Improving the Mechanical and Electrical Properties of Ceramizable Silicone Rubber/Halloysite Composites and Their Ceramic Residues by Incorporation of Different Borates

Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of Silicone Rubber Based Ceramizable Composites
2.3. Characterization of the Composites and Ceramic Residues
3. Results and Discussions
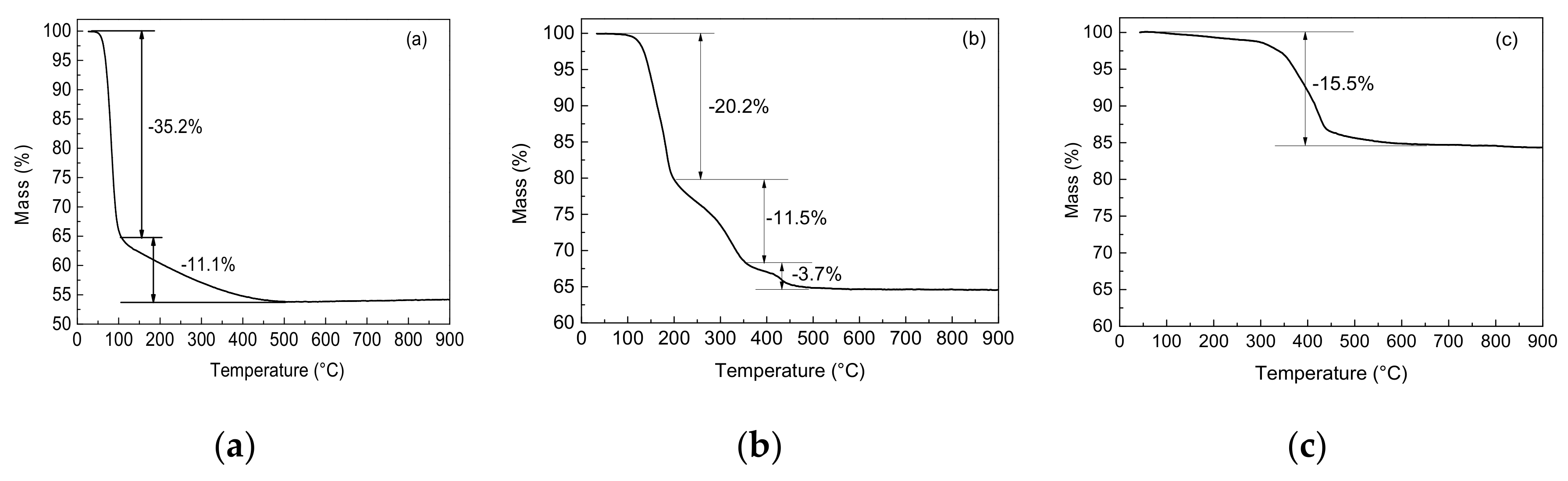
3.1. Characterization of the Borates
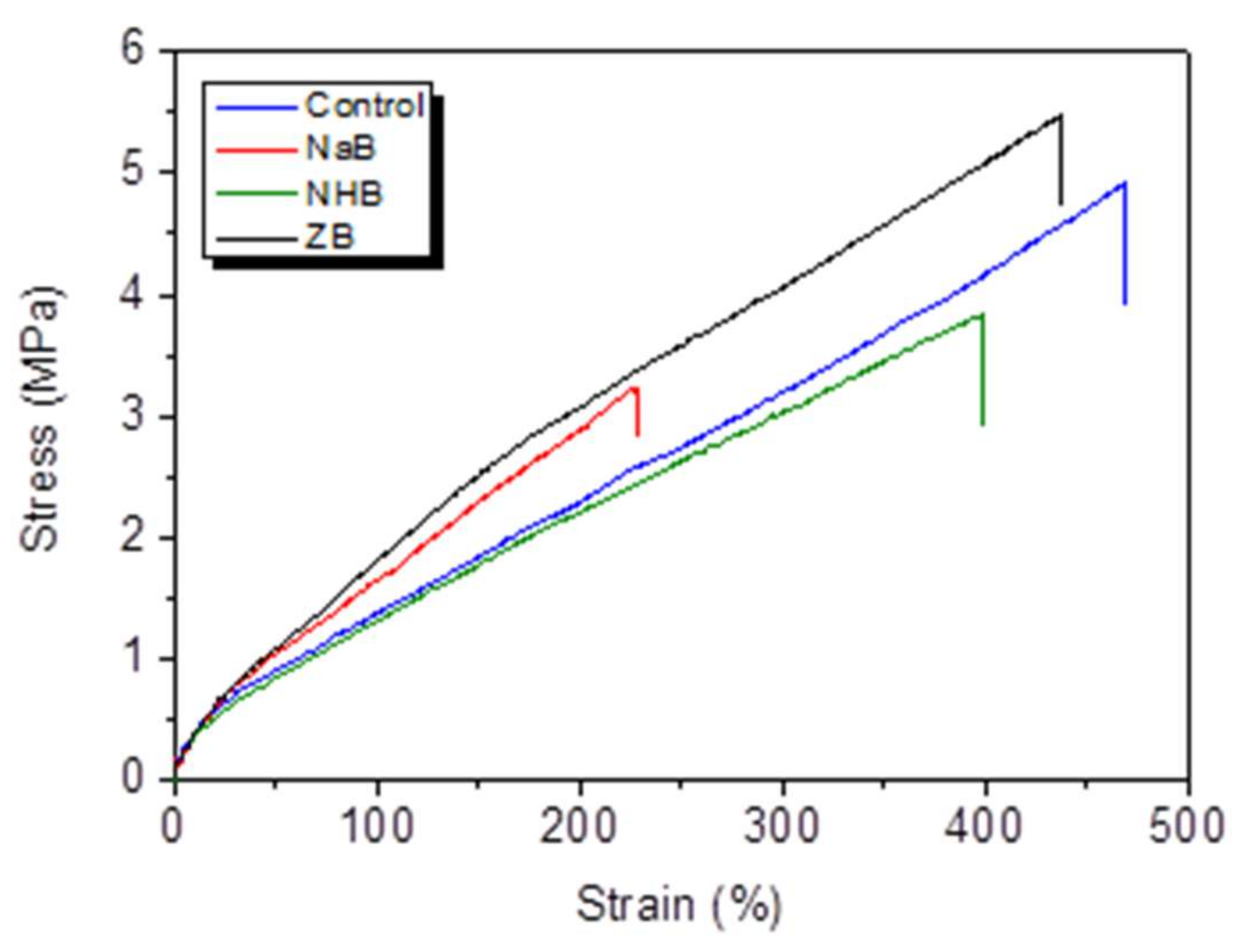
3.2. Effect of Borates on the Mechanical Properties of Ceramizable MVQ/HNT Composites
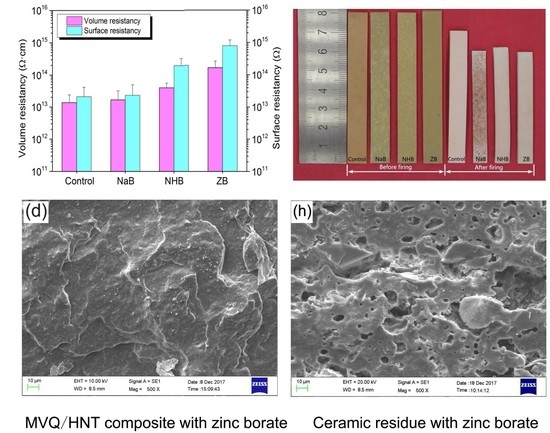
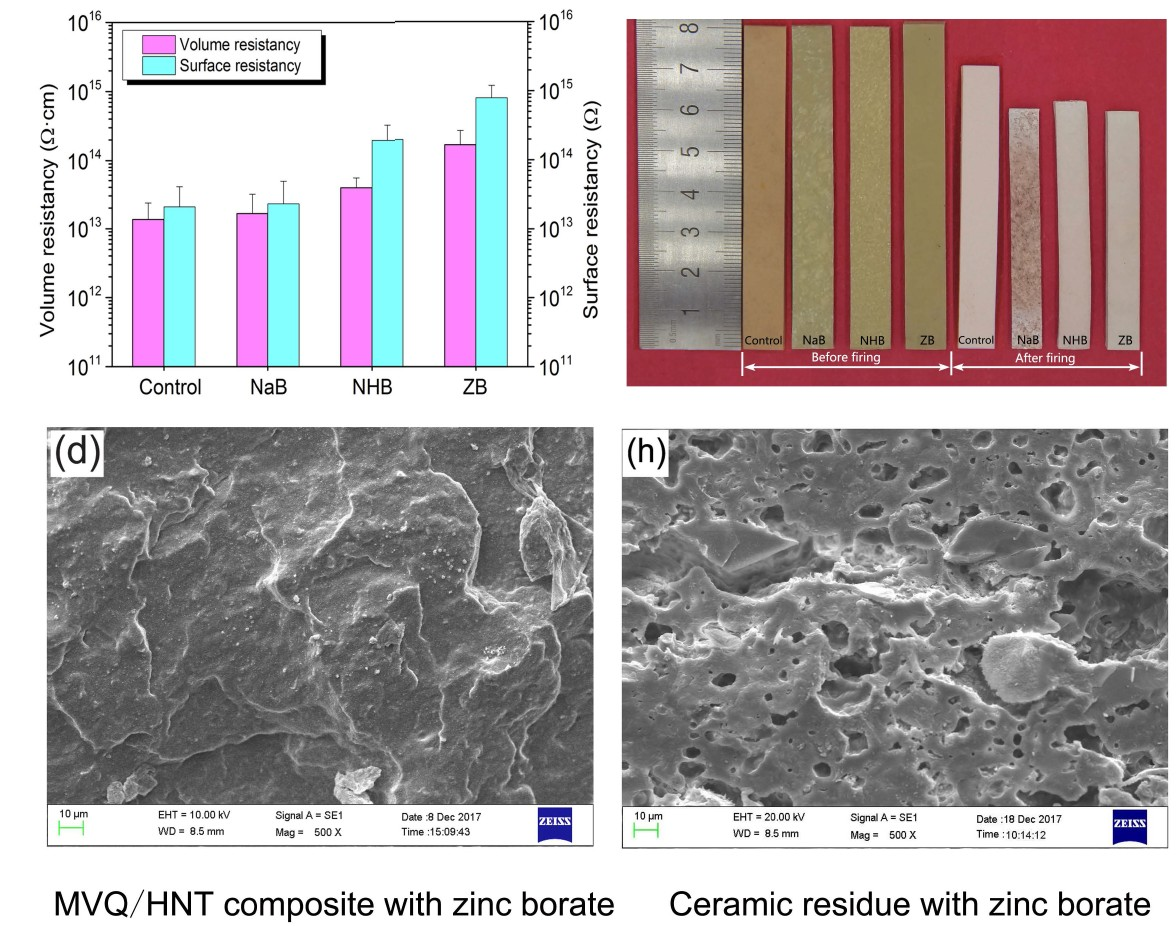
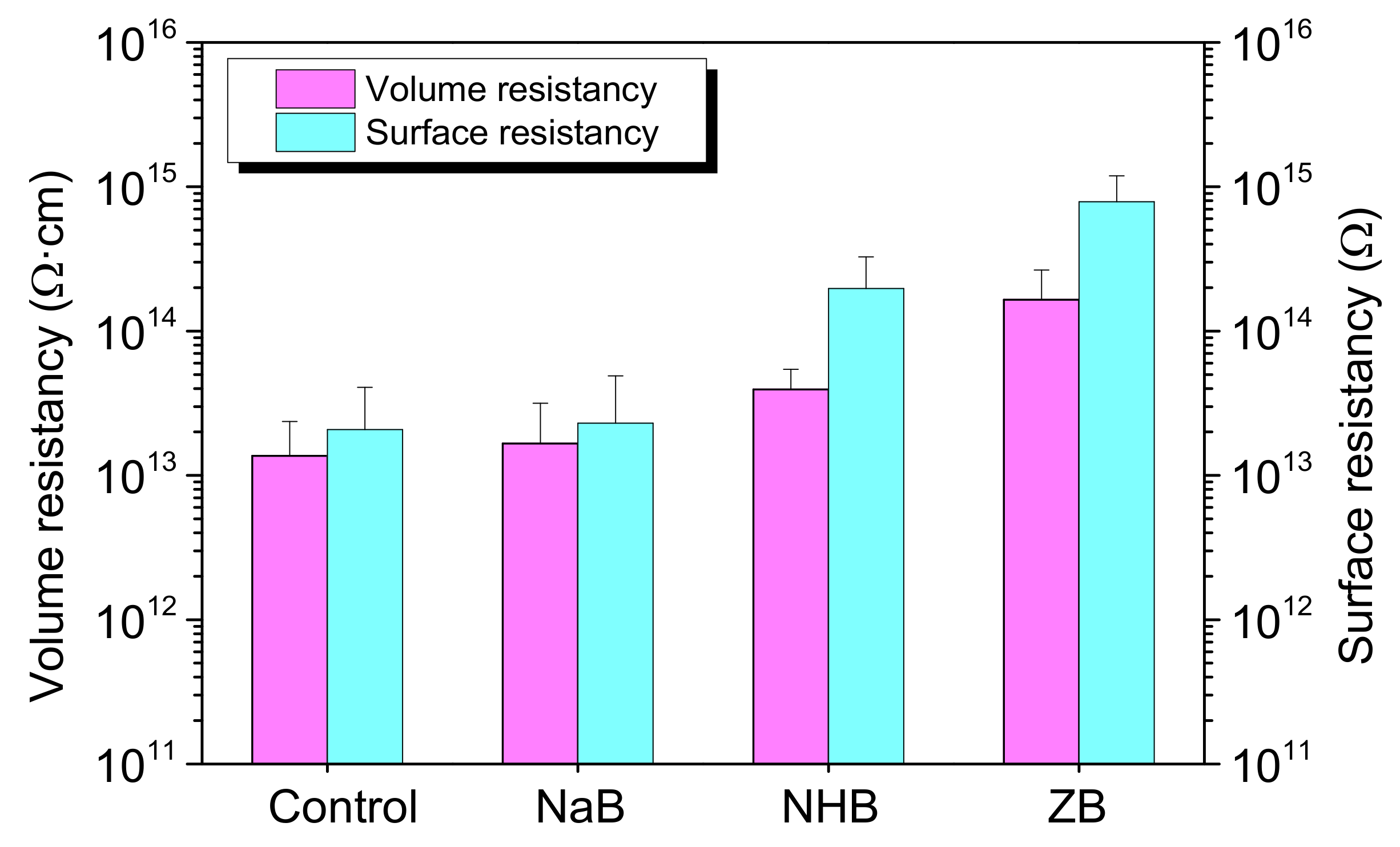
3.3. Effect of Borates on the Electrical Properties of Ceramizable MVQ/HNT Composites
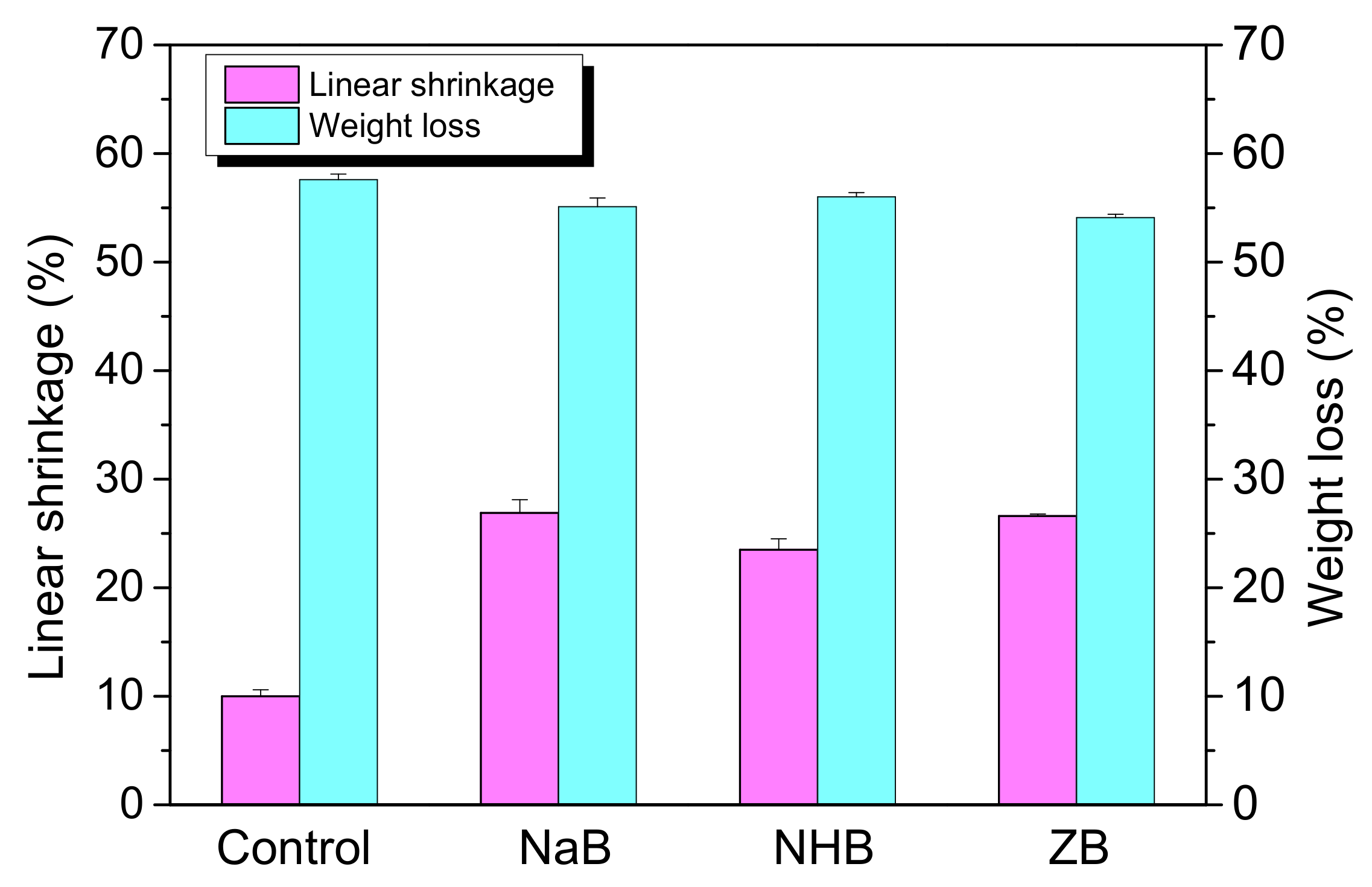
3.4. Effect of Borates on Linear Shrinkage and Weight Loss of Ceramic Residues
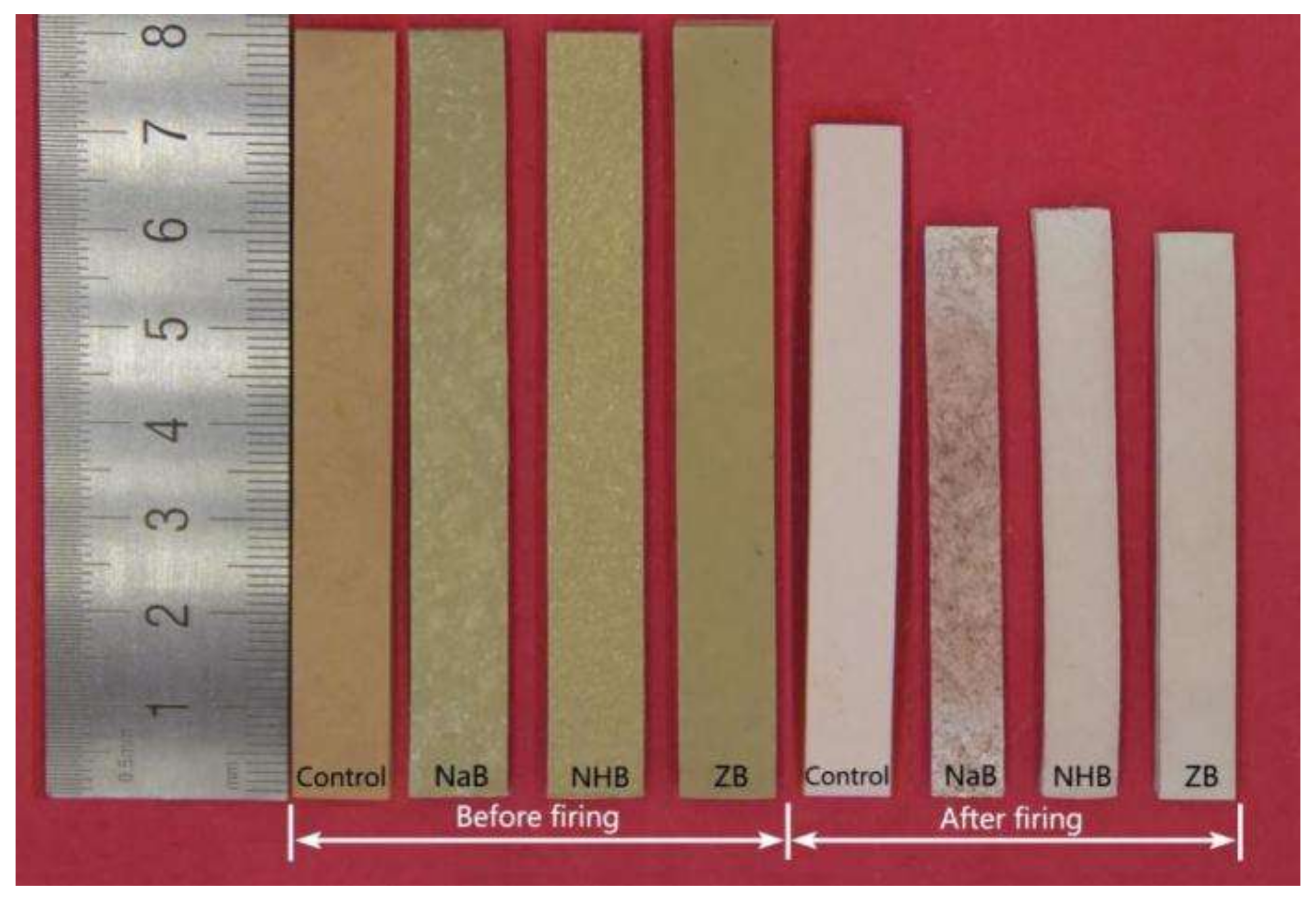
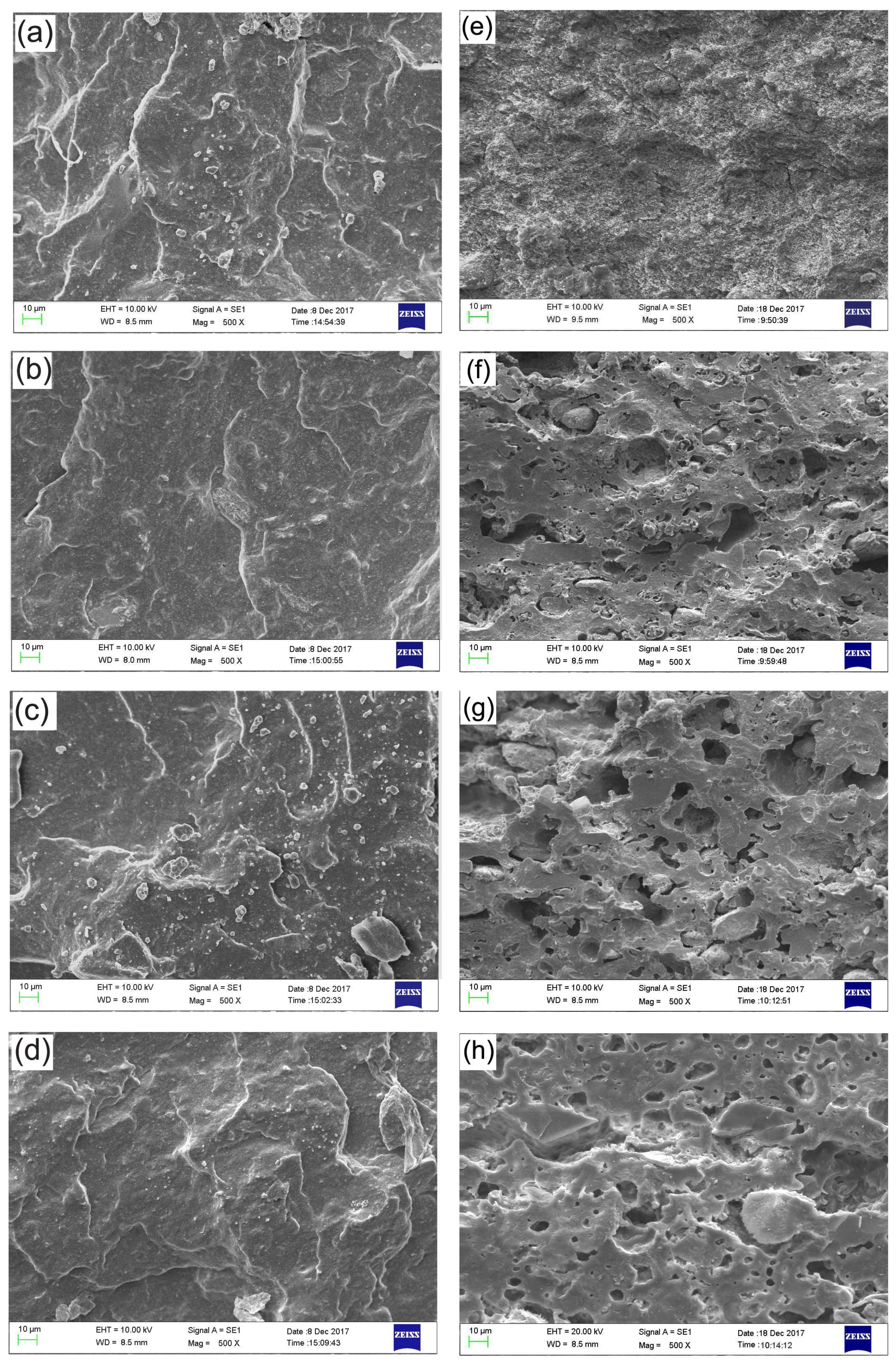
3.5. Surface Morphology of Ceramizable MVQ/HNT Composites and Corresponding Ceramic Residues
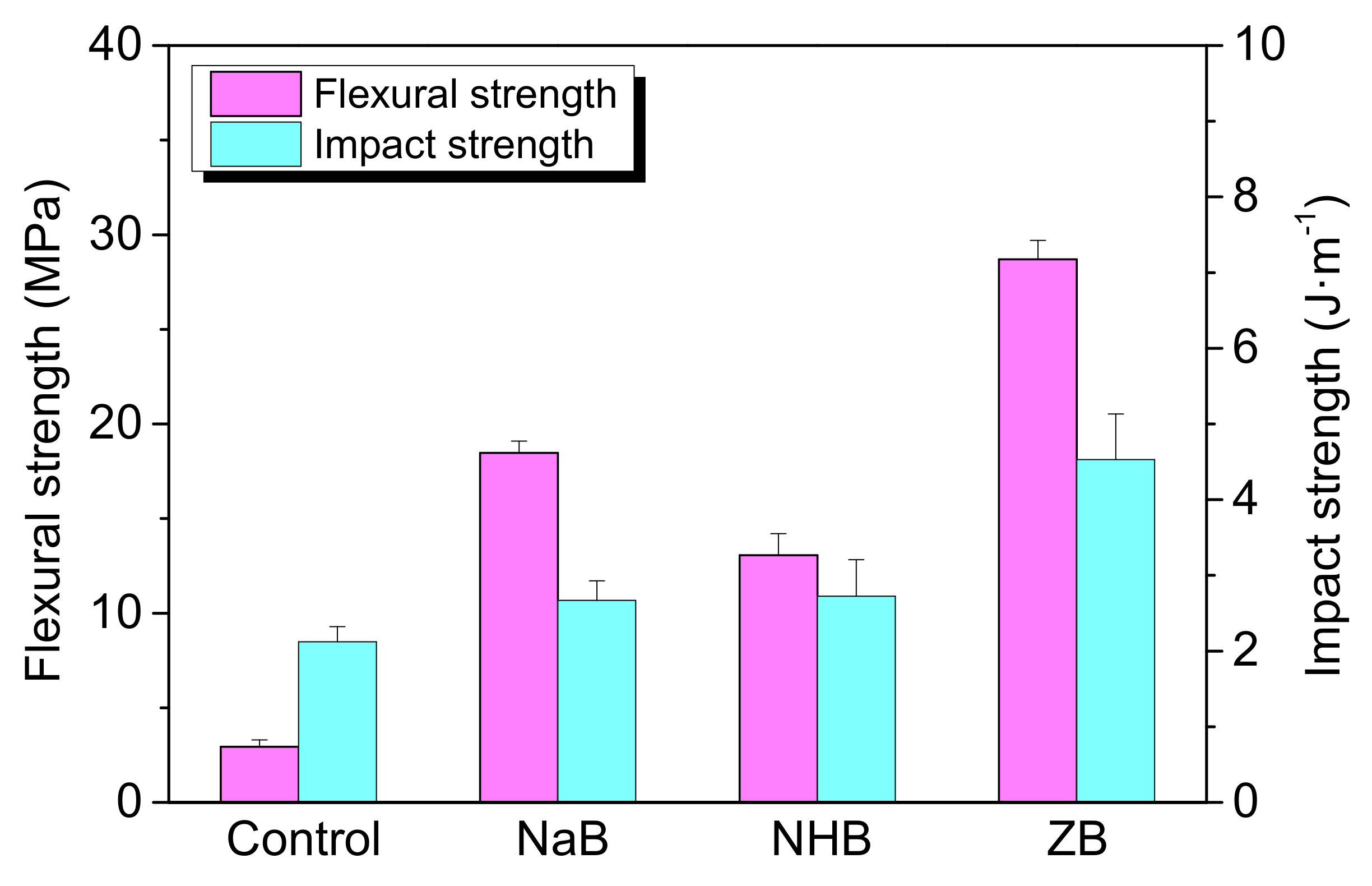
