

Low-Temperature Manufacture of Cubic-Phase Li7La3Zr2O12 Electrolyte for All-Solid-State Batteries by Bed Powder

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Pure LLZO Powder and Pellets with Bed Powder
2.2. Sintering
2.3. Characterization
3. Results
3.1. Optimization of the Synthesis
3.1.1. Sintering Temperature
3.1.2. Duration of Sintering
3.1.3. Amount of Bed Powder
3.1.4. Structural Uniformity
3.2. SEM, EDS, and ICP-AES Analysis
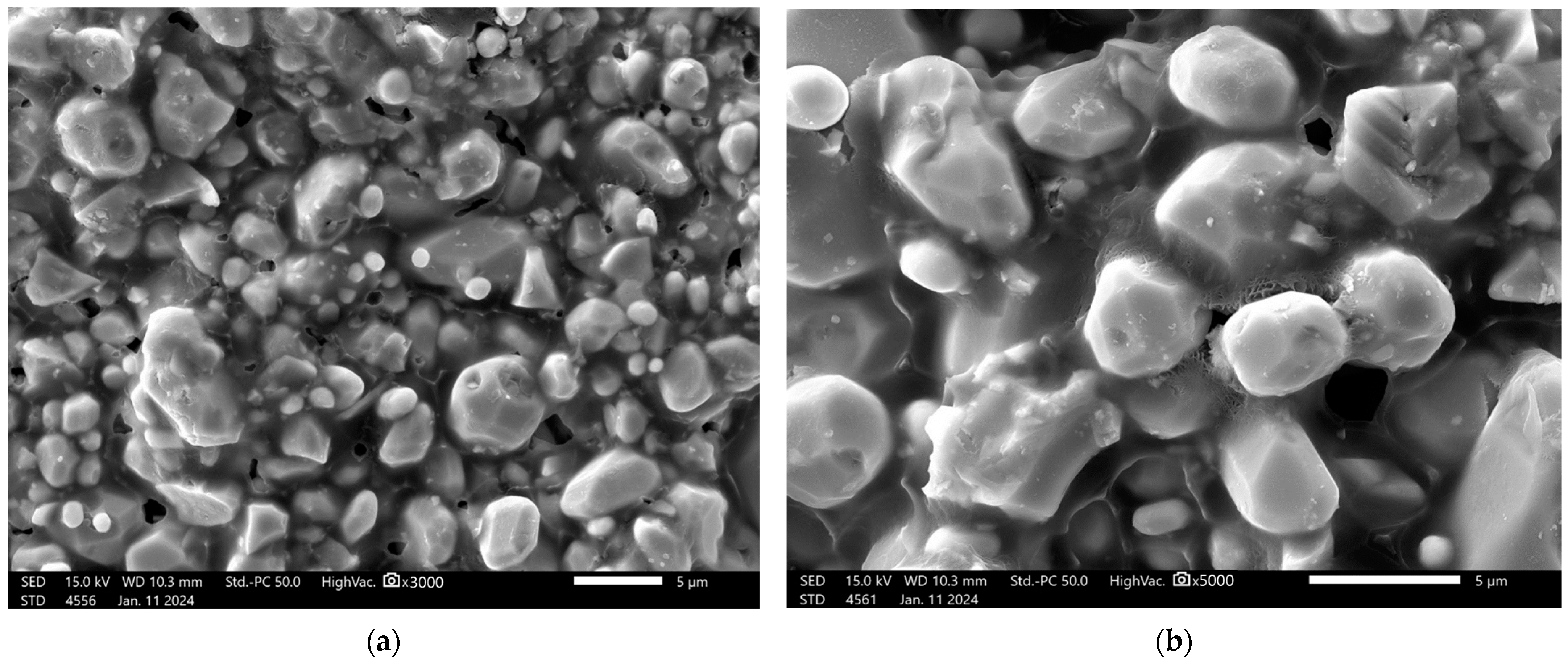
3.2.1. SEM Analysis
3.2.2. EDS Analysis
3.2.3. ICP-AES Analysis
3.3. Ionic Conductivity
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tarascon, J.-M.; Armand, M. Issues and challenges facing rechargeable lithium batteries. Nature 2001, 414, 359–367. [Google Scholar] [CrossRef]
- Zubi, G.; Dufo-López, R. The lithium-ion battery: State of the art and future perspectives. Renew. Sustain. Energy Rev. 2018, 89, 292–308. [Google Scholar] [CrossRef]
- Wen, J.; Yu, Y. A review on lithium-ion batteries safety issues: Existing problems and possible solutions. Mater. Express 2012, 2, 197–212. [Google Scholar] [CrossRef]
- Wang, Q.; Jiang, L. Progress of enhancing the safety of lithium ion battery from the electrolyte aspect. Nano Energy 2019, 55, 93–114. [Google Scholar] [CrossRef]
- Roth, E.P.; Orendorff, C.J. How electrolytes influence battery safety. Electrochem. Soc. Interface 2012, 21, 45. [Google Scholar] [CrossRef]
- Jung, Y.C.; Kim, S.K. Ceramic separators based on Li+-conducting inorganic electrolyte for high-performance lithium-ion batteries with enhanced safety. J. Power Sources 2015, 293, 675–683. [Google Scholar] [CrossRef]
- Hayashi, A.; Tatsumisago, M. Recent development of bulk-type solid-state rechargeable lithium batteries with sulfide glass-ceramic electrolytes. Electron. Mater. Lett. 2012, 8, 199–207. [Google Scholar] [CrossRef]
- Hatzell, K.B.; Chen, X.C. Challenges in lithium metal anodes for solid-state batteries. ACS Energy Lett. 2020, 5, 922–934. [Google Scholar] [CrossRef]
- Agrawal, R.C.; Pandey, G.P. Solid polymer electrolytes: Materials designing and all-solid-state battery applications: An overview. J. Phys. D Appl. Phys. 2008, 41, 223001. [Google Scholar] [CrossRef]
- Banerjee, A.; Wang, X. Interfaces and interphases in all-solid-state batteries with inorganic solid electrolytes. Chem. Rev. 2020, 120, 6878–6933. [Google Scholar] [CrossRef]
