
Tailoring Microstructure of Austenitic Stainless Steel with Improved Performance for Generation-IV Fast Reactor Application: A Review
 ,
,
Abstract
:1. Introduction
2. Austenitic Stainless Steels for Fast Reactor Application
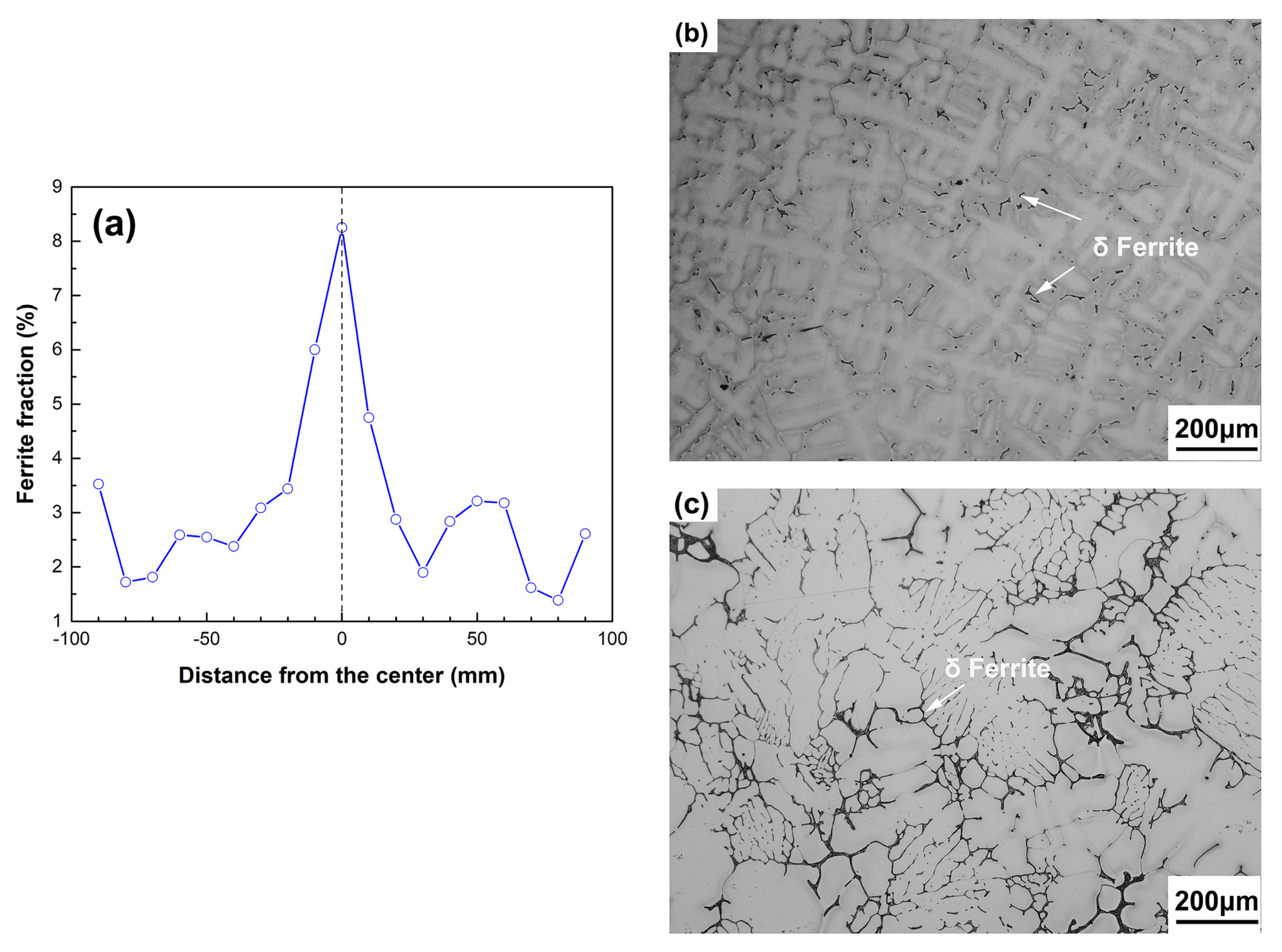
3. δ-Ferrite Formation
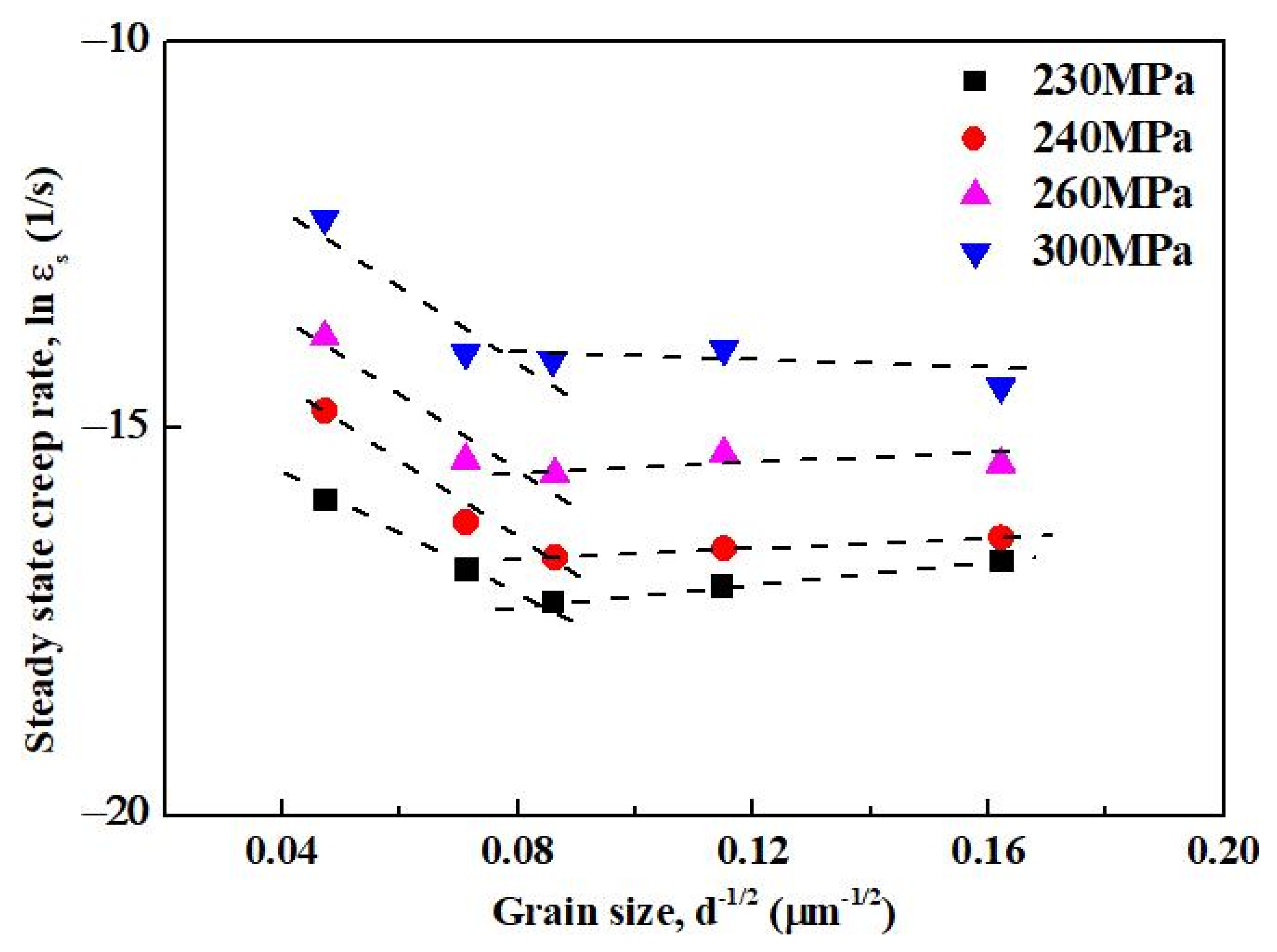
4. Grain Size Distribution
