3.1. Ferritic Steel Oxidation Kinetics
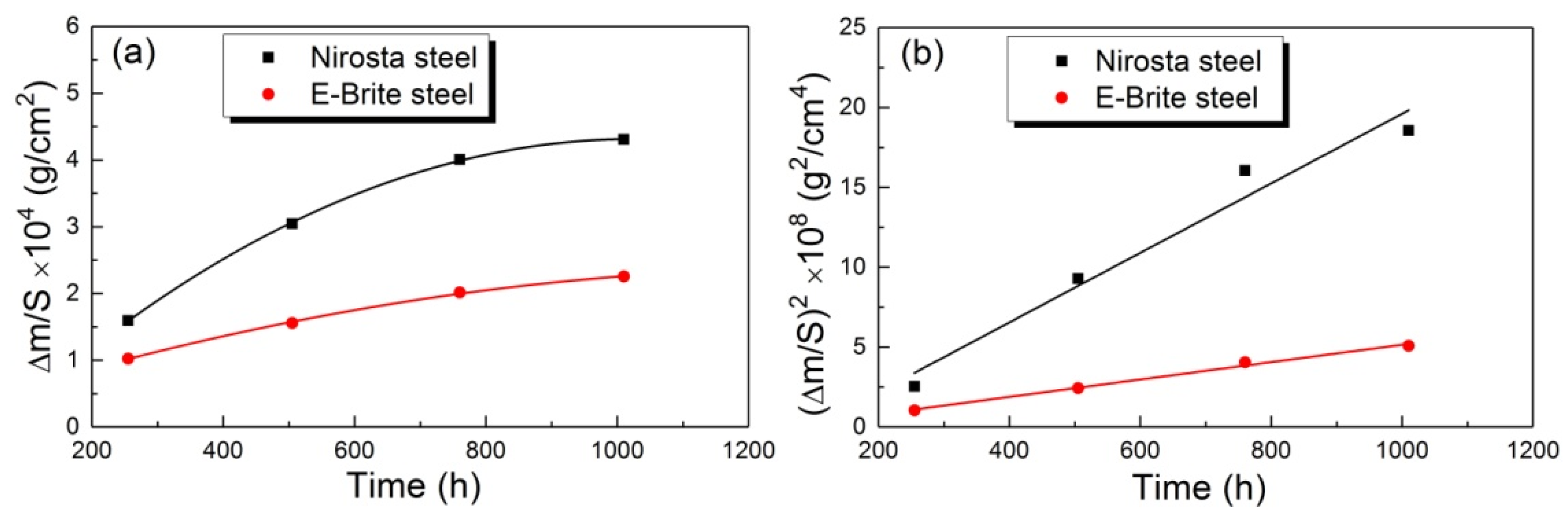
Oxidation kinetics studies of two grades of ferritic steel: Nirosta 4016/1.4016 and E-Brite were performed at 800 °C for 255, 505, 760 and 1010 h in laboratory air. The oxidation kinetics measurements were carried out on the samples by means of the gravimetric method, which consists of determining sample mass increases per unit area after completing a given oxidation process.
Figure 2 presents the oxidation kinetics of the studied ferritic steels in a linear (
Figure 2a) and parabolic (
Figure 2b) system of coordinates.
It should be noted that the illustrated curves do not take into account corrections associated with the formation of volatile chromium compounds. As a rule, the relative error does not take this effect under consideration for durations shorter than 1200 h and is below 3% [
14].
From the plots presented in
Figure 2 it follows that the oxidation kinetics of the studied steels can be described with good approximation by the parabolic rate law in the form of the Pilling–Bedworth correlation [
15]:
where: Δm—sample mass increase (g), A—sample surface (cm
2) and k
p—parabolic rate constant (g
2·cm
−4·s
−1).
This means that the slowest partial process that determines the corrosion rate is the diffusion of the reactants in the oxidation product.
Taking into account the presence of several alloy additives in the studied ferritic steels (
Table 1), their oxidation can lead to the formation of a multiphase scale on their surface, which is usually a mixture of compounds due to certain alloy components reacting with the oxidant. Assuming that the growth of such a scale on the metallic substrate approximately proceeds according to the parabolic rate law, k
p in Equation (3) can be replaced by the so-called “
effective parabolic rate constant” of oxidation expressed as k
p,ef [
16].
Calculating the effective parabolic oxidation rate constant can be helpful when determining the approximate thickness of scales mainly built of Cr
2O
3, which usually grow on the surface of studied ferritic steels during their long-term oxidation in SOFC and SOEC operating conditions. For this purpose, the following Wagner correlation should be used [
16]:
where: k
p,ef—“
effective parabolic rate constant” of the oxidation process [
16], while simultaneously using the following correlation between Cr
2O
3 scale thickness (x
z) and sample mass change (Δm) determined from thermogravimetric measurements:
where: ρ
Cr2O3—Cr
2O
3 density (g/cm
3), M
Cr2O3—molecular weight of the Cr
2O
3 scale (g/mol), M
O2—molecular weight of oxygen (g/mol) and A—sample surface (cm
2).
For the purpose of calculations, chromium oxide density was assumed as 5.225 g/cm
3 [
17]. Furthermore, it was assumed that the scale mainly consists of Cr
2O
3, which in reality is in accordance with the X-ray diffraction results presented in
Section 3.2. The results of these calculations along with the average scale thicknesses estimated from metallographic cross-sections (
Section 3.3) on the basis of morphological SEM observations are compiled in
Table 2.
From these data, it can be concluded that the thicknesses of the scales grown on the surfaces of Nirosta 4016/1.4016 and E-Brite grade ferritic steels, estimated on the basis of morphological observations remained in approximate agreement with the scale thicknesses determined from gravimetric measurements. The greatest relative error is 17%.
Table 3 lists the parabolic oxidation rate constants of Nirosta 4016/1.4016 and E-Brite ferritic steels determined using the graphic method based on the Pilling–Bedworth equation (Equation (3)) and the Wagner equation (Equation (4)), k
p and k
p,ef, respectively.
From the data in
Table 3 and
Figure 2, it follows that the parabolic oxidation rate constant of Nirosta 4016/1.4016 steel is more than half an order of magnitude greater than the corrosion rate constant of E-Brite steel. This means that the E-Brite steel exhibits greater resistance against oxygen corrosion compared to the Nirosta steel. It should also be highlighted that the parabolic rate constants of the ferritic steels studied in this work are in the range of k
p values obtained in kinetics studies of “
chromia former” type steels and alloys, which are used for the construction of metallic interconnects for SOFCs and SOECs [
6,
13].