- Lim, H.D.; Park, J.H. A review of challenges and issues concerning interfaces for all-solid-state batteries. Energy Storage Mater. 2020, 25, 224–250. [Google Scholar] [CrossRef]
- Diederichsen, K.M.; McShane, E.J. Promising routes to a high Li+ transference number electrolyte for lithium ion batteries. ACS Energy Lett. 2017, 2, 2563–2575. [Google Scholar] [CrossRef]
- Zhao, N.; Khokhar, W. Solid garnet batteries. Joule 2019, 3, 1190–1199. [Google Scholar] [CrossRef]
- He, L.; Oh, J.A.S. Synthesis and interface modification of oxide solid-state electrolyte-based all-solid-state lithium-ion batteries: Advances and perspectives. Funct. Mater. Lett. 2021, 14, 2130002. [Google Scholar] [CrossRef]
- Ji, W.; Luo, B. A review of challenges and issues concerning interfaces for garnet-type all-solid-state batteries. J. Alloys Compd. 2024, 2024, 173530. [Google Scholar] [CrossRef]
- Awaka, J.; Takashima, A. Crystal structure of fast lithium-ion-conducting cubic Li7La3Zr2O12. Chem. Lett. 2011, 40, 60–62. [Google Scholar] [CrossRef]
- Awaka, J.; Kijima, N. Synthesis and structure analysis of tetragonal Li7La3Zr2O12 with the garnet-related type structure. J. Solid State Chem. 2009, 182, 2046–2052. [Google Scholar] [CrossRef]
- Chen, F.; Li, J. Origin of the phase transition in lithium garnets. J. Phys. Chem. C 2018, 122, 1963–1972. [Google Scholar] [CrossRef]
- Chen, C.; Wang, K. Processing and Properties of Garnet-Type Li7La3Zr2O12 Ceramic Electrolytes. Small 2023, 19, 2205550. [Google Scholar] [CrossRef]
- Chen, C.; Sun, Y. Microstructural and electrochemical properties of Al-and Ga-doped Li7La3Zr2O12 garnet solid electrolytes. ACS Appl. Energy Mater. 2020, 3, 4708–4719. [Google Scholar] [CrossRef]
- Kotobuki, M.; Yan, B. Study on stabilization of cubic Li7La3Zr2O12 by Ge substitution in various atmospheres. Funct. Mater. Lett. 2016, 9, 1642005. [Google Scholar] [CrossRef]
- Lei, C.; Shetty, D.K. Fabrication of high-density and translucent Al-containing garnet, Li7−xLa3Zr2−xTaxO12 (LLZTO) solid-state electrolyte by pressure filtration and sintering. Solid State Ion. 2021, 364, 115640. [Google Scholar] [CrossRef]
- Hamao, N.; Hamamoto, K. Fabrication of single-grain-layered garnet-type electrolyte sheets by a precursor method. J. Asian Ceram. Soc. 2022, 10, 1–8. [Google Scholar] [CrossRef]
- Rettenwander, D.; Redhammer, G. Structural and electrochemical consequences of Al and Ga cosubstitution in Li7La3Zr2O12 solid electrolytes. Chem. Mater. 2016, 28, 2384–2392. [Google Scholar] [CrossRef]
