
Numerical and Experimental Investigation on the Abrasive Flow Machining of Artificial Knee Joint Surface
Abstract
:1. Introduction
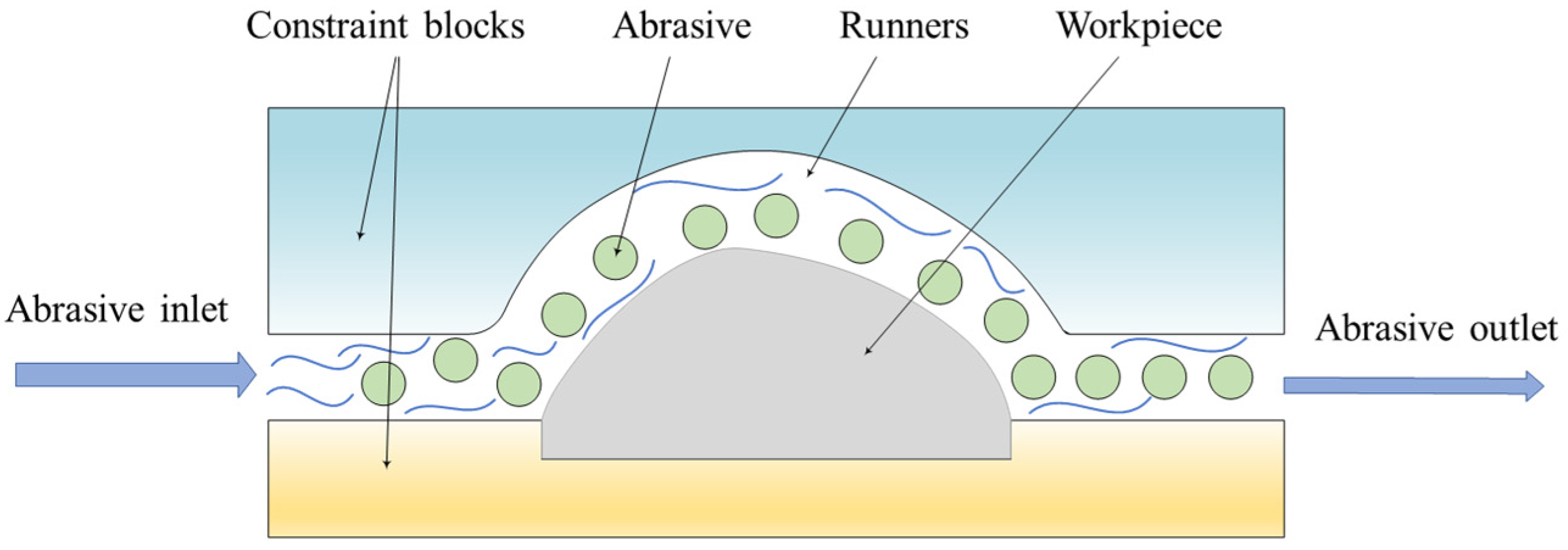
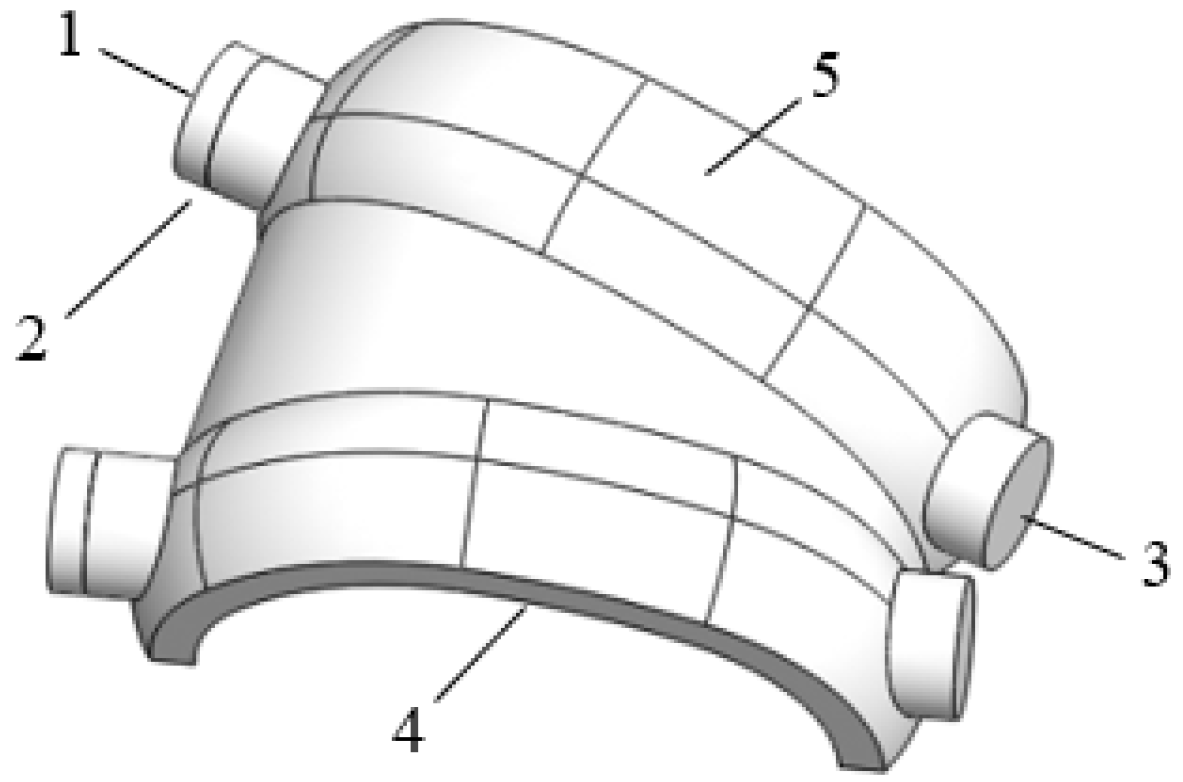
2. Modeling of Knee Joint Surface and Associated Abrasive Flow Machining Channel
3. Numerical Work
3.1. Model Development
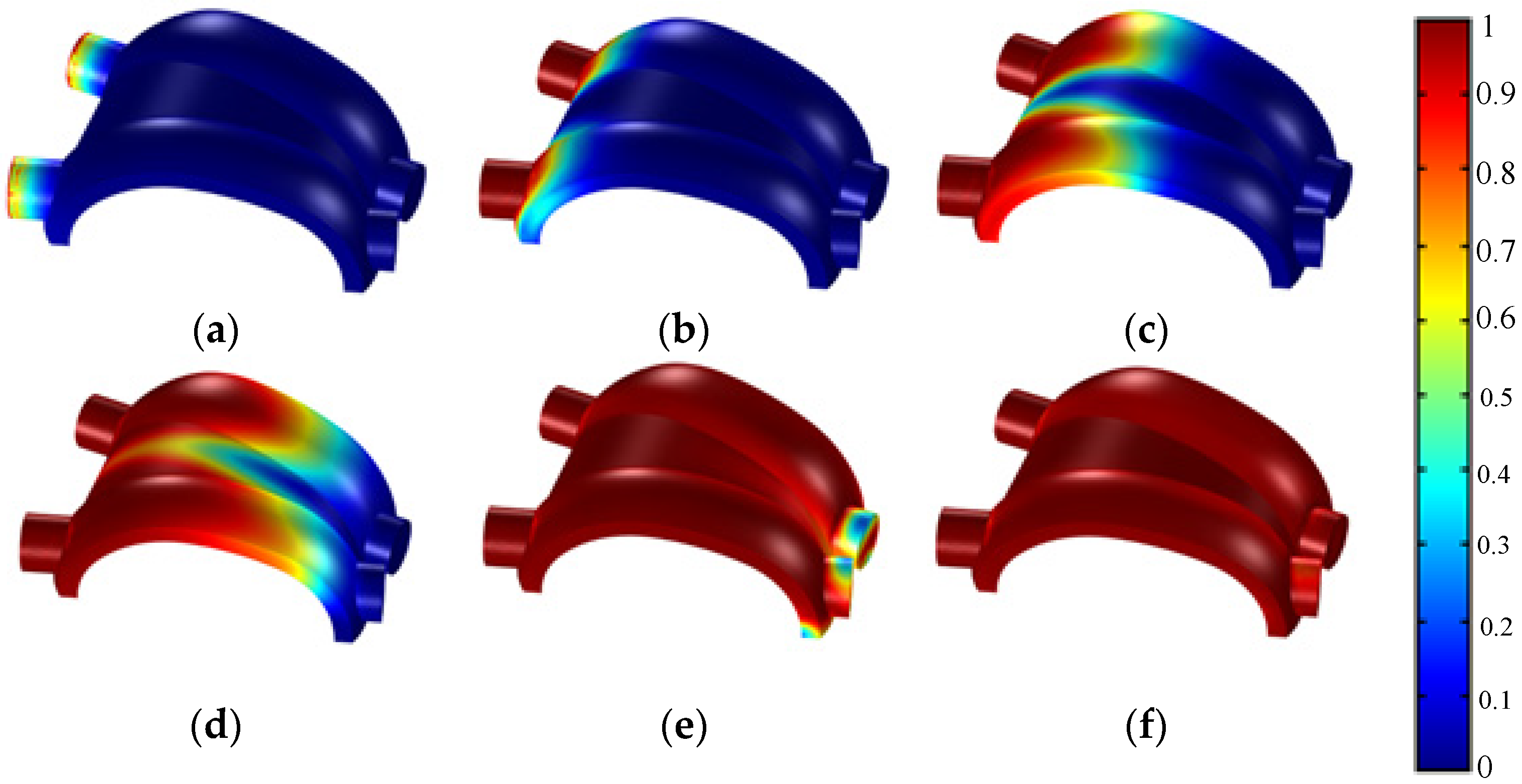
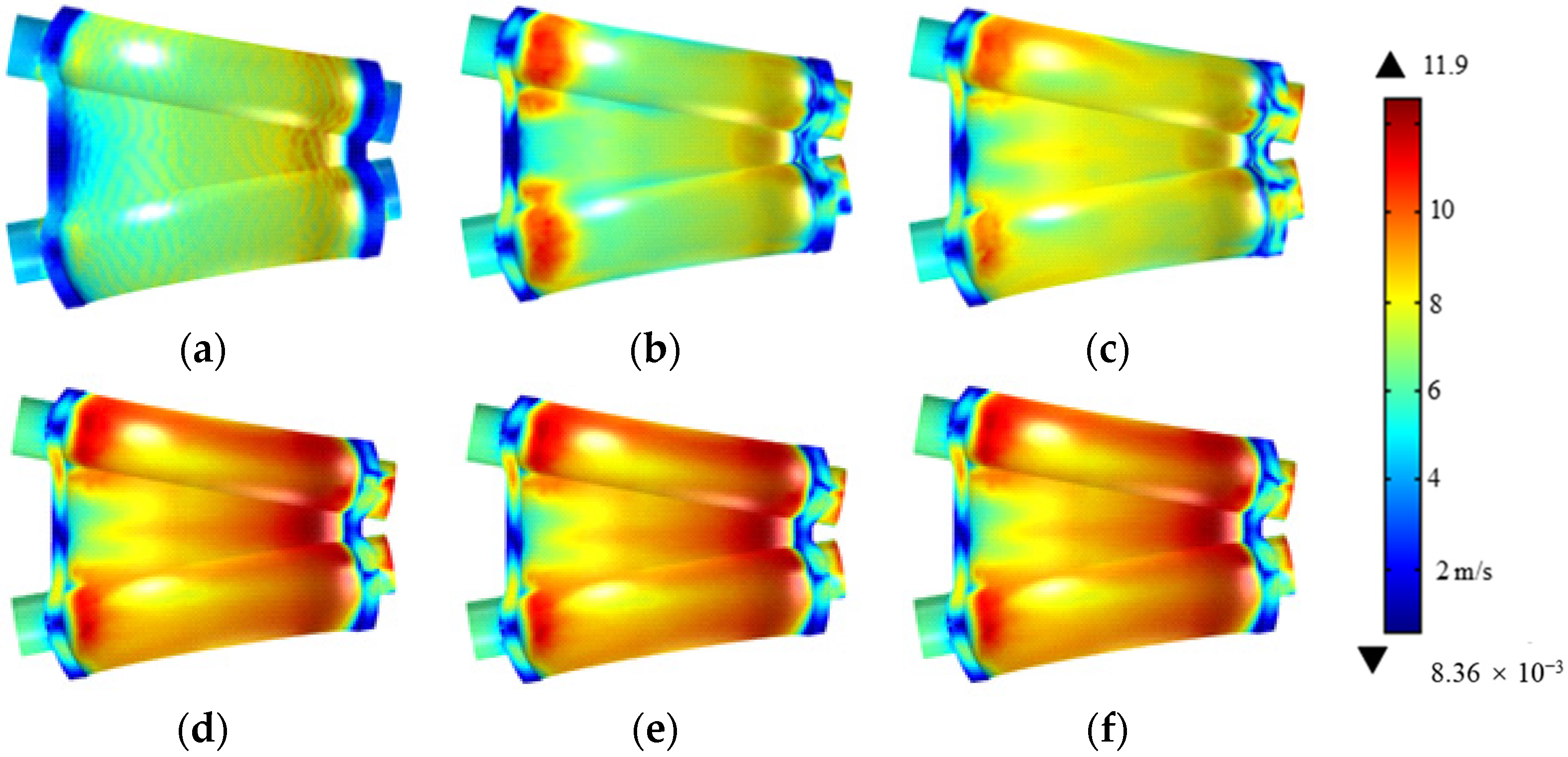
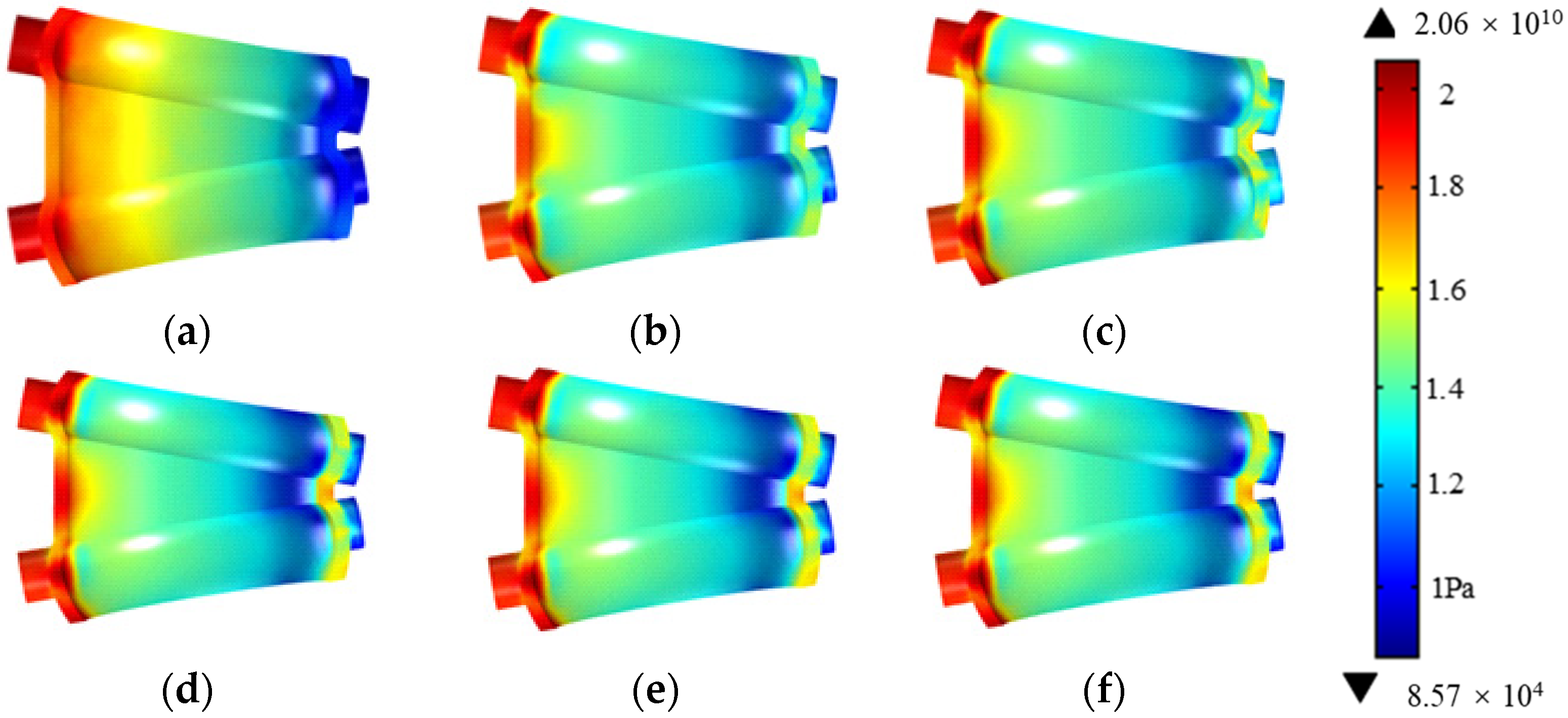
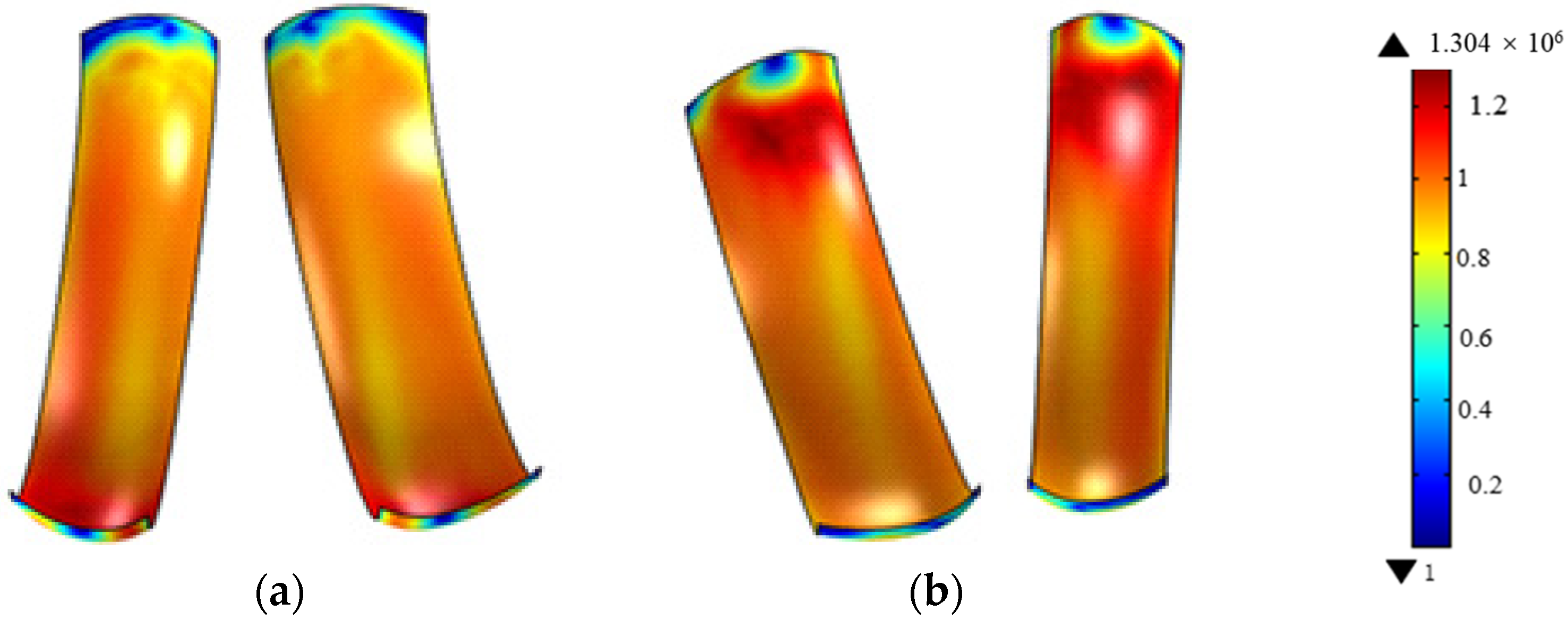
3.2. Numerical Simulation Results and Discussion
4. Experimental Work
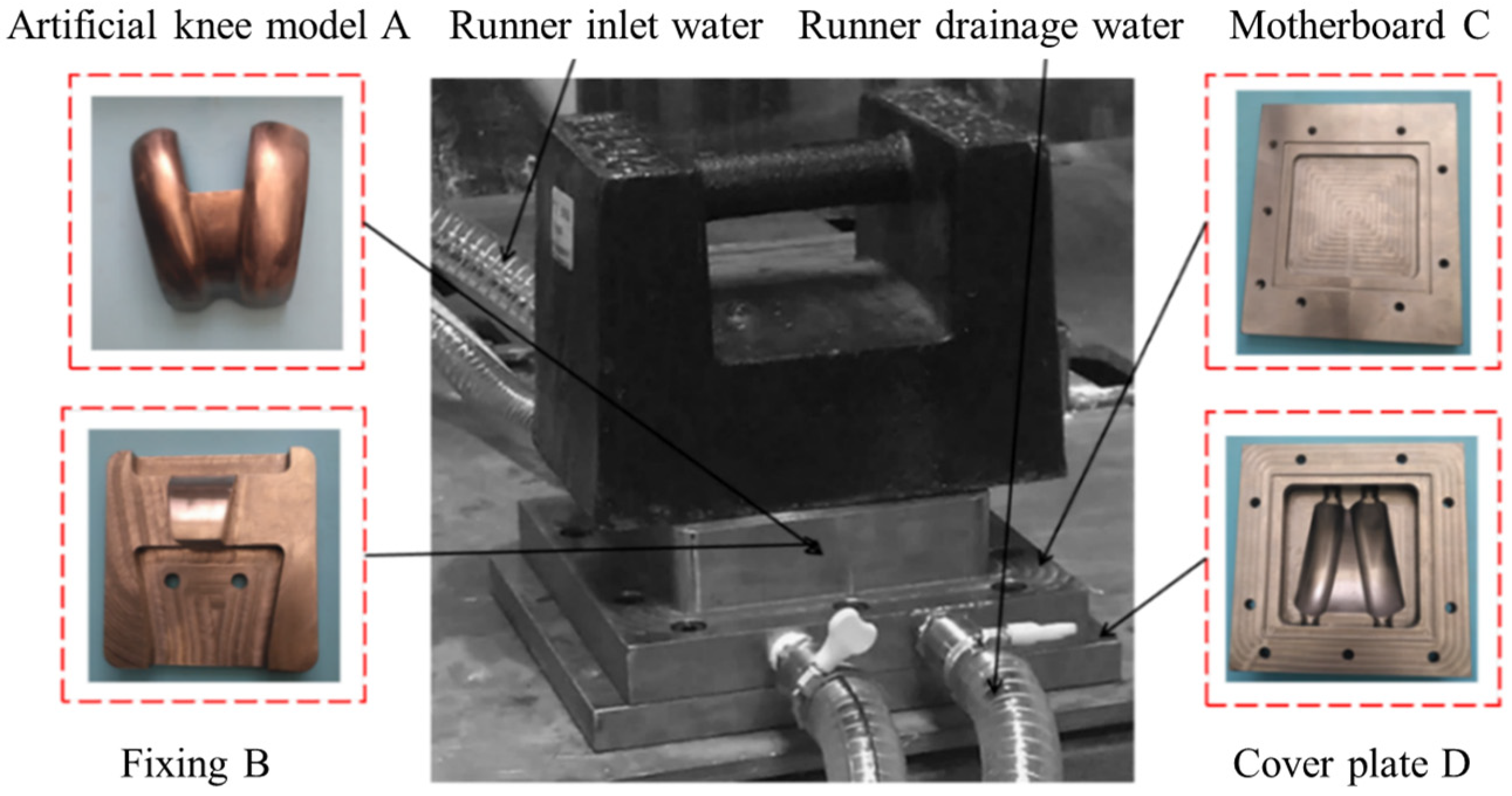
4.1. Experimental Setup
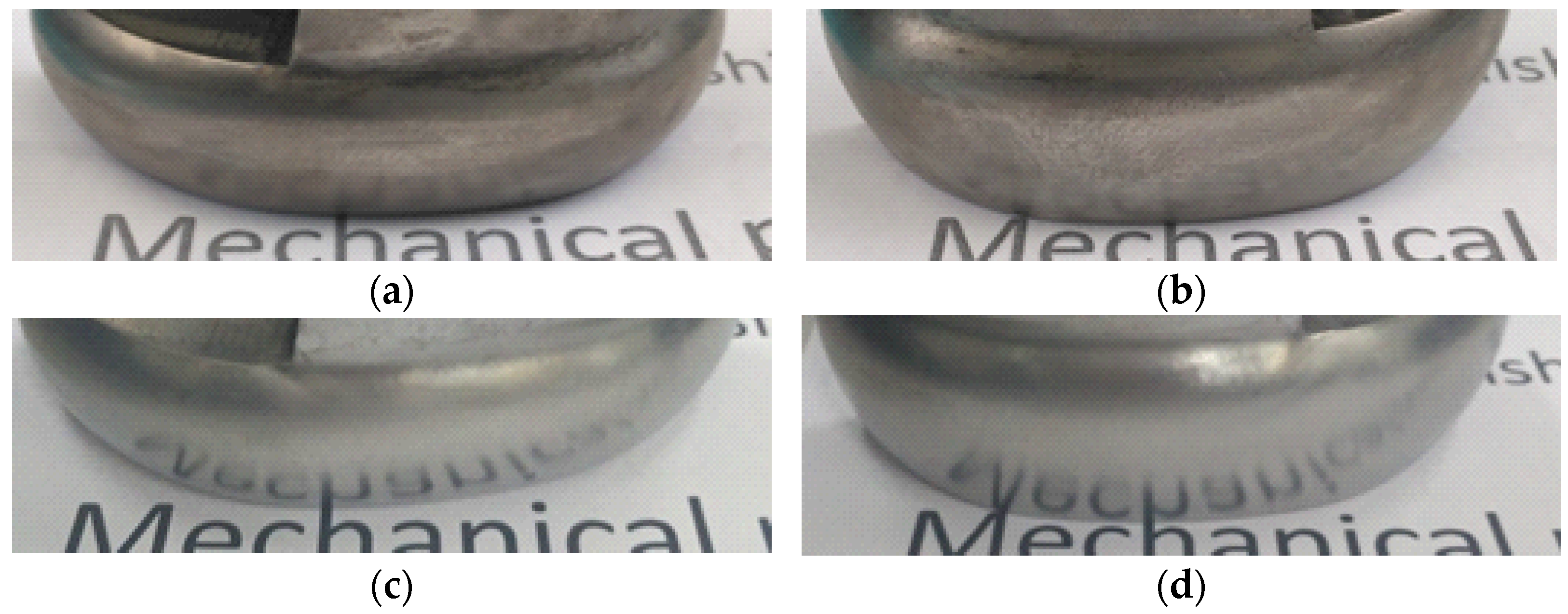
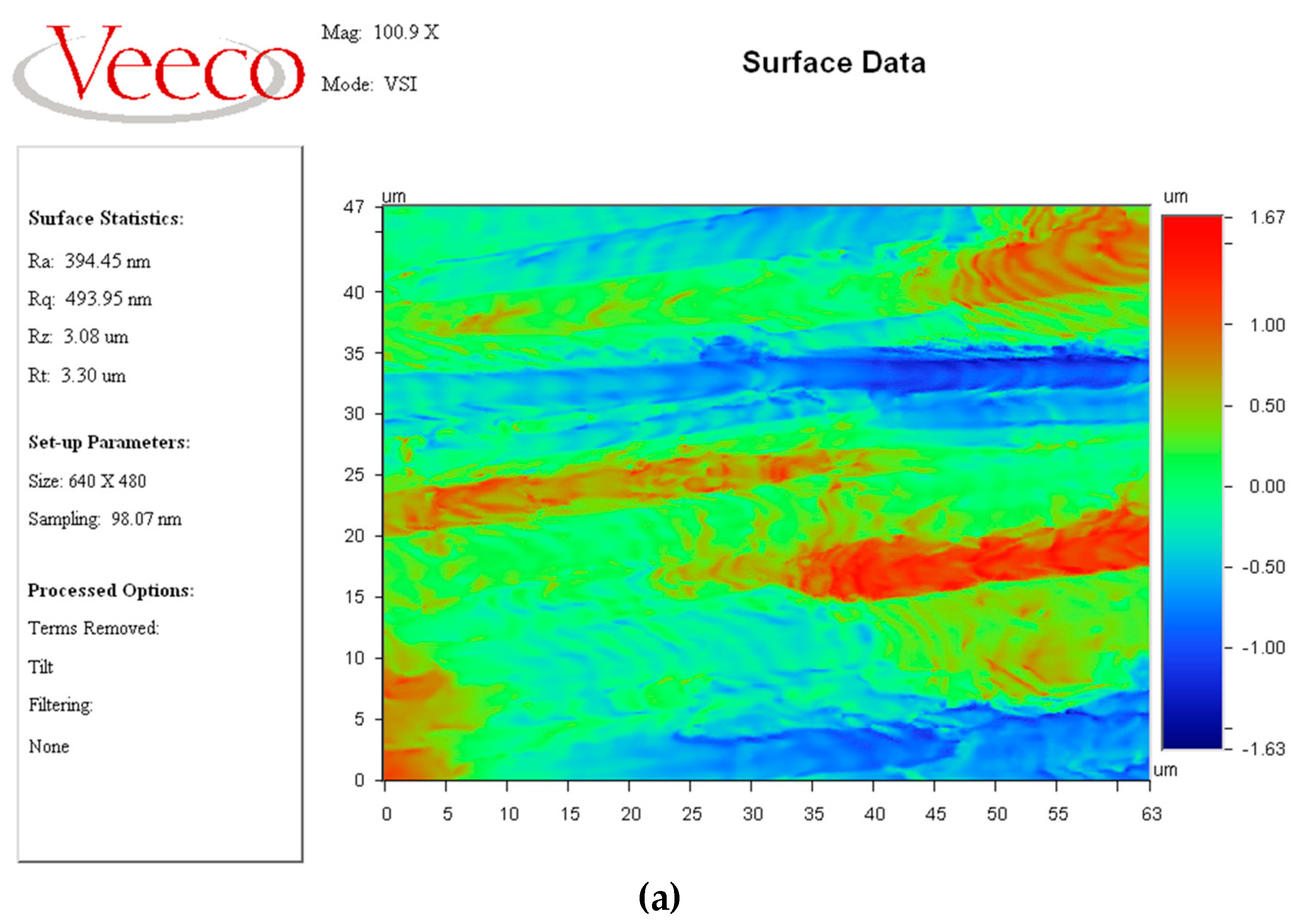
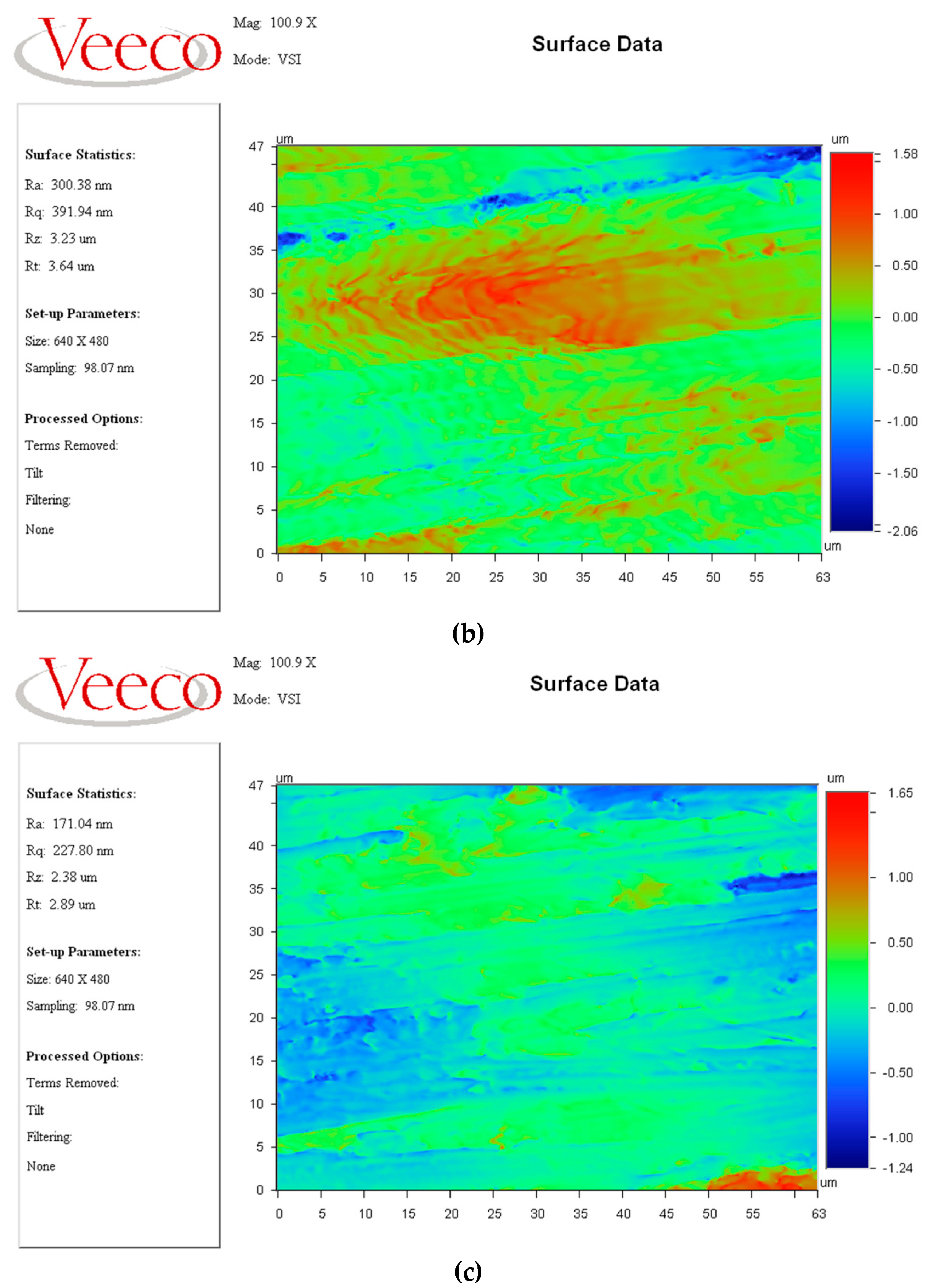
4.2. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, L.; Yuan, Z.M.; Qi, Z.J.; Cai, D.H.; Cheng, Z.C.; Qi, H. CFD-based study of the abrasive flow characteristics within constrained flow passage in polishing of complex titanium alloy surfaces. Powder Technol. 2018, 333, 209–218. [Google Scholar] [CrossRef]
- Hu, Y.; Zhou, G.; Yuan, X.; Li, D.; Cao, L.; Zhang, W.; Wu, P. An artificial neural network-based model for roping prediction in aluminum alloy sheet. Acta Mater. 2023, 245, 118605. [Google Scholar] [CrossRef]
