
The Effect of Deformation Temperature on the Deformation Mechanism of a Medium-Mn Advanced High-Strength Steel (AHSS)


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
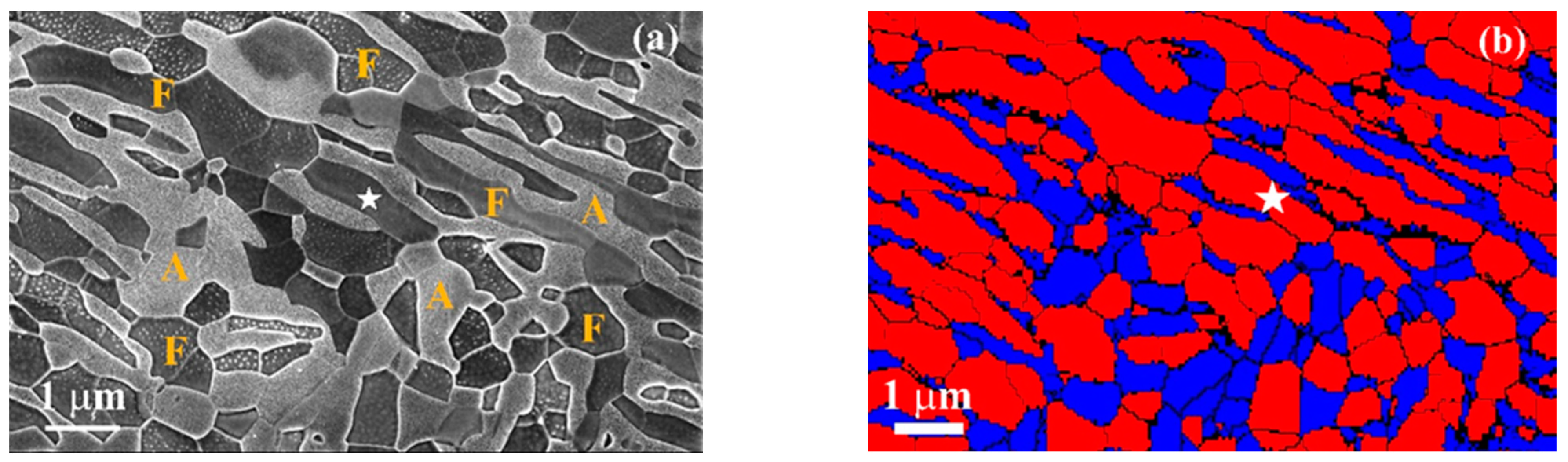
