3.1. Physical and Mechanical Properties of Poly(oxymethylene) Composites with Glass and Carbon Fibers
Table 1 presents a comparison of the processing properties and density of tested composites. While the fiber content rises, the density of composites also grows. The melt flow rate decreases with fiber content increases. Glass fiber composites are characterized by a higher melt flow rate with increasing fiber content compared to carbon fiber composites.
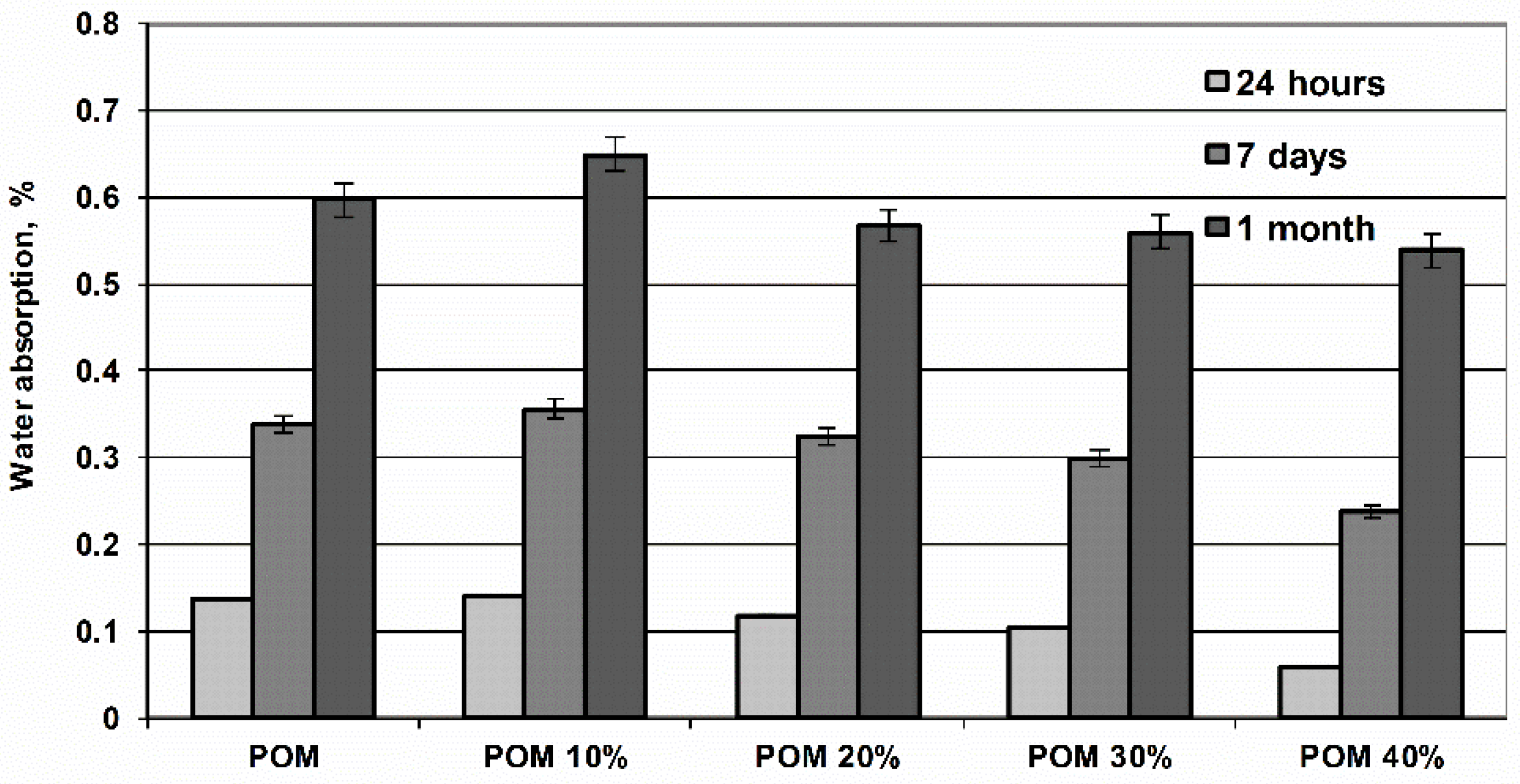
The water absorption of poly(oxymethylene) composites (
Figure 1) elevates over time until the maximum level for POM (about 0.6%) is obtained, which is comparable to the maximum values reported in the literature. The addition of fibers reduces the ability to absorb water especially in the initial periods (up to 7 days), which indicates the possibility of water penetration through the fiber-polymer interface, especially at longer exposure time.
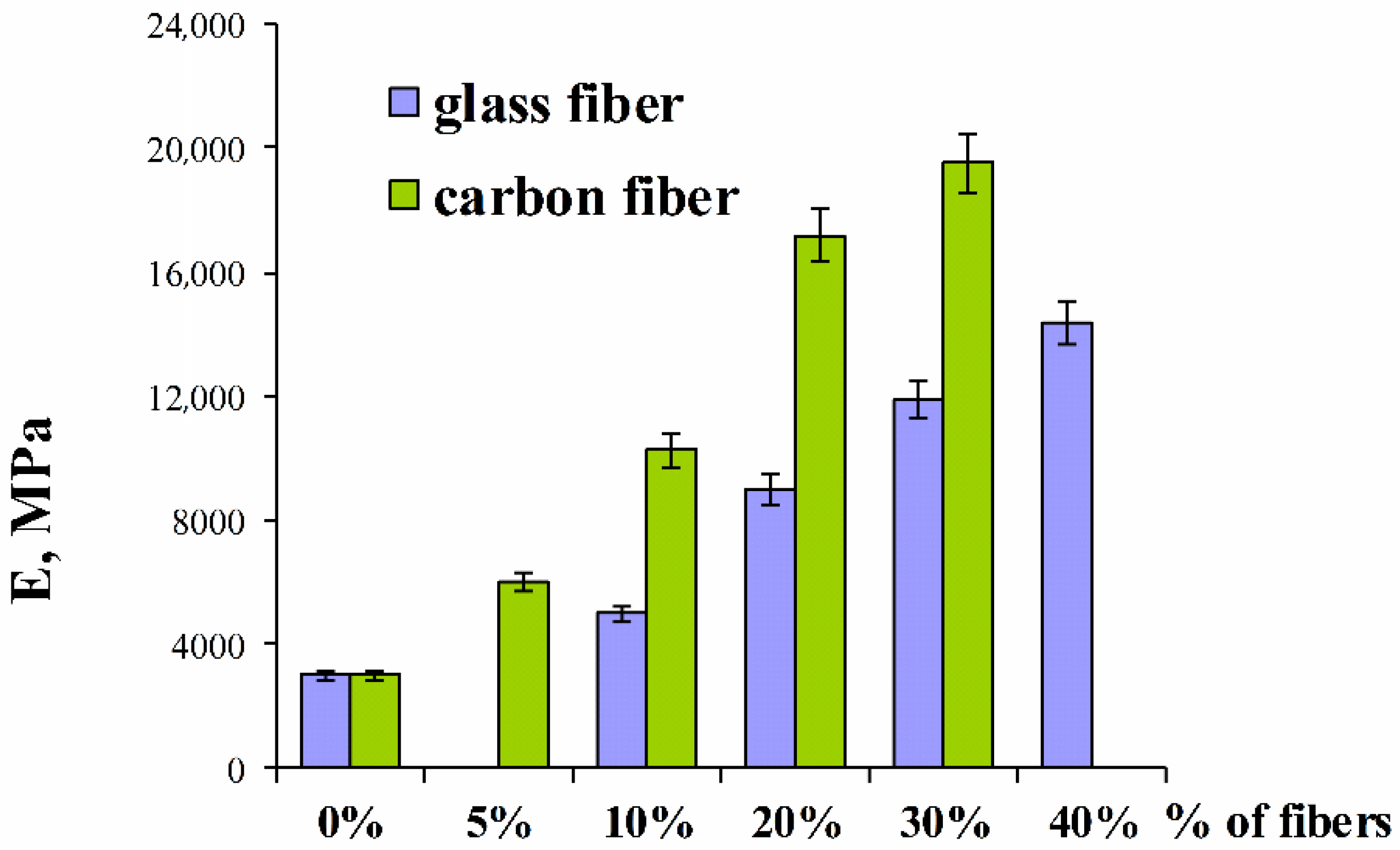
Figure 2 compares the values of tensile modulus for poly(oxymethylene) composites with different content of glass and carbon fibers. Noteworthy gain in the modulus of elasticity of carbon fibers composites can be observed in relation to composites filled by glass fibers. In the case of POM with glass fiber, the elastic modulus is almost doubled between levels of 10 and 20% by weight of fiber. A further increase of filling does not cause such a strong growth any more. This may suggest that the addition of approx. 25% glass fiber is enough to enhance the stiffness of most products.
