


Study on the Surface Generation Mechanism during Ultra-Precision Parallel Grinding of SiC Ceramics
 ,
,
Abstract
:1. Introduction
2. Modeling of Surface Generation in Ultra-Precision Grinding Considering Tool Vibration
3. Experiment Results and Discussion
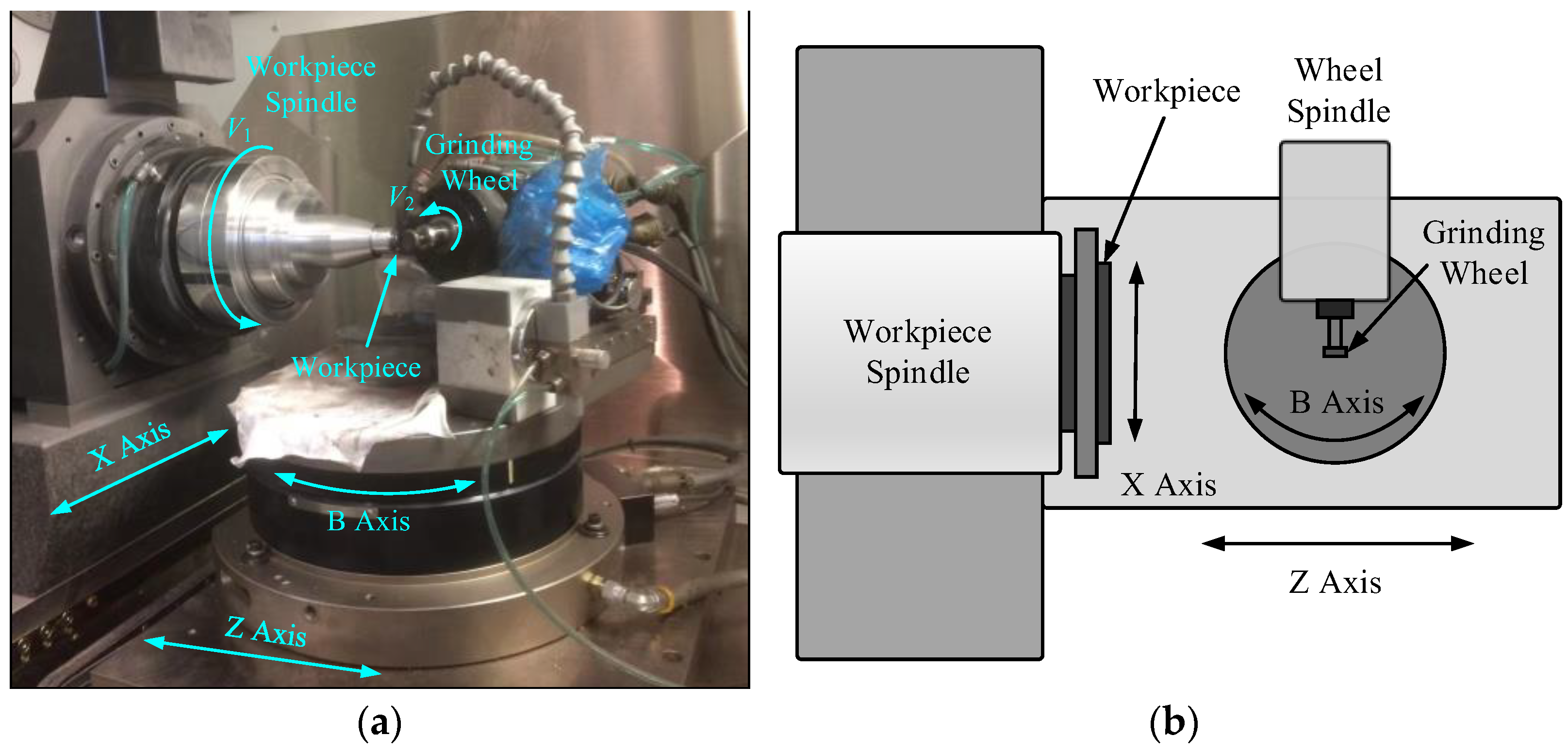
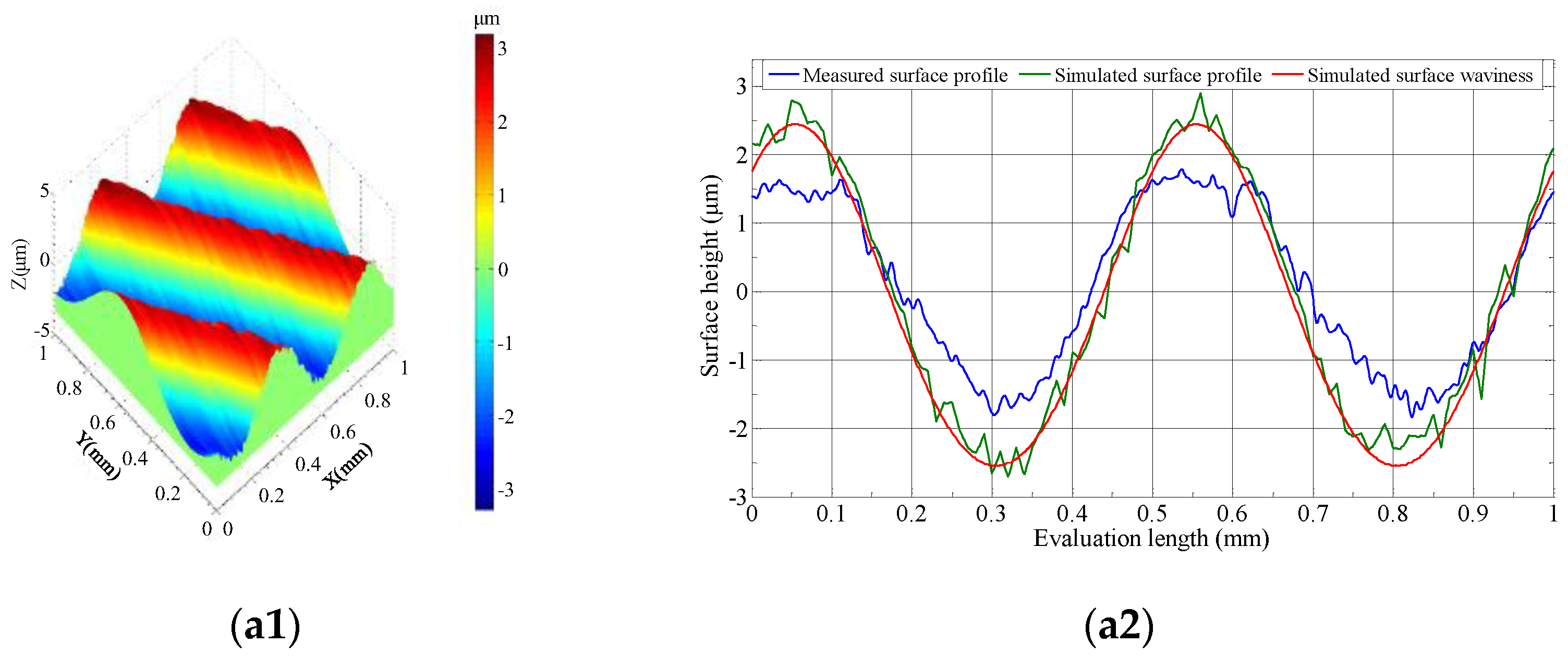
3.1. Experimental Results and Validations
3.2. Experimental Analysis of Surface Generation
4. Conclusions
- (1)
- Wheel synchronous vibration has a dominant impact on surface generation, in which slight changes in the rotational speed of the grinding wheel leads to great waviness in pattern variation. This is due to the huge difference in depth of cut for tool cutting profiles which interferes with neighboring cutting edges in the feed direction.
- (2)
- The phase shift has a great influence on the continuity of waviness generation; the phase (phase = 0, 0.1, and 0.9) closer to an integer tends to generate continuous waviness, whereas the phase (phase = 0.3 and 0.5) farther away from an integer tends to generate discontinuous waviness patterns. This is caused by the relative changes in the depth of cut between adjacent tool paths.
