
Mesomechanical Aspects of the Strain-Rate Sensitivity of Armco-Iron Pulled in Tension

Abstract
:1. Introduction
2. Material and Methods
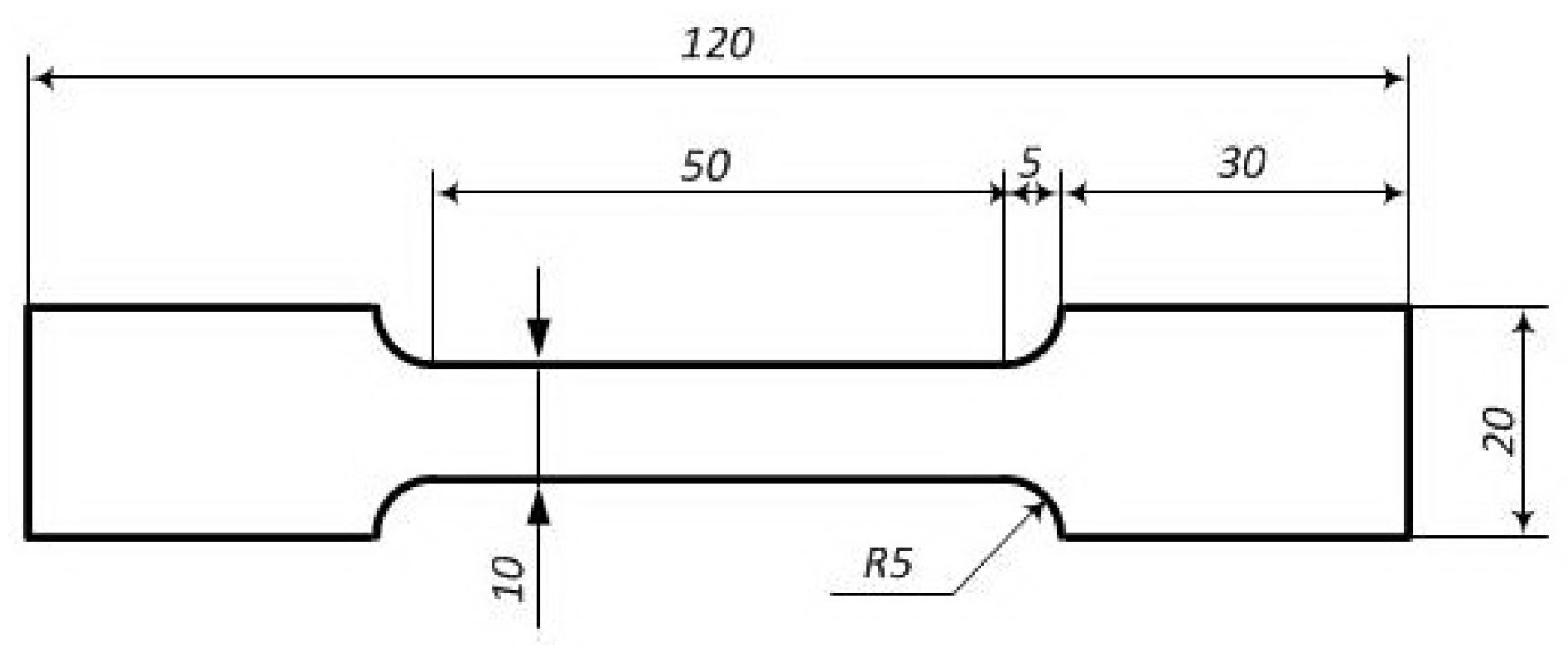
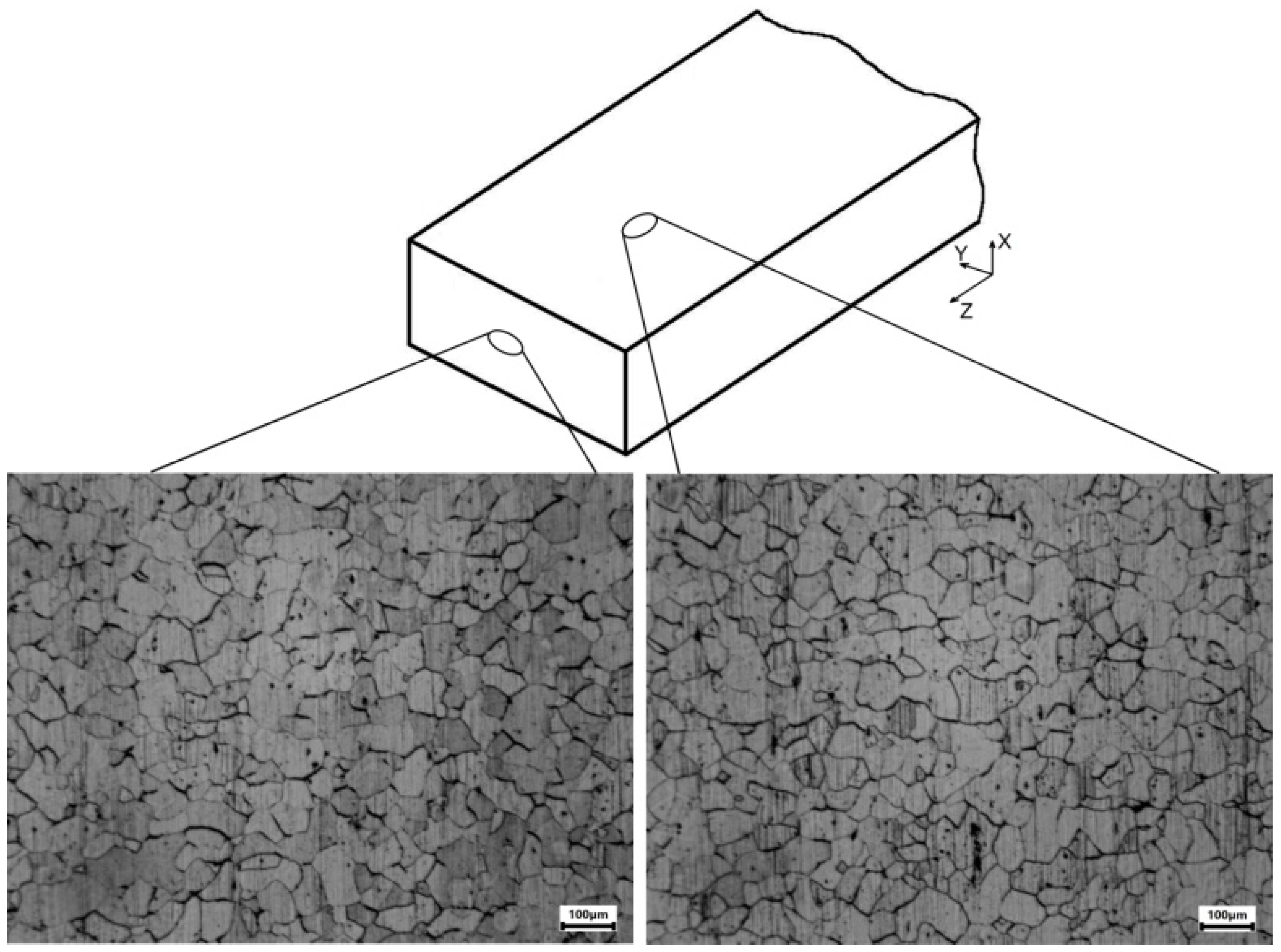
2.1. Material
2.2. Methods