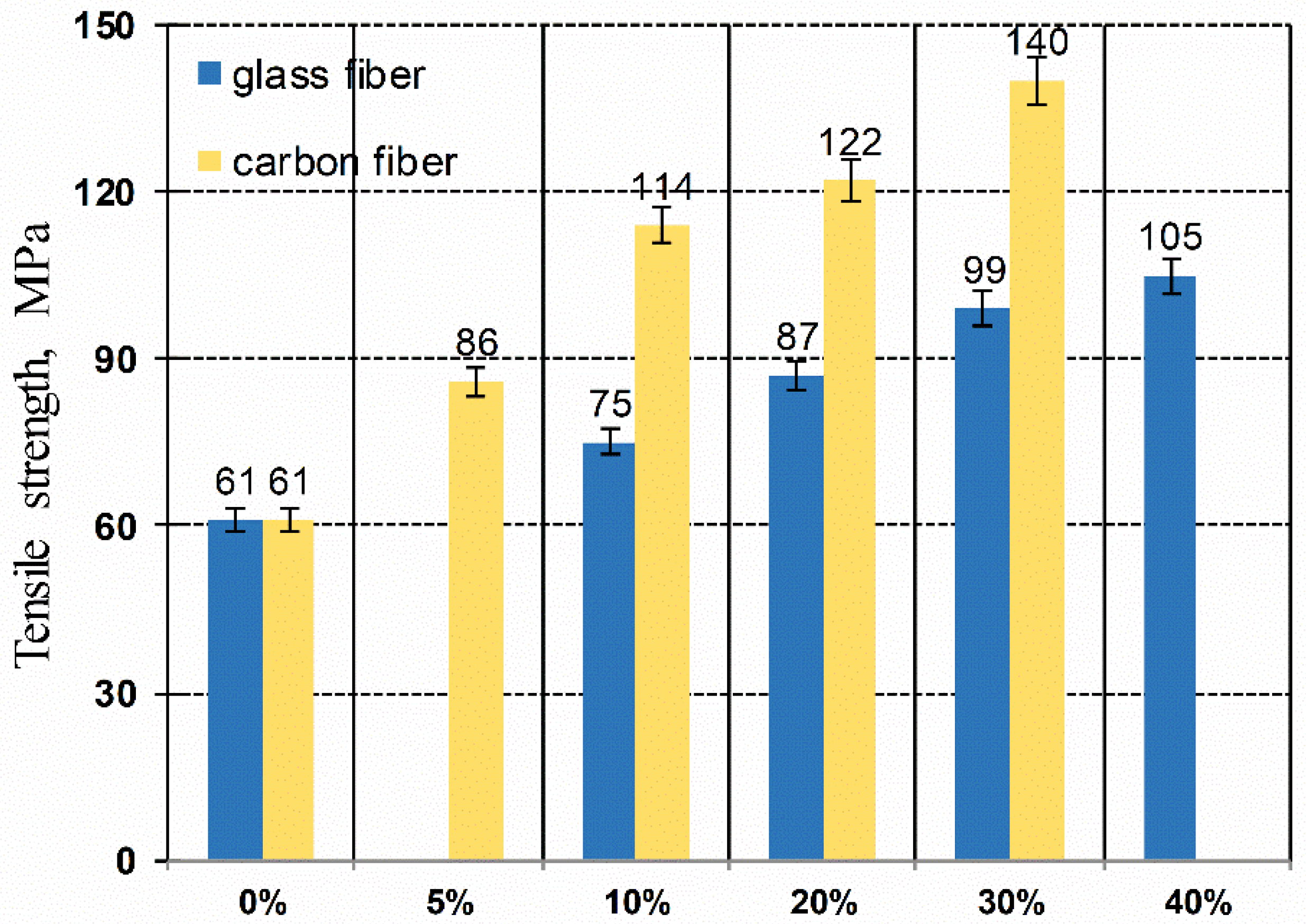
The connection of tensile strength of different composites is presented in
Figure 3. Results demonstrate constant increment in tensile strength while content of glass fiber increases, yet it is not as significant as for carbon fibers, which may announce lower adhesion of glass fiber to the poly(oxymethylene) matrix than bonding between carbon fiber and POM, which may be related to the diameter and the length of the fibers. Adhesion is caused by forces occurring at the fiber/matrix interface. Adhesion strengths are physical forces resulting from the chemical structure of the polymer matrix and the filler forming the composite. They can also be chemical actions that work on the principle of functional group similarity. The properties of the composite depend on the behavior of macromolecules in thin layers on the surface of the filler. The flexibility of the macromolecule chain and changes in the conformation of the macromolecules affect the amount of adhesion, since they largely determine the number of contact points between the macromolecule chains and the fillers. Using longer carbon fiber with a smaller diameter (7 µm), the quantity fraction of these fibers is greater than while using glass fibers with a larger diameter, which results in a larger contact surface between the fiber and the matrix.
The modulus of elasticity determined in the bending test (
Table 2) changes evenly with the increase of the fiber fraction and shows slightly lower values than the tensile modulus, which is a characteristic feature of most polymer materials, the reason of this behavior is their better orientation and strengthening during stretching (This phenomenon is related to the injection process. During the flow of the material in the injection mold, the fibers are oriented in the direction of flow of the molten mass. Testing standard test samples in a static tensile test, the fibers are arranged along the sample axis. By stretching the sample, the forces occurring during the test are consistent with the direction of the fibers and the load can be transferred from matrix to reinforcement. In the case of bending tests, shear forces and forces perpendicular to the fiber axis separate the matrix from the fiber surface. The ends of the fibers introduce additional stresses and in these places the material is the weakest. Hence the differences in the tensile and bending modules [
37]).
Comparing changes in energy is needed to obtain maximum force, energy decreases with the fraction of fiber increases, and also diminishes for the modification of poly(oxymethylene) with carbon fibers. The deformation at the break declines with the proportion of fillers raises from the initial value of 10% of the filler in the composite. This suggests the need for some plasticization of the poly(oxymethylene) matrix. The softening property of plasticizers consists in reducing the intermolecular interactions of polar forces (van der Waals) attracts macromolecules to each other, reducing intermolecular friction with each other, increasing the free volume in the polymer matrix, reducing the brittleness temperature, all of which increase the mobility of macromolecules, increases polymer flexibility, facilitate processing and increase the ability to introduce fillers.
Notched impact strength determined in the Charpy test remains almost constant, only marginally increases with the amount of filler increases. This may be due to the fact that its value is mainly affected by the impact strength of the polymer matrix, which is not much different from the impact strength of the fibers.
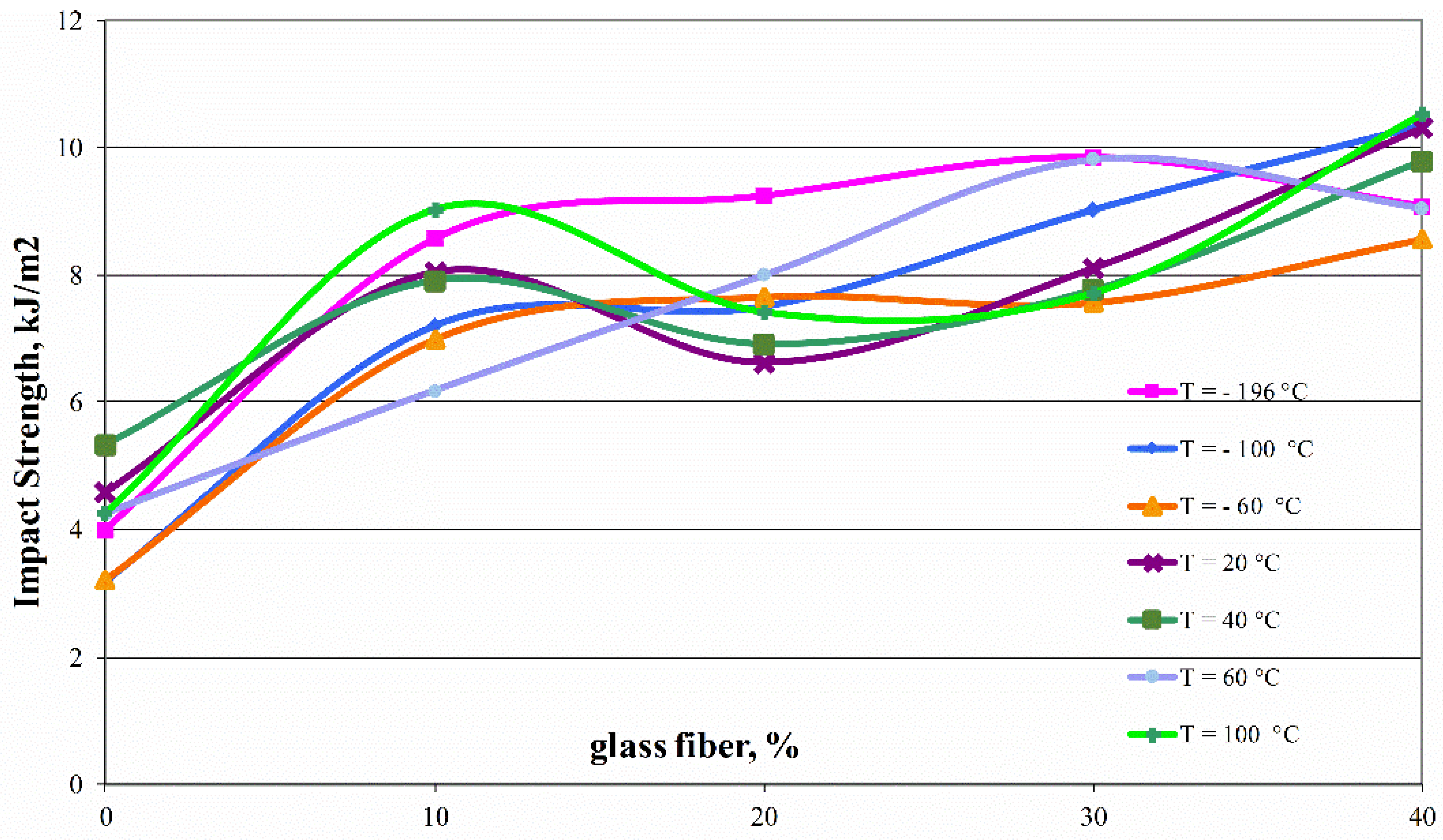
The notch impact measurement results conducted at a wide temperature range from −196 to +100 °C are shown in
Figure 4. They show that even a 10% fiber addition results in an almost twofold expansion in impact strength, which is still lightly increasing for a higher proportion of fiberglass in the composite. This dependence is linear for extreme temperatures, showing a slight decrease in intermediate temperature range for composite with 20 wt %. of fibers. Changes in the impact value indicate a change in the fracture character from plastic to brittle, which is associated with tearing the macromolecule in the crack plane. These changes are influenced by factors such as a decrease in adhesion between the reinforcement and the matrix, irregularity in the structure of the composite, cracks between crystallites, formations of micronotches during processing and the associated shrinkage of the material, the presence of inclusions as well as the size of the reinforcing phase or depolymerization of polyoxymethylene at elevated temperatures. The results of impact tests indicate high impact resistance of components made of poly(oxymethylene) composites. Despite of the increase in fibers content, no negative effects of micronotches or structure changes were observed, which suggests good cooperation between components in a wide temperature range.
3.2. Impact of Variable Loads over Time on Dynamic Properties and Changes in Structure
The aim of this research was to evaluate the impact of time-varying loads on selected mechanical properties of poly(oxymethylene) composites with the addition of glass fiber. The dynamic tensile tests were carried out at one 5 Hz frequency level for 60,000 cycles. A dynamic force was applied from 0.1 to 0.6 of the average value of the maximum force obtained in static tensile tests for POM composites with 10, 20, 30, and 40% fiberglass. The values of these forces and the values of the adopted average modulus of elasticity (for the calculation of initial strains) are shown in
Table 3. The obtained results show that neat POM has a much smaller ability to dissipate mechanical energy and filling it with even a small (10%) amount of fiber causes a significant increase in dissipated energy. Interestingly, a higher amount of fiber (above 30%) improves even more the possibility of dissipating this energy. This proves that despite the slightly worse adhesion of glass fiber to the polymer matrix it is advisable to create composites based on poly(oxymethylene), not only for improving strength and stiffness, but also increasing their ability to dissipate energy. It should be also considered the additional possibility of increasing the adhesion of glass fibers to the polyoxymethylene matrix, e.g., by adding silane media, which contains active functional groups enabling chemical connection between the components. Silane compounding agents are widely used not only in the case of thermoplastic polymer composites but also in the case of thermosets reinforced with fibers [
38,
39,
40]. Another option is to prepare the surface of the fiber to strengthen the mechanical adhesion, or if the injection process molding is being considered, the alternative is to control the process of shrinkage (increasing the content of the crystalline phase) to provide a better mechanical connection between the components.