3.2. Phase Composition Studies of the Ferritic Steel Oxidation Products
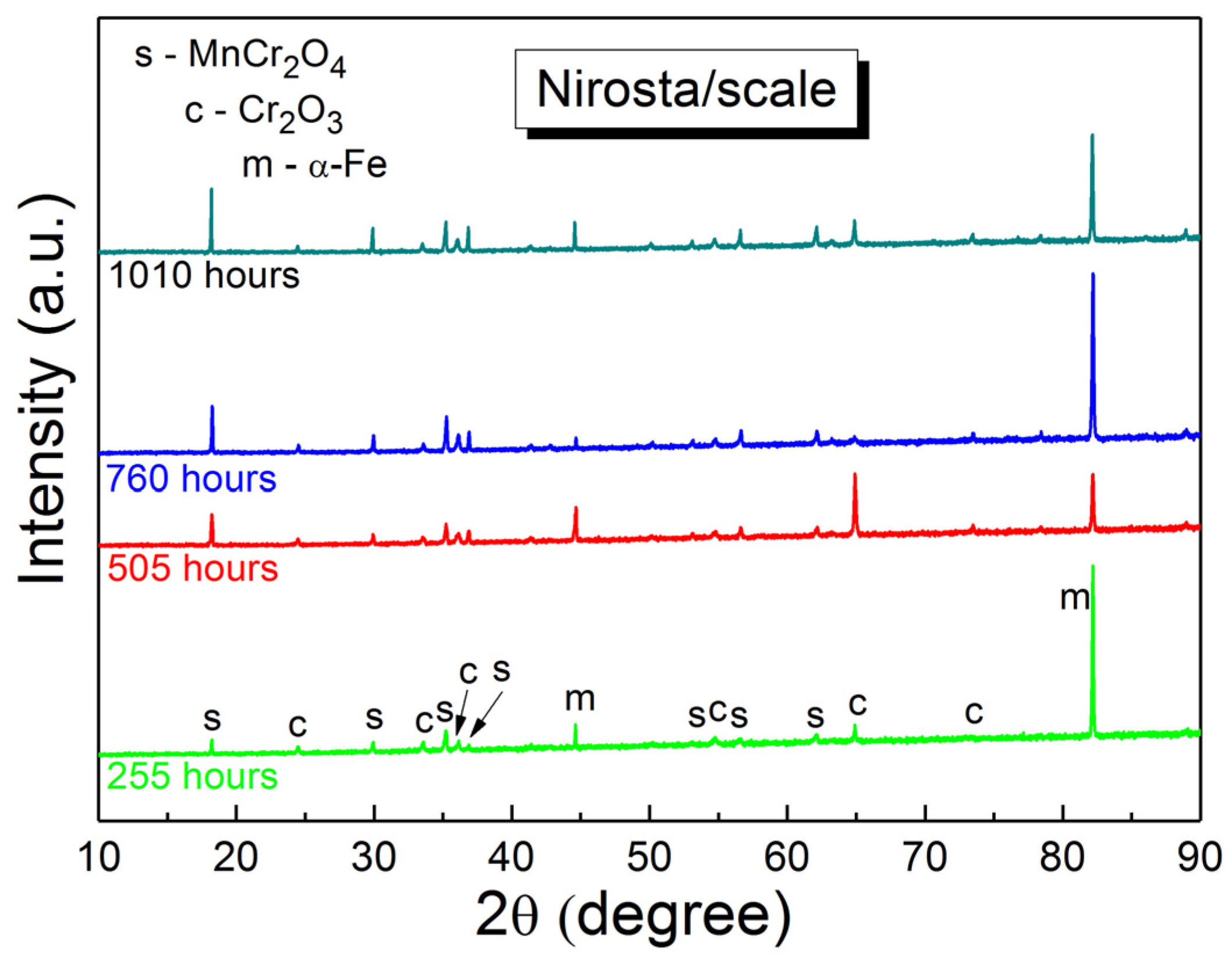
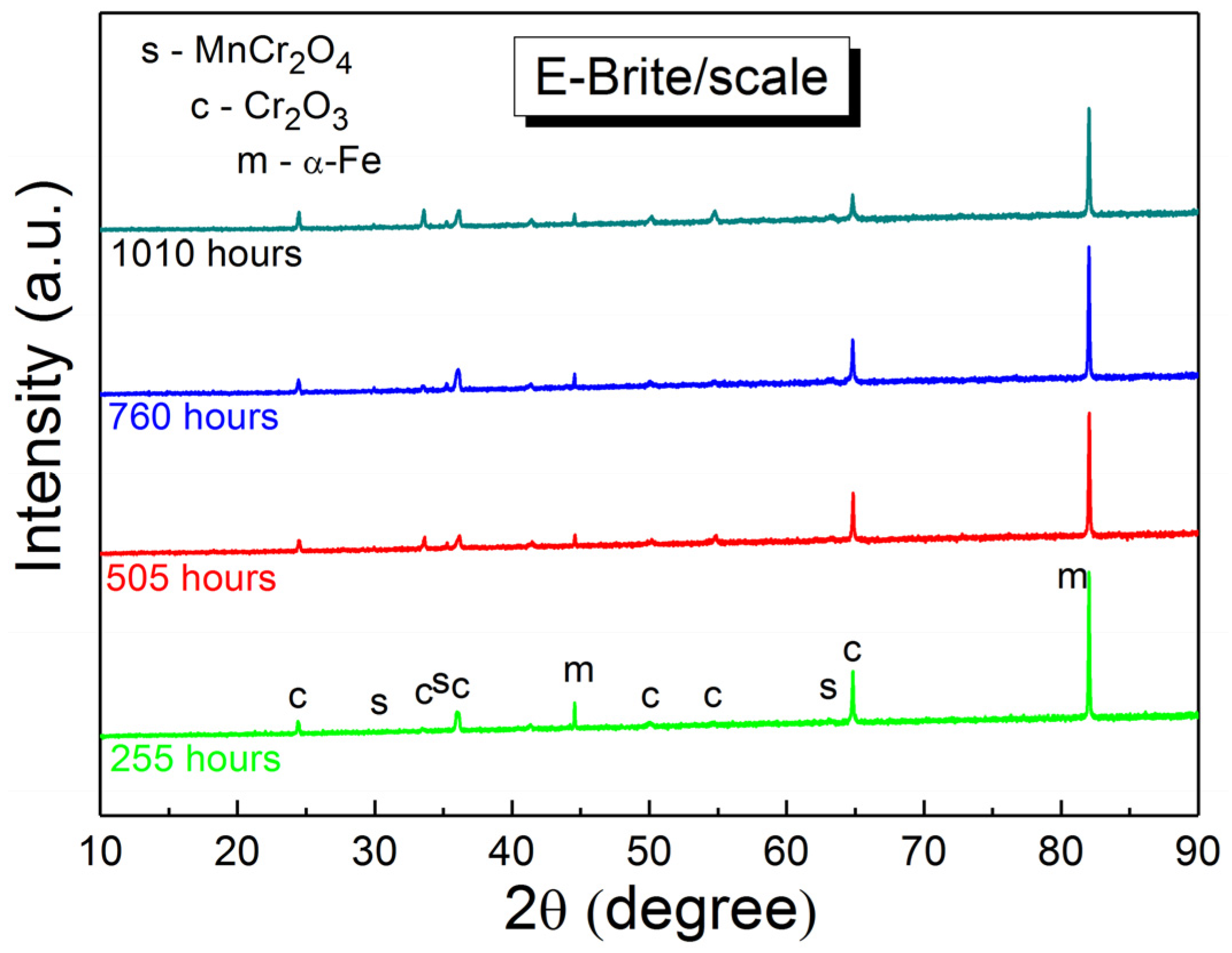
Figure 3 and
Figure 4 present X-ray diffractograms of the products grown on the two ferritic steels, i.e., Nirosta 4016/1.4016 and E-Brite after their oxidation at 800 °C for 255, 505, 760 and 1010 h in air.
From these studies, it was determined that the main phases constituting the scale formed on the Nirosta 4016/1.4016 steel are Cr
2O
3 and MnCr
2O
4 manganese-chromium spinel (
Figure 3). On the other hand, the scale grown on the surface of the E-Brite steel after oxidation for 255 h consists only of Cr
2O
3 (
Figure 4), whereas the presence of MnCr
2O
4 was also detected along with Cr
2O
3 after longer oxidation durations. The increase in α-Fe reflex intensity originating from the metallic substrate as the oxidation times of the studied steels decreased should also be noted. This is associated with scale thickness, which is the lowest after the shortest oxidation duration.
Table 4 lists the relative mass fractions of the products grown due to oxidation of the Nirosta 4016/1.4016 and E-Brite grade steels at 800 °C for 255, 505, 760 and 1010 h in air.
From these data, it can be concluded that the mass fractions of the detected phases in the scale grown on the E-Brite steel are around 97% for Cr2O3 and about 3% for MnCr2O4, and are practically independent of the oxidation duration. However, in the case of the Nirosta 4016/1.4016 steel, a systematic increase in the MnCr2O4 relative mass fraction along with a simultaneous decrease in Cr2O3 contribution in the scale is observed as the oxidation time of this steel increases.