- (3)
- In parallel grinding, the surface generation by way of the ductile mode is more susceptible to appear in the central location of the ground surface due to the decreasing linear velocity. The phase shift has an effect on grinding ductility; for in phase, a ductile removal surface is more likely formed.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Beaucamp, A.; Simon, P.; Charlton, P.; King, C.; Matsubara, A.; Wegener, K. Brittle-ductile transition in shape adaptive grinding (SAG) of SiC aspheric optics. Int. J. Mach. Tool Manufact. 2017, 115, 29–37. [Google Scholar] [CrossRef]
- Jalluri, T.D.P.V.; Gouda, G.M.; Dey, A.; Rudraswamy, B.; Sriram, K.V. Development and characterization of silicon dioxide clad silicon carbide optics for terrestrial and space applications. Ceram. Int. 2022, 48, 96–110. [Google Scholar] [CrossRef]
- Huang, P.; Zhang, J.Q. Strain rate effect on the ductile brittle transition in grinding hot pressed SiC ceramics. Micromachines 2020, 11, 545. [Google Scholar] [CrossRef]
- Tang, Z.R.; Gu, L.; Ma, H.P.; Dai, K.F.; Luo, Q.; Zhang, N.; Huang, J.Y.; Fan, J.J. Study on the surface structure of N-Doped 4H-SiC homoepitaxial layer dependence on the growth temperature and C/Si ratio deposited by CVD. Crystals 2023, 13, 193. [Google Scholar] [CrossRef]
- Saddow, S.E. Silicon carbide technology for advanced human healthcare applications. Micromachines 2022, 13, 346. [Google Scholar] [CrossRef]
- Xie, Y.L.; Deng, D.X.; Guan, P.; Huang, X.; Zhao, C.Y. Fabrication of silicon carbide microchannels by thin diamond wheel grinding. Int. J. Adv. Manuf. Technol. 2020, 111, 309–323. [Google Scholar] [CrossRef]
- Zhang, T.Y.; Liu, F.; Liu, Y.; Wu, C.G.; Liang, S.Y. Ultraviolet nanosecond laser-ablated groove analysis of 2.5D Cf/SiC composites. Crystals 2023, 13, 223. [Google Scholar] [CrossRef]
- Huang, S.Q.; Wei, Z.Z.; Rao, X.S.; Li, C.; Zhang, F.H. Optimization of processing parameters during electrical discharge diamond grinding of RB- SiC ceramics based on grey relational theory. Diam. Abras. Eng. 2021, 41, 56–62. [Google Scholar]
- Li, C.; Hu, Y.X.; Zhang, F.H.; Geng, Y.Q.; Meng, B.B. Molecular dynamics simulation of laser assisted grinding of GaN crystals. Int. J. Mech. Sci. 2023, 239, 107856. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.C.; Zhang, F.H.; Zhang, Y.; Hu, Y.X.; Wang, Y.F. Understand anisotropy dependence of damage evolution and material removal during nanoscratch of MgF2 single crystals. Int. J. Extreme Manuf. 2023, 5, 015101. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.C.; Meng, B.B.; Hu, Y.X.; Li, L.Q.; Zhang, F.H. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tool Manufact. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Yu, S.M.; Yao, P.; Huang, C.Z.; Chu, D.K.; Zhu, H.T.; Zou, B.; Liu, H.L. On-machine precision truing of ultrathin arc-shaped diamond wheels for grinding aspherical microstructure arrays. Precis. Eng. 2022, 73, 40–50. [Google Scholar] [CrossRef]
- Kuriyagawa, T.; Zahmaty, M.S.S.; Syoji, K. A new grinding method for aspheric ceramic mirrors. J. Mater. Process. Technol. 1996, 62, 387–392. [Google Scholar] [CrossRef]
- Heike, K.F.; Taghi, T.; Bahman, A. Material removal mechanism in ultrasonic-assisted grinding of Al2O3 by single-grain scratch test. Int. J. Adv. Manuf. Technol. 2017, 91, 2949–2962. [Google Scholar]