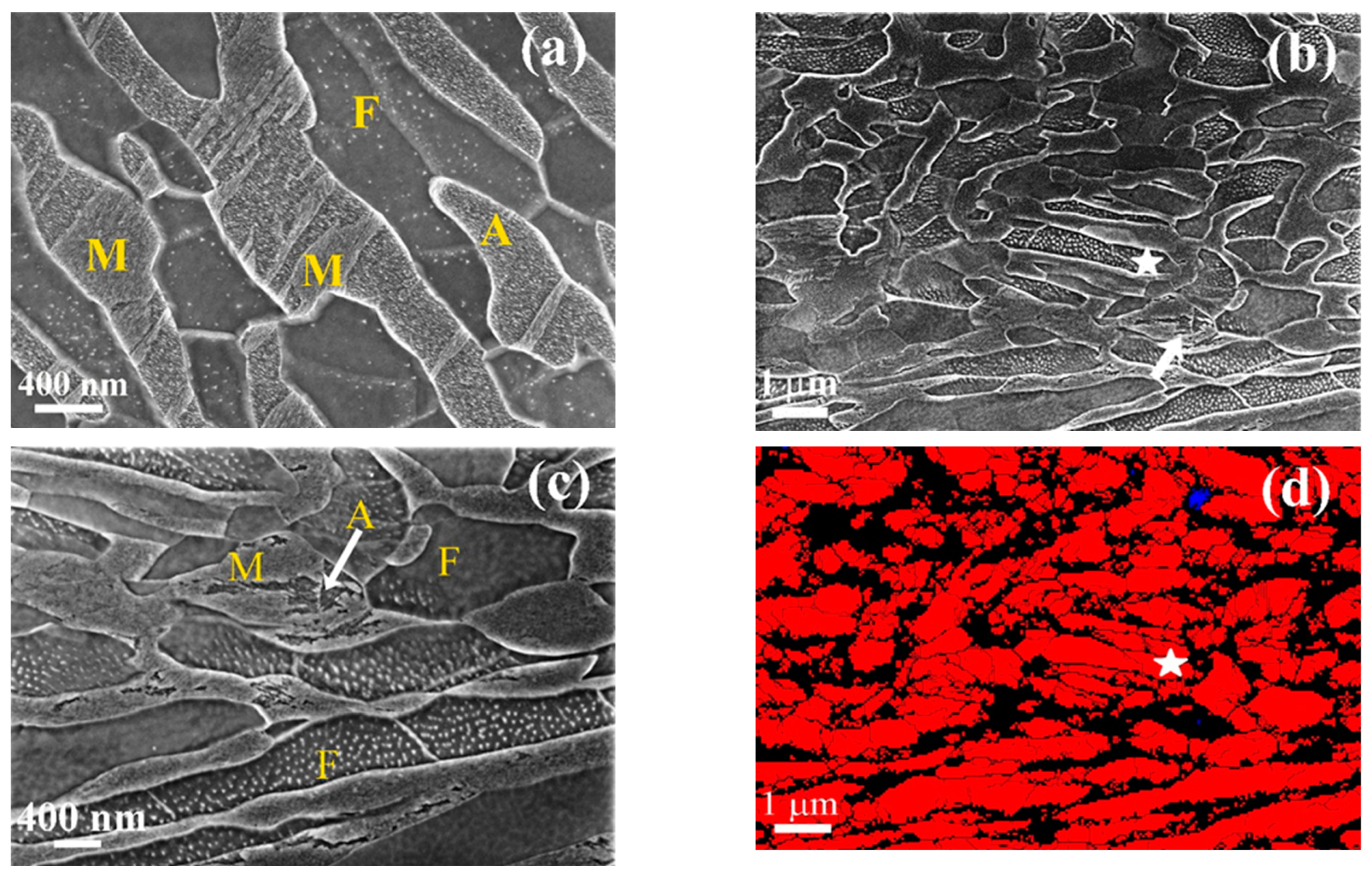
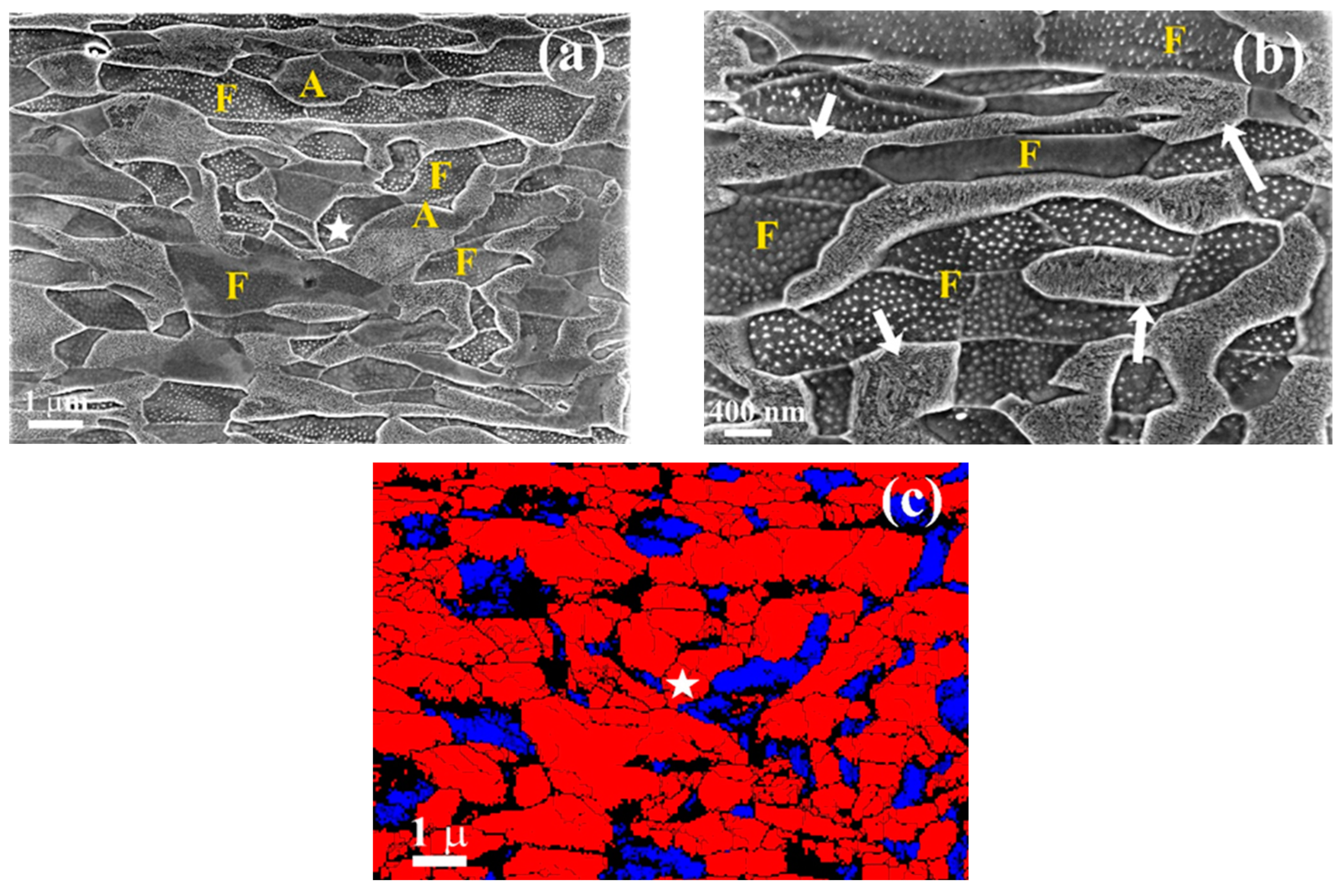
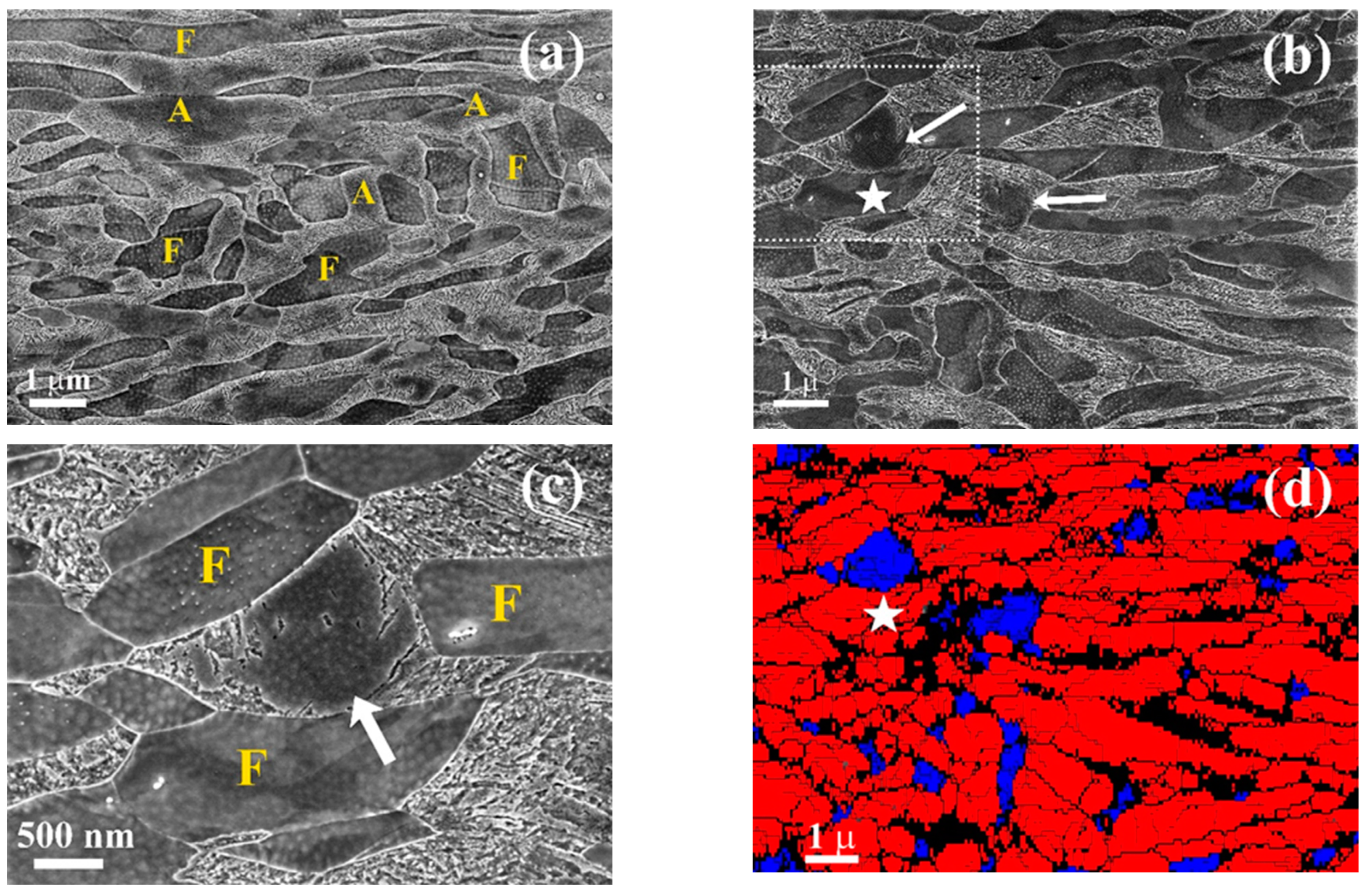
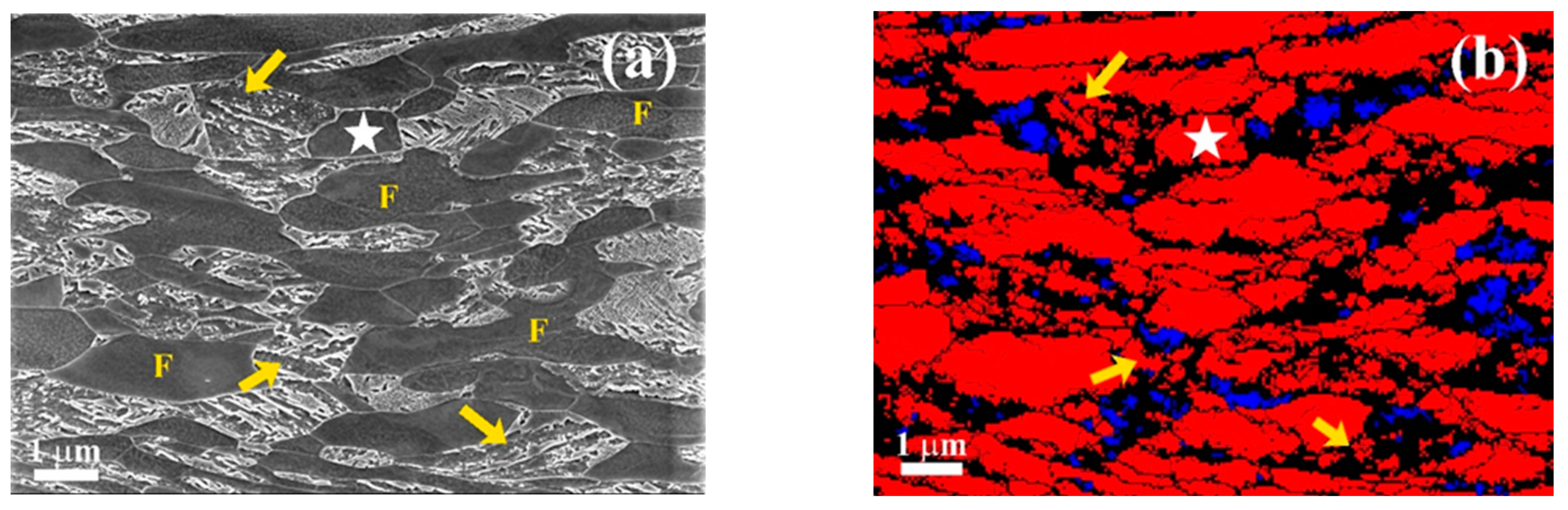
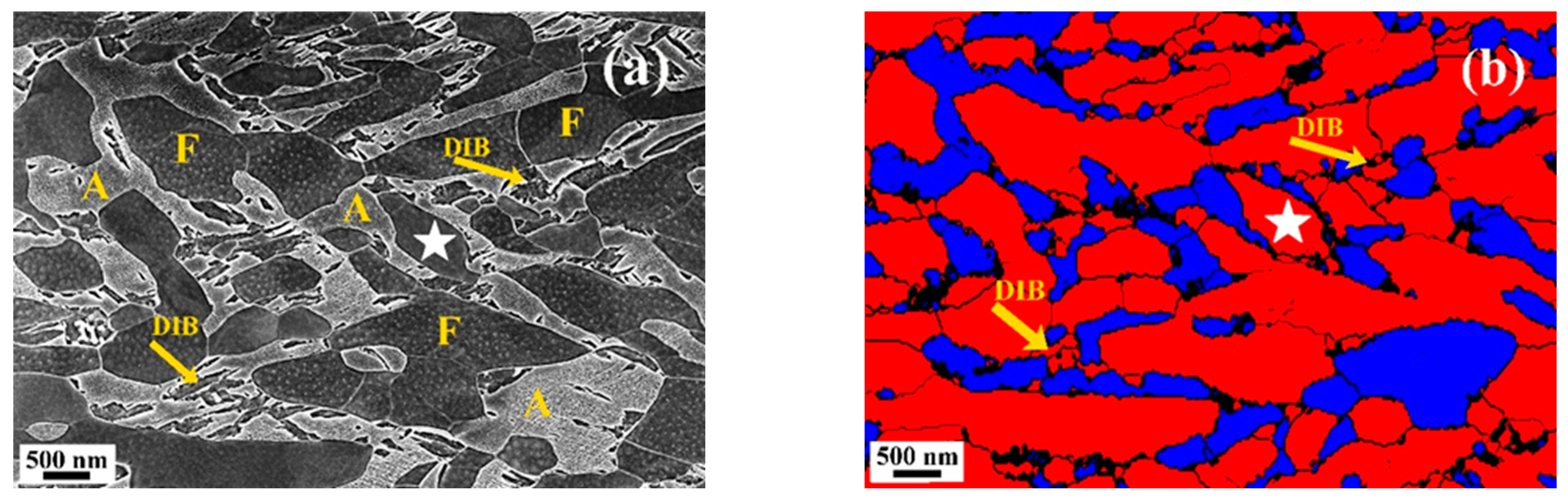