- Zhang, L.; Zheng, B.J.; Xie, Y.; Ji, R.Q.; Li, Y.B.; Mao, W.B. Control mechanism of particle flow in the weak liquid metal flow field on non-uniform curvature surface based on lippmann model. Front. Mater. 2022, 9, 895263. [Google Scholar] [CrossRef]
- Yuan, H.Y.; Yang, W.B.; Zhang, L.; Hong, T. Model development of stress intensity factor on 7057T6 aluminum alloy using extended finite element method. Coatings 2023, 13, 581. [Google Scholar] [CrossRef]
- Ji, R.Q.; Zhang, L.Y.; Zhang, L.; Li, Y.B.; Lu, S.S.; Fu, Y.F. Processing method for metallic substrate using the liquid metal lapping-polishing plate. Front. Mater. 2022, 9, 896346. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.C.; Zhang, F.H.; Zhang, Y.; Hu, Y.X.; Wang, Y.F. Understand anisotropy dependence of damage evolution and material removal during nanoscratch of MgF2 single crystals. Int. J. Extrem. Manuf. 2023, 5, 015101. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Hu, Y.; Li, L.; Zhang, F. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tool. Manu. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Qi, H.; Shi, L.; Teng, Q.; Hong, T.; Tangwarodomnukun, V.; Liu, G.; Li, H.N. Subsurface damage evaluation in the single abrasive scratching of BK7 glass by considering coupling effect of strain rate and temperature. Ceram. Int. 2021, 48, 8661–8670. [Google Scholar] [CrossRef]
- Xie, X.D.; Zhang, L.; Zhu, L.L.; Li, Y.B.; Hong, T.; Yang, W.B.; Shan, X.H. State of the art and perspectives on surface strengthening process and associated mechanisms by shot peening. Coatings 2023. accepted. [Google Scholar]
- Li, C.; Hu, Y.X.; Zhang, F.H.; Geng, Y.Q.; Meng, B.B. Molecular dynamics simulation of laser assisted grinding of GaN crystals. Int. J. Mech. Sci. 2023, 239, 107856. [Google Scholar] [CrossRef]
- Qi, H.; Wang, Y.; Qi, Z.; Shi, L.; Fang, Z.; Zhang, L.; Riemer, O.; Karpuschewski, B. A Novel Grain-Based DEM Model for Evaluating Surface Integrity in Scratching of RB-SiC Ceramics. Materials 2022, 15, 8486. [Google Scholar] [CrossRef]
- Qi, H.; Xing, W.; Tan, W.; Lin, H.; Guo, H.J.; Chen, M.Z.; Tang, H.P. Effect of the sintering process on mechanical behaviors of Zirconia ceramics by NanoParticle Jetting. Ceram. Int. 2023. submitted. [Google Scholar]