3.6. Effect of the Borates on the Flexural and Impact Strength of Ceramic Residues
3.7. SEM Analysis
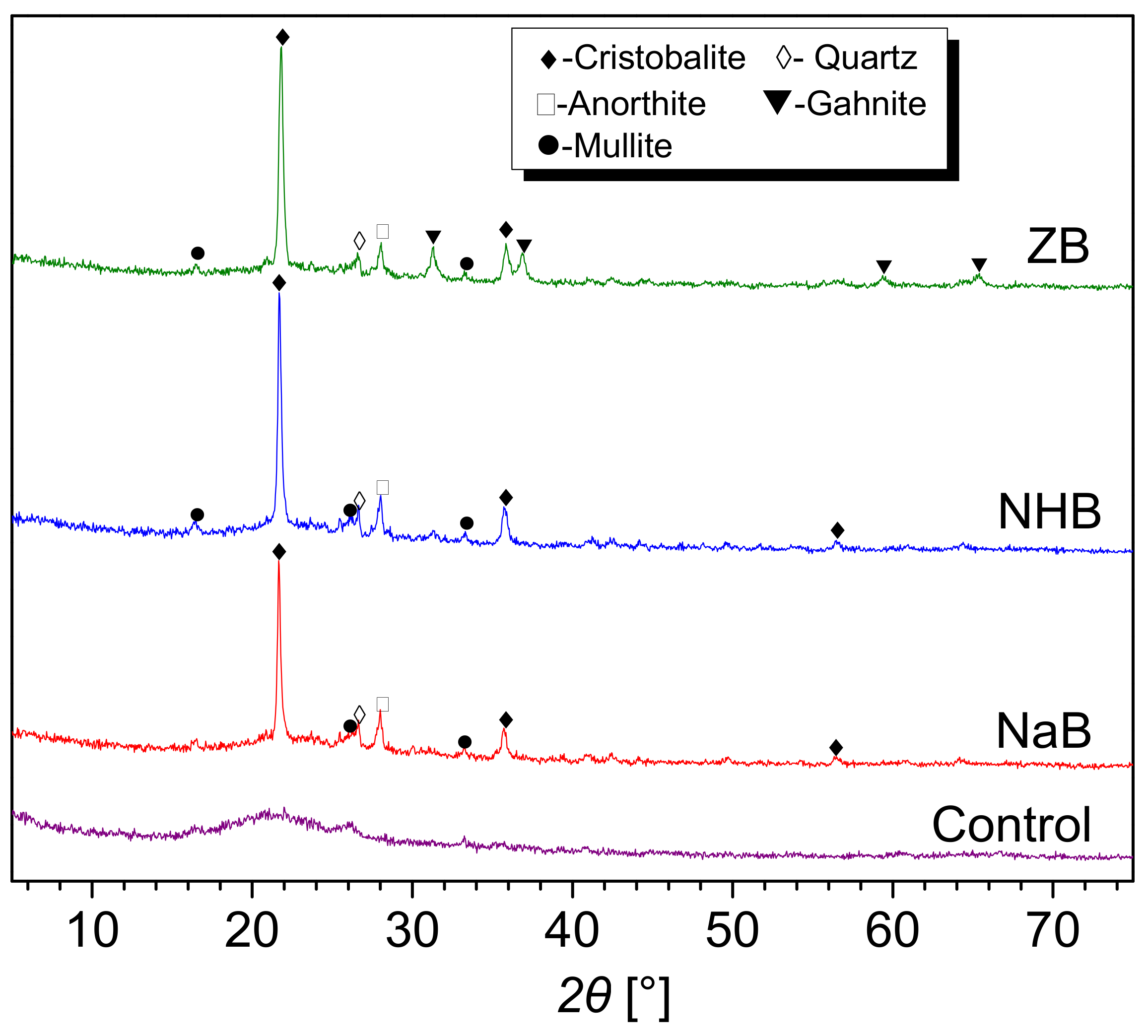
3.8. XRD Analysis
3.9. Proposed Ceramizable Mechanism
4. Conclusions
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Hayashida, K.; Tsuge, S.; Ohtani, H. Flame retardant mechanism of polydimethylsiloxane material containing platinum compound studied by analytical pyrolysis techniques and alkaline hydrolysis gas chromatography. Polymer 2003, 44, 5611–5616. [Google Scholar] [CrossRef]
- Hanu, L.G.; Simon, G.P.; Cheng, Y.B. Preferential orientation of muscovite in ceramizable silicone composites. Mater. Sci. Eng. A 2005, 398, 180–187. [Google Scholar] [CrossRef]
- Mansouri, J.; Burford, R.P.; Cheng, Y.B.; Hanu, L. Formation of strong ceramified ash from silicone-based compositions. J. Mater. Sci. 2005, 40, 5741–5749. [Google Scholar] [CrossRef]
- Gong, X.H.; Wu, T.Y.; Ma, J.; Zhao, D.; Shen, Y.C.; Wang, T.W. Improved self-supporting property of ceramifying silicone rubber composites by forming crystalline phase at high temperatures. J. Alloys Compd. 2017, 706, 322–329. [Google Scholar] [CrossRef]