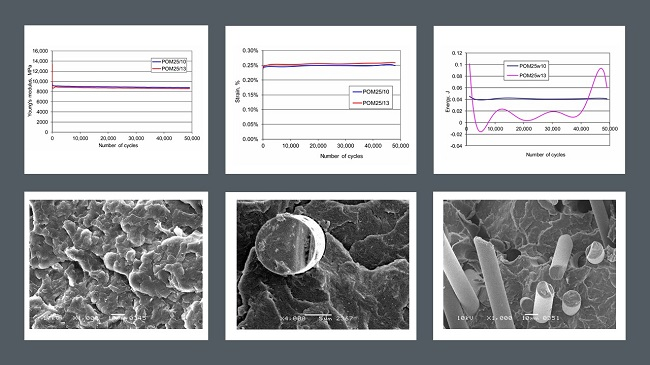
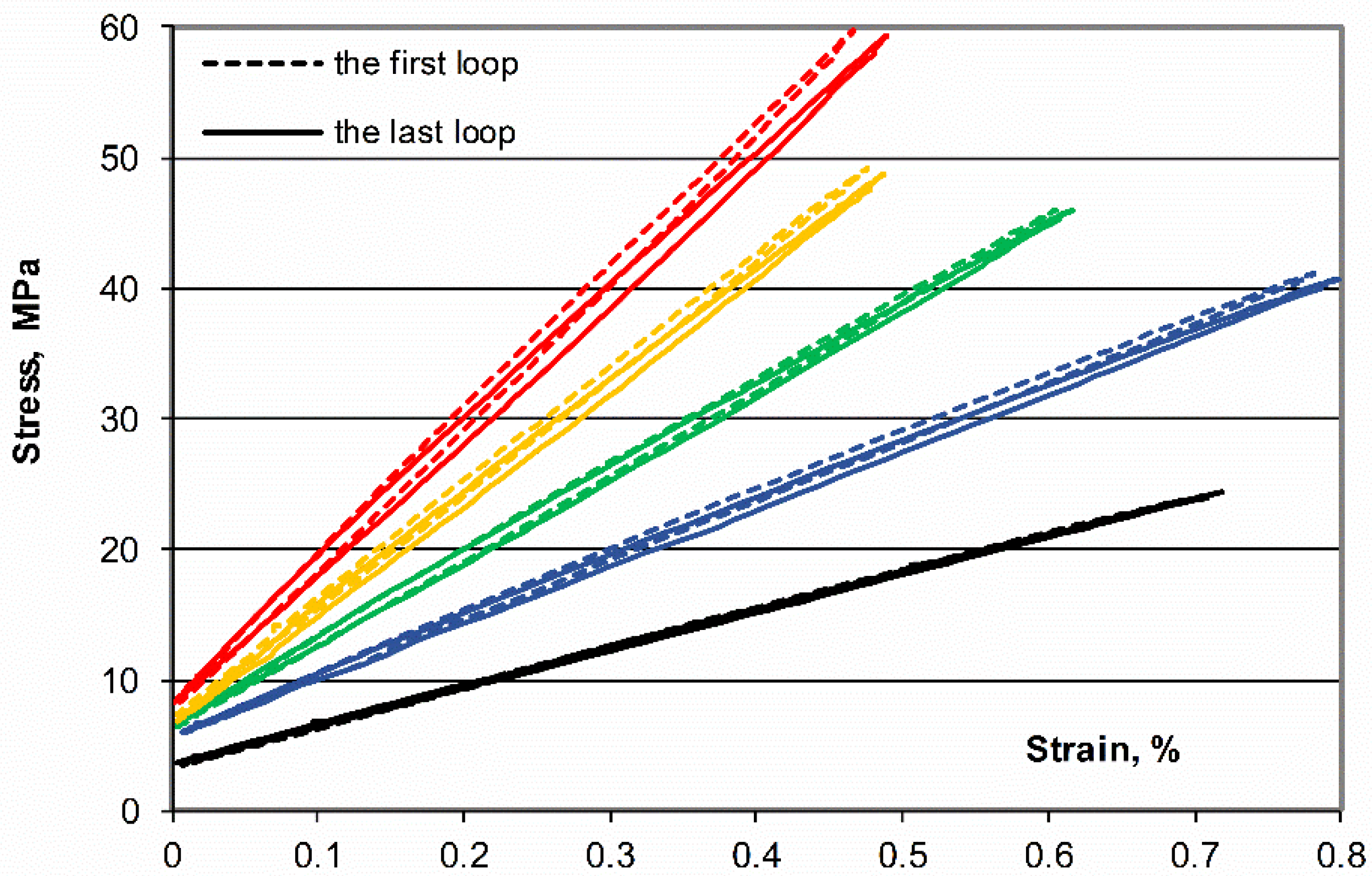
The comparison of the first and last recorded mechanical hysteresis loops is presented in
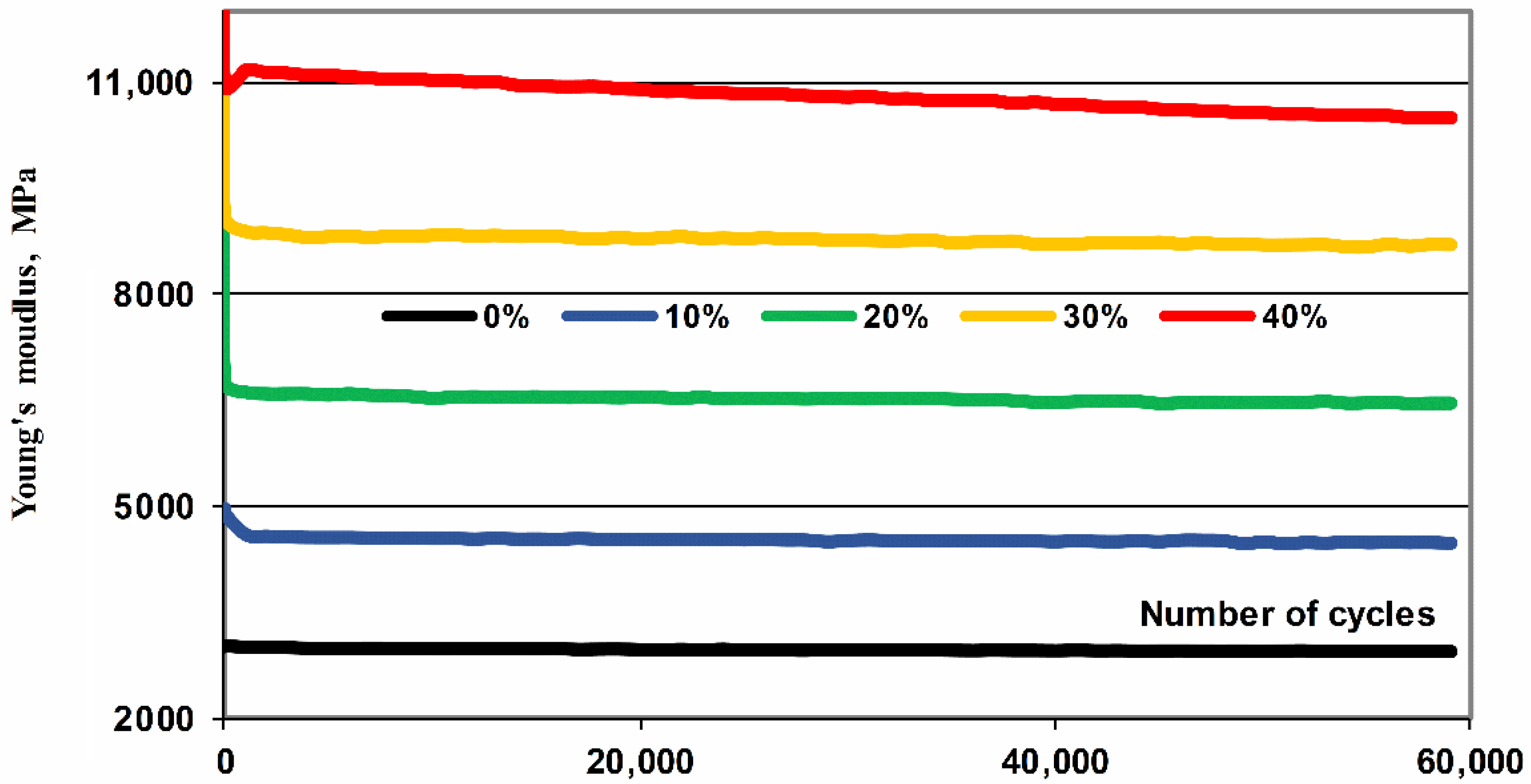
Figure 5. With rise in fiber content (10–40%) the ability of composites to carry increasingly high loads and dissipate mechanical energy increase but displacements decrease. The comparison of the secant modulus of elasticity, presented in
Figure 6, indicates a certain drop in their value in the initial phase of fatigue loads (up to 1000 cycles) and then their stabilization. The one exception is the most stressed composite with a 40% fiber content, whose modulus hardly noticeable decreases for subsequent loading cycles, testifies to the progressive process of its fatigue process.