3. Mathematical Formulation of the Boundary Value Problem
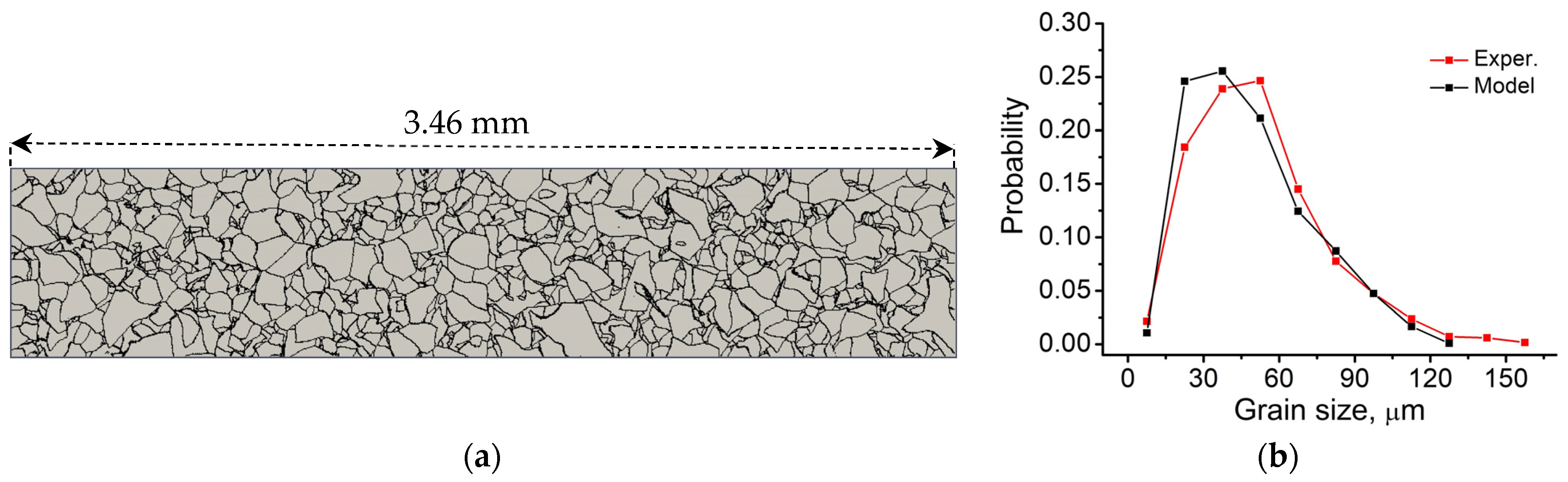
3.1. RVE Design
3.2. Governing Equations and Elastic Constitutive Response
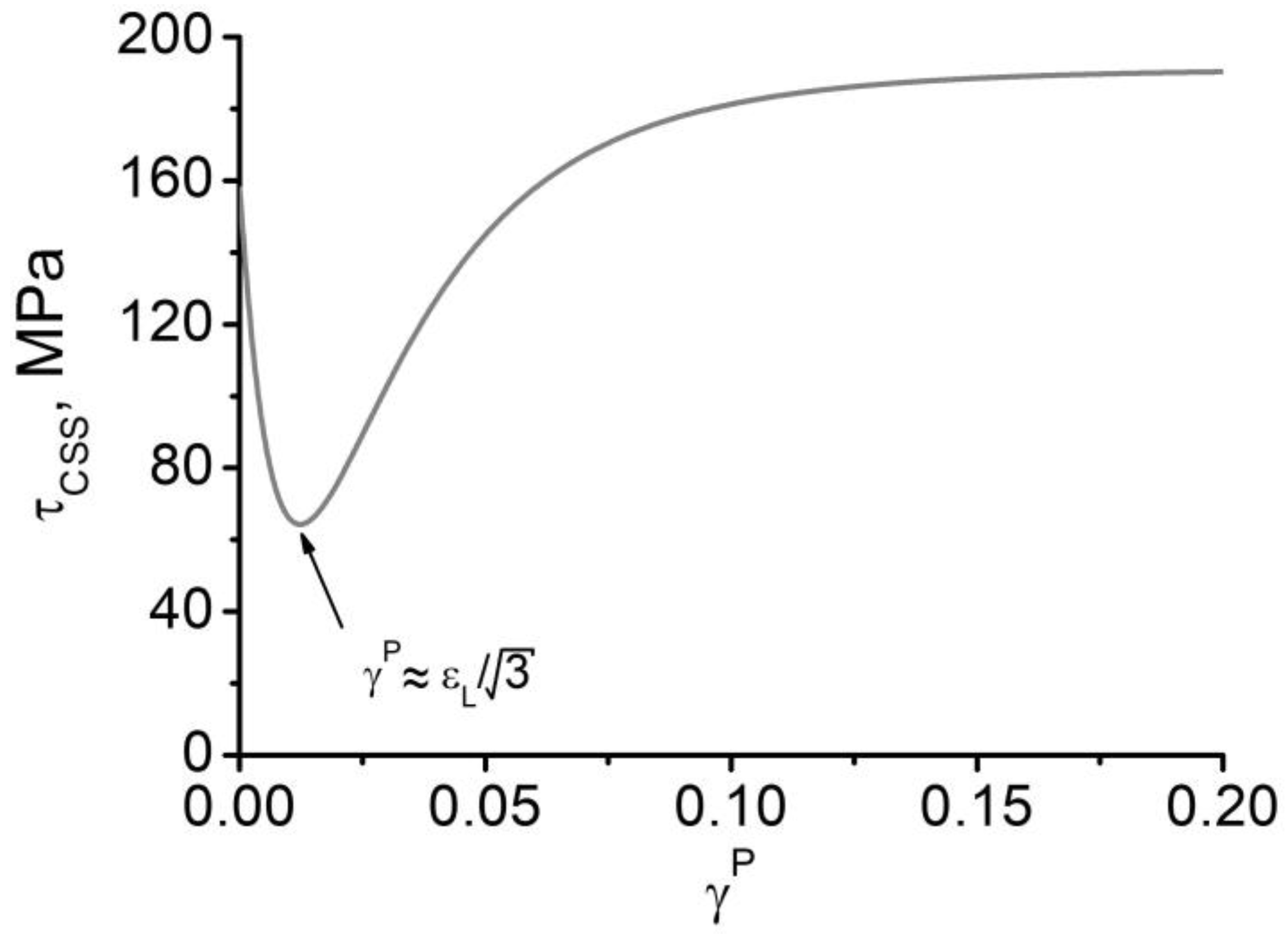
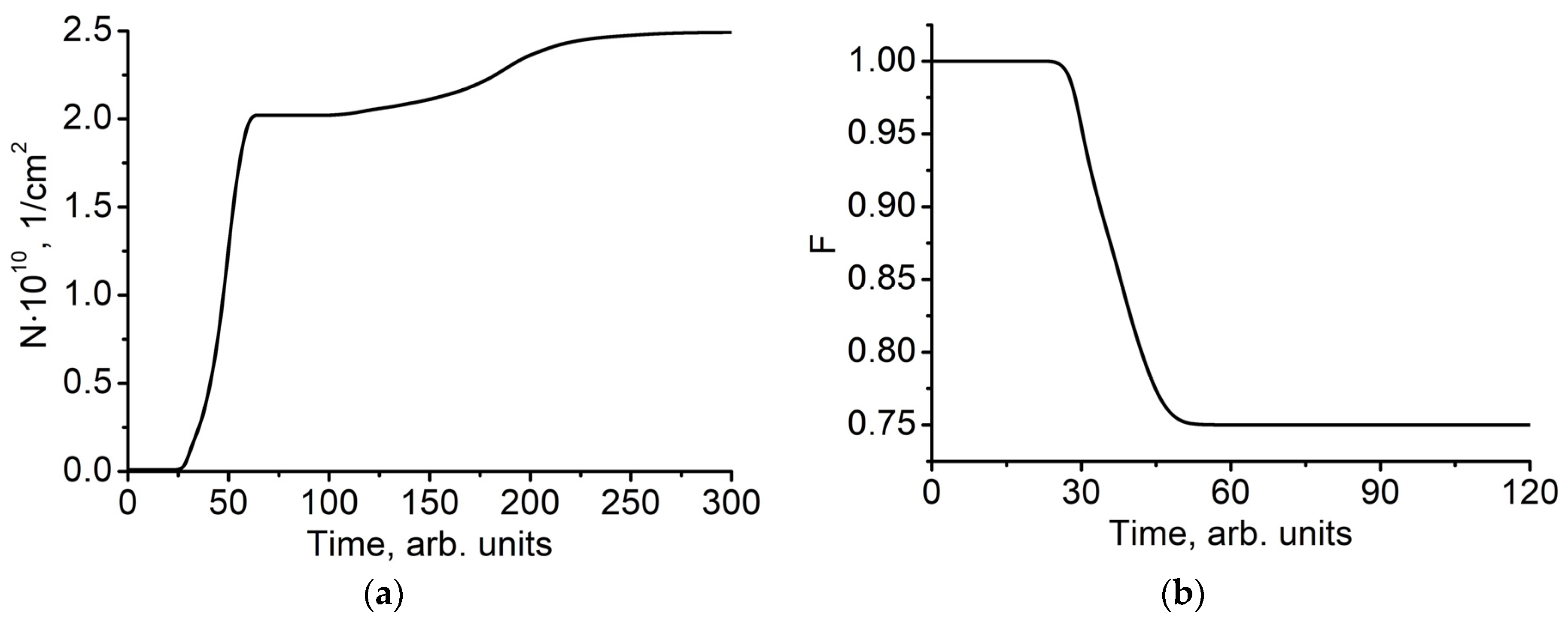
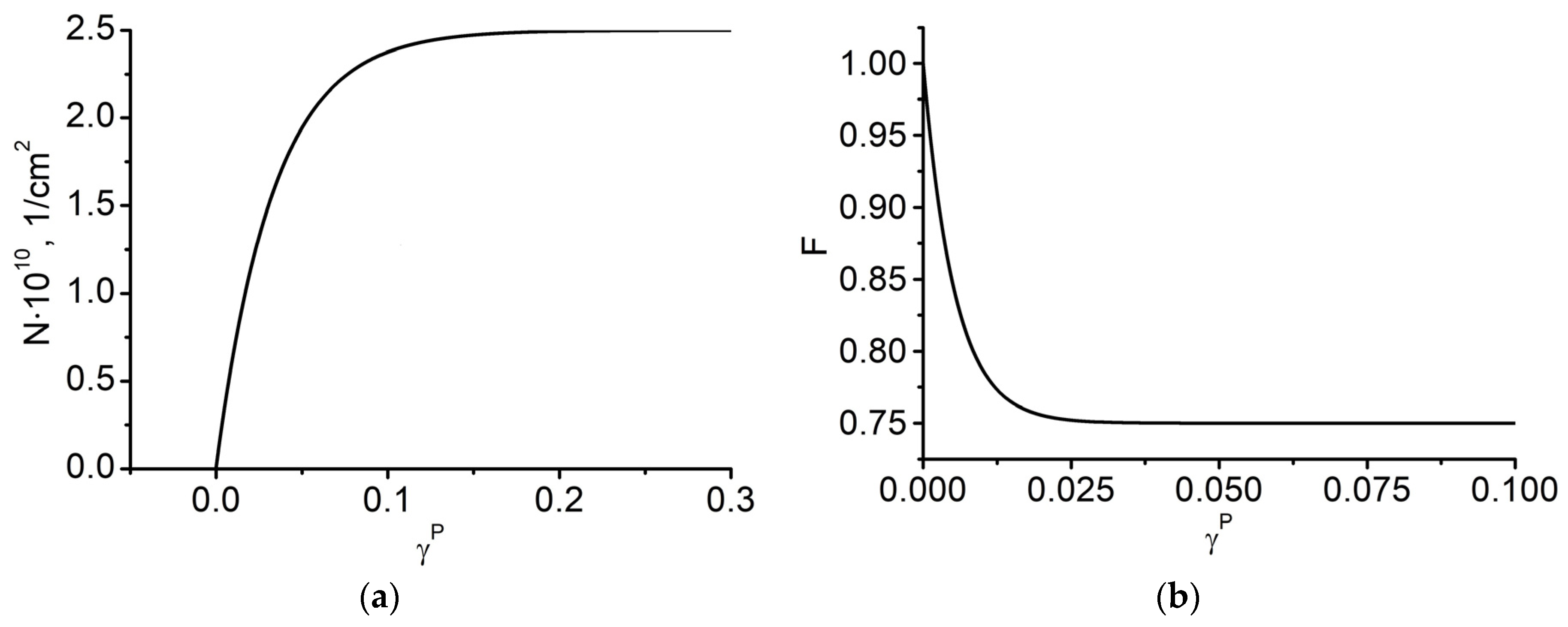
3.3. Plastic Flow
3.4. Boundary and Initial Conditions
- (i)
- The velocity vector component is assigned as and for the upper and the lower supports, respectively;
- (ii)
- The tangential velocities are and ;
- (iii)
- The other facets of the sample are free of stress.