- Zhong, Z.W.; Venkatesh, V.C. Recent developments in grinding of advanced materials. Int. J. Adv. Manuf. Technol. 2009, 41, 468–480. [Google Scholar] [CrossRef]
- Weck, M.; Hennes, N.; Schulz, A. Dynamic behaviour of cylindrical traverse grinding processes. CIRP Ann. 2001, 50, 213–216. [Google Scholar] [CrossRef]
- Yang, Y.C.; Wu, Y.-R.; Tsai, T.-M. An analytical method to control and predict grinding textures on modified gear tooth flanks in CNC generating gear grinding. Mech. Mach. Theory 2022, 177, 105023. [Google Scholar] [CrossRef]
- Chen, B.; Li, S.C.; Deng, Z.H.; Guo, B.; Zhao, Q.L. Grinding marks on ultra-precision grinding spherical and aspheric surfaces. Int. J. Precis. Eng. Manuf. Green Tech. 2017, 4, 419–429. [Google Scholar] [CrossRef]
- Chen, S.S.; Cheung, C.F.; Zhang, F.H. An experimental and theoretical analysis of surface generation in the ultra-precision grinding of hard and brittle materials. Int. J. Adv. Manuf. Technol. 2018, 97, 2715–2729. [Google Scholar] [CrossRef]
- Dong, Z.C.; Cheng, H.B. Ductile mode grinding of reaction-bonded silicon carbide mirrors. Appl. Opt. 2017, 56, 7404–7412. [Google Scholar] [CrossRef] [PubMed]
- Antwi, E.K.; Liu, K.; Wang, H. A review on ductile mode cutting of brittle materials. Front. Mech. Eng. 2018, 13, 251–263. [Google Scholar] [CrossRef] [Green Version]
- Datye, A.; Schwarz, U.D.; Lin, H.T. Fracture toughness evaluation and plastic behavior law of a single crystal silicon carbide by nanoindentation. Ceramics 2018, 1, 198–210. [Google Scholar] [CrossRef] [Green Version]
- Page, T.F.; Oliver, W.C.; McHargue, C.J. The deformation behavior of ceramic crystals subjected to very low load nanoindentations. J. Mater. Res. 1992, 7, 450–473. [Google Scholar] [CrossRef]
- Rao, X.S.; Zhang, F.H.; Luo, X.C.; Ding, F.; Cai, Y.K.; Sun, J.N.; Liu, H.T. Material removal mode and friction behaviour of RB-SiC ceramics during scratching at elevated temperatures. J. Eur. Ceram. Soc. 2019, 39, 3534–3545. [Google Scholar] [CrossRef]
- Shen, X.T.; Song, X.; Wang, X.C.; Sun, F.H. Grinding characteristics of CVD diamond grits in single grit grinding of SiC ceramics. Int. J. Adv. Manuf. Technol. 2021, 114, 2783–2797. [Google Scholar] [CrossRef]
- Zheng, Z.D.; Huang, K.; Lin, C.T.; Zhang, J.G.; Wang, K.; Sun, P.; Xu, J.F. An analytical force and energy model for ductile-brittle transition in ultra-precision grinding of brittle materials. Int. J. Mech. Sci. 2022, 220, 107107. [Google Scholar] [CrossRef]
- Giridhar, D.; Sakthivel, G.; Vijayaraghavan, L.; Krishnamurthy, R.; Kumar, M.S.; Gangadhar, K.; Kannan, T. Characterization of single-grit grooving process of silicon carbide ceramic using multisensory approach. Silicon 2022, 14, 5563–5575. [Google Scholar] [CrossRef]
- Gao, S.; Wang, H.X.; Huang, H.; Kang, R.K. Molecular simulation of the plastic deformation and crack formation in single grit grinding of 4H-SiC single crystal. Int. J. Mech. Sci. 2023, 247, 108147. [Google Scholar] [CrossRef]
- Tao, H.F.; Liu, Y.H.; Zhao, D.W.; Lu, X.C. Effects of wheel spindle vibration on surface formation in wafer self-rotational grinding process. Int. J. Mech. Sci. 2022, 232, 107620. [Google Scholar] [CrossRef]
- Czapla, T.; Fice, M.; Niestrój, R. Experimental identification of wheel-surface model parameters: Various terrain conditions. Sci. Rep. 2022, 12, 16015. [Google Scholar] [CrossRef] [PubMed]
