yen, C.F. Direct numerical simulation of 3D woven textile composites subjected to tensile loading: An experimentally validated multiscale approach. Compos. Part B Eng. 2018, 152, 102–115. [Google Scholar] [CrossRef]
- Wu, X.-F.; Dzenis, Y.A. Determination of dynamic delamination toughness of a graphite-fiber/epoxy composite using Hopkinson pressure bar. Polym. Compos. 2005, 26, 165–180. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.-F.; Ghoshal, G.; Kartashov, M.; Aslan, Z.; Turner, J.A.; Dzenis, Y.A. Experimental characterization of the impact-damage tolerance of a cross-ply graphite-fiber/epoxy laminate. Polym. Compos. 2008, 29, 534–543. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, R.; De, S. Z-fiber influence on high speed penetration of 3D orthogonal woven fiber composites. Mech. Mater. 2014, 68, 147–163. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Chavan, V.V.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. Ballistic impact response of Kevlar® reinforced thermoplastic composite armors. Int. J. Impact Eng. 2016, 89, 1–13. [Google Scholar] [CrossRef]
- Baruchel, J.; Buffiere, J.Y.; Maire, E. X-ray Tomography in Material Science; Herms Science Publications: Paris, France, 2000; ISBN 2-7462-0115-1. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Yarn | Fabric | ||||
|---|---|---|---|---|---|---|
| Linear Density (tex) | Weave Structure | Ply Areal Density (g/m2) | Number of Weft Layers | Thread Density (thread/cm) | ||
| Warp Density (ends/cm) | Weft Density (picks/cm) | |||||
| B | 168 | Conventional TTAI | 618.67 | 5 | 10 | 28 |
| C | 93 | Conventional TTAI | 382.92 | 4 | 11.5 | 30 |
| Index | Reinforcement Type | Number of Fabric Plies | Areal Density (kg/m2) | Fibre Volume Fraction (%) | Thickness (mm) |
|---|---|---|---|---|---|
| P10B | B | 10 | 11.95 | 54.15 | 8.89 |
| P17C | C | 17 | 12.02 | 56.37 | 8.91 |
| Materials | Density (g/cm3) | Young’s Modulus (GPa) | Tensile Strength (GPa) | Elongation at Break (%) |
|---|---|---|---|---|
| Twaron® | 1.44 | 60–80 | 2.40–3.60 | 3.00–4.40 |
| Epoxy | 1.25 | 2.86–3.00 | 70–74 | 4.60–5.00 |
| Accelerating Voltage (kV) | Filament Current (μA) | Filter | Exposure Time (ms) | No. of Projections | Voxel Size (μm) |
|---|---|---|---|---|---|
| 225 | 135 | 1 mm Tin | 708 | 3142 | 59.83 |
| Specimen Type | Impact Energy (J) | Planar Damage Area (cm2) | 3D Damage Volume (mm3) |
|---|---|---|---|
| P10B | 115.10 | 49.78 | 753.72 |
| P17C | 113.84 | 74.96 | 1975.69 |
| Specimen Type | Projectile Angle (°) | Number of Penetrated Plies | Penetration Depth (mm) | Maximum Thickness (mm) | Penetrated Percentage (%) | Thickness Increase Ratio (%) |
|---|---|---|---|---|---|---|
| P10B | 0.00 | 6 | 7.35 | 11.89 | 61.8 | 33.8 |
| P17C | −12.64 | 12 | 9.31 | 12.71 | 73.3 | 42.7 |
| Specimen Type | Length of Long Axis (cm) | Length of Short Axis (cm) |
|---|---|---|
| P10B | 8.42 | 4.98 |
| P17C | 10.85 | 5.62 |
| Young’s Modulus (GPa) | Warp direction | 13.40 |
| Weft direction | 60.05 | |
| Tensile strength (MPa) | Warp direction | 222.10 |
| Weft direction | 519.99 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Min, S.; Chai, Y.; Chu, Y.; Chen, X. Effect of Panel Construction on the Ballistic Performance of Multiply 3D through-the-Thickness Angle-Interlock fabrIc Reinforced Composites. Polymers 2019, 11, 198. https://doi.org/10.3390/polym11020198
Min S, Chai Y, Chu Y, Chen X. Effect of Panel Construction on the Ballistic Performance of Multiply 3D through-the-Thickness Angle-Interlock fabrIc Reinforced Composites. Polymers. 2019; 11(2):198. https://doi.org/10.3390/polym11020198
Chicago/Turabian StyleMin, Shengnan, Yuan Chai, Yanyan Chu, and Xiaogang Chen. 2019. "Effect of Panel Construction on the Ballistic Performance of Multiply 3D through-the-Thickness Angle-Interlock fabrIc Reinforced Composites" Polymers 11, no. 2: 198. https://doi.org/10.3390/polym11020198