- Qi, H.; Fan, J.M.; Wang, J.; Li, H.Z. On the erosion process on quartz crystals by the impact of multiple high-velocity micro-particles. Tribol. Int. 2016, 95, 462–474. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Wang, Z.; Ni, P.C.; Wang, D.J.; Guo, S.H.; Chen, Z.Z. Experimental and numerical study on regulation of cutting temperature during the circular sawing of 45 steel. Coatings 2023. accepted. [Google Scholar]
- Ji, P.J.; Zhang, J.J.; Xie, X.D.; Ying, R.M.; Zhang, L. Review on wear characteristics of artificial hip joint and associated physical training. Front. Mater. 2023. accepted. [Google Scholar]
- Xie, Y.; Gui, F.X.; Wang, W.J.; Chien, C.F. A two-stage multi-population genetic algorithm with heuristics for workflow scheduling in heterogeneous distributed computing environments. IEEE Trans. Cloud Comp. 2022, in press. [Google Scholar] [CrossRef]
- Li, L.; Qi, H.; Yin, Z.; Li, D.; Zhu, Z.; Tangwarodomnukun, V.; Tan, D. Investigation on the multiphase sink vortex Ekman pumping effects by CFD-DEM coupling method. Powder Technol. 2020, 360, 462–480. [Google Scholar] [CrossRef]
- Qian, H.N.; Chen, M.K.; Qi, Z.J.; Teng, Q.; Qi, H.; Zhang, L.; Shan, X.H. Review on research and development of abrasive scratching of hard brittle materials and its underlying mechanisms. Crystals 2023, 13, 428. [Google Scholar] [CrossRef]
