
Study on Growth Interface of Large Nd:YAG Crystals
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Crystal Growth
2.2. Central and Lateral Cores Observation
3. Results and Discussion
3.1. Natural and Forced Convection
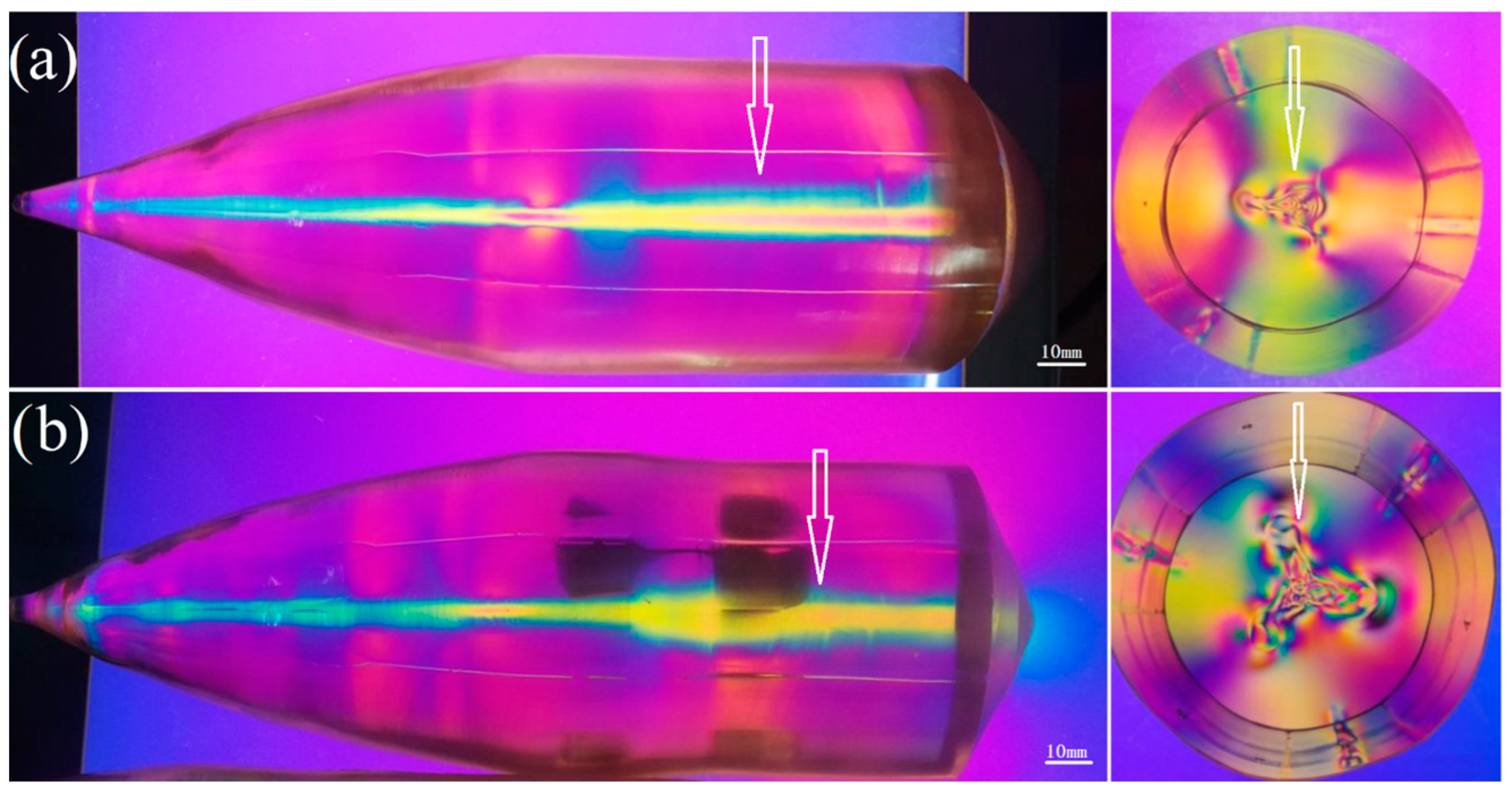
3.2. Interface Inversion
- A suitable temperature environment should be designed to maintain a considerably large temperature gradient across the crystal growth interface to ensure that the interface remains convex, and a temperature gradient of ~16 °C/mm above the liquid surface should be achieved during the initial stage of pulling.