- Yu, L.; Zhou, S.; Zou, H.; Liang, M. Thermal stability and ablation properties study of aluminum silicate ceramic fiber and acicular wollastonite filled silicone rubber composite. J. Appl. Polym. Sci. 2014, 131, 1–15. [Google Scholar] [CrossRef]
- Lou, F.P.; Yan, W.; Guo, W.H.; Wei, T.; Li, Q.Y. Preparation and properties of ceramifiable flame-retarded silicone rubber composites. J. Therm. Anal. Calorim. 2017, 130, 813–821. [Google Scholar] [CrossRef]
- Anyszka, R.; Bieliński, D.M.; Pędzich, Z.; Szumera, M. Influence of surface-modified montmorillonites on properties of silicone rubber-based ceramizable composites. J. Therm. Anal. Calorim. 2015, 119, 111–121. [Google Scholar] [CrossRef]
- Guo, J.H.; Zhang, Y.; Li, H.J.; Zhang, X. Effect of the sintering temperature on the microstructure, properties and formation mechanism of ceramic materials obtained from polysiloxane elastomer-based ceramizable composites. J. Alloys Compd. 2016, 678, 499–505. [Google Scholar] [CrossRef]
- Lou, F.P.; Cheng, L.H.; Li, Q.Y.; Wei, T.; Guan, X.Y.; Guo, W.H. The combination of glass dust and glass fiber as fluxing agents for ceramizable silicone rubber composites. RSC Adv. 2017, 7, 38805–38811. [Google Scholar] [CrossRef]