- Davies, P.J.; Fletcher, A.J. The assessment of the rheological characteristics of various polyborosiloxane grit mixtures as utilized in the abrasive flow machining process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 1995, 209, 409–418. [Google Scholar] [CrossRef]
- Xu, L.; Chen, H.Y.; Lyu, B.H.; Hang, W.; Yuan, J.L. Study on rheological properties and polishing performance of viscoelastic material for dilatancy pad. Precis. Eng. 2022, 77, 328–339. [Google Scholar] [CrossRef]
- Williams, R.E.; Rajurkar, K.P. Metal removal and surface finish characteristics in abrasive flow machining. Mater. Sci. 1989, 38, 93–106. [Google Scholar]
- Qi, H.; Cheng, Z.C.; Cai, D.H.; Yin, L.Z.; Wang, Z.W.; Wen, D.H. Experimental study on the improvement of surface integrity of tungsten steel using acoustic levitation polishing. J. Mater. Process. Technol. 2018, 259, 361–367. [Google Scholar] [CrossRef]
- Qi, H.; Xie, Z.; Hong, T.; Wang, Y.Y.; Kong, F.Z.; Wen, D.H. CFD modelling of a novel hydrodynamic suspension polishing process for ultra-smooth surface with low residual stress. Powder Technol. 2017, 317, 320–328. [Google Scholar] [CrossRef]
- Uhlmann, E.; Schmiedel, C.; Wendler, J. CFD simulation of the abrasive flow machining process. Procedia CIRP 2015, 31, 209–214. [Google Scholar] [CrossRef]