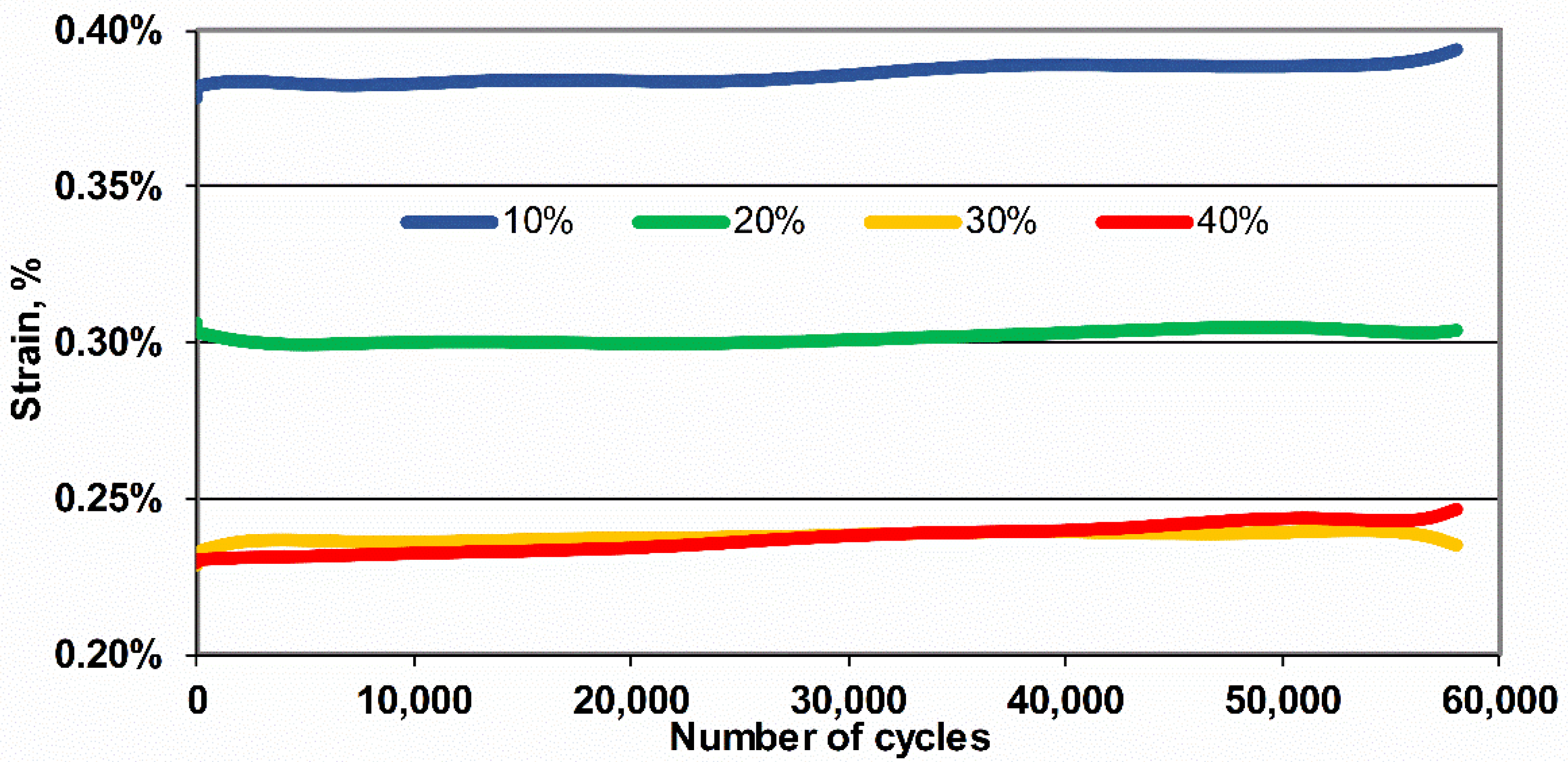
Figure 7 presents the changes in average deformations calculated in each loop for the tested composites with the heighten fraction of glass fibers. Slight effects of dynamic creep with the increasing number of cycles and no significant difference in strain between the composites with 30 and 40% of the fiber content in the composite can be seen, which may indicate a dominant contribution of fatigue brittle failure in high fiber content composites.
In
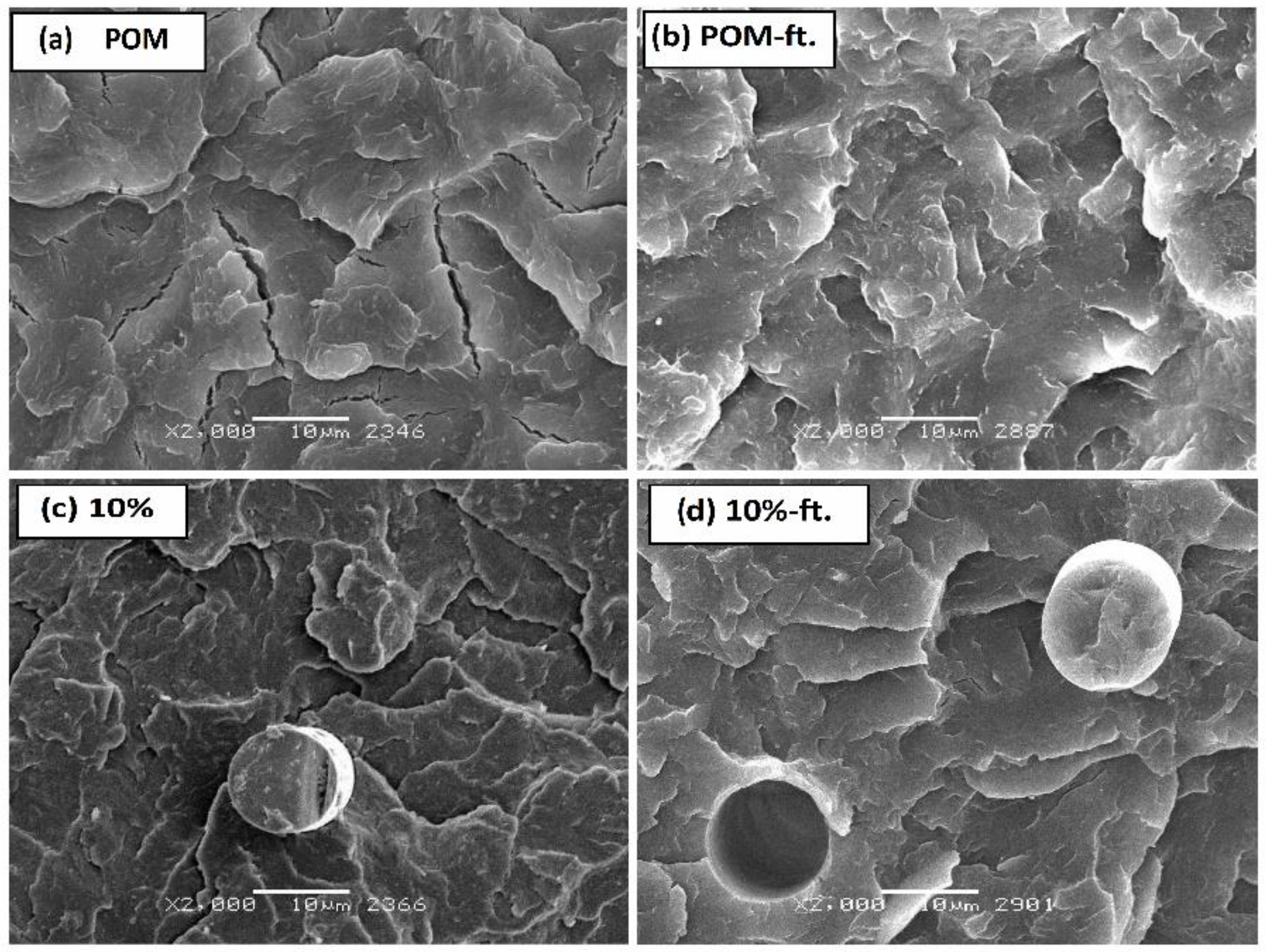
Figure 8, SEM pictures show changes in fracture surface of samples (broken in N
2) caused by fatigue loads. A grow in the share of a ductile fracture, cracking, and strong fragmentation of spherulites can be noticed.
Figure 8a,b show the changes and first surface deformations of the crystalline groups in POM caused by the fatigue of the polymer matrix, while
Figure 8c,d show surfaces of deformation of the crystalline groups in the POM composite with 10% glass fiber (ø 13 μm), with the characteristic “voids” after pull out fiber process.
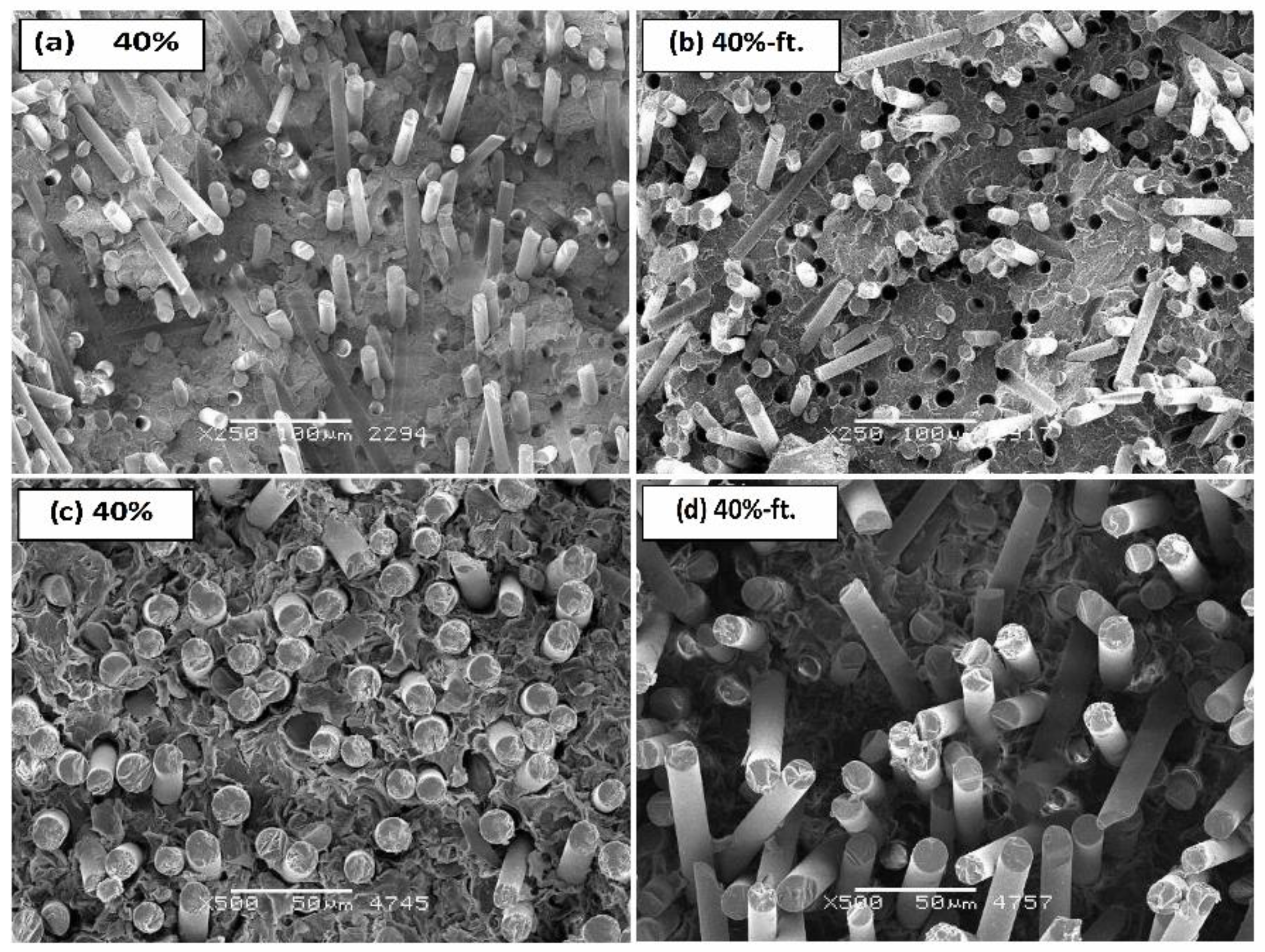
Figure 9a,b show photos of non-etched poly(oxymethylene) composite samples with 40 wt %. fiberglass at 250× magnification.