- Hu, S.; Chen, F.; Li, J.G.; Shen, Q.; Huang, Z.X.; Zhang, M.L. The ceramifying process and mechanical properties of silicone rubber/ammonium polyphosphate/aluminium hydroxide/mica composites. Polym. Degrad. Stabil. 2016, 126, 196–203. [Google Scholar] [CrossRef]
- Hamdani, S.; Pommier, A.; Longuet, C.; Lopez-Cuesta, J.M.; Ganachaud, F. Calcium and aluminium-based fillers as flame-retardant additives in silicone matrices II. Analyses on composite residues from an industrial-based pyrolysis test. Polym. Degrad. Stabil. 2011, 96, 1562–1572. [Google Scholar] [CrossRef]
- Imiela, M.; Anyszka, R.; Bieliński, D.M.; Pędzich, Z.; Napierała, M.Z.; Szumera, M. Effect of carbon fibers on thermal properties and mechanical strength of ceramizable composites based on silicone rubber. J. Therm. Anal. Calorim. 2016, 124, 197–203. [Google Scholar] [CrossRef]
- Marosi, G.; Márton, A.; Anna, P.; Bertalan, G.; Marosföi, B.; Szép, A. Ceramic precursor in flame retardant systems. Polym. Degrad. Stabil. 2002, 77, 259–265. [Google Scholar] [CrossRef]