3.3. Morphological Observations and Chemical Composition Studies of the Ferritic Steel Oxidation Products
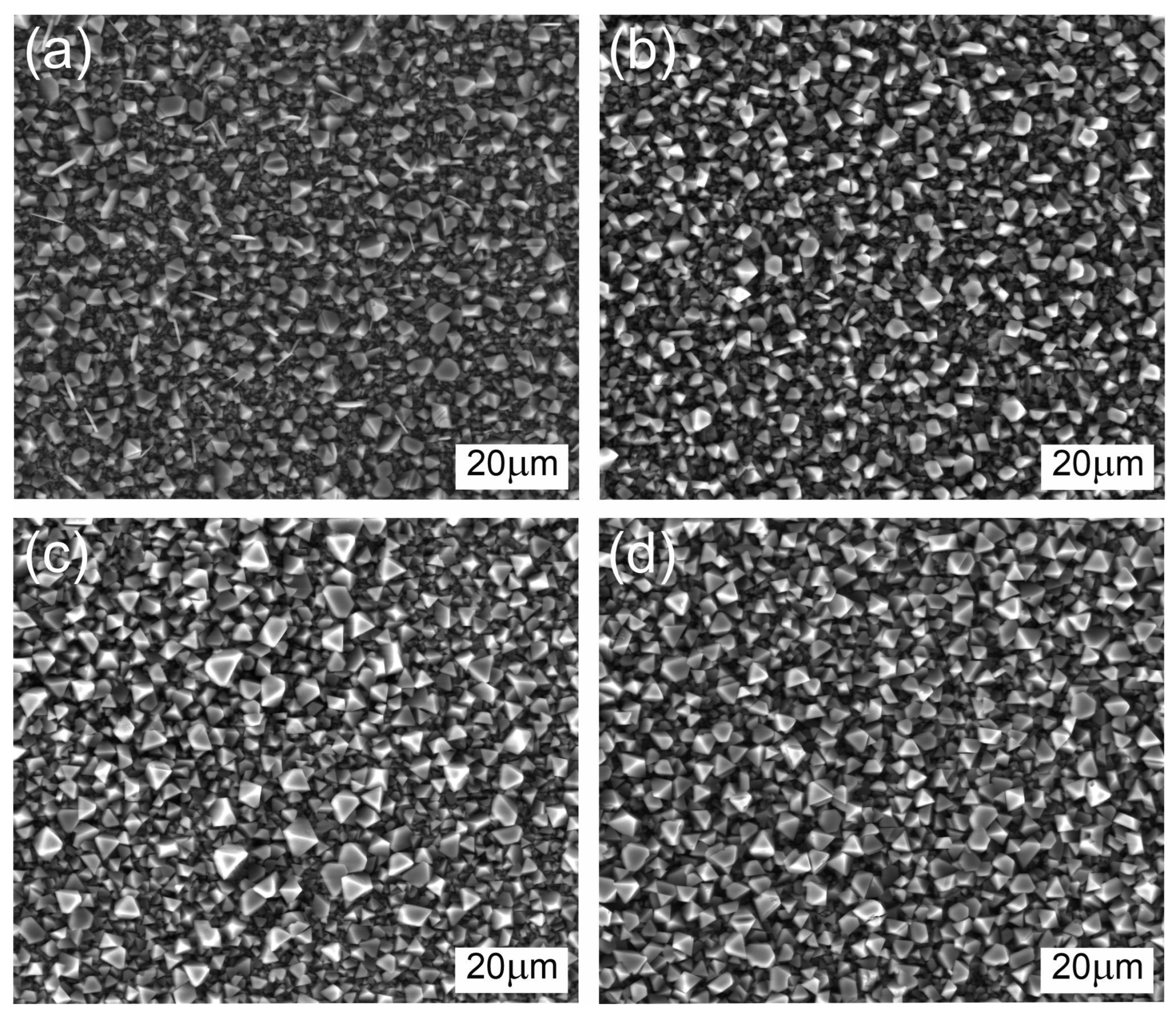
Figure 5 illustrates the surface morphologies of the scales grown on the Nirosta 4016/1.4016 ferritic steel after oxidation in air at 800 °C for 255 h (
Figure 5a), 505 h (
Figure 5b), 760 h (
Figure 5c) and 1010 h (
Figure 5d).
Microscopic observations of the scale surface revealed the presence of developed crystalline forms consisting of manganese-chromium spinel crystallites with a regular structure. Between the spinel grains these plates built of Cr
2O
3 are sporadically visible, the amounts of which successively decrease as oxidation time increases. It should be noted that significant changes in the cross-sections and spinel grain sizes were not observed after longer oxidation durations. After 225 h oxidation, the spinel grain sizes were in the range of 0.5 μm to 4 μm (
Figure 5a), whereas after 1010 h the spinel grains manifested between the sizes of 1 μm and 5 μm (
Figure 5d).
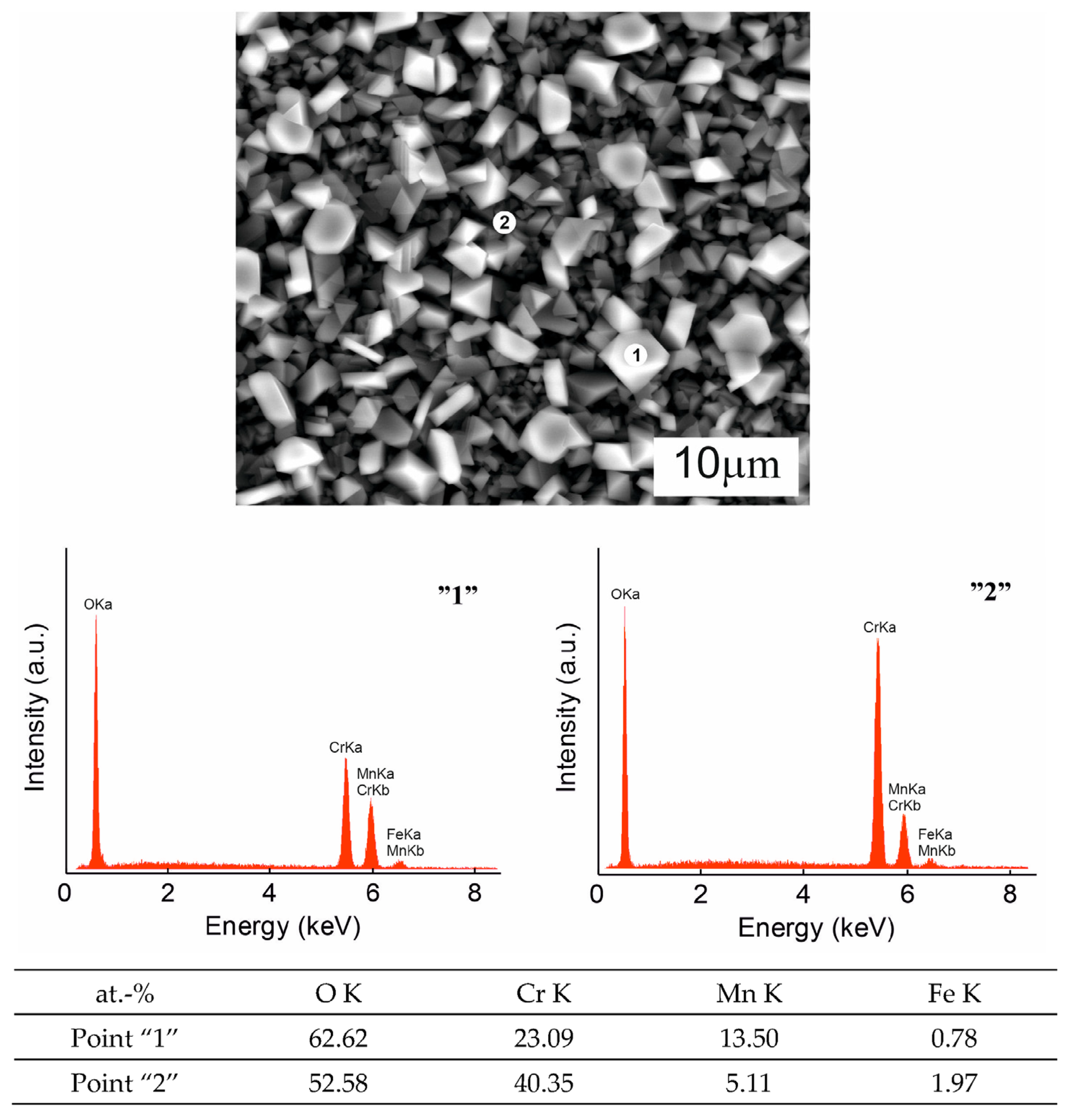
Chemical composition studies of the outermost scale layer by means of SEM/EDS revealed the presence of Cr
2O
3 grains under a layer consisting of spinel phase grains. As an example, in
Figure 6, the morphology of an enlarged fragment of the scale formed on the Nirosta 4016/1.4016 steel after 505 h of oxidation is illustrated along with spectra of EDS point analysis from locations designated with symbols “1” and “2”.
EDS point analysis of the chemical composition in the lower part of the layer (
Figure 6—point “2”) showed significant Cr and O concentrations along with a certain amount of Mn, indicating the presence of Cr
2O
3 in the studied scale as a result of selective chromium oxidation. On the other hand, the decrease in Cr concentration in the outer part of the layer along with a simultaneous increase in the amount of Mn can be associated with a continuous MnCr
2O
4 spinel layer, the existence of which is indicated in the EDS point analysis (
Figure 6—point “1”). Confirmation of these analyses can be found in the X-ray diffraction results (
Figure 3).