- Fu, Y.Z.; Wang, X.P.; Gao, H.; Wei, H.B.; Li, S.C. Blade surface uniformity of blisk finished by abrasive flow machining. Int. J. Adv. Manuf. Technol. 2016, 84, 1725–1735. [Google Scholar] [CrossRef]
- Zhang, L.; Ji, R.Q.; Fu, Y.F.; Qi, H.; Kong, F.Z.; Li, H.N.; Tangwarodomnukun, V. Investigation on particle motions and resultant impact erosion on quartz crystals by the micro-particle laden waterjet and airjet. Powder Technol. 2020, 360, 452–461. [Google Scholar] [CrossRef]
- Qi, H.; Qin, S.K.; Cheng, Z.C.; Teng, Q.; Hong, T.; Xie, Y. Towards understanding performance enhancing mechanism of micro-holes on K9 glasses using ultrasonic vibration-assisted abrasive slurry jet. J. Manuf. Process. 2021, 64, 585–593. [Google Scholar] [CrossRef]
- Peng, W.S.; Ma, L.; Wang, P.; Cao, X.W.; Xu, K.; Miao, Y.C. Experimental and CFD investigation of flow behavior and sand erosion pattern in a horizontal pipe bend under annular flow. Particuology 2023, 75, 11–25. [Google Scholar] [CrossRef]
- Kumar, M.; Kumar, V.; Kumar, A.; Yadav, H.N.S.; Das, M. CFD analysis of MR fluid applied for finishing of gear in MRAFF process. Mater. Today Proc. 2021, 45, 4677–4683. [Google Scholar] [CrossRef]