4. Results and Discussion
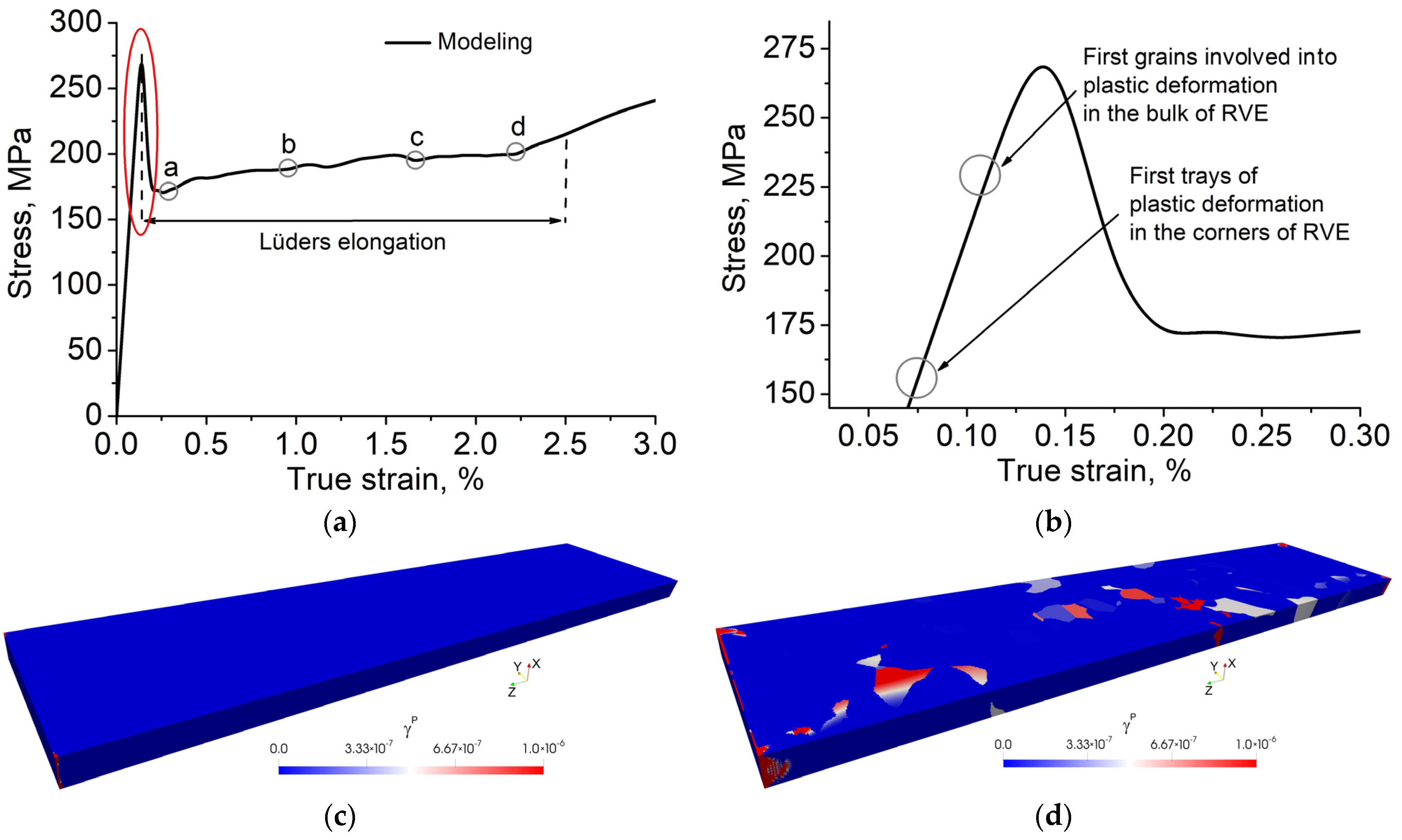
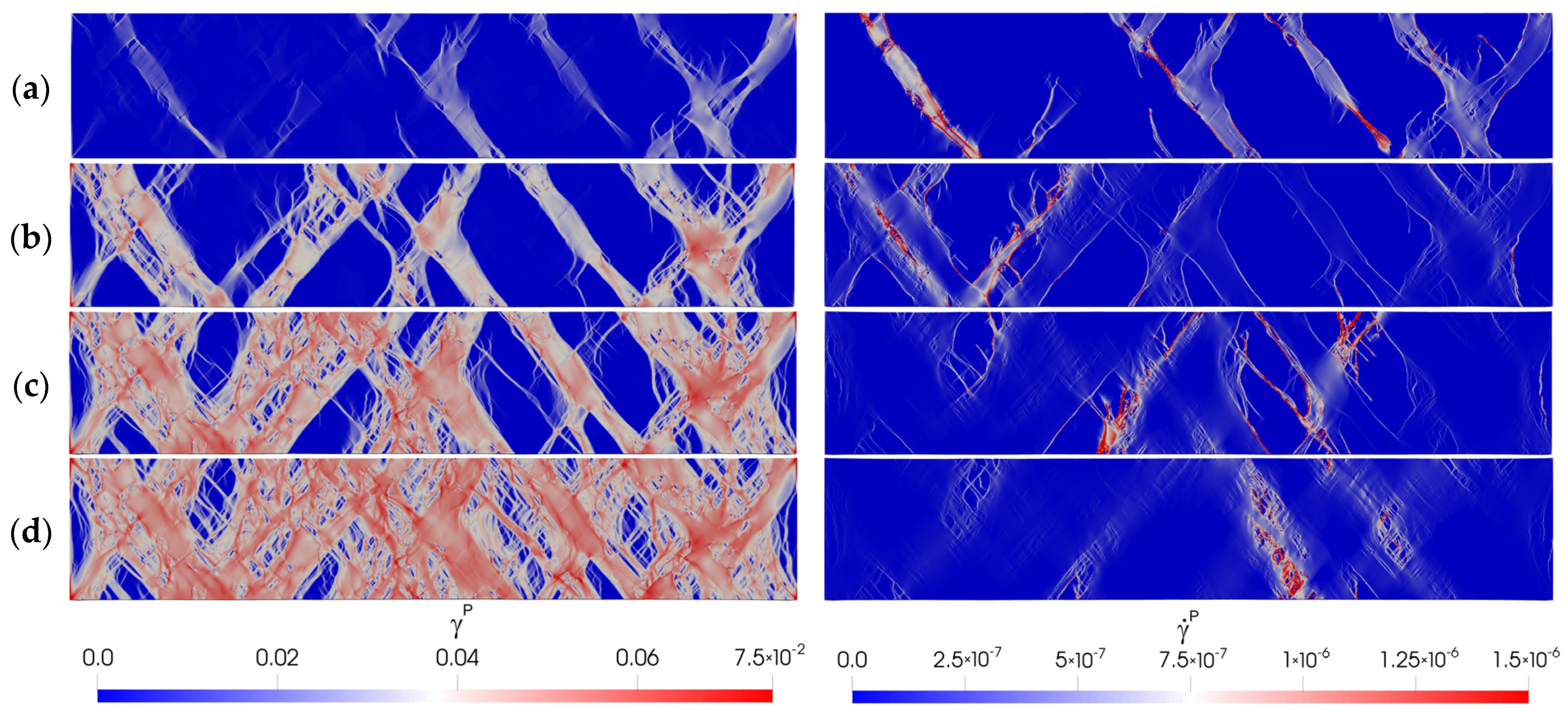
4.1. Features of Plastic Flow at Grain Scale
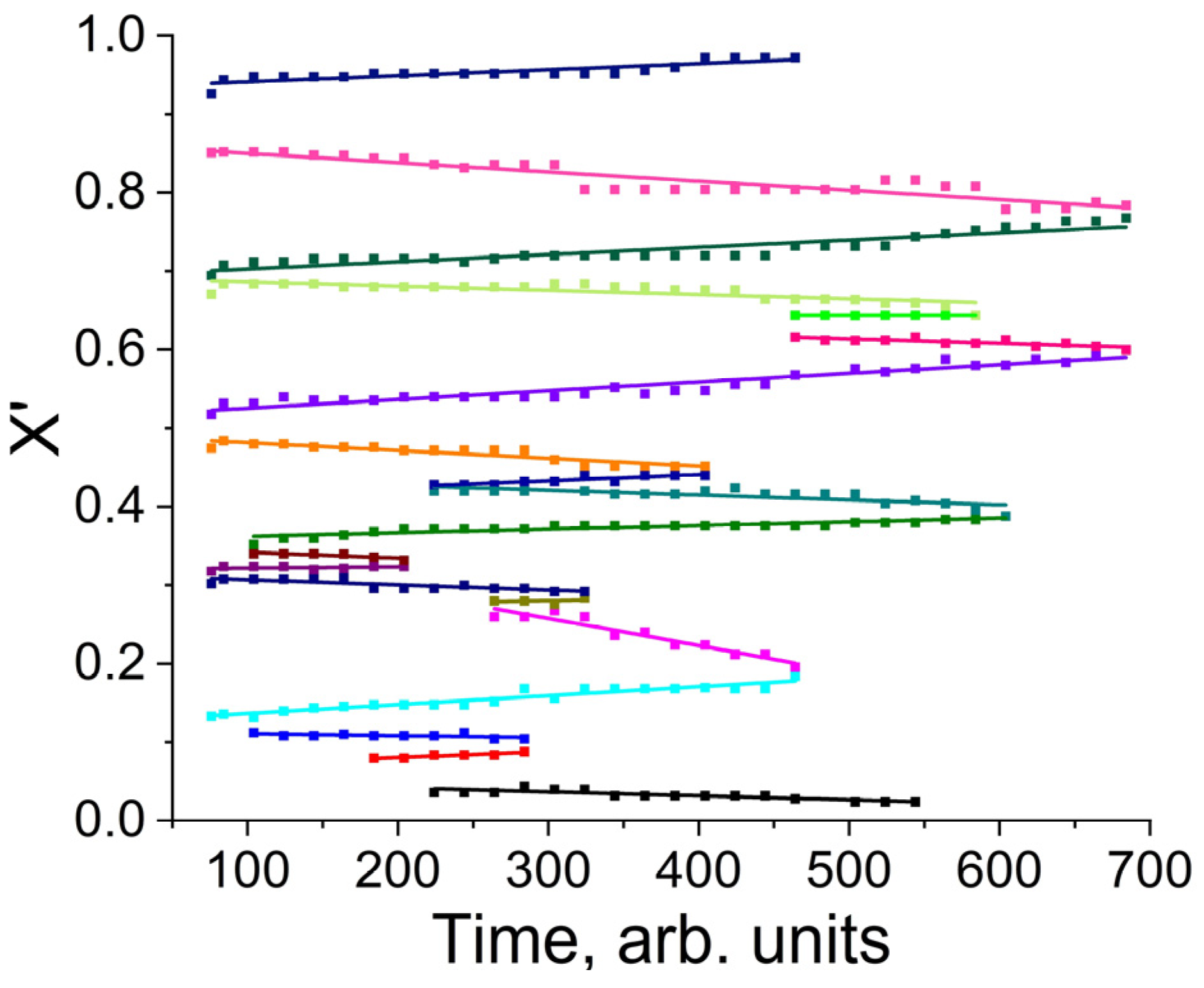
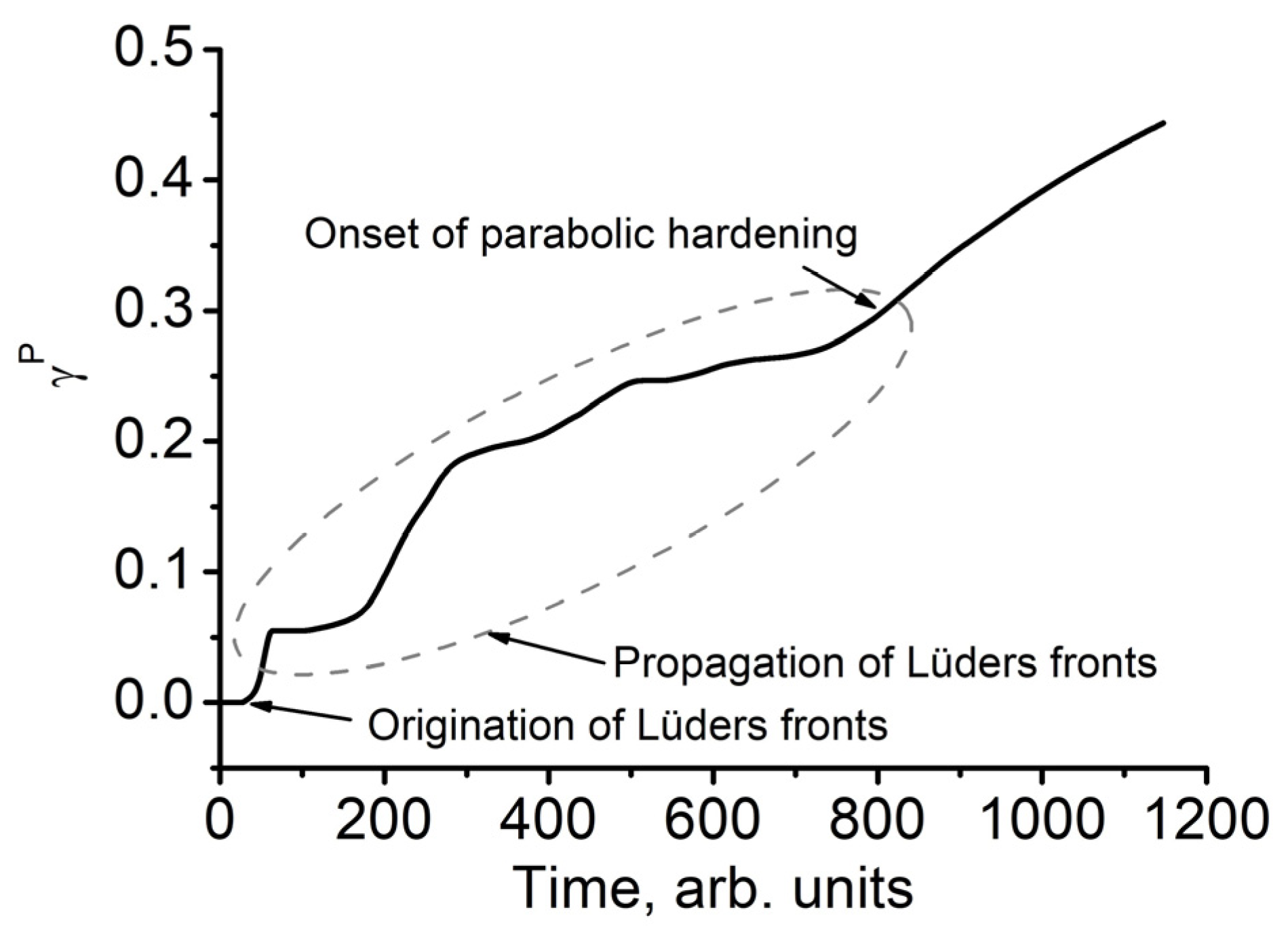
4.2. Features of Plastic Flow at a Point of Continuum
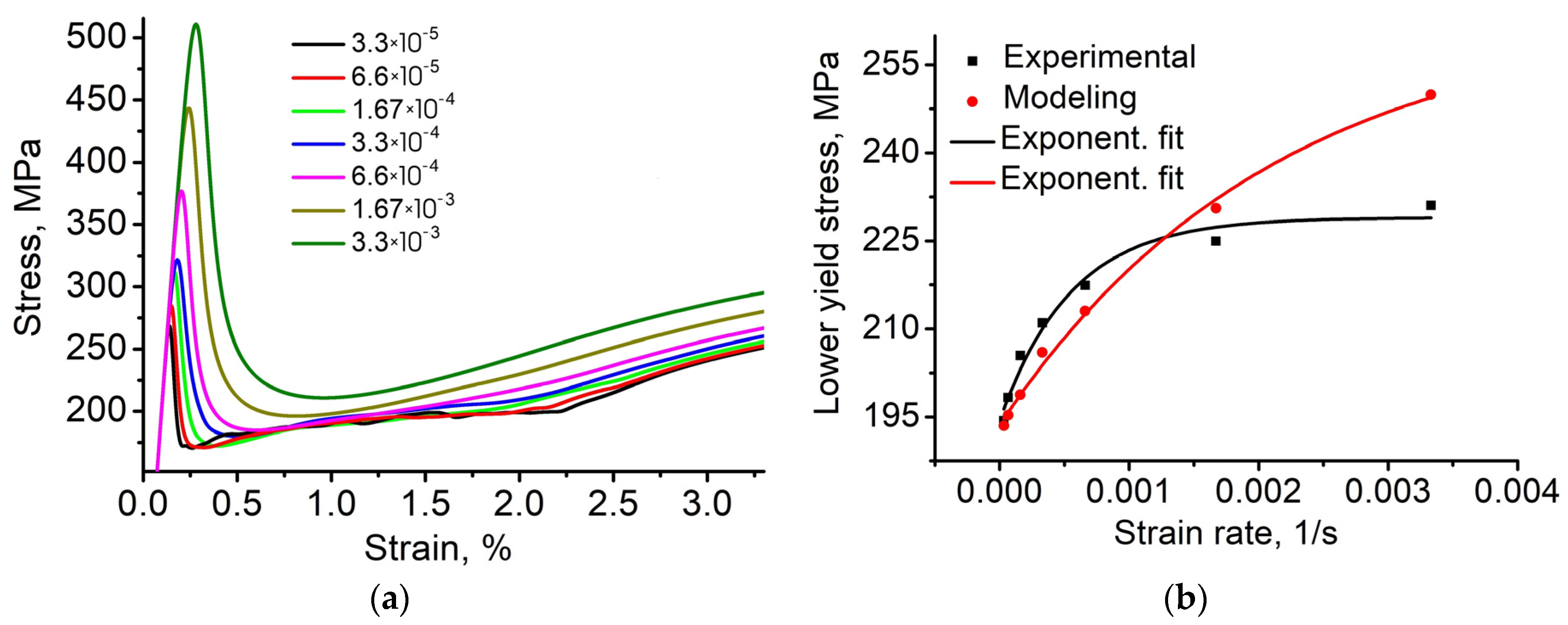
4.3. Strain Rate Sensitivity
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
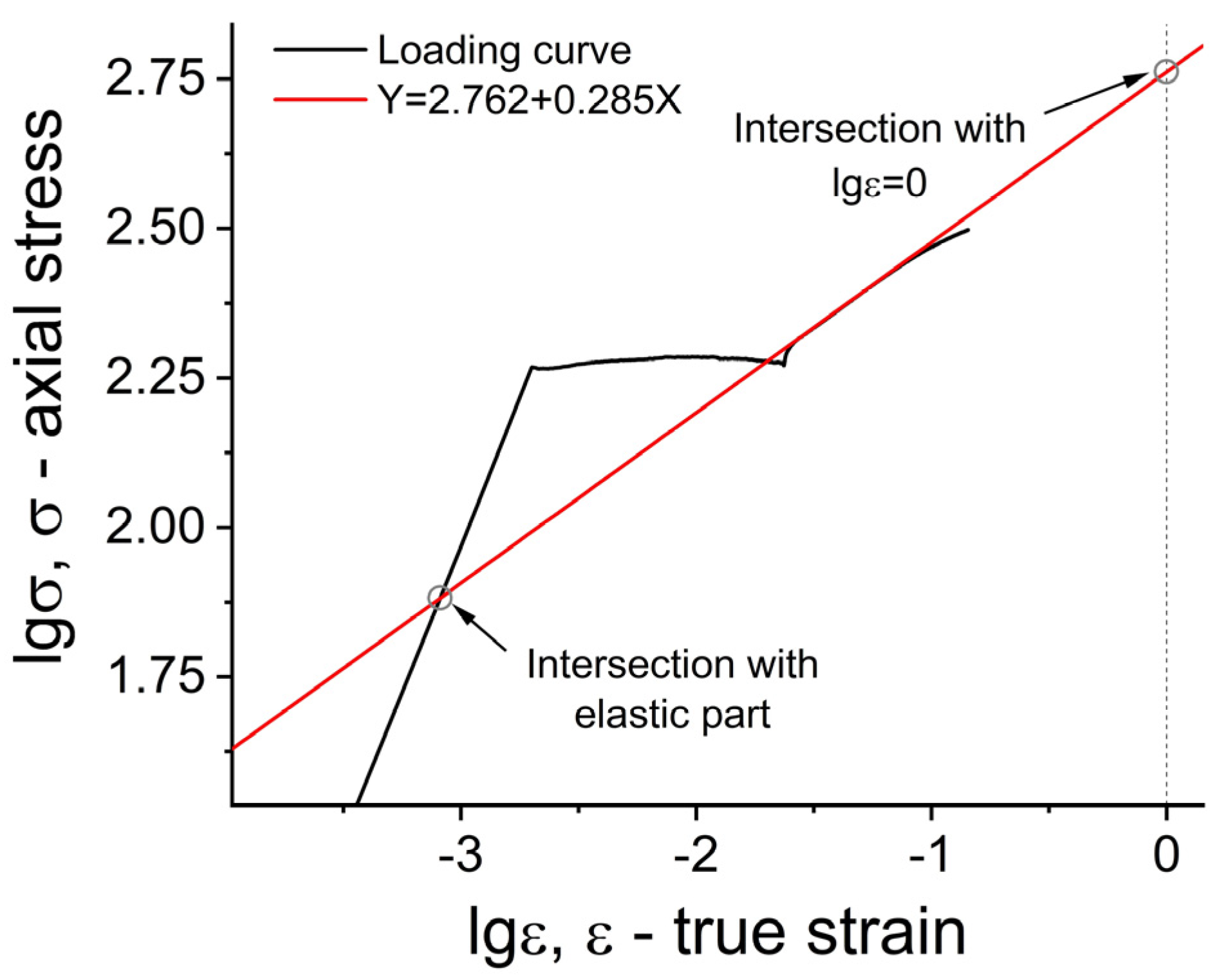
Appendix A. Validation of the Model Parameters



References
- Vshivkov, A.; Prokhorov, A.; Uvarov, S.; Plekhov, O. Investigation of mechanical properties of Armco-iron during fatigue test. Mech. Adv. Mater. Mod. Processes 2016, 2, 2. [Google Scholar] [CrossRef]
- Hall, E.O. Yield Point Phenomena in Metals and Alloys; Plenum Press: New York, NY, USA, 1970; 296p. [Google Scholar]
- Armstrong, R.W.; Walley, S.M. High strain rate properties of metals and alloys. Int. Mater. Rev. 2008, 53, 105–128. [Google Scholar] [CrossRef]
- Lugo, N.; Puchi, E.S.; Cabrera, J.M.; Pardo, J.M. Deformation at variable strain rate of ARMCO iron. Rev. Metal. 2004, 40, 139–145. [Google Scholar] [CrossRef]
- Johnston, W.G.; Gilman, J.J. Dislocation velocities, dislocation densities, and plastic flow in lithium fluoride crystals. J. Appl. Phys. 1959, 30, 129–144. [Google Scholar] [CrossRef]
- Hahn, G.T. A model for yielding with special reference to the yield-point phenomena of iron and related bcc metals. Acta Metall. 1962, 10, 727–738. [Google Scholar] [CrossRef]