- During the entire crystal growth process, the crystal rotation speed should be controlled at 16–10 rpm to ensure that the growth interface remains convex.
- A suitable crystal growth diameter should be designed; a 160 mm diameter iridium crucible can be used to grow an Nd:YAG crystal with a diameter below 65 mm. When the crystal diameter exceeds 65 mm, interface inversion can occur.
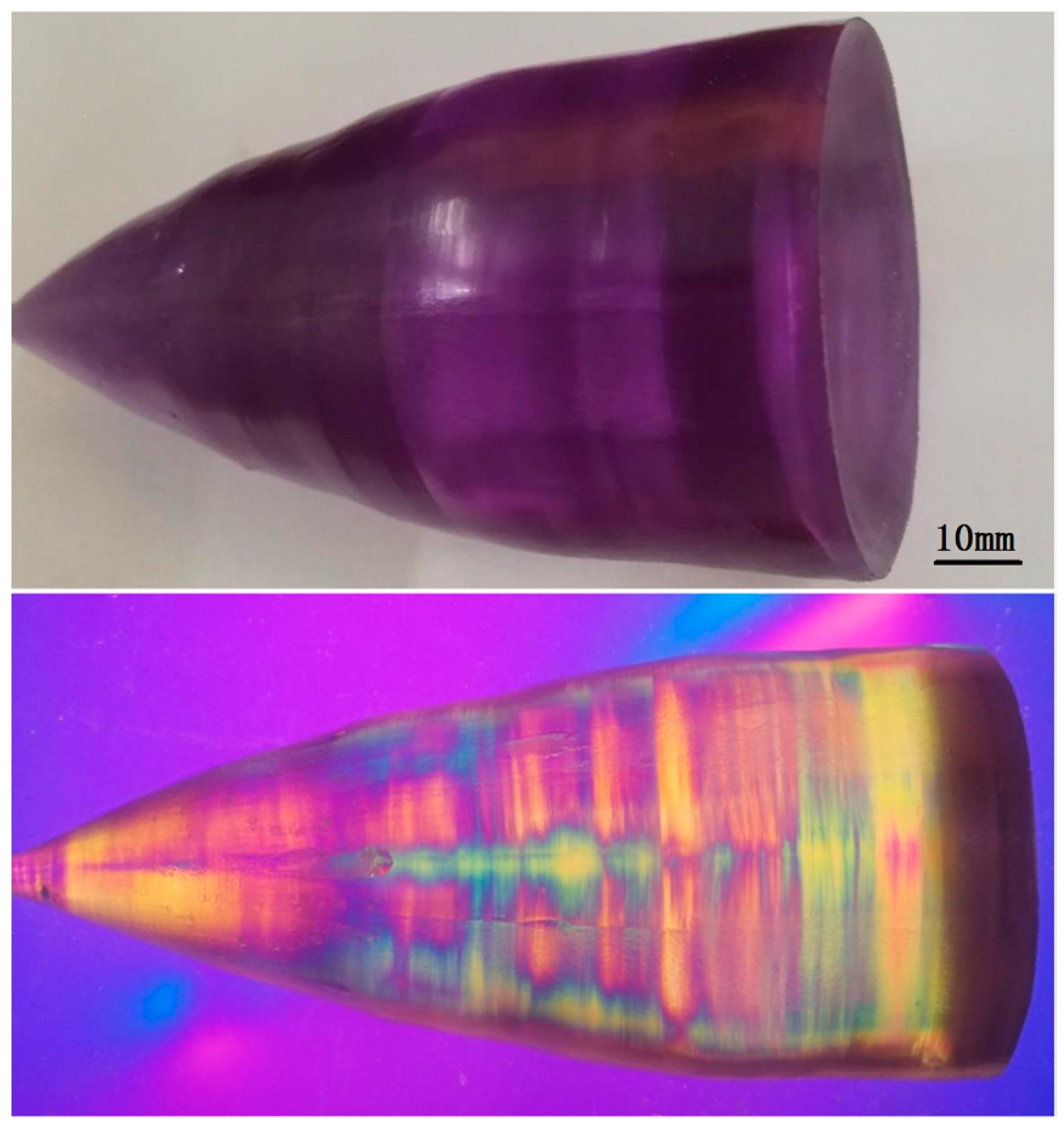
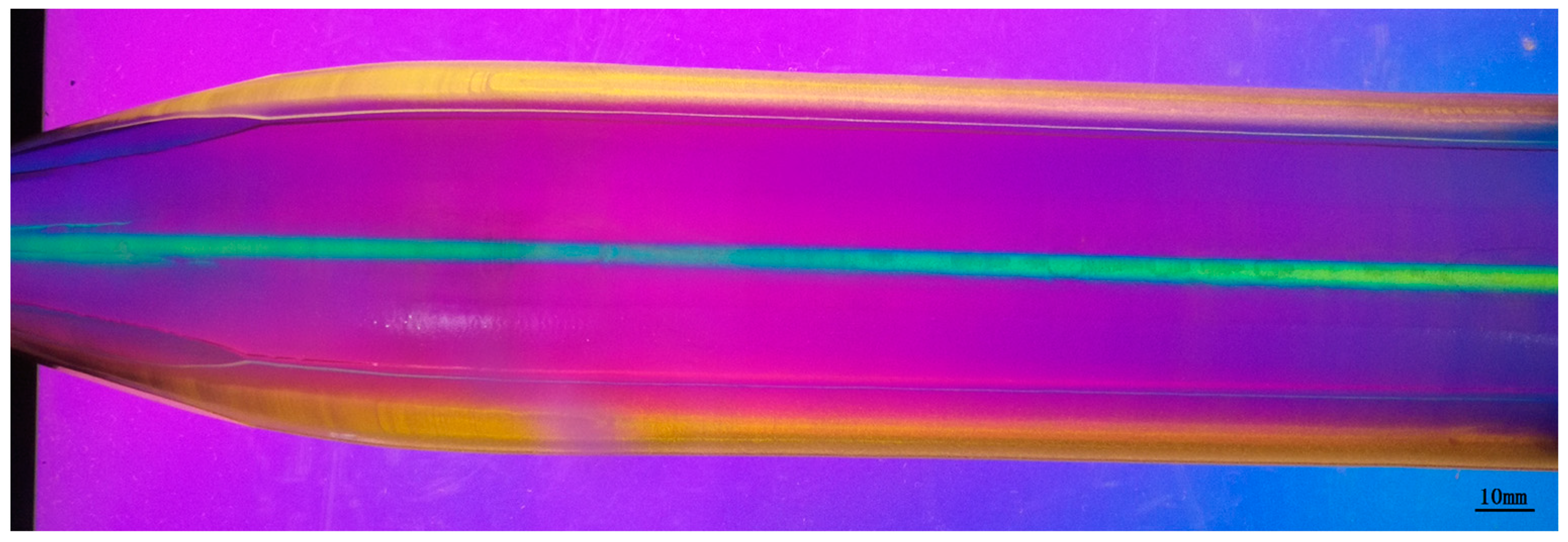
3.3. Central and Lateral Cores of the Crystal
3.3.1. Reducing the Central Core of the Crystal
3.3.2. Reducing the Lateral Core of the Crystal
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ambar, C.; Vishwakarma, S.C.; Vachhani, D.M.; Singh, R.; Misra, P.; Jain, R.K. Study and development of 22 kW peak power fiber coupled short pulse Nd:YAG laser for cleaning applications. Opt. Laser Eng. 2014, 62, 69–79. [Google Scholar]
- Quan, J.L.; Yang, X.; Yang, M.M.; Ma, D.C.; Huang, J.Q.; Zhu, Y.Z.; Wang, B. Study on growth techniques and macro defects of large-size Nd:YAG laser crystal. J. Cryst. Growth 2018, 483, 200–205. [Google Scholar] [CrossRef]
- Yadegari, M.; Asadian, M.; Saeedi, H.; Khodaei, Y.; Mirzaei, N. Formation of gaseous cavity defect during growth of Nd:YAG single crystals. J. Cryst. Growth 2013, 367, 57–61. [Google Scholar] [CrossRef]
- Yang, H.M.; Feng, G.Y.; Zhou, S.H. Thermal effects in high-power Nd:YAG disk-type solid state. Opt. Laser Technol. 2011, 43, 1006–1015. [Google Scholar] [CrossRef]