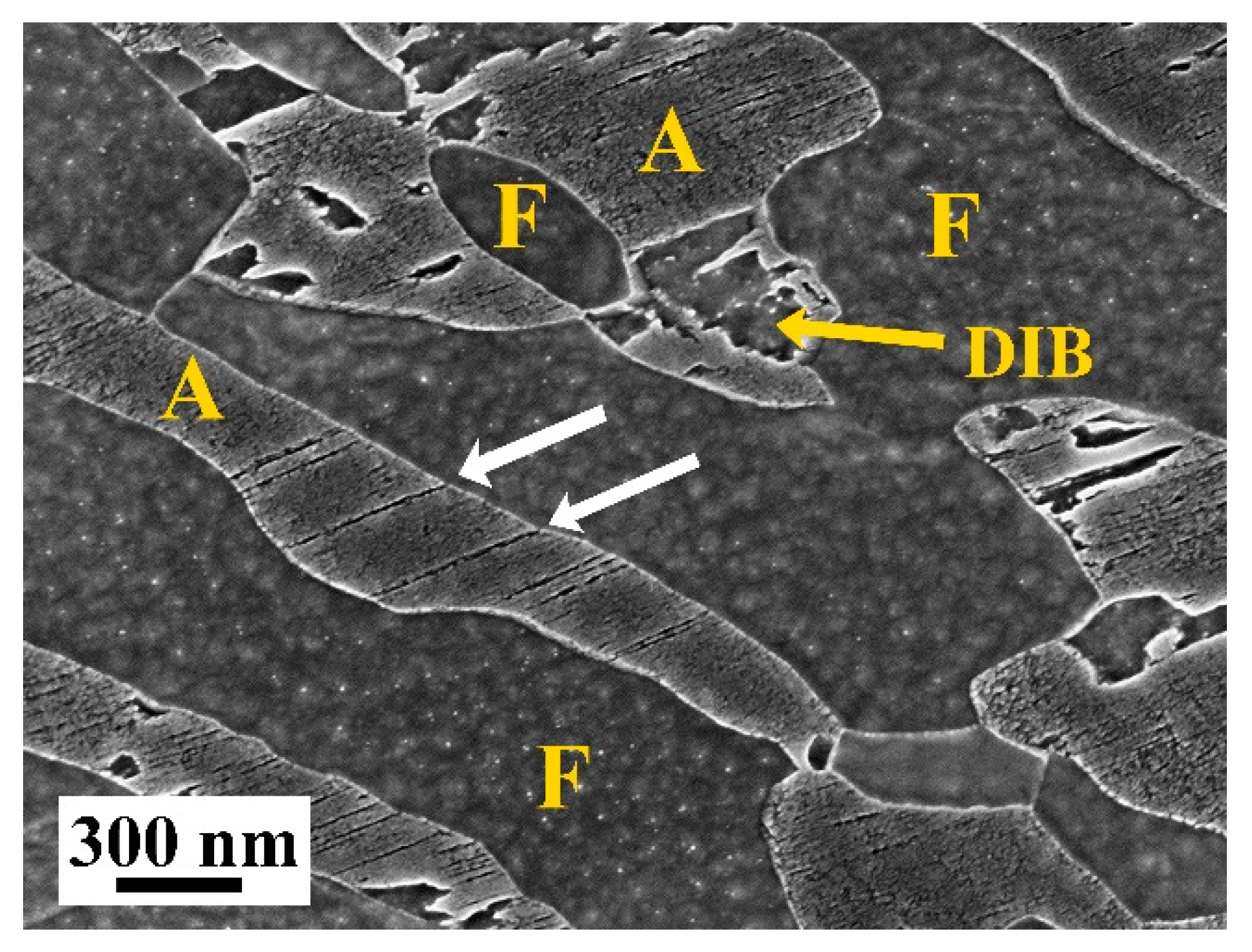
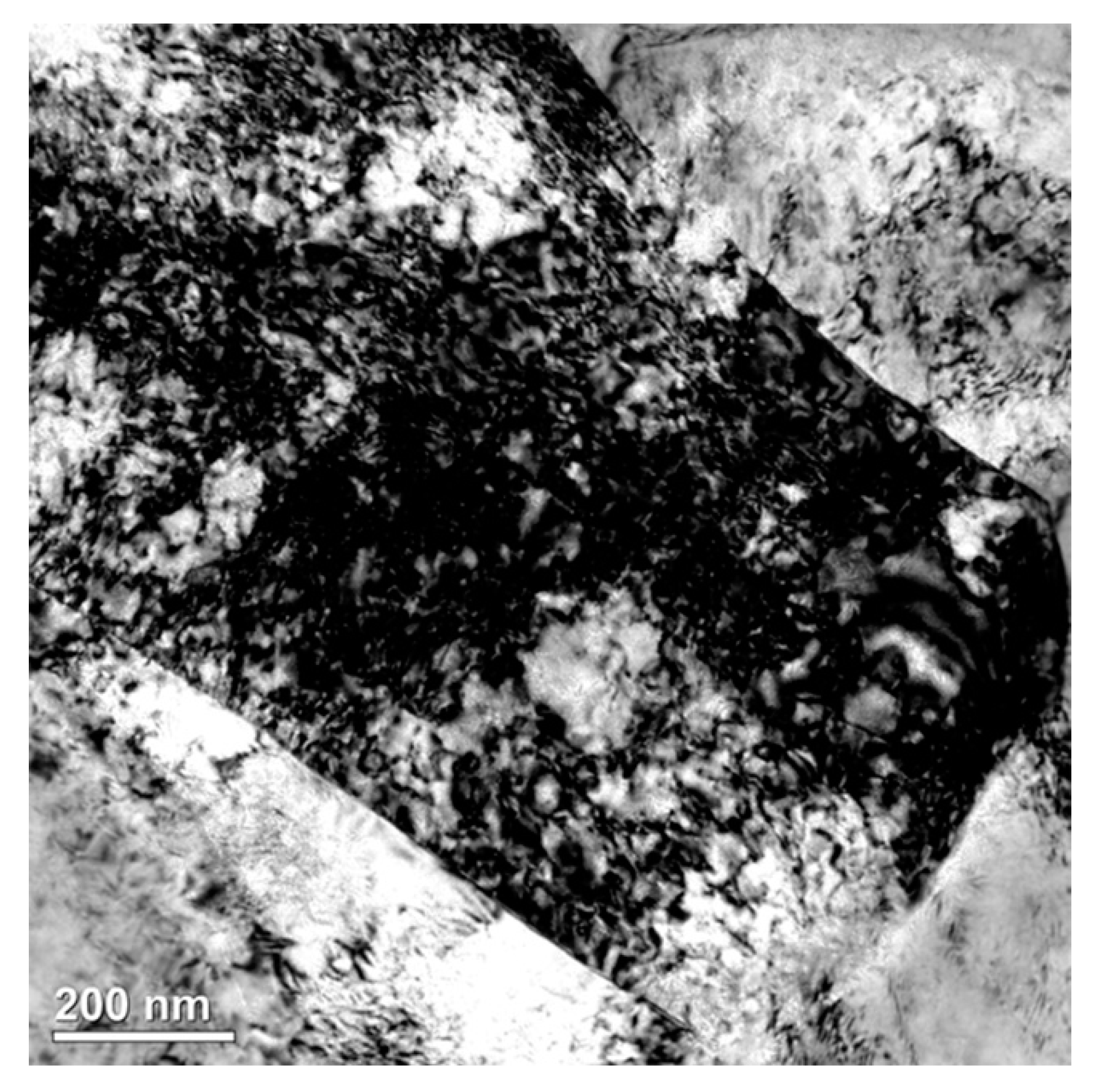
- It showed a bcc crystal structure in the EBSD analysis.
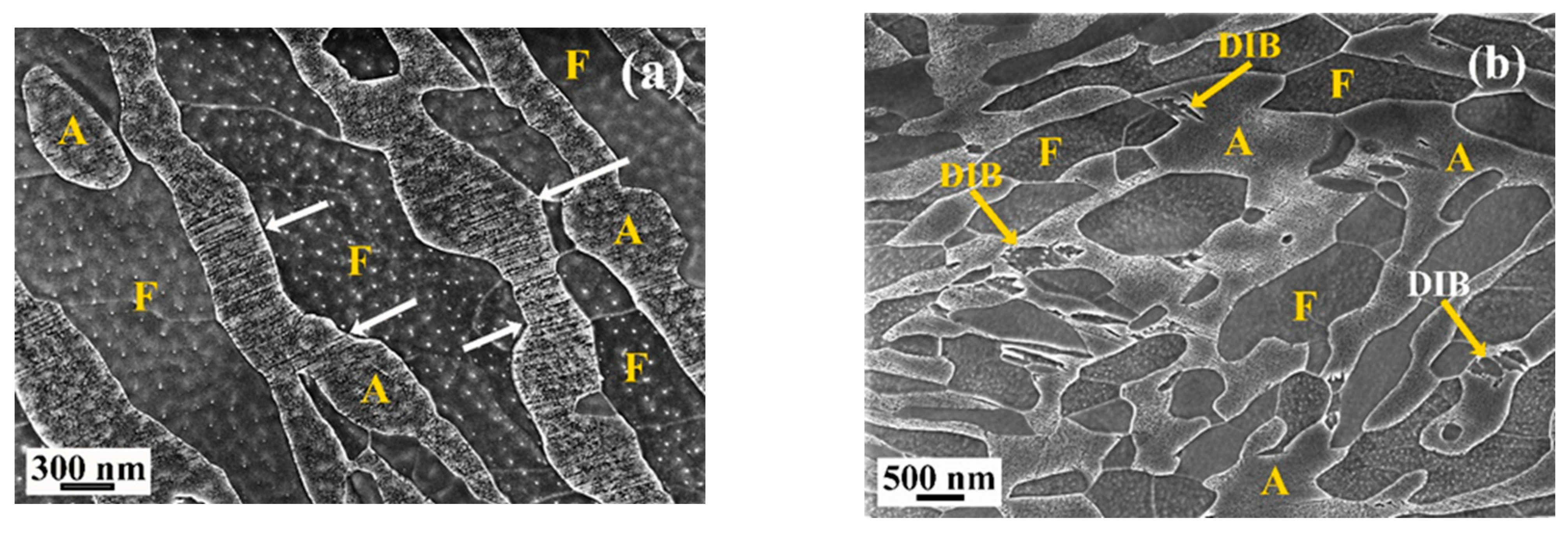
- The Mn concentration in DIBs is ~7 wt%, which is the same as the Mn concentration in the austenite phase. This means that it is resultant from a displacive mechanism [36], and they are not in the ferrite phase. The Mn concentration of the steel used is 5 wt%. The Mn concentrations measured in the austenite and the ferrite grains were ~7 wt% and ~4 wt%, respectively. The higher Mn concentration in the austenite grains was due to the alloy partitioning during the inter-critical annealing.