- Kelly, J.M.; Gillis, P.P. Thermodynamics and dislocation mechanics. J. Frankl. Inst. 1974, 297, 59–74. [Google Scholar] [CrossRef]
- Shioya, T.; Shioiri, J. Elastic-plastic analysis of the yield process in mild steel. J. Mech. Phys. Solids 1976, 24, 187–204. [Google Scholar] [CrossRef]
- Lebensohn, R.A.; Tomé, C. A self-consistent anisotropic approach for the simulation of plastic deformation and texture development of polycrystals: Application to zirconium alloys. Acta Metall. Mater. 1993, 41, 2611–2624. [Google Scholar] [CrossRef]
- Segurado, J.; Lebensohn, R.A.; LLorca, J.; Tomé, C.N. Multiscale modeling of plasticity based on embedding the viscoplastic self-consistent formulation in implicit finite elements. Int. J. Plast. 2012, 28, 124–140. [Google Scholar] [CrossRef]
- Galán-López, J.; Shakerifard, B.; Ochoa-Avendaño, J.; Kestens, L.A.I. Advanced Crystal Plasticity Modeling of Multi-Phase Steels: Work-Hardening, Strain Rate Sensitivity and Formability. Appl. Sci. 2021, 11, 6122. [Google Scholar] [CrossRef]
- Rida, A.; Micoulaut, M.; Rouhaud, E.; Makke, A. Understanding the strain rate sensitivity of nanocrystalline copper using molecular dynamics simulations. Comput. Mater. Sci. 2020, 172, 109294. [Google Scholar] [CrossRef]
- Kubin, L.P.; Estrin, Y. Strain nonuniformities and plastic instabilities. Rev. Phys. Appl. 1988, 23, 573–583. [Google Scholar] [CrossRef]
- Shaw, J.A.; Kyriakides, S. Initiation and propagation of localized deformation in elasto-plastic strips under uniaxial tension. Int. J. Plast. 1997, 13, 837–871. [Google Scholar] [CrossRef]