Figure 9c,d show the microstructure after etching at higher magnification (500×). Lower image magnification shows the distribution of the reinforcement in the polymer matrix, and the higher magnification shows the interfacial region between two phases with more details. In the image of the microstructure in
Figure 9a, fibers with a diameter of about 13 μm can be observed, which are evenly distributed with random orientation in the polymer matrix. There are some holes observed on the fracture surfaces because of the fiber pullout, that indicates both the fiber pullout and fiber breakage are predominant mechanisms of fracture. Moreover, the surfaces of fibers look smooth, and the polymer matrix does not wrap around the fiber which point to a moderate interfacial adhesion between the matrix and fibers.
Figure 9b shows a picture of the composite microstructure after fatigue tests. A large (about five-fold increase) effect of pulling the fiber out of the polymer matrix as a result of progressive fatigue processes is visible. The images of the etched microsection of composites (
Figure 9c,d) show the plate-like structure of spherulites and faster leaching of the amorphous phase, the amount of which increases under the influence of fatigue loads.
3.3. Influence of the Fiber Geometry on the Properties of Poly(oxymethylene) Composites
The geometry of the reinforcing elements is extremely diverse, the fibers can be short, long, and continuous. The right choice stands on the specific application and the specific required properties of the product (e.g., anisotropy of properties, required relationships between stress and strain) often dependents on working conditions. Strengthening with fibers is usually more effective than particle reinforcement, and those, used to strengthen composites based on thermoplastics do not exceed 15 μm in diameter. The larger and more developed fiber surface and the better adhesion to the polymer matrix (the important role is played by its polarity), the better the strength properties of the entire composite. The fiber length of glass fiber is in the range of 150–200 μm and it is largely the result of filling the fiber granules on the compounding line in the process of extrusion of composites to obtain their granulates.
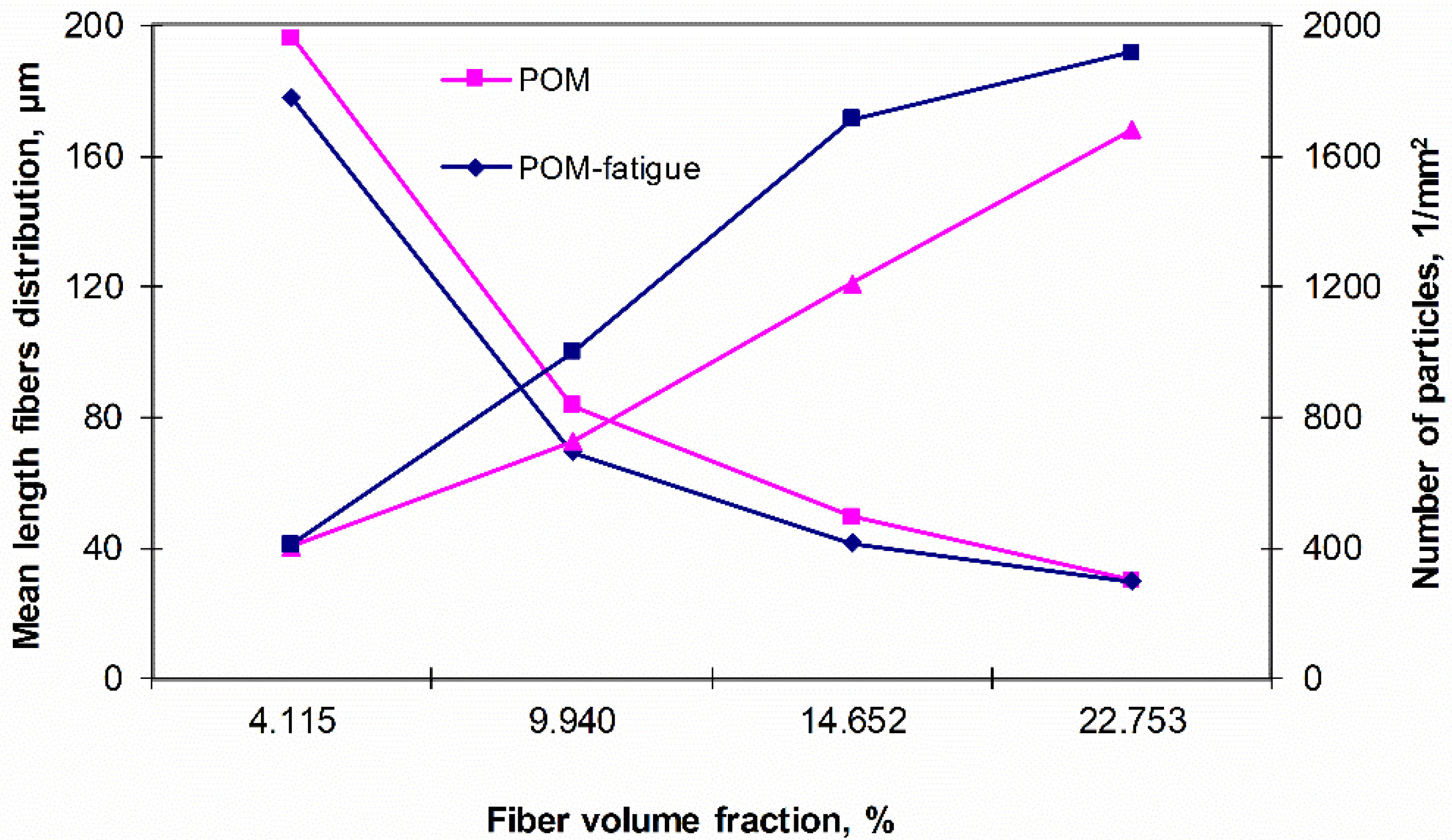
Figure 10 shows the change in frequent quantities and the average fiber length distribution depending on the volume fraction of fibers in the matrix. The results of the basic calculations of stereological parameters (made using computer image analysis methods), present interesting conclusions. During the analysis of polyoxymethylene composites, along with the increase in the calculated volume fraction of fibers, the average fiber length decreases due to the mechanisms that occur during the processing process, which can be directly translate into the average number of particles, additional analysis of composites that are subjected to fatigue loads suggest a further increase in the number of particles in relation to the material not subjected to fatigue loads.
In order to evaluate the effect of the fiber geometry on the properties of poly(oxymethylene) composites, the mechanical properties of POM were compared with a content of 25 wt %. fiber with two different diameters: 10 and 13 μm. The properties determined in the tensile test (
Table 4) change slightly. However, for the larger fiber diameter, the properties defined in the tensile and bending tests are higher than properties of composites with diameter of 10 µm. Further research, especially mechanical properties at variable time loads indicate that composites filled with smaller diameter of fibers have better fatigue properties. This phenomenon is associated with several factors, firstly, the beginning of fiber cracking has a place in surface defects, the smaller the diameter of the fiber, the smaller its surface and at the same time the less probability of surface defects conducive to cracking, which contributes to increase strength of the fiber. Secondly, the matrix bond surface should be large enough to increase interphase strength, the smaller the diameter of the fiber and the longer it is, the greater the ratio of the fiber surface to its volume. In addition, in many cases fiber ends carry less load and can act as natural notches, limiting the number of ends increases the ability to carry loads [
41,
42,
43].
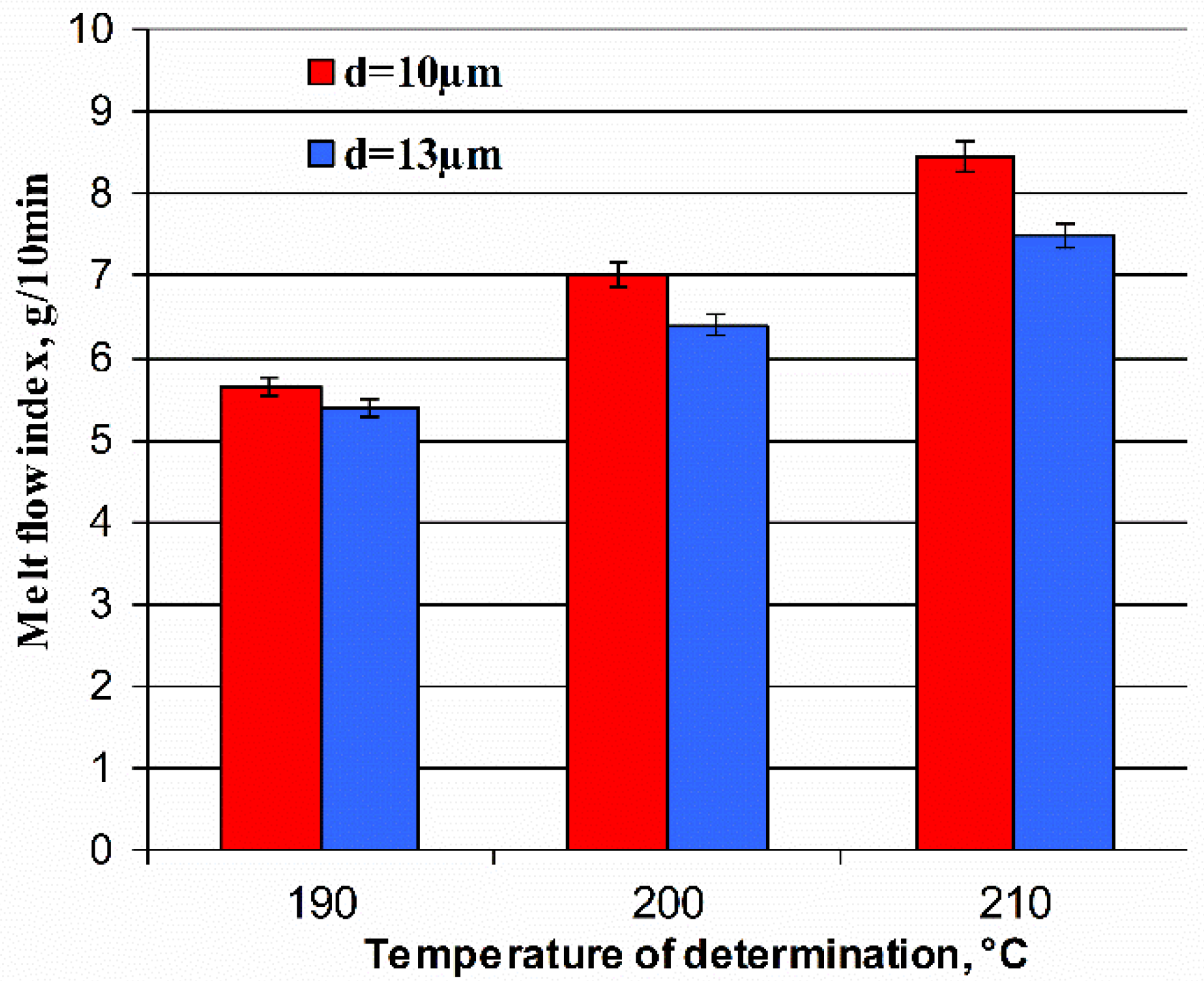
Figure 11 presents the results of the melt flow index for poly(oxymethylene) composites. Regardless of the temperature, fiberglass composites with a smaller diameter of fibers show better processing properties and they are particularly suitable for the injection of products with complex shapes and small sizes. In this case, it is also worth considering a higher injection temperature due to the better melt flow.