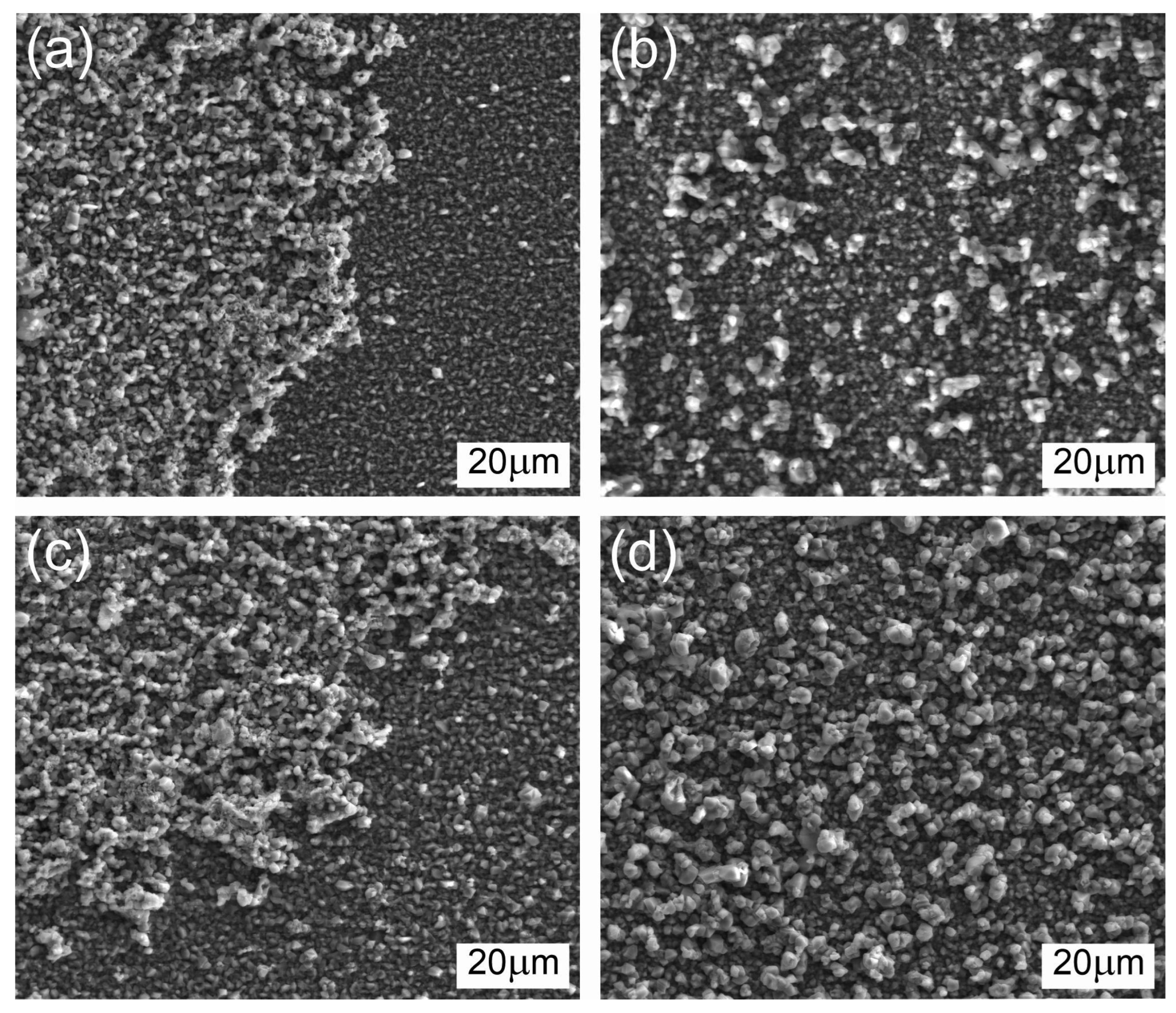
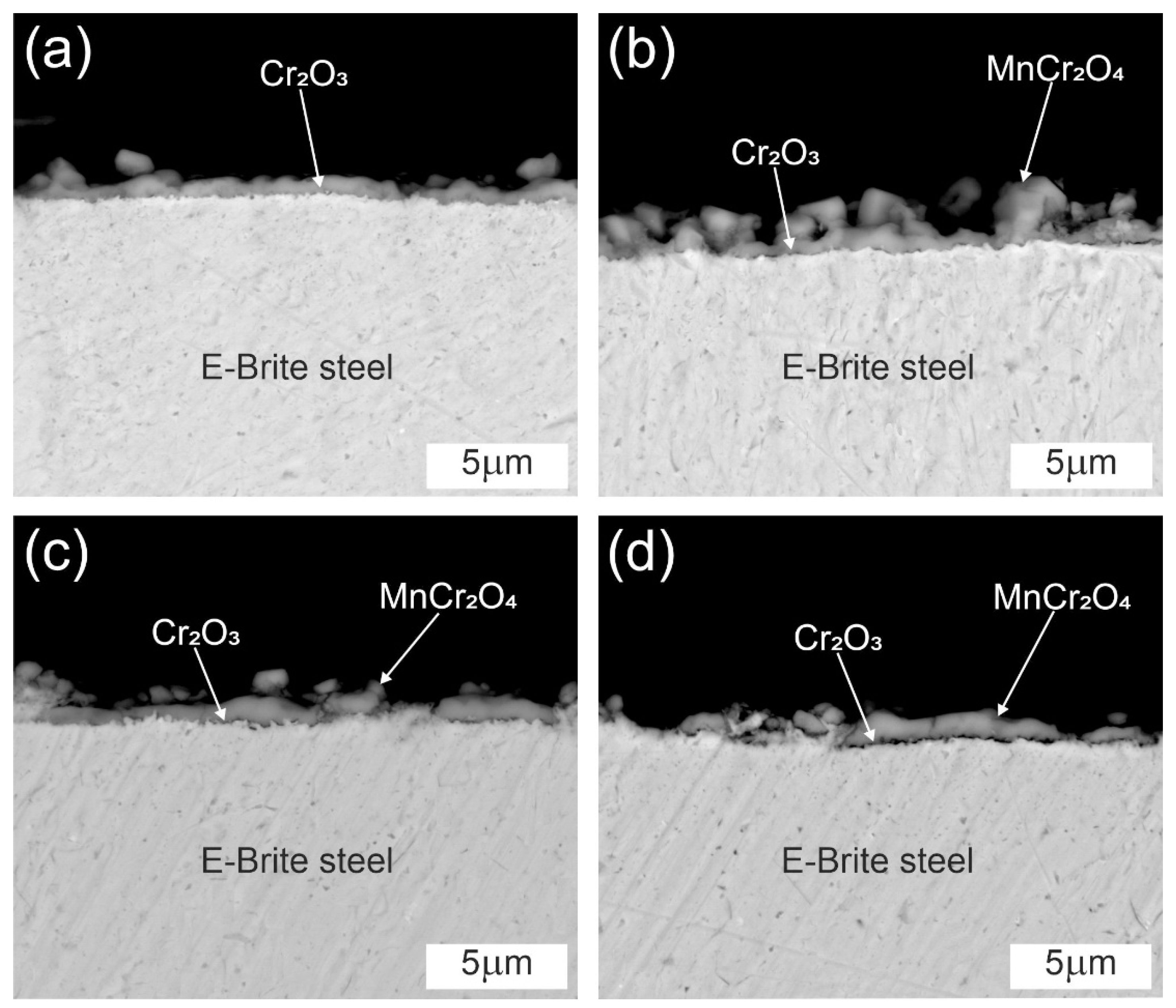
In the subsequent figure,
Figure 7, surface morphologies of scales formed on the E-Brite ferritic steel were presented after oxidation in air at 800 °C for 255 h (
Figure 7a), 505 h (
Figure 7b), 760 h (
Figure 7c) and 1010 h (
Figure 7d).
In this case, the surface of the corrosion product mainly consists of fine Cr2O3 grains, between which a minor number of precipitates in the form of “islets” built of well-defined MnCr2O4 spinel grains was observed.
The lack of a clearly defined external spinel layer is due to the very low manganese concentration in this steel, i.e., 0.05 wt.% (
Table 1). The aforementioned precipitates grow on a fine-grained layer built of chromium (III) oxide. The grain sizes of this fundamental layer of the scale grown on the E-Brite steel after oxidation for 255 h are between 0.5 μm and 1 μm, whereas the size of the discussed precipitates is in the range of 1–3.5 μm (
Figure 7a). As the oxidation time of the studied steel increases, the grains constituting the above-mentioned “islets” assume clearly defined crystalline forms (
Figure 7b,c). The spinel grains achieve sizes up to 8 μm. The scale surface visible in
Figure 7d grown on the steel after 1010 h oxidation still consists of a continuous fine-crystalline Cr
2O
3 layer, on which crystallized spinel grains with sizes ranging between 1.5 μm and 10 μm grow.