- Wenman, M.R.; Chard-Tuckey, P.R. Modelling and experimental characterisation of the luders strain in complex loaded ferritic steel compact tension specimens. Int. J. Plast. 2010, 26, 1013–1028. [Google Scholar] [CrossRef]
- Romanova, V.; Balokhonov, R.; Schmauder, S. Three-dimensional analysis of mesoscale deformation phenomena in welded low-carbon steel. Mater. Sci. Eng. A 2011, 528, 5271–5277. [Google Scholar] [CrossRef]
- Schwab, R.; Ruff, V. On the nature of the yield point phenomenon. Acta Mater. 2013, 61, 1798–1808. [Google Scholar] [CrossRef]
- Hallai, J.F.; Kyriakides, S. Underlying material response for Lüders-like instabilities. Int. J. Plast. 2013, 47, 1–12. [Google Scholar] [CrossRef]
- Maziere, M.; Luis, C.; Marais, A.; Forest, S.; Gasperini, M. Experimental and numerical analysis of the Lüders phenomenon in simple shear. Int. J. Solids Struct. 2017, 106–107, 305–314. [Google Scholar] [CrossRef]
- Makarov, P.V.; Smolin, I.Y.; Zimina, V.A. The structure of deformation autosoliton fronts in rocks and geomedia. Geodyn. Tectonophys. 2021, 12, 100–111. [Google Scholar] [CrossRef]
- Eremin, M.O.; Chirkov, A.O.; Nadezhkin, M.V.; Zuev, L.B. Microstructure-based finite-difference analysis of the plastic flow in low-carbon steel. Eur. J. Mech. A. Solids 2022, 93, 104531. [Google Scholar] [CrossRef]