- Huang, X.; Lu, Y. None-mother-powder method to prepare dense Li-garnet solid electrolytes with high critical current density. ACS Appl. Energy Mater. 2018, 1, 5355–5365. [Google Scholar] [CrossRef]
- Kotobuki, M.; Hanc, E. Stabilization of cubic Li7La3Zr2O12 by Al substitution in various atmospheres. Solid State Ion. 2020, 350, 115323. [Google Scholar] [CrossRef]
- Matsui, M.; Takahashi, K. Phase stability of a garnet-type lithium ion conductor Li7La3Zr2O12. Dalton Trans. 2014, 43, 1019–1024. [Google Scholar] [CrossRef]
- Thompson, T.; Wolfenstine, J. Tetragonal vs. cubic phase stability in Al–free Ta doped Li7La3Zr2O12 (LLZO). J. Mater. Chem. A 2014, 2, 13431–13436. [Google Scholar] [CrossRef]
- Kokal, I.; Somer, M. Sol–gel synthesis and lithium ion conductivity of Li7La3Zr2O12 with garnet-related type structure. Solid State Ion. 2011, 185, 42–46. [Google Scholar] [CrossRef]
- Xie, H.; Li, Y. Low-temperature synthesis of Li7La3Zr2O12 with cubic garnet-type structure. Mater. Res. Bull. 2012, 47, 1229–1232. [Google Scholar] [CrossRef]
- Heo, T.W.; Grieder, A. Microstructural impacts on ionic conductivity of oxide solid electrolytes from a combined atomistic-mesoscale approach. NPJ Comput. Mater. 2021, 7, 214. [Google Scholar] [CrossRef]
- Yu, S.; Siegel, D.J. Grain boundary contributions to Li-ion transport in the solid electrolyte Li7La3Zr2O12 (LLZO). Chem. Mater. 2017, 29, 9639–9647. [Google Scholar] [CrossRef]
- Murugan, R.; Thangadurai, V. Fast lithium ion conduction in garnet-type Li7La3Zr2O12. Angew. Chem. Int. Ed. 2007, 46, 7778–7781. [Google Scholar] [CrossRef]
- Ji, Y.; Zhou, C. Submicron-sized Nb-doped lithium garnet for high ionic conductivity solid electrolyte and performance of quasi-solid-state lithium battery. Materials 2020, 13, 560. [Google Scholar] [CrossRef]
- Matsuda, Y.; Sakaida, A. Sintering behavior and electrochemical properties of garnet-like lithium conductor Li6.25M0.25La3Zr2O12 (M: Al3+ and Ga3+). Solid State Ion. 2017, 311, 69–74. [Google Scholar] [CrossRef]
- Yang, L.; Dai, Q. Rapid sintering method for highly conductive Li7La3Zr2O12 ceramic electrolyte. Ceram. Int. 2020, 46, 10917–10924. [Google Scholar] [CrossRef]
- Yang, L.; Tao, X. Efficient mutual-compensating Li-loss strategy toward highly conductive garnet ceramics for Li-metal solid-state batteries. ACS Appl. Mater. Interfaces 2021, 13, 56054–56063. [Google Scholar] [CrossRef]