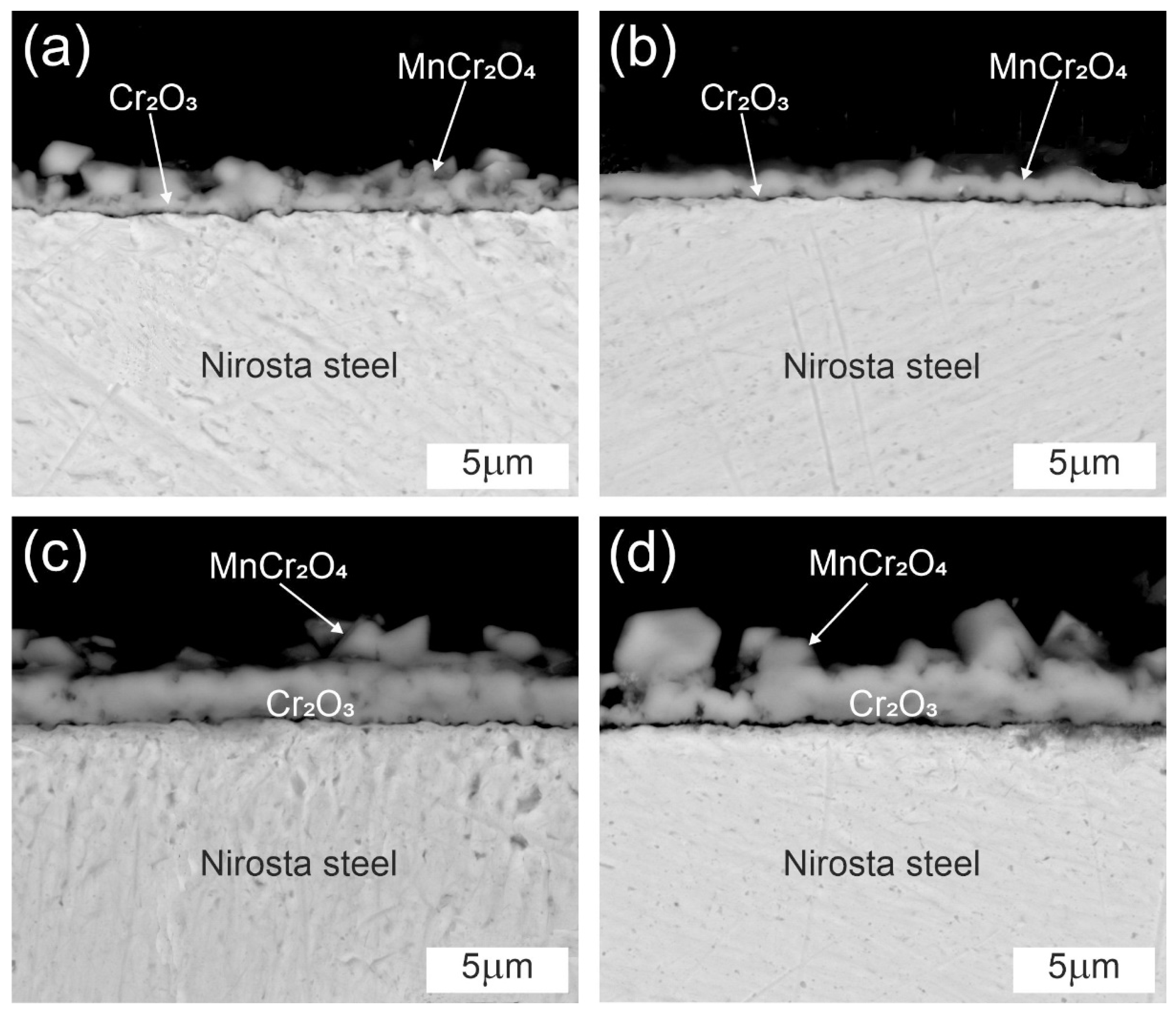
Figure 8 illustrates SEM cross-section microphotographs of scales formed on the Nirosta 4016/1.4016 ferritic steel after oxidation in air at 800 °C for 255 h (
Figure 8a), 505 h (
Figure 8b), 760 h (
Figure 8c) and 1010 h (
Figure 8d).
From these observations, it can be seen that the obtained scales consist of two layers: a thin external MnCr
2O
4 spinel layer and a thick internal layer built of Cr
2O
3, which is the main oxidation product of the studied steel. Spinel formation at the external part of the scale is due to its high thermodynamic stability at 800 °C, since at that temperature MnO precipitates, the free enthalpy of which is lower than that of Cr
2O
3. Under these conditions, manganese dissolves in the Cr
2O
3 lattice and then diffuses into the external part of the scale because the manganese diffusion coefficient in a Cr
2O
3 crystalline lattice is much higher than that of the remaining ferritic steel components, i.e., Fe and Cr in the following order D
Mn > D
Fe > D
Cr [
18]. As a result, of the solid-state reaction between manganese and chromium oxide, a stable manganese-chromium spinel forms.
In spite of the negative manganese influence on the scaling resistance of ferritic steels, the formation of MnCr
2O
4 is beneficial due to its electrical conductivity being higher than that of Cr
2O
3 [
19]. In addition, the spinel layer significantly limits chromium evaporation, which usually results in “
electrode poisoning” [
20].
All discussed scales are compact and well-adherent to the metallic core, however, the adherence of the outer spinel layer to the Cr
2O
3 layer is not entirely satisfactory due to the differences between the thermal expansion of Cr
2O
3 and MnCr
2O
4. The thickness of the fundamental fine-crystalline Cr
2O
3 layer is different depending on the duration of the oxidation process. As the oxidation time increases, so does the thickness of the layer formed on the Nirosta 4016/1.4016 ferritic steel. From the data compiled in
Table 2, it follows that the average total thickness of the scale grown on the studied steel after 1010 h, which contains two oxide layers, is around 2.8 μm. However, the spinel layer exhibits 0.8 μm thickness. One more detail concerning the microstructure of the studied scale cross-sections should be taken into consideration: the presence of SiO
2 precipitates was determined at the steel/scale interface region inside each of the discussed samples.