- Ji, S.; Tang, B.; Tan, D.; Gong, B.; Yuan, Q.; Pan, Y. Structured surface softness abrasive flow precision finish machining and its abrasive flow dynamic numerical analysis. Chin. J. Mech. Eng. 2010, 46, 178–184. [Google Scholar] [CrossRef]
- Luo, B.; Yan, Q.S.; Chai, J.F.; Song, W.Q.; Pan, J.S. An ultra-smooth planarization method for controlling fluid behavior in cluster magnetorheological finishing based on computational fluid dynamics. Precis. Eng. 2022, 74, 358–368. [Google Scholar] [CrossRef]
- Wu, B.; Li, D.R.; Zhou, Y.; Zhu, D.; Zhao, Y.P.; Qiao, Z.K.; Chen, B.; Wang, X.L.; Lin, Q. Construction of a calibration field of absolute gravity in a cave using the Cold Atom Gravimeter. Sensors 2023. submitted. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Curvature Parameters | Surface A (mm) | Surface B (mm) |
|---|---|---|
| R1 | 30 | 30 |
| R2 | 45 | 45 |
| R3 | 100 | 100 |
| R4 | 40 | 40 |
| R5 | 22.5 | 15 |
| R6 | 22.5 | 40 |
| Parameters | Values | Unit |
|---|---|---|
| Temperature | 22 | °C |
| Environmental pressure | 1.01325 × 105 | Pa |
| Inlet speed | 5 | m/s |
| Abrasive flow density | 1.333 × 103 | kg/m3 |
| Abrasive flow viscosity | 1.011 × 10−3 | Pa·s |
| Density, g/cm3 | Young’s Modulus, GPa | Poisson’s Ratio | Yield Stress, MPa |