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Austenite |
| AHSS | Advanced high strength steel |
| DIB | Deformation-induced bainitic transformation |
| DIM | Deformation-induced martensitic transformation |
| EBSD | Electron backscattered diffraction |
| EDS | Energy-dispersive X-ray spectroscopy |
| F | Ferrite |
| M | Martensite |
| P | Pearlite |
| OR | Orientation relationship |
| SADP | Selected area diffraction pattern |
| SEM | Scanning electron microscopy |
| TD | Transverse direction |
| TEL | Total elongation |
| TEM | Transmission electron microscopy |
| TRIP | Transformation-induced plasticity |
| TWIP | Twinning-induced plasticity |
| UTS | Ultimate tensile strength |
References
- Hance, B. Advanced High-Strength Steel (AHSS) Performance Level Definitions and Targets. SAE Int. J. Mater. Manf. 2018, 11, 505–516. [Google Scholar] [CrossRef]
- Lee, Y.K.; Han, J. Current opinion in medium manganese steel. Mater. Sci. Technol. 2015, 31, 843–856. [Google Scholar] [CrossRef]
- Merwin, M.J. Microstructure and Properties of Cold Rolled and Annealed Low-Carbon Manganese TRIP Steels. Iron Steel Technol. 2008, 5, 66–84. [Google Scholar]
- Luo, H.; Shi, J.; Wang, C.; Cao, W.; Sun, X.; Dong, H. Experimental and numerical analysis on formation of stable austenite during the intercritical annealing of 5Mn steel. Acta Mater. 2011, 59, 4002–4014. [Google Scholar] [CrossRef]
- Suh, D.W.; Ryu, J.H.; Joo, M.S.; Yang, H.S.; Lee, K.; Bhadeshia, H.K.D.H. Medium-Alloy Manganese-Rich Transformation-Induced Plasticity Steels. Metall. Mater. Trans. 2013, 44A, 286–293. [Google Scholar] [CrossRef] [Green Version]
- Han, J.; da Silva, A.K.; Ponge, D.; Raabe, D.; Lee, S.M.; Lee, Y.K.; Lee, S.I.; Hwang, B. The effects of prior austenite grain boundaries and microstructural morphology on the impact toughness of intercritically annealed medium Mn steel. Acta Mater. 2017, 122, 199–206. [Google Scholar] [CrossRef]
- Cai, M.H.; Zhu, W.J.; Stanford, N.; Pan, L.B.; Chao, Q.; Hodgson, P.D. Dependence of deformation behavior on grain size and strain rate in an ultrahigh strength-ductile Mn-based TRIP alloy. Mater. Sci. Eng. A 2016, 653, 35–42. [Google Scholar] [CrossRef]
- Li, Z.C.; Ding, H.; Misra, R.D.K.; Cai, Z.H.; Li, H.X. Microstructural evolution and deformation behavior in the Fe-(6, 8.5)Mn-3Al-0.2C TRIP steels. Mater. Sci. Eng. A 2016, 672, 161–169. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; De Cooman, B.C. Tensile Behavior of Intercritically Annealed 10 pct Mn Multi-phase Steel. Metall. Mater. Trans. 2014, 45A, 709–716. [Google Scholar] [CrossRef] [Green Version]
- De Cooman, B.C.; Gibbs, P.; Lee, S.; Matlock, D.K. Transmission Electron Microscopy Analysis of Yielding in Ultrafine-Grained Medium Mn Transformation-Induced Plasticity Steel. Metall. Mater. Trans. 2013, 44A, 2563–2572. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Lee, S.J.; Kumar, S.S.; Lee, K.; De Cooman, B.C. Localized Deformation in Multiphase, Ultra-Fine-Grained 6 Pct Mn Transformation-Induced Plasticity Steel. Metall. Mater. Trans. 2011, 42A, 3638–3651. [Google Scholar] [CrossRef] [Green Version]
- Suh, D.W.; Park, S.J.; Lee, T.H.; Oh, C.S.; Kim, S.J. Influence of Al on the Microstructural Evolution and Mechanical Behavior of Low-Carbon, Manganese Transformation-Induced-Plasticity Steel. Metall. Mater. Trans. 2010, 41A, 397–408. [Google Scholar] [CrossRef] [Green Version]