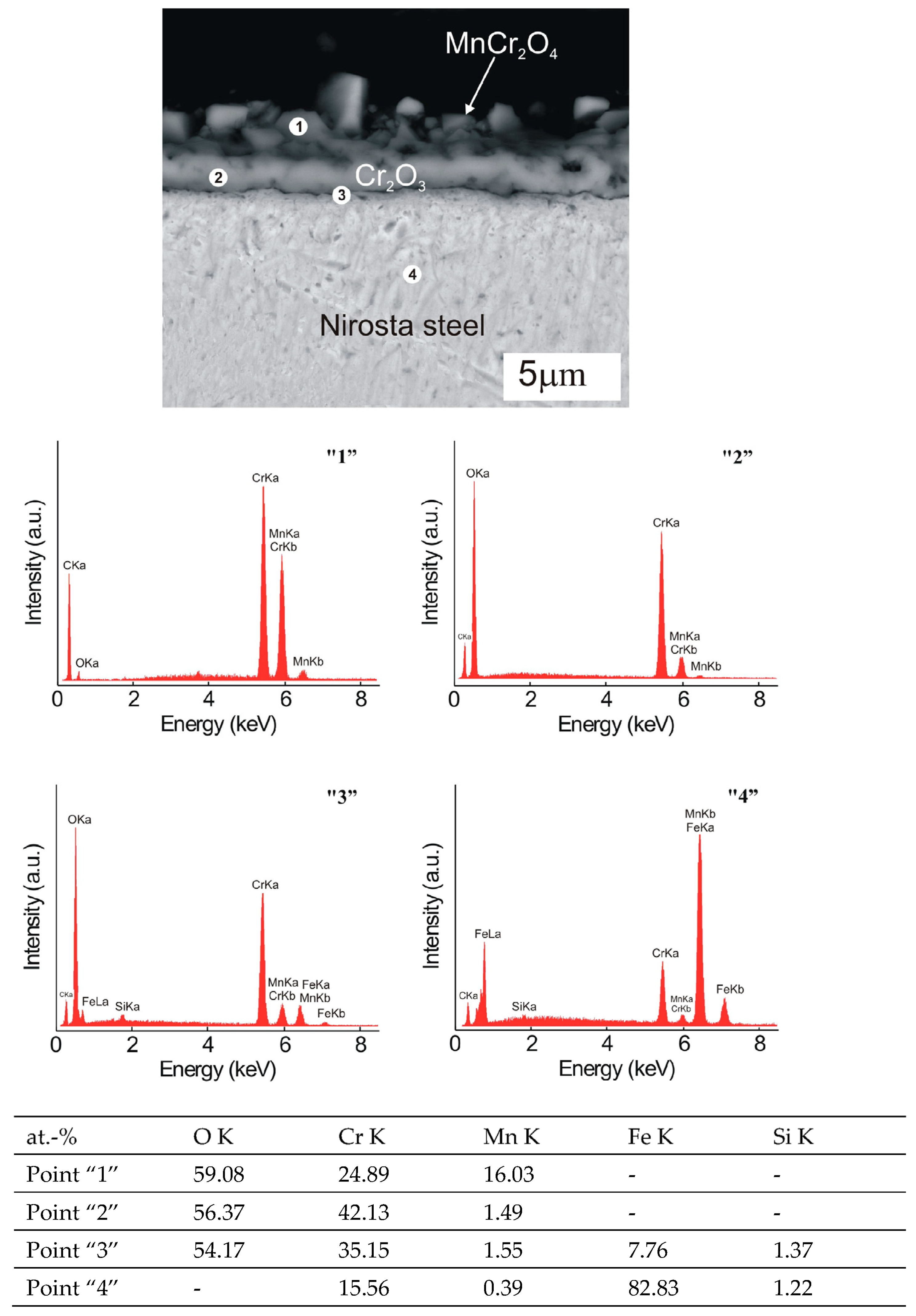
Figure 9 presents, as an example, the cross-section of the scale grown on the Nirosta 4016/1.4016 steel after oxidation in air at 800 °C for 760 h and EDS point analysis spectra from locations “1”, “2”, “3” and “4”.
From the picture, it follows that the grown scale has two layers: a thick internal layer built of chromium oxide (
Figure 9—point “2”) and a thinner external manganese-chromium spinel layer, the existence of which is also indicated by the EDS point analysis (
Figure 9—point “1”). Furthermore, the EDS point analysis confirmed the presence of several SiO
2 precipitates beneath the Cr
2O
3 layer at the steel/scale interface (
Figure 9—point “3”). Silicon exhibits higher chemical affinity to oxygen compared to chromium. The activity of oxygen beneath the scale is sufficient for silicon to internally oxidize, resulting in precipitates which, by accumulating in grain boundary regions inside the steel, can significantly hinder chromium diffusion in the direction of the scale/gas interface and simultaneously retard the corrosion rate of the discussed ferritic steel.
From the cross-section images obtained after steel oxidation for 255 h, it follows that the grown scale consists of one layer and is well-adherent to the metallic substrate (
Figure 10a). The thickness of this scale is 0.6 μm. X-ray diffraction results (
Figure 4) showed that one-layer scales also form on this steel after oxidation for 505, 760 and 1010 h. However, on the surface of the layer located near the metallic core, which consists of fine Cr
2O
3 grains, clusters of large MnCr
2O
4 spinel crystallites can be observed (
Figure 10b–d). The lack of a clearly developed spinel layer is the result of very low manganese concentration inside this steel (0.05 wt.%). It should be highlighted that the discussed scales are rather well-adherent to the metallic substrate.
In summary, it can be stated that manganese addition, present in the Nirosta 4016/1.4016 steel in the amount of 0.34 wt.%, facilitates the creation of a continuous external manganese-chromium layer, the thickness of which depends on the initial concentration of that element in the steel. A layer of the aforementioned spinel limits the formation of volatile oxides and oxyhydroxides and thus inhibits the “
electrode poisoning” effect. An exception to this is the E-Brite steel, on the surface of which a continuous spinel layer was not determined. It deserves to be highlighted that the scale thickness calculated on the basis of mass gains from correlation (4) remains in good accordance with the average scale thicknesses estimated from the metallographic cross-sections (
Table 2).
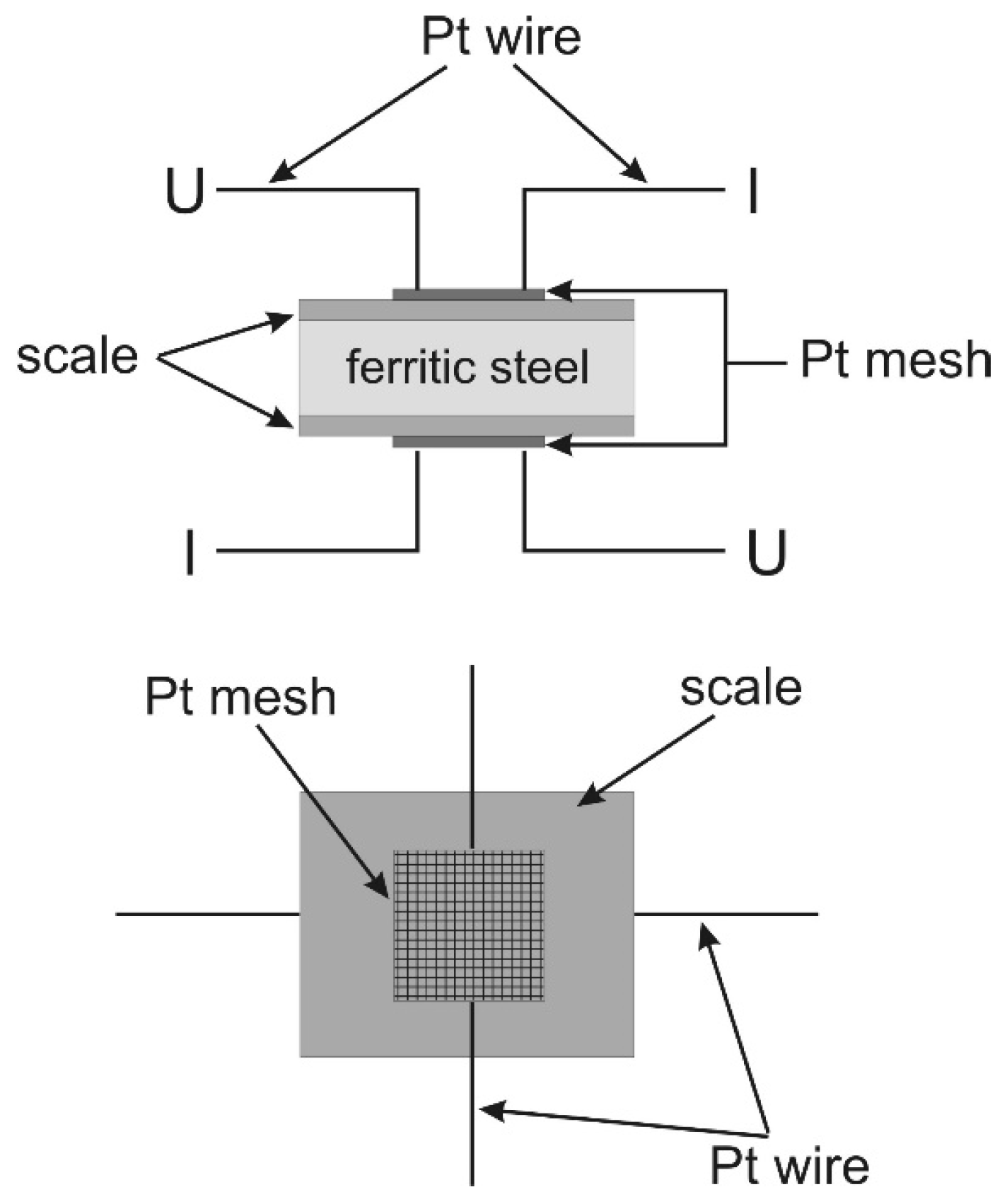
3.4. Electrical Resistance Measurements of the Steel/Scale System after Ferritic Steel Oxidation
In this subsection the results of area specific resistance measurements performed on Nirosta 4016/1.4016 and E-Brite grade ferritic steels after previous isothermal oxidation in air at 800 °C for 255, 505, 760 and 1010 h are presented. Electrical resistance measurements on steel/scale systems were carried out as a function of temperature in the 800–323 °C range in air using the four-probe method.