- Yoshida, F.; Kaneda, Y.; Yamamoto, S. A plasticity model describing yield-point phenomena of steels and its application to FE simulation of temper rolling. Int. J. Plast. 2008, 24, 1792–1818. [Google Scholar] [CrossRef]
- Cottrell, A.H.; Bilby, B.A. Dislocation theory of yielding and strain ageing of iron. Proc. Phys. Soc. Lond. Sect. A 1949, 62, 49–62. [Google Scholar] [CrossRef]
- Mao, B.; Liao, Y. Modeling of luders elongation and work hardening behaviors of ferrite-pearlite dual phase steels under tension. Mech. Mater. 2019, 129, 222–229. [Google Scholar] [CrossRef]
- Standard Test Methods for Tension Testing of Metallic Materials. Available online: astm.org (accessed on 30 April 2023).
- Beckert, M.; Klemm, H. Handbuch der Metallographischen Atzverfahren; VEB Deutscher Verlag: Leipzig, Germany, 1984; 400p. [Google Scholar]
- Romanova, V.A.; Balokhonov, R.R. A method of step-by-step packing and its application in generating 3d microstructures of polycrystalline and composite materials. Eng. Comput. 2019, 37, 241–250. [Google Scholar] [CrossRef]
- Wilkins, M.L. Computer Simulation of Dynamic Phenomena; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Makarov, P.V.; Romanova, V.A.; Balokhonov, R.R. Plastic deformation behavior of mild steel subjected to ultrasonic treatment. Theor. Appl. Fract. Mech. 1997, 28, 141–146. [Google Scholar] [CrossRef]
- Armstrong, R.W. The Dislocation Mechanics of Crystal/Polycrystal Plasticity. Crystals 2022, 12, 1199. [Google Scholar] [CrossRef]
- Butler, J.F. Lüders front propagation in low carbon steels. J. Mech. Phys. Solids 1962, 10, 313–318. [Google Scholar] [CrossRef]