- Tamura, I. Deformation-Induced Martensitic Transformation and Transformation-Induced Plasticity in Steels. Metals Sci. 1982, 16, 245–253. [Google Scholar] [CrossRef]
- Jacques, P.J. Transformation-induced plasticity for high strength formable steels. Curr. Opin. Solid State Mater. Sci. 2004, 8, 259–265. [Google Scholar] [CrossRef]
- Xiong, X.; Chen, B.; Huang, M.; Wang, J.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Misu, M.; Kobayashi, M.; Shirasawa, H. Effects of second phase morphology on retained austenite morphology and tensile properties in a TRIP-aided dual-phase steel sheet. ISIJ Int. 1993, 33, 775–782. [Google Scholar] [CrossRef] [Green Version]
- Luo, L.; Li, W.; Wang, L.; Zhou, S.; Jin, X. Tensile behaviors and deformation mechanism of a medium Mn-TRIP steel at different temperatures. Mater. Sci. Eng. A 2017, 682, 698–703. [Google Scholar] [CrossRef]
- Lomholt, T.N.; Adachi, Y.; Bastos, A.; Pantleon, K.; Somers, M.A.J. Partial transformation of austenite in Al–Mn–Si TRIP steel upon tensile straining: An in situ EBSD study. Mater. Sci. Technol. 2013, 29, 1383–1388. [Google Scholar] [CrossRef]
- Mark, A.F.; Wang, X.; Essadiqi, E.; Embury, J.D.; Boyd, J.D. Development and Characterisation Of Model Trip Steel Microstructures. Mater. Sci. Eng. A 2013, 576, 108–117. [Google Scholar] [CrossRef]
- Tomota, Y.; Tokuda, H.; Adachi, Y.; Wakita, M.; Minakaw, N.; Moriai, A.; Morii, Y. Tensile behavior of TRIP-aided multi-phase steels studied by in situ neutron diffraction. Acta Mater. 2004, 52, 5737–5745. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite Stabilization Through Manganese Enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Samek, L.; De Cooman, B.C.; Van Slycken, J.; Verleysen, P.; Degrieck, J. Physical Metallurgy of Multi-Phase Steel for Improved Passenger Car Crash-Worthiness. Steel Res. Int. 2004, 75, 716–723. [Google Scholar] [CrossRef]
- Furukawa, T.; Huang, H.; Matsumura, O. Effects of Carbon Content on Mechanical Properties of 5%Mn Steels Exhibiting Transformation Induced Plasticity. Mater. Sci. Technol. 1994, 10, 964–970. [Google Scholar] [CrossRef]
- Lee, S.; De Cooman, B.C. On the Selection of the Optimal Intercritical Annealing Temperature for Medium Mn TRIP Steel. Metall. Mater. Trans. 2013, 44A, 5014–5018. [Google Scholar] [CrossRef] [Green Version]
- Sugimoto, K.I.; Usui, N.; Kobayashi, M.; Hashimoto, S.I. Effects of Volume Fraction and Stability of Retained Austenite on Ductility of TRIP-Aided Dual-Phase Steels. ISIJ Int. 1992, 32, 1311–1318. [Google Scholar] [CrossRef] [Green Version]
- Gibbs, P.J.; De Moor, E.; Merwin, M.J.; Clausen, B.; Speer, J.G.; Matlock, D.K. Austenite Stability Effects on Tensile Behavior of Manganese-Enriched-Austenite Transformation-Induced Plasticity Steel. Metall. Mater. Trans. A 2011, 42, 3691–3702. [Google Scholar] [CrossRef]
- Ericsson, T. The Temperature and Concentration Dependence of the Stacking Fault Energy in the Co-Ni System. Acta Metall. 1966, 14, 853–865. [Google Scholar] [CrossRef]
- Rémy, L.; Pineau, A.; Thomas, B. Temperature Dependence of Stacking Fault Energy In Close-Packed Metals and Alloys. Mater. Sci. Eng. 1978, 36, 47–63. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Ductility and Strain-Induced Transformation in a High-Strength Transformation-Induced Plasticity-Aided Dual-Phase Steel. Metall. Mater. Trans. 1992, 23A, 3085–3091. [Google Scholar] [CrossRef]