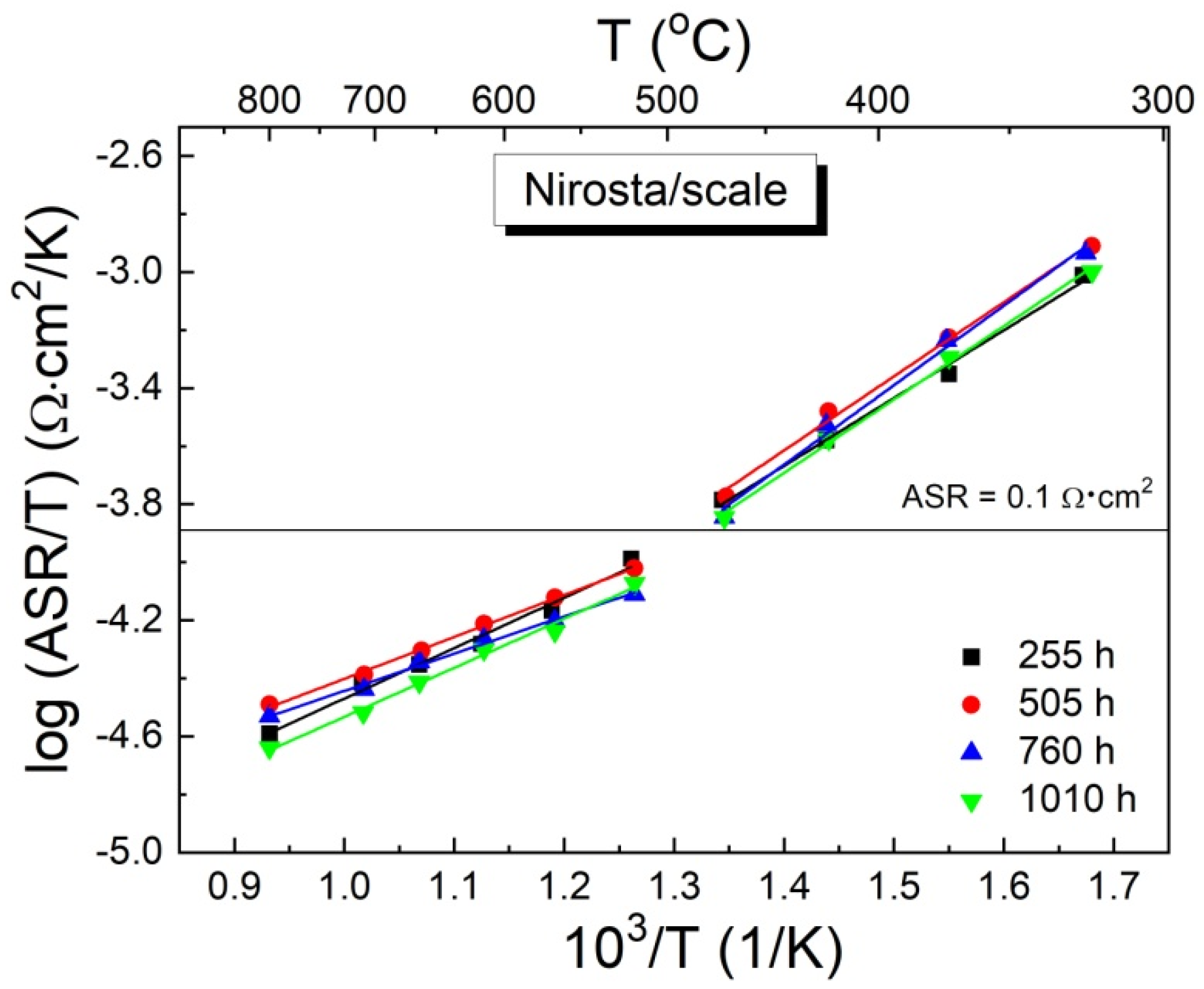
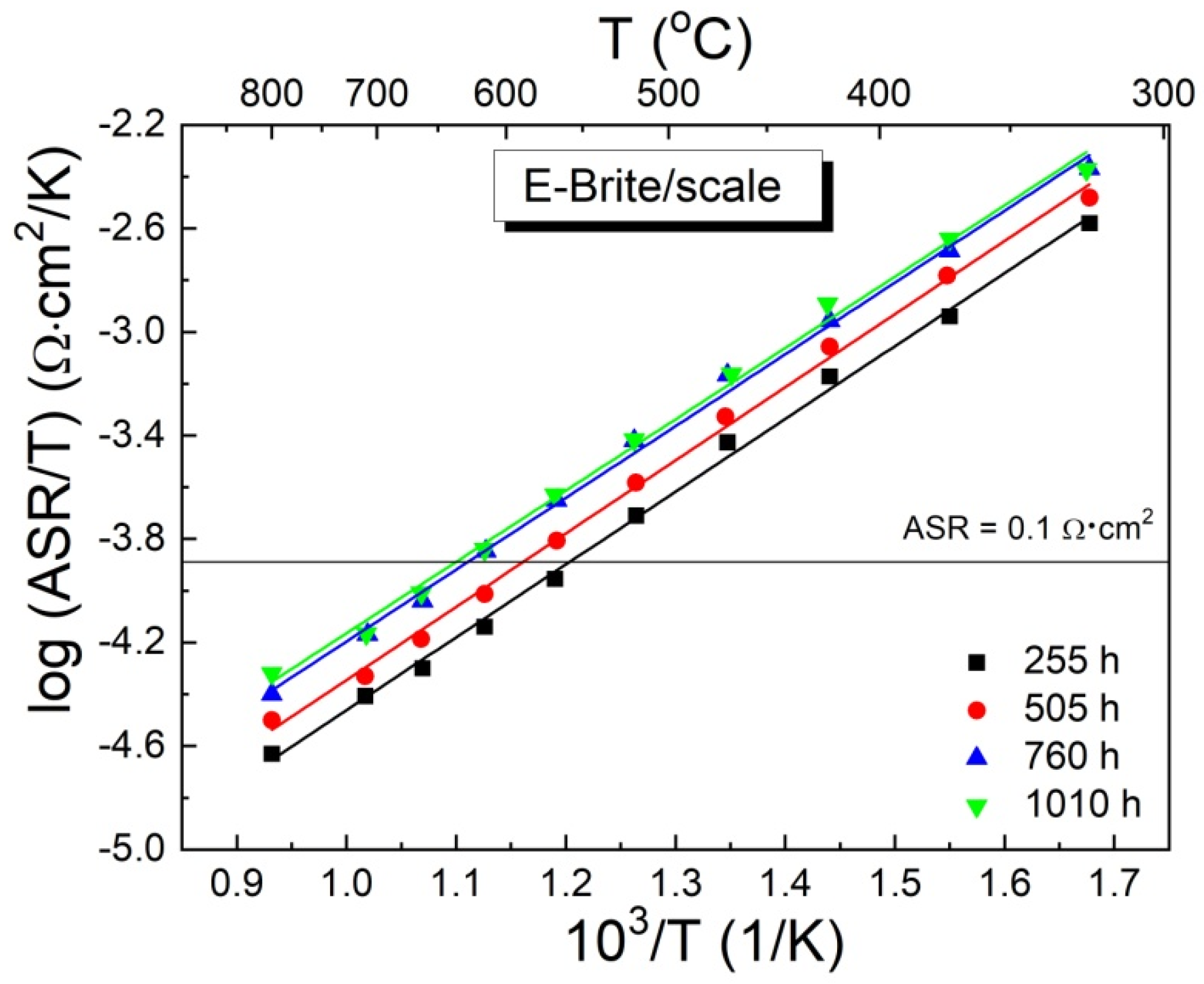
Figure 11 and
Figure 12 illustrate, the temperature dependences of area specific resistance for Nirosta steel/scale and E-Brite steel/scale systems.
From both plots, a linear increase in area specific resistance along with temperature can be noticed.
Thus, the studied systems exhibit semiconductor characteristics. Assuming the mechanism of small polaron movement in the analysed steel/scale systems, their area specific resistance can be expressed in the following form:
where: A—preexponential factor (Ω·cm
2/·K), E
c—activation energy for the movement of small polarons (eV), k—Boltzmann’s constant (eV/K) and T—absolute temperature (K).