|---|---|---|---|
| 4.43 | 104 | 0.31 | 880 |
| Processing Parameters | Values |
|---|---|
| Temperature | 22 °C |
| Abrasive | SiC |
| Fluid | Water |
| Abrasive particle concentration | 10% |
| Abrasive particle inlet velocity | 5 m/s |
| Average diameter of SiC for rough polishing | 120 μm |
| Rough polishing time | 10 h |
| Average diameter of SiC for fine finishing | 60 μm |
| Fine finishing time | 8 h |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, R.; Qi, Z.; Chen, J.; Zhang, L.; Lin, K.; Lu, S.; Li, Y. Numerical and Experimental Investigation on the Abrasive Flow Machining of Artificial Knee Joint Surface. Crystals 2023, 13, 430. https://doi.org/10.3390/cryst13030430
Ji R, Qi Z, Chen J, Zhang L, Lin K, Lu S, Li Y. Numerical and Experimental Investigation on the Abrasive Flow Machining of Artificial Knee Joint Surface. Crystals. 2023; 13(3):430. https://doi.org/10.3390/cryst13030430
Chicago/Turabian StyleJi, Renquan, Zijian Qi, Junchao Chen, Li Zhang, Kaifeng Lin, Shasha Lu, and Yanbiao Li. 2023. "Numerical and Experimental Investigation on the Abrasive Flow Machining of Artificial Knee Joint Surface" Crystals 13, no. 3: 430. https://doi.org/10.3390/cryst13030430