- Wang, J.; Yang, Q.; Wang, X.; Zhao, Y.; Wang, L. A Phenomenon of Strain Induced Bainitic Transformation and Its Effect on Strength Enhancement in a Lightweight Transformation-Induced-Plasticity Steel. Mater. Sci. Eng. A 2019, 751, 340–350. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Taninoa, H.; Kobayashi, J. Warm ductility of 0.2% C–1.5% Si–5% Mn TRIP-aided steel. Mater. Sci. Eng. A 2017, 688, 237–243. [Google Scholar] [CrossRef]
- Kozłowska, A.; Grajcar, A.; Janik, A.; Radwański, K.; Krupp, U.; Matus, K.; Morawiec, M. Mechanical and Thermal Stability of Retained Austenite in Plastically Deformed Bainite-Based TRIP-Aided Medium-Mn Steels. Arch. Civ. Mech. Eng. 2021, 21, 133. [Google Scholar] [CrossRef]
- Kozłowska, A.; Radwański, K.; Matus, K.; Samek, L.; Grajcar, A. Mechanical Stability of Retained Austenite in Aluminum-Containing Medium-Mn Steel Deformed at Different Temperatures. Arch. Civ. Mech. Eng. 2021, 21, 19. [Google Scholar] [CrossRef]
- Martin, S.; Wolf, S.; Martin, U.; Krüger, L. Influence of Temperature on Phase Transformation and Deformation Mechanisms of Cast CrMnNi-TRIP/TWIP Steel. Solid State Phenom. 2011, 172–174, 172–177. [Google Scholar] [CrossRef]
- Martin, S.; Wolf, S.; Martin, U.; Krüger, L.; Rafaja, D. Deformation Mechanisms in Austenitic TRIP/TWIP Steel as a Function of Temperature. Metall. Mater. Trans. 2016, 47A, 49–58. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.K.D.H. Bainite in Steels; Maney Publishing: Leeds, UK, 2015; pp. 18–19. ISBN 978-1-909662-74-2. [Google Scholar]
- Wu, C.L.; Chang, C.P.; Chen, D.; Tu, J.F.; Huang, C.Y. Microstructural Characterization of Deformation-Induced Martensite in an Ultrafine-Grained Medium Mn Advanced High Strength Steel. Mater. Sci. Eng. A 2018, 721, 145–153. [Google Scholar] [CrossRef]
- Sharma, S.; Sangal, S.; Mondal, K. Development of New High-Strength Carbide-Free Bainitic Steels. Metall. Mater. Trans. 2011, 42A, 3921–3933. [Google Scholar] [CrossRef] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
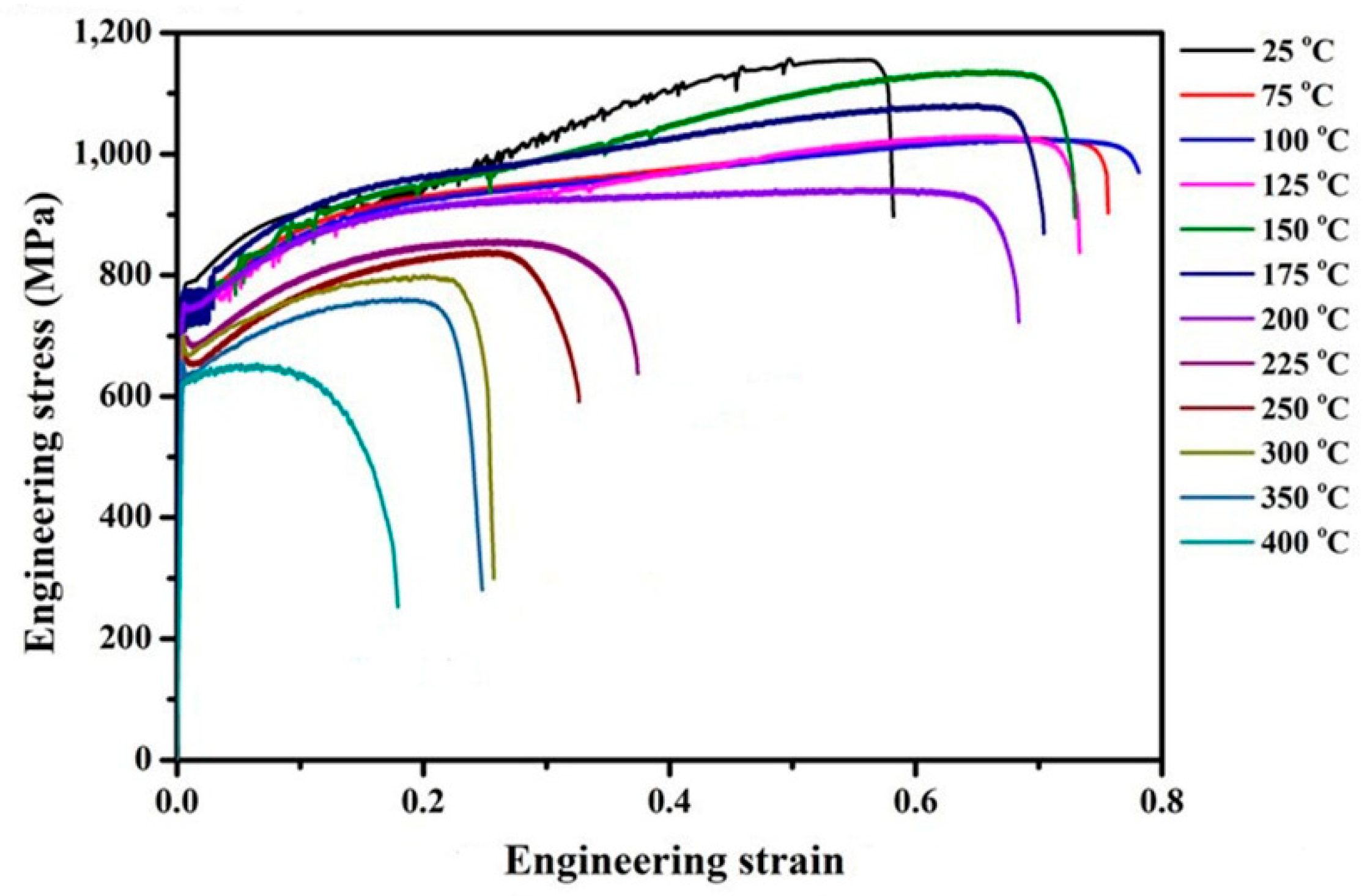
| Test Temperature (°C) | UTS (MPa) | TEL (%) | UTS × TEL (GPa%) |
|---|---|---|---|
| 25 | 1156 | 59 | 68 |
| 75 | 1027 | 77 | 79 |
| 100 | 1024 | 78 | 79 |
| 125 | 1055 | 76 | 80 |
| 150 | 1137 | 74 | 84 |
| 175 | 1081 | 72 | 77 |
| 200 | 942 | 70 | 65 |
| 225 | 849 | 39 | 33 |
| 250 | 840 | 33 | 27 |
| 300 | 795 | 26 | 20 |
| 350 | 761 | 25 | 19 |
| 400 | 655 | 18 | 11 |
| Element | Position 1 | Position 2 | Position 3 |
|---|---|---|---|
| Fe | 88.7% | 89.4% | 88.9% |
| Mn | 7.3% | 6.7% | 7.4% |
| Al | 2.2% | 2.3% | 2.2% |
| Si | 1.7% | 1.6% | 1.6% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, P.-C.; Peng, T.-T.; Chan, Y.-C.; Chen, J.-M.; Chang, C.-P. The Effect of Deformation Temperature on the Deformation Mechanism of a Medium-Mn Advanced High-Strength Steel (AHSS). Crystals 2023, 13, 328. https://doi.org/10.3390/cryst13020328
Chen P-C, Peng T-T, Chan Y-C, Chen J-M, Chang C-P. The Effect of Deformation Temperature on the Deformation Mechanism of a Medium-Mn Advanced High-Strength Steel (AHSS). Crystals. 2023; 13(2):328. https://doi.org/10.3390/cryst13020328
Chicago/Turabian StyleChen, Po-Chung, Tzu-Ting Peng, Yu-Cheng Chan, Jun-Ming Chen, and Chih-Pu Chang. 2023. "The Effect of Deformation Temperature on the Deformation Mechanism of a Medium-Mn Advanced High-Strength Steel (AHSS)" Crystals 13, no. 2: 328. https://doi.org/10.3390/cryst13020328