- Yin, T.F.; To, S.; Du, H.H.; Zhang, G.Q. Effects of wheel spindle error motion on surface generation in grinding. Int. J. Mech. Sci. 2022, 218, 107046. [Google Scholar] [CrossRef]
- Chen, S.S.; Cheung, C.F.; Zhang, F.; Zhao, C.Y. Three-dimensional modelling and simulation of vibration marks on surface generation in ultra-precision grinding. Precis. Eng. 2018, 53, 221–235. [Google Scholar] [CrossRef]
- Huo, F.W.; Kang, R.K.; Li, Z.; Guo, D.M. Origin, modeling and suppression of grinding marks in ultra-precision grinding of silicon wafers. Int. J. Mach. Tool Manufact. 2013, 66, 54–65. [Google Scholar] [CrossRef]
- Inasaki, I.; Karpuschewski, B.; Lee, H.S. Grinding chatter–origin and suppression. CIRP Ann. Manuf. Technol. 2001, 50, 515–534. [Google Scholar] [CrossRef]
- XU, L.X.; Li, H.; Cai, X.T.; Zhou, P.X.; Chen, Y.W.; Wu, J.F. Study on surface quality in ultrasonic vibration grinding of SiC ceramics with small diameter grinding wheel. Diam. Abras. Eng. 2020, 40, 67–77. [Google Scholar]
- Chen, J.B.; Fang, Q.H.; Li, P. Effect of grinding wheel spindle vibration on surface roughness and subsurface damage in brittle material grinding. Int. J. Mach. Tool Manufact. 2015, 91, 12–23. [Google Scholar] [CrossRef]
- Cao, Y.L.; Guan, J.Y.; Li, B.; Chen, X.L.; Yang, J.X.; Gan, C.B. Modeling and simulation of grinding surface topography considering wheel vibration. Int. J. Adv. Manuf. Technol. 2013, 66, 937–945. [Google Scholar] [CrossRef]
- Chen, S.S.; Yang, S.M.; Cheung, C.F.; Ho, L.T.; Zhang, F.H. Suppression strategy of micro-waviness error in ultra-precision parallel grinding. Nanomanuf. Metrol. 2022, 5, 423–429. [Google Scholar] [CrossRef]
- Chen, S.S.; Cheung, C.F.; Zhao, C.Y.; Zhang, F.H. Simulated and measured surface roughness in high-speed grinding of silicon carbide wafers. Int. J. Adv. Manuf. Technol. 2017, 91, 719–730. [Google Scholar] [CrossRef]
- Pan, Y.C.; Zhao, Q.L.; Guo, B.; Chen, B.; Wang, J.H. Suppression of surface waviness error of fresnel micro-structured mold by using non-integer rotation speed ratio in parallel grinding process. Micromachines 2020, 11, 652. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contents | Parameter Setting |
|---|---|
| Diamond grinding wheel | Resin bond, thickness: 6 mm, diameter: 20 mm, nose radius: 0.5 mm, grit size: 1500# |
| Workpiece material | RB-SiC, thickness: 5 mm, diameter: 12 mm |
| Operating parameters | Wheel speed: 39,000 rpm–40,350 rpm, workpiece speed: 1500 rpm, depth of cut: 10 μm, feed speed: 10 mm/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Yang, S.; Cheung, C.F.; Liu, T.; Duan, D.; Ho, L.-t.; Jiang, Z. Study on the Surface Generation Mechanism during Ultra-Precision Parallel Grinding of SiC Ceramics. Crystals 2023, 13, 646. https://doi.org/10.3390/cryst13040646
Chen S, Yang S, Cheung CF, Liu T, Duan D, Ho L-t, Jiang Z. Study on the Surface Generation Mechanism during Ultra-Precision Parallel Grinding of SiC Ceramics. Crystals. 2023; 13(4):646. https://doi.org/10.3390/cryst13040646
Chicago/Turabian StyleChen, Shanshan, Shuming Yang, Chi Fai Cheung, Tao Liu, Duanzhi Duan, Lai-ting Ho, and Zhuangde Jiang. 2023. "Study on the Surface Generation Mechanism during Ultra-Precision Parallel Grinding of SiC Ceramics" Crystals 13, no. 4: 646. https://doi.org/10.3390/cryst13040646