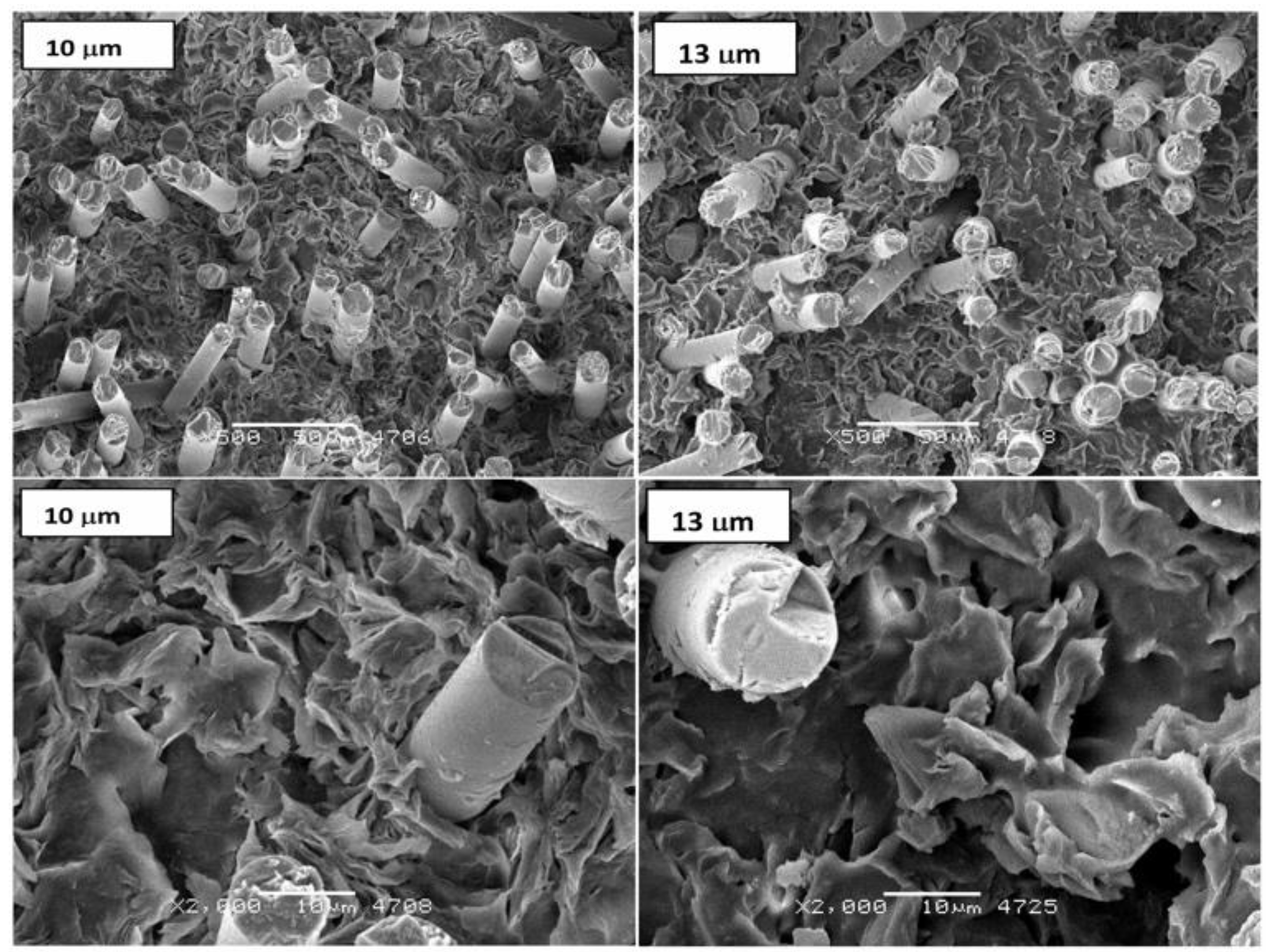
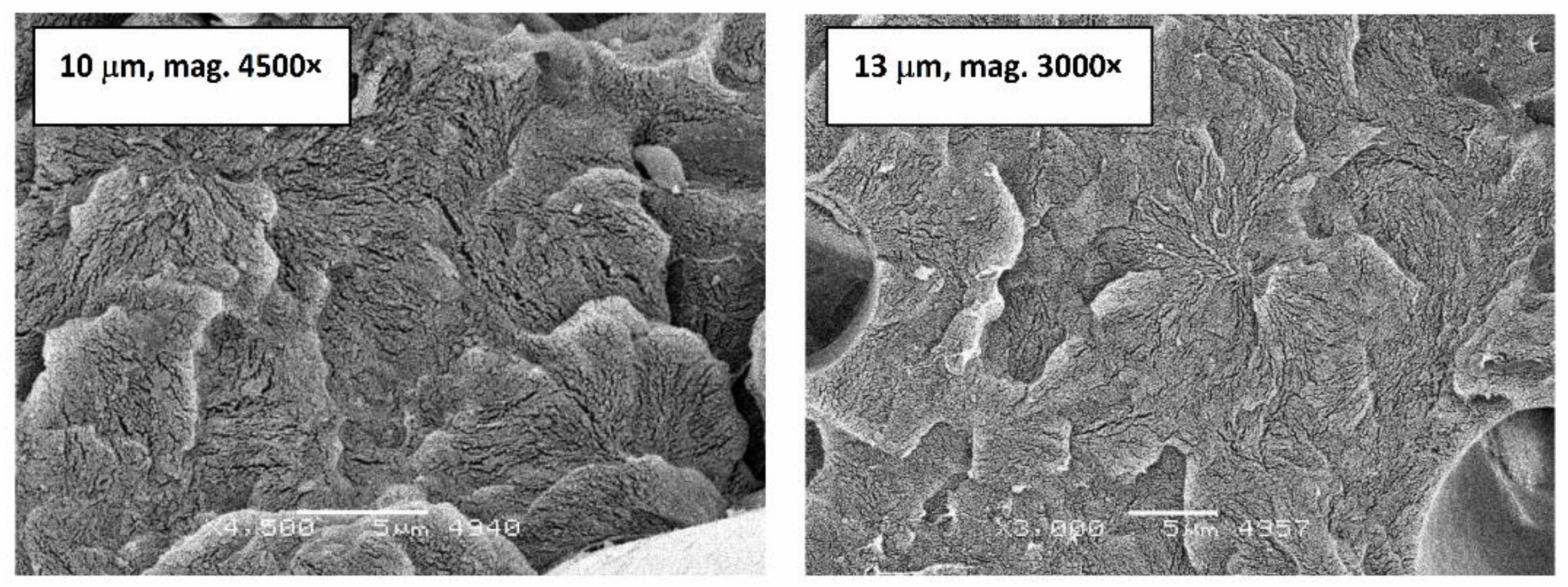
In the microstructural image (
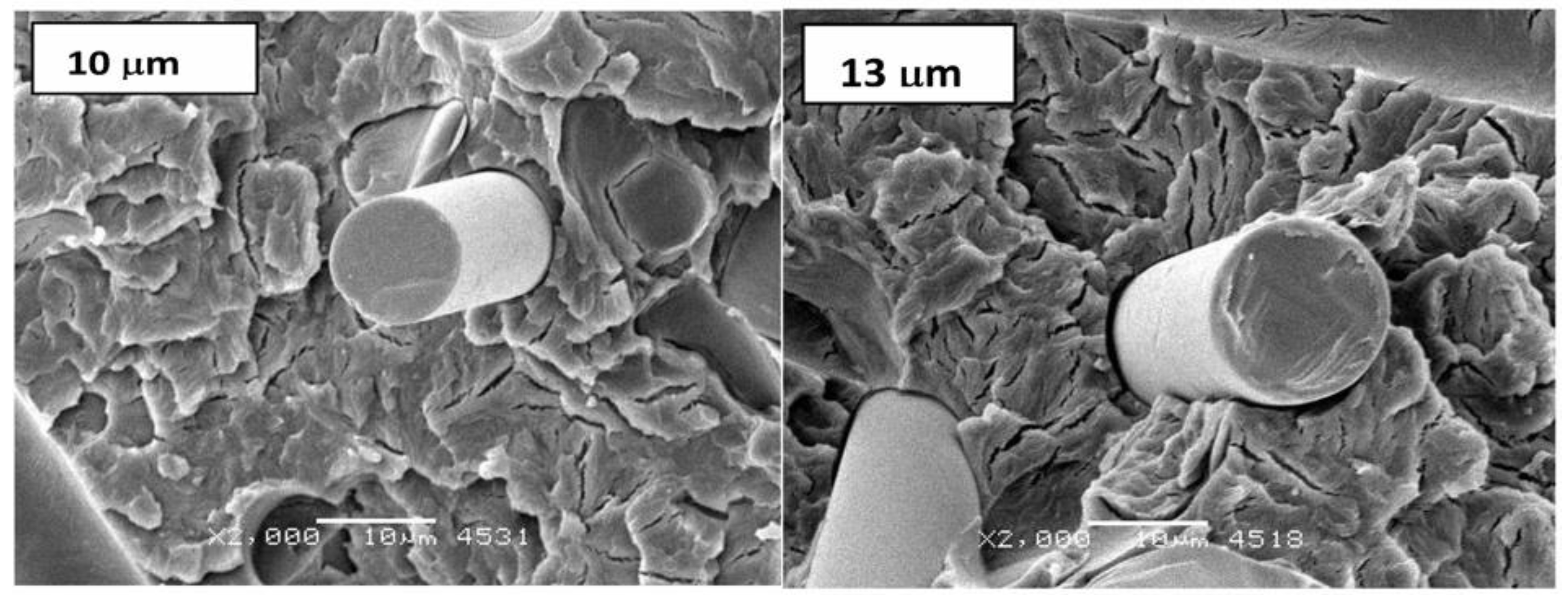
Figure 12) of selectively etched samples, a reduction in the dimensions of single spherulites for a composite reinforced by fibers with a diameter of 10 μm and a larger leaching of the amorphous phase for a composite with a fiber with a diameter of 13 μm can be noticed. In the photos of breakthroughs obtained at ambient temperature (
Figure 13), similar effects of spherulite fragmentation with preserved plate structure in the shape of developed rosettes can be observed. Furthermore, a small share of a ductile fracture (due to the high crystallinity of poly(oxymethylene) and fine crystalline structure are presented.