In the case of the Nirosta steel/scale layer system, a break in the log(ASR/T) = f(1/T) curves at 520 °C is observed, most likely caused by a change in the electrical conduction mechanism due to the double layer morphological build of the scales grown on the aforementioned steel during the high-temperature oxidation process. The minor differences in ASR course changes in the studied samples can be explained by the similar microstructure of the oxide scales. On the other hand, the layer system consisting of the E-Brite steel and its scale demonstrates a linear dependence throughout the entire temperature range in which studies were performed. The differences in ASR values primarily result from changes in the thickness of the layer built of Cr2O3 with a comparably minor spinel phase contribution under the assumption that the adherence of all scales grown on the E-Brite steel after interrupting the oxidation process at different times is satisfactory.
In
Table 5 the area specific resistance values obtained from the studied layer systems at 800 °C are compiled along with the electrical conductivity activation energy (E
c) values determined from the linear log(ASR/T) = f(1/T) correlations for different temperature ranges depending on the type of studied system.
The electrical conductivity activation energies of the Nirosta steel/scale system in the low-temperature range (T < 520 °C) are higher than those of the aforementioned system studied at higher temperatures (T ≥ 520 °C), which should presumably be associated with the transport of charge carriers along Cr2O3 grain boundaries. In the low-temperature range, the highest activation energy was achieved by the steel/scale layer system obtained after oxidation for 760 h, whereas the lowest was after 255 h oxidation. Conversely, in the high-temperature range the previously mentioned changes in activation energy values were observed for samples oxidized for 255 and 760 h, respectively. In the case of the E-Brite steel/scale system, the conduction activation energy values are practically at a comparable level. This highlights the fact that the higher the activation energy value, the lower the area specific resistance of the E-Brite steel/scale system.
From the data, it can furthermore be concluded that the area specific resistance values for the Nirosta steel/scale system at 800 °C are at a similar level, whereas in the case of the E-Brite steel/scale system—they slightly increase along with the oxidation time of the studied steel. It should also be mentioned that the ASR value of the E-Brite steel/scale layer system obtained after 1010 h oxidation remains in good agreement with the data presented in [
13], from which it follows that the E-Brite steel exhibits an ASR level below 50 mA/cm
2 after 1200 h oxidation in air.
In the case of the investigated the Nirosta steel/scale layer systems, which were first subjected to oxidation for different periods of time, the ASR values obtained above 520 °C do not exceed the resistance level of ASR < 0.1 Ω·cm
2 required for interconnect materials when constructing SOFC and SOEC stacks [
4]. On the other hand, the ASR values measured for the E-Brite steel/scale systems did not exceed the previously mentioned level in the temperature range of 567–661 °C depending on the duration of their previous oxidation.
In order to emphasise the differences in electrical conductivity of both studied steel/scale layer systems, a plot of the ln (σ
z·T) = f(1/T) correlation was prepared based on the following equation:
where: σ
z—scale conduction (1/Ω·cm), σ
o—preexponential factor (1/Ω·cm·K), E
c—activation energy for small polaron movement (polaron migration enthalpy) (eV).
For this purpose, the measurement data in the form of area specific resistance (
Figure 11 and
Figure 12) was converted into electrical conductivity expressed in S·(K/cm), while using knowledge of the scale thicknesses determined by means of the metallographic method listed in
Table 2. This value is called “
apparent electrical conductivity” because the obtained scale is multi-phase systems.
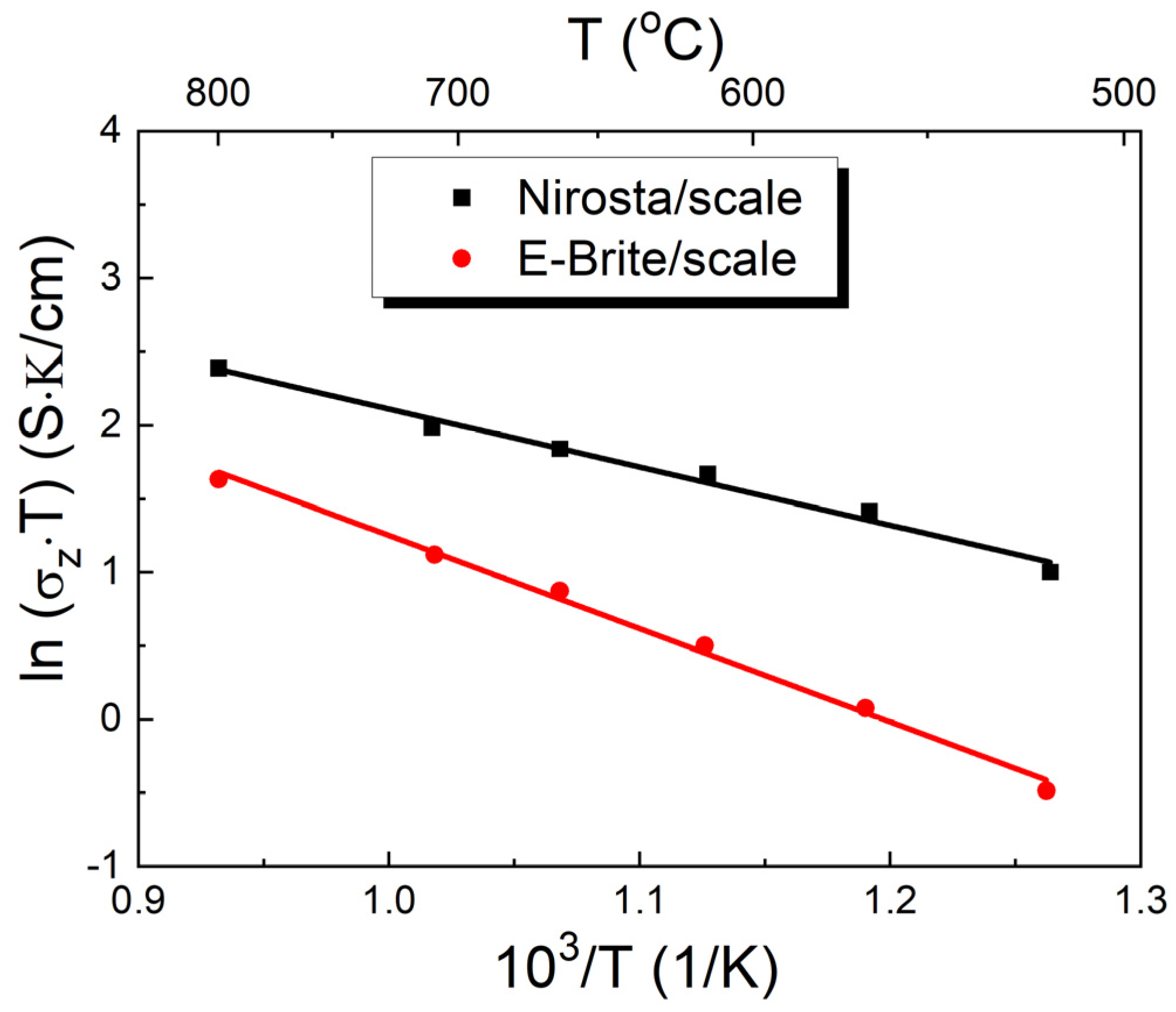
Figure 13 presents electrical conductivity (σ
z·T) changes in an Arrhenius system as a function of temperature for Nirosta steel/scale and E-Brite steel/scale systems in the air in the temperature range 520–800 °C.
In order to prepare this plot, ASR measurement data from the 520–800 °C range exclusively was used for steel/scale systems oxidized at 800 °C for 1010 h in air. The temperature dependence of “apparent electrical conductivity” for the studied systems is linear. This indicates that electrical current conduction in steel/scale systems occurs in accordance with the assumed model of small polaron movement in a chromium (III) oxide crystalline lattice. The electrical conductivity activation energy of the Nirosta steel/scale system (Ec = 0.29 eV), determined on the basis of correlation (7), is lower than the Ec values for the E-Brite steel/scale system (Ec = 0.49 eV).
From the data presented in
Figure 13, it follows that the scale grown on the Nirosta 4016/1.4016 steel exhibits higher electrical conductivity in the entire temperature range compared to the scale formed on E-Brite ferritic steel under the same oxidizing conditions. This effect can be explained by the conductivity of the manganese-chromium spinel, one of the components of the scale grown on the Nirosta steel, being reported as at least one order of magnitude higher than that of chromium oxide, which, in turn, is practically the only oxidation product on the E-Brite steel [
20].
The results of these studies indicate the usefulness of the Nirosta 4016/1.4016 ferritic steel as a potential construction material for creating metallic interconnects in SOFCs or SOECs designated for operation at 800 °C.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}