- Katsurayama, M.; Anzai, Y.; Sugiyama, A.; Kokie, M.; Kato, Y. Growth of neodymium doped Y3Al5O12 single crystals by double crucible method. J. Cryst. Growth 2001, 229, 193–198. [Google Scholar] [CrossRef]
- Eakins, D.E.; Held, M.; Norton, M.G.; Bahr, D.F. A study of fracture and defects in single crystal YAG. J. Cryst. Growth 2004, 267, 502–509. [Google Scholar] [CrossRef]
- Saeedi, H.; Yadegari, M.; Enayati, S.; Asadian, M.; Shojaee, M.; Khodaei, Y.; Mirzaei, N.; Asl, I.M. Thermal shocks influence on the growth process and optical quality of Nd:YAG crystal. J. Cryst. Growth 2013, 363, 171–175. [Google Scholar] [CrossRef]
- Cao, Y.H. Shape of the solid-liquid interface during CZ growth of YAG and doped YAG crystal. J. Synth Cryst. 1998, 27, 47–51. [Google Scholar]
- Lan, C.W.; Tu, C.Y. Three-dimensional simulation of facet formation and the coupled heat flow and segregation in Bridgman growth of oxide crystals. J. Cryst. Growth 2001, 233, 523–536. [Google Scholar] [CrossRef]
- Banerjee, J.; Muralidhar, K. Simulation of transport processes during Czochralski growth of YAG crystals. J. Cryst. Growth 2006, 286, 350–364. [Google Scholar] [CrossRef]
- Asadian, M.; Seyedein, S.H.; Aboutalebi, M.R.; Maroosi, A. Optimization of the parameters affecting the shape and position of crystal-melt interface in YAG single crystal growth. J. Cryst. Growth 2009, 311, 342–348. [Google Scholar] [CrossRef]
- Kostić, S.; Lazarević, Z.Ž.; Radojević, V.; Milutinović, A.; Romcević, M.; Romcević, N.Ž.; Valcić, A. Study of structural and optical properties of YAG and Nd:YAG single crystals. Mater. Res. Bull. 2015, 63, 80–87. [Google Scholar] [CrossRef]