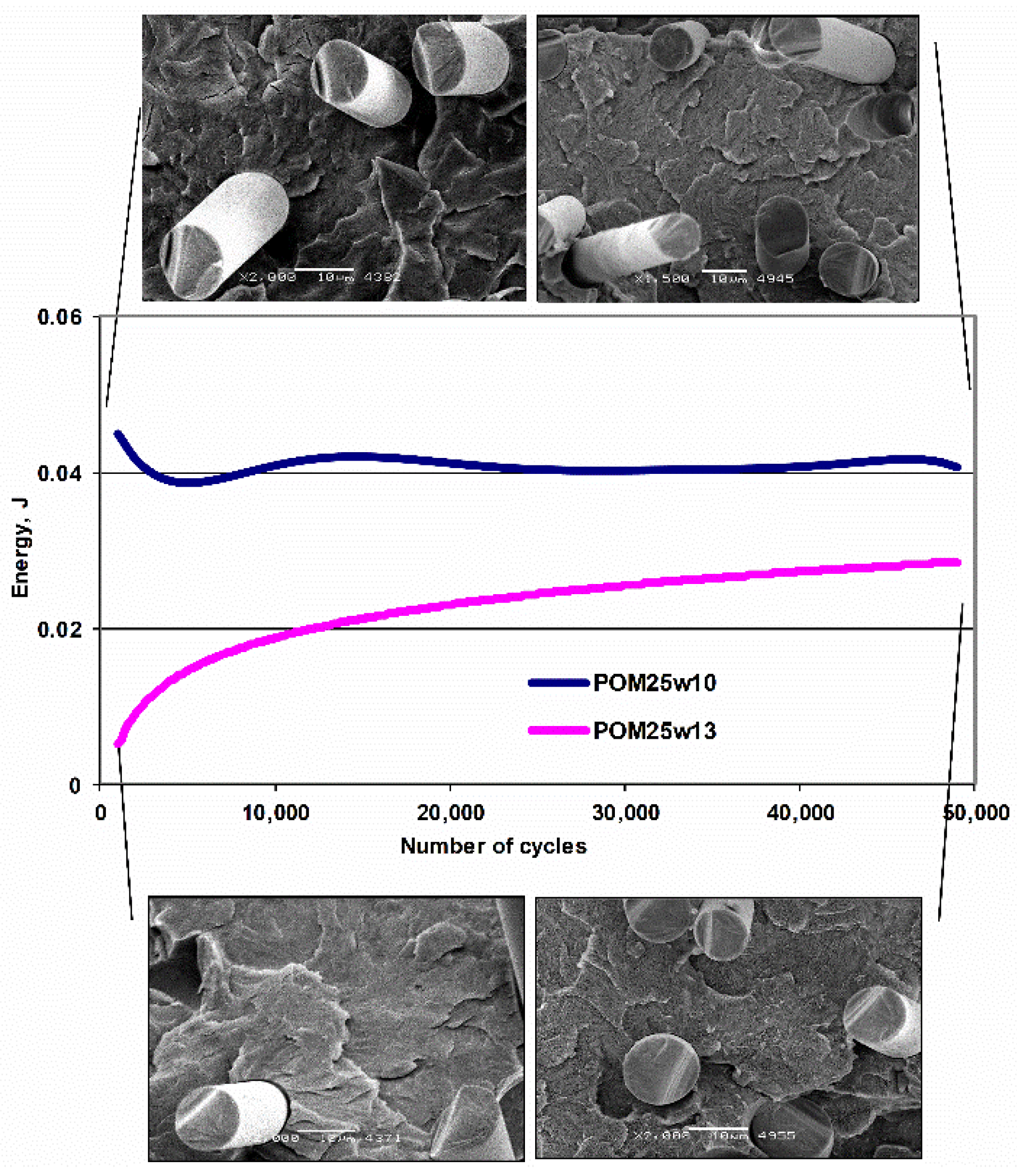
Figure 14 shows the change in dissipated energy in cycle 1 as a function of the number of cycles for POM composites with different diameters of the fibers. Those containing fibers with a diameter of 10 µm show a greater and constant ability to dissipate energy, increasing their fatigue strength. In images of breakthroughs after fatigue, an increase in the proportion of ductile phase and smaller sizes of spherulites are shown. Which promotes the formation of more nucleation seeds and at the same time due to the larger number of particles, partly blocking its development.
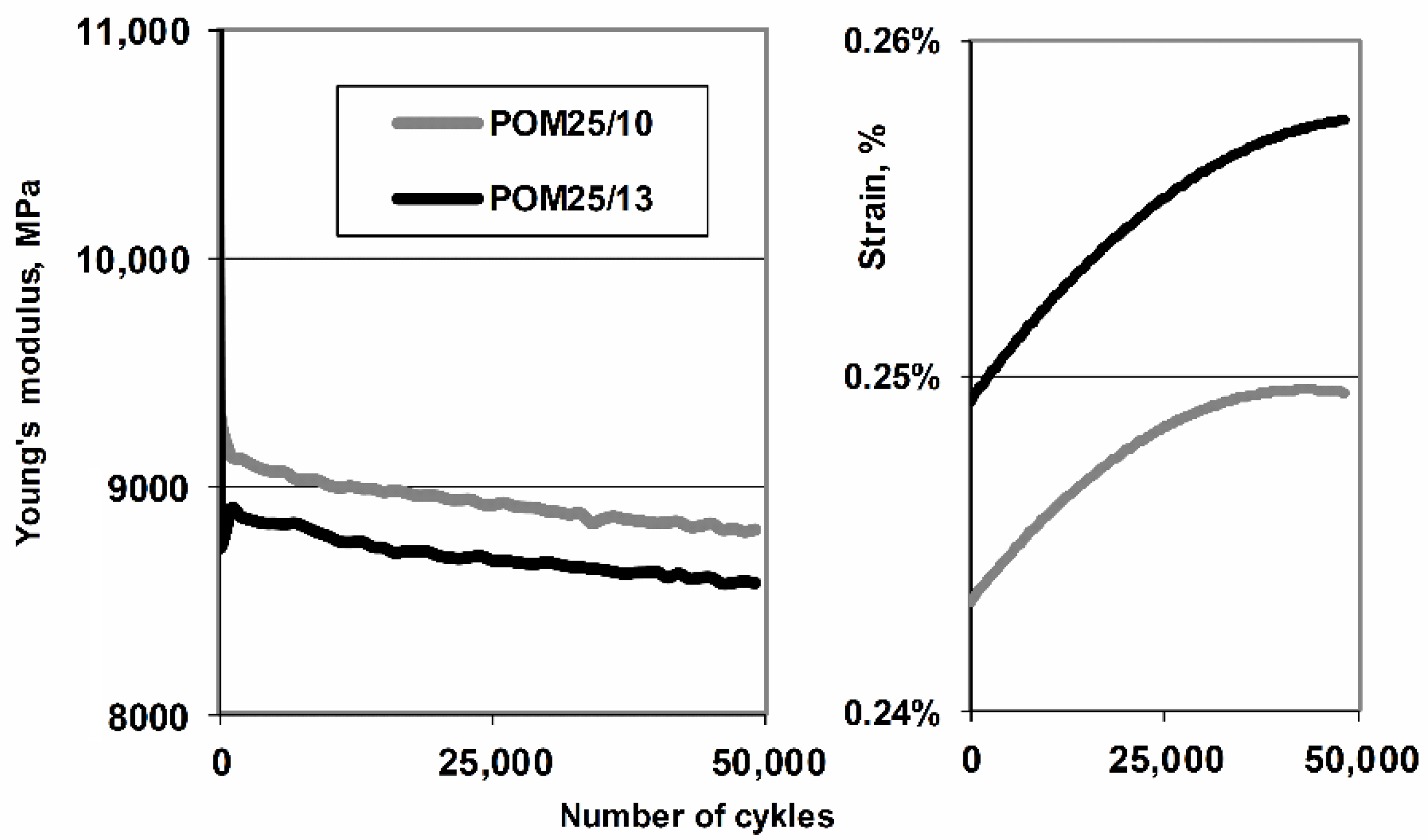
The comparison of modulus of elasticity and medium strain for acetal composites filled with 25% glass fiber with two diameters are presented in
Figure 15. Chart confirms the better ability (about 10% improvement) of fibers with smaller diameter to carry the fatigue load by the composite. Lower module drops (despite the larger “static” module for a composite with fiber diameter of 13 μm) and smaller deformation (at the same load) for a fiber-filled composite with a smaller diameter (10 µm) predispose this type of fiber to create composites for applications subjected to dynamic loads, additionally, it should be taken into account that the density of composites does not change with mass rather than volume fraction
Figure 16 shows the images of breakthroughs in N
2 of composites after fatigue. Micropictures present structure with characteristic features of spherulite with a plate-like structure in the shape of developed rosettes and considerable fragmentation resulting from fatigue. The smaller diameter of the fiber results in a structure with stronger fragmentation, but a greater degree of ordering capable of long-term transfer of dynamic loads.
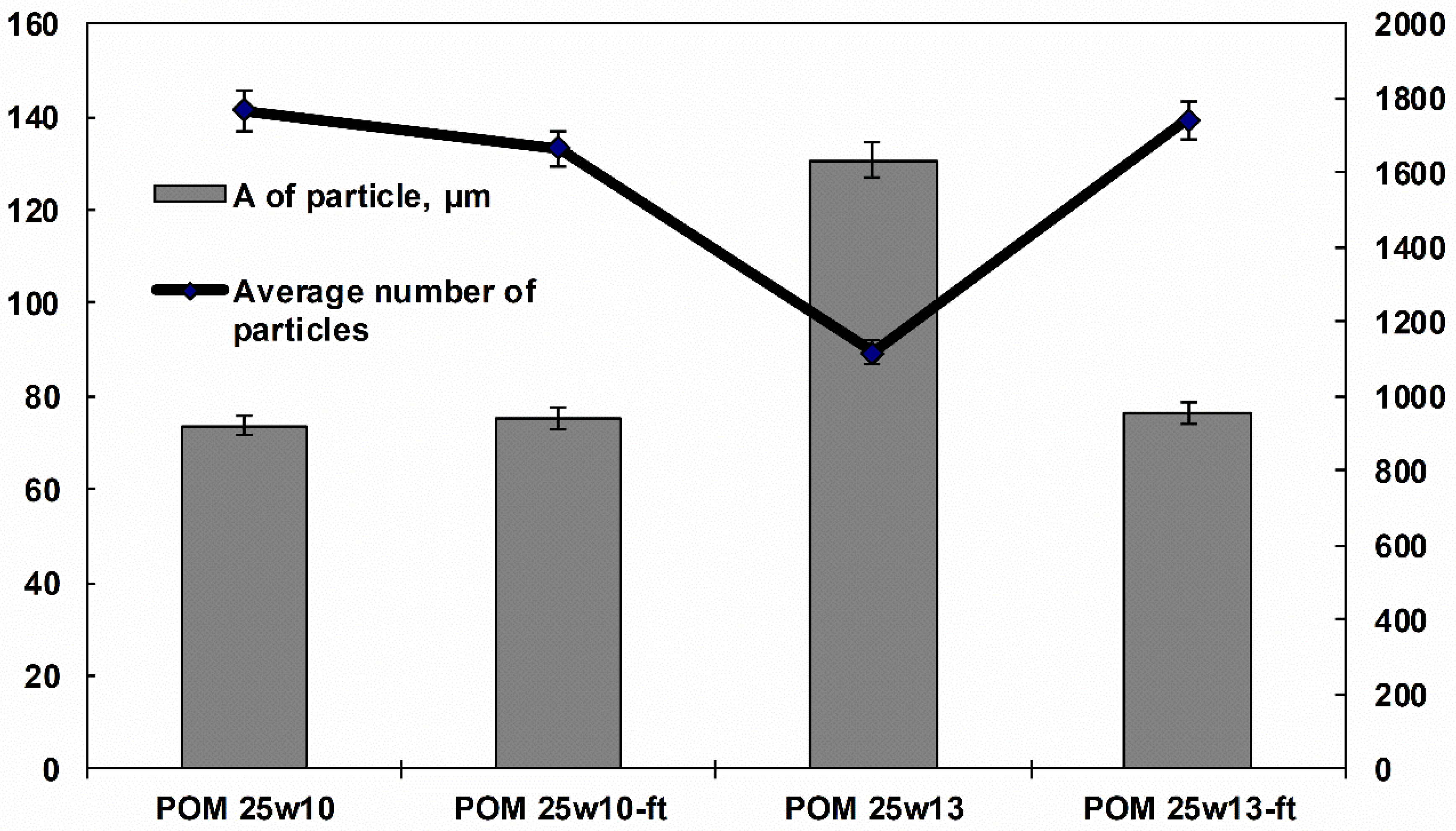
The computerized stereological calculation (presented in
Figure 17) results show that in the case of composites with a larger diameter of fiber, it is easier to break them under the influence of fatigue loads, as a consequence of grow average number of particles and drop in their average area. Filler parameters with a larger diameter after fatigue process reach ranges of those with a smaller diameter for which this process does not lead to significant changes, which indicates their “optimality” and greater ability to carry dynamic loads.