- Mansouri, J.; Wood, C.; Roberts, K.; Cheng, Y.B.; Burford, R.P. Investigation of the ceramifying process of modified silicone-silicate compositions. J. Mater. Sci. 2007, 42, 6046–6055. [Google Scholar] [CrossRef]
- Guo, J.H.; Gao, W.; Wang, Y.; Liang, D.; Li, H.J.; Zhang, X. Effect of glass frit with low softening temperature on the properties, microstructure and formation mechanism of polysiloxane elastomer-based ceramizable composites. Polym. Degrad. Stabil. 2017, 136, 71–79. [Google Scholar] [CrossRef]
- Hanu, L.G.; Simon, G.P.; Cheng, Y.B. Thermal stability and flammability of silicone polymer composites. Polym. Degrad. Stabil. 2006, 91, 1373–1379. [Google Scholar] [CrossRef]
- Shen, K.K.; Kochesfahani, S.; Jouffret, F. Zinc borates as multifunctional polymer additives. Polym. Adv. Technol. 2010, 19, 469–474. [Google Scholar] [CrossRef]
- Al-Hassany, Z.; Genovese, A.; Shanks, R.A. Fire-retardant and fire-barrier poly(vinyl acetate) composites for sealant application. Express Polym. Lett. 2010, 4, 79–93. [Google Scholar] [CrossRef]