- Rosenfield, A.R. The significance of σi, the friction stress contribution to the yield point of b.c.c. metals. J. Inst. Met. 1962, 91, 104. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | S | P | Cu |
|---|---|---|---|---|---|---|---|
| Weight, % | The rest | 0.025 | 0.05 | 0.035 | 0.025 | 0.015 | 0.05 |
| , g/cm3 | , GPa | , GPa | , 1/cm2 | , 1/cm2 | |||||
| 7.84 | 172 | 79 | 108 | 2.5∙1010 | 1 | 0.75 | |||
| , | , MPa | b 10−8, cm | n | , km/s | , GPa | ||||
| 30 | 190 | 0.085 | 0.8 | 53 | 2.86 | 6 | 3.23 | 4 | 0.1 |
| Strain Rate, 1/s | Lower Yield Stress (Exper.), MPa | Lower Yield Stress (Model.), MPa |
|---|---|---|
| 3.3∙10−5 | 194.3 | 193.5 |
| 6.6∙10−5 | 198.3 | 195.3 |
| 1.6∙10−4 | 205.4 | 198.7 |
| 3.3∙10−4 | 211 | 205.9 |
| 6.6∙10−4 | 217.4 | 213 |
| 1.67∙10−3 | 225 | 230.5 |
| 3.33∙10−3 | 231 | 249.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eremin, M.; Chirkov, A.; Danilov, V. Mesomechanical Aspects of the Strain-Rate Sensitivity of Armco-Iron Pulled in Tension. Crystals 2023, 13, 866. https://doi.org/10.3390/cryst13060866
Eremin M, Chirkov A, Danilov V. Mesomechanical Aspects of the Strain-Rate Sensitivity of Armco-Iron Pulled in Tension. Crystals. 2023; 13(6):866. https://doi.org/10.3390/cryst13060866
Chicago/Turabian StyleEremin, Mikhail, Artyom Chirkov, and Vladimir Danilov. 2023. "Mesomechanical Aspects of the Strain-Rate Sensitivity of Armco-Iron Pulled in Tension" Crystals 13, no. 6: 866. https://doi.org/10.3390/cryst13060866