- Hosokawa, H.; Takeda, A. Tolerance for Li dendrite penetration in Ta-doped Li7La3Zr2O12 solid electrolytes sintered with Li2.3C0.7B0.3O3 additive. Mater. Lett. 2020, 279, 128481. [Google Scholar] [CrossRef]
- Huang, X.; Lu, Y. Manipulating Li2O atmosphere for sintering dense Li7La3Zr2O12 solid electrolyte. Energy Storage Mater. 2019, 22, 207–217. [Google Scholar] [CrossRef]
- Thompson, T.; Sharafi, A. A tale of two sites: On defining the carrier concentration in garnet-based ionic conductors for advanced Li batteries. Adv. Energy Mater. 2015, 5, 1500096. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Constant Condition | Variable | Phase |
|---|---|---|---|
| Sintering temperature | 8 h, without bed powder | 790 °C | Tetragonal + LZO |
| 794 °C | Tetragonal + LZO | ||
| 800 °C | Cubic + LZO | ||
| 850 °C | LZO | ||
| Duration of sintering | 800 °C, without bed powder | 7 h | Tetragonal + LZO |
| 7.5 h | Tetragonal + LZO | ||
| 8 h | Cubic + LZO | ||
| Amount of bed powder | 800 °C, 8 h with bed powder | 0 g | Cubic + LZO |
| 0.3 g | Cubic + LZO | ||
| 0.4 g | Cubic | ||
| 0.5 g | Tetragonal | ||
| 0.6 g | Tetragonal | ||
| Structural uniformity | 800 °C, 8 h, 0.4 g of bed powder | No tunnel | Top: Cubic Bottom: Cubic + LZO |
| Tunnel width of 0.5 cm | Top: Cubic Bottom: Cubic |
| Magnification | Element | Mass (%) | Atom (%) |
|---|---|---|---|
| 1000× | La | 51.41 ± 0.50 | 16.48 ± 0.16 |
| Zr | 22.52 ± 0.18 | 10.99 ± 0.09 | |
| O | 26.06 ± 0.10 | 72.53 ± 0.27 |
| Element | Theoretical wt% | Experimental wt% Sample #1 | Experimental wt% Sample #2 |
|---|---|---|---|
| Li | 5.79 | 5.68 | 5.77 |
| La | 49.63 | 42.3 | 42.2 |
| Zr | 21.71 | 18.7 | 18.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, T.; Lee, S.; Kim, D.-M. Low-Temperature Manufacture of Cubic-Phase Li7La3Zr2O12 Electrolyte for All-Solid-State Batteries by Bed Powder. Crystals 2024, 14, 271. https://doi.org/10.3390/cryst14030271
Park T, Lee S, Kim D-M. Low-Temperature Manufacture of Cubic-Phase Li7La3Zr2O12 Electrolyte for All-Solid-State Batteries by Bed Powder. Crystals. 2024; 14(3):271. https://doi.org/10.3390/cryst14030271
Chicago/Turabian StylePark, Taehong, Sunho Lee, and Dong-Min Kim. 2024. "Low-Temperature Manufacture of Cubic-Phase Li7La3Zr2O12 Electrolyte for All-Solid-State Batteries by Bed Powder" Crystals 14, no. 3: 271. https://doi.org/10.3390/cryst14030271