- Anyszka, R.; Bielinski, D.M.; Jędrzejczyk, M. Thermal behavior of silicone rubber based ceramizable composites characterized by fourier transform infrared (FT-IR) spectroscopy and microcalorimetry. Appl. Spectrosc. 2013, 67, 1437–1440. [Google Scholar] [CrossRef] [PubMed]
- Anyszka, R.; Bieliński, D.M.; Pędzich, Z.; Dul, J. Ceramizable silicone rubber-based composites. Adv. Sci. Technol. 2012, 66, 82–88. [Google Scholar]
- Wilson, I.R. Kaolin and halloysite deposits of China. Clay Miner. 2004, 39, 1–15. [Google Scholar] [CrossRef]
- Lvov, Y.M.; Shchukin, D.G.; Möhwald, H.; Price, R.R. Halloysite clay nanotubes for controlled release of protective agents. ACS Nano 2008, 2, 814–820. [Google Scholar] [CrossRef] [PubMed]
- Pasbakhsh, P.; Ismail, H.; Fauzi, M.N.A.; Bakar, A.A. EPDM/modified halloysite nanocomposites. Appl. Clay Sci. 2010, 48, 405–413. [Google Scholar] [CrossRef]
- Alwaan, I.M.; Hassan, A.; Piah, M.A.M. Effect of zinc borate on mechanical and dielectric properties of metallocene linear low-density polyethylene/rubbers/magnesium oxide composite for wire and cable applications. Iran Polym. J. 2015, 24, 279–288. [Google Scholar] [CrossRef]
- Yang, S.N.; Lv, G.P.; Liu, Y.; Wang, Q. Synergism of polysiloxane and zinc borate flame retardant polycarbonate. Polym. Degrad. Stabil. 2013, 98, 2795–2800. [Google Scholar] [CrossRef]