Based on the analysis of the poly(oxymethylene) literature [
44,
45], it can be assumed that it crystallizes in the hexagonal system (phase α). The description of the crystalline phase of poly(oxymethylene) is presented in
Table 5.
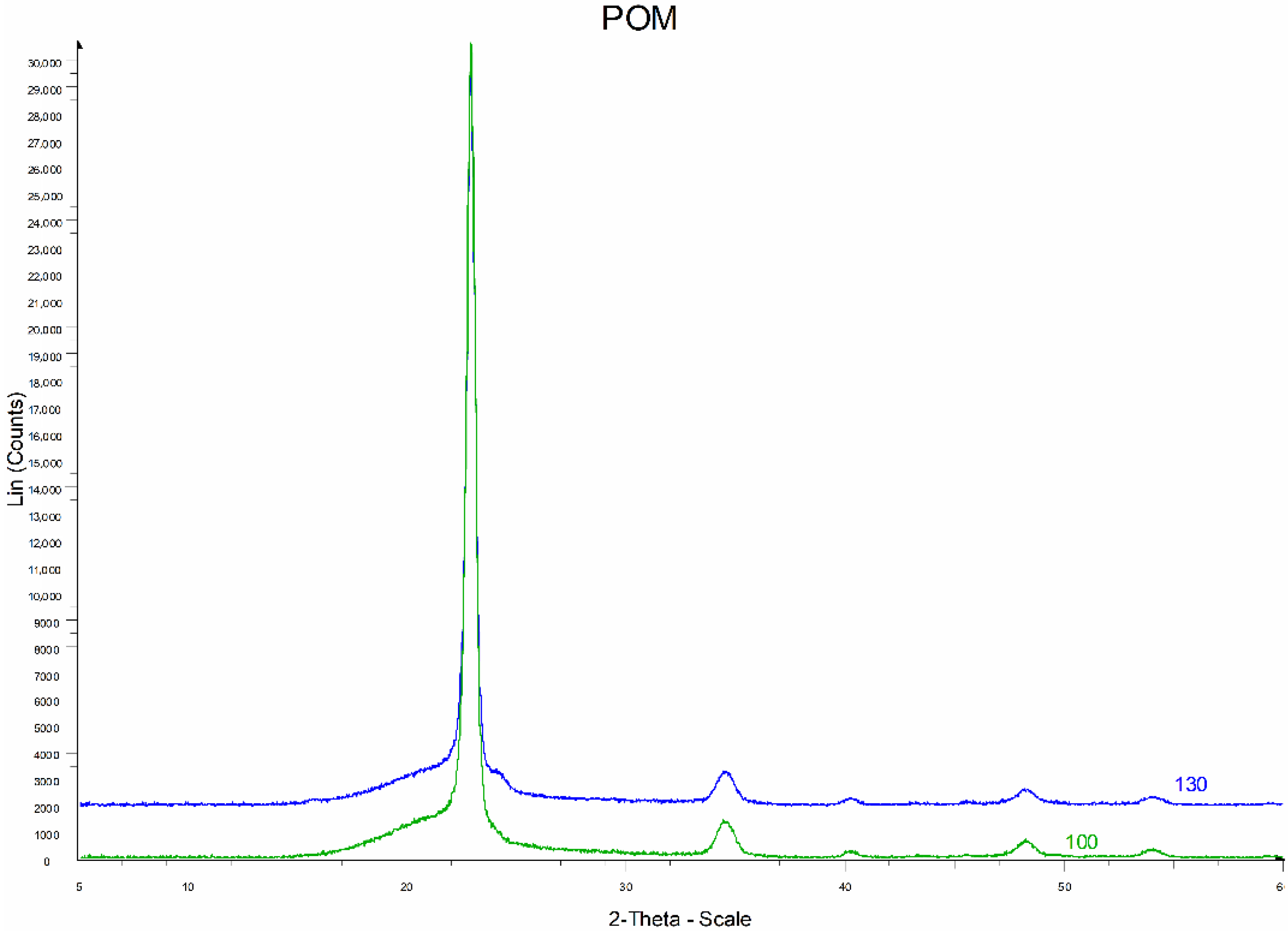
The WAXS diffractograms of a poly(oxymethylene) composite with 25% glass fiber with different diameters are shown in
Figure 18.
The diffractograms of POM composite samples with 25% glass fiber with different diameters are similar (
Figure 18). There are slight shifts of the deflection angle 2Ɵ for some peaks and changes in their intensity.
Table 6 lists the peak parameters from the crystalline phase of the POM composite with 25% glass fiber with a diameter of 10 μm (POM25-10) and 13 μm (POM25-13).
The crystalline phase of POM exhibits a strong reflex of 100 at an angle of 2Ɵ = 22°54′ and much weaker reflections 105, 110, 115. Peaks on the diffraction patterns of the tested composites occur at the same angles of deflection as the peaks appearing on the diffraction patterns presented in the literature [
44]. During the crystallization of the tested POM composites, a crystalline phase is formed with a network of hexagonal elementary cells.
Thermal analysis of the POM composites was performed and its results are summarized in
Table 7. It was assumed that the heat of fusion of the completely crystalline poly(oxymethylene) is Δhc = 247.0 J/g [
35].
It is known from the literature that the melting point of poly(oxymethylene) without fillers is
Tm = 183 °C, the glass transition temperature
Tg = −80 °C and the degree of crystallinity
wc = 80%–90% [
37].
Thermal analysis by differential scanning calorimetry was performed using a DSC Q2000 TA apparatus (TA Instruments, New Castle, DE, USA). The samples were heated, cooled, and re-heated at a rate of 10 °C/min, in the temperature range from −80 °C to +300 °C. The melting point (Tm) was determined as the value corresponding to the peak extreme of a given transformation.
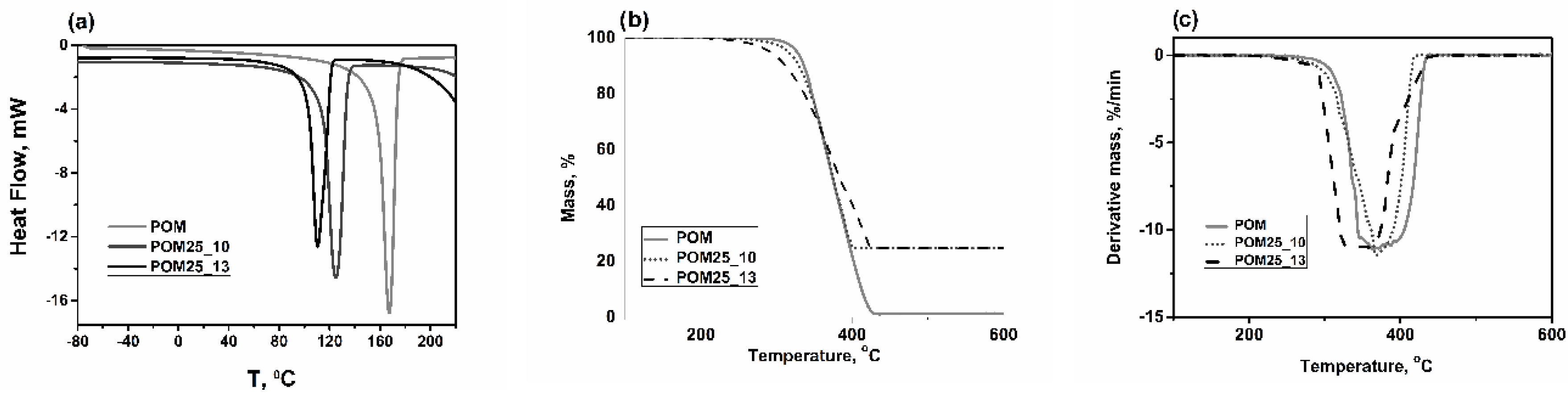
Figure 19a shows the calorimetric curves of poly(oxymethylene) and composites containing glass fiber in an amount of 25 wt %. with a diameter of 10 and 13 µm. On the curves, during heating, endothermic effects were recorded. The obtained curves show a similar character. Endothermic peaks corresponding to the material melting process in the range of 90–180 °C were observed. The melting point for a composition with a 25% fiber content with a 10 µm diameter was 124 °C, for a sample with a 13 µm diameter of the fiber −110 °C, while for a sample without the filler the melting point was 167 °C.
The thermal stability of polymer composite materials was tested by TG (TGA) analysis.
Figure 19b,c show TG and differential TG (DTG) curves of pure polymer matrix and composite materials.
Measurements were carried out for samples without prior annealing at higher temperatures, after conditioning samples at 25 °C for 3 h.
The DTG peak corresponds to the initiation of material decomposition and thermal degradation of the material, which is useful in engineering applications in determining the operating temperature range. The obtained results indicate that the addition of a filler affects the thermal stability of the polymer matrix; The increased content of residual char (b) in composites strictly corresponds to the filler content. The highest thermal stability can be observed for the POM25_10 sample, which corresponds to a glass fiber composite with a diameter of 10 µm.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}