- Xu, X.Z.; Chen, X.J.; Jiang, T.Y.; Tian, H.Q.; Li, Q.Y.; Li, Y.M.; Yin, J.M.; Zhang, M. Study on improving the concentration homogeneity of Nd3+ ions in Nd:YAG crystals. J. Synth. Cryst. 1998, 27, 233–236. [Google Scholar]
- Carruthers, J.R. Flow transitions and interface shapes in the Czochralski growth of oxide crystals. J. Cryst. Growth 1976, 36, 212–214. [Google Scholar] [CrossRef]
- Jiang, T.Y.; Chen, X.J.; Xu, X.Z.; Tian, H.Q.; Zhang, H.; Han, S.Y.; Li, Y.M.; Yin, J.M. Growth technology of fine quality large size Nd:YAG crystals. J. Synth. Cryst. 1996, 25, 205–211. [Google Scholar]
- Belt, R.F.; Puttbach, R.C.; Lepore, D.A. Crystal growth and perfection of large Nd:YAG single crystal. J. Cryst. Growth 1972, 13, 268–271. [Google Scholar] [CrossRef]
- Linares, R.C. Growth of garnet laser crystals. Solid State Commun. 1964, 2, 229. [Google Scholar] [CrossRef]
- Brice, J.C. Study on crystal cracking. J. Cryst. Growth 1977, 42, 427–430. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quan, J.; Ke, G.; Zhang, Y.; Liu, J.; Huang, J. Study on Growth Interface of Large Nd:YAG Crystals. Crystals 2023, 13, 970. https://doi.org/10.3390/cryst13060970
Quan J, Ke G, Zhang Y, Liu J, Huang J. Study on Growth Interface of Large Nd:YAG Crystals. Crystals. 2023; 13(6):970. https://doi.org/10.3390/cryst13060970
Chicago/Turabian StyleQuan, Jiliang, Guanzhen Ke, Yali Zhang, Jian Liu, and Jinqiang Huang. 2023. "Study on Growth Interface of Large Nd:YAG Crystals" Crystals 13, no. 6: 970. https://doi.org/10.3390/cryst13060970