- Wang, J.; Ji, C.; Yan, Y.; Zhao, D.; Shi, L. Mechanical and ceramizable properties of silicone rubber filled with different inorganic fillers. Polym. Degrad. Stabil. 2015, 121, 149–156. [Google Scholar] [CrossRef]
- Yuan, P.; Tan, D.Y.; Annabi-Bergaya, F.; Yan, W.C.; Fan, M.D.; Liu, D.; He, H.P. Changes in structure, morphology, porosity, and surface activity of mesoporous halloysite nanotubes under heating. Clays Clay Miner. 2012, 60, 561–573. [Google Scholar] [CrossRef]
- Kokubo, T.; Ito, S.; Sakka, S.; Yamamuro, T. Formation of a high-strength bioactive glass-ceramic in the system MgO-CaO-SiO2-P2O5. J. Mater. Sci. 1986, 21, 536–540. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients (phr) | Symbols | |||
|---|---|---|---|---|
| Control | NaB | NHB | ZB | |
| Silicone rubber | 100 | 100 | 100 | 100 |
| Fumed silica | 40 | 40 | 40 | 40 |
| Halloysite | 30 | 30 | 30 | 30 |
| Calcium carbonate | 5 | 5 | 5 | 5 |
| Sodium tetraborate decahydrate | - | 7.5 | - | - |
| Ammonium pentaborate | - | - | 7.5 | - |
| Zinc borate | - | - | - | 7.5 |
| DBPMH | 2 | 2 | 2 | 2 |
| Samples | Initial Degradation Temperature, T5% (°C) | Maximum Degradation Temperature, Td% (°C) | Mass of Residue at 900 °C (%) |
|---|---|---|---|
| NaB | 66.9 | 84.0 | 54.2 |
| NHB | 144.0 | 184.0 | 64.6 |
| ZB | 371.5 | 417.0 | 84.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Chen, X.; Zhang, Y. Improving the Mechanical and Electrical Properties of Ceramizable Silicone Rubber/Halloysite Composites and Their Ceramic Residues by Incorporation of Different Borates. Polymers 2018, 10, 388. https://doi.org/10.3390/polym10040388
Guo J, Chen X, Zhang Y. Improving the Mechanical and Electrical Properties of Ceramizable Silicone Rubber/Halloysite Composites and Their Ceramic Residues by Incorporation of Different Borates. Polymers. 2018; 10(4):388. https://doi.org/10.3390/polym10040388
Chicago/Turabian StyleGuo, Jianhua, Xuming Chen, and Yong Zhang. 2018. "Improving the Mechanical and Electrical Properties of Ceramizable Silicone Rubber/Halloysite Composites and Their Ceramic Residues by Incorporation of Different Borates" Polymers 10, no. 4: 388. https://doi.org/10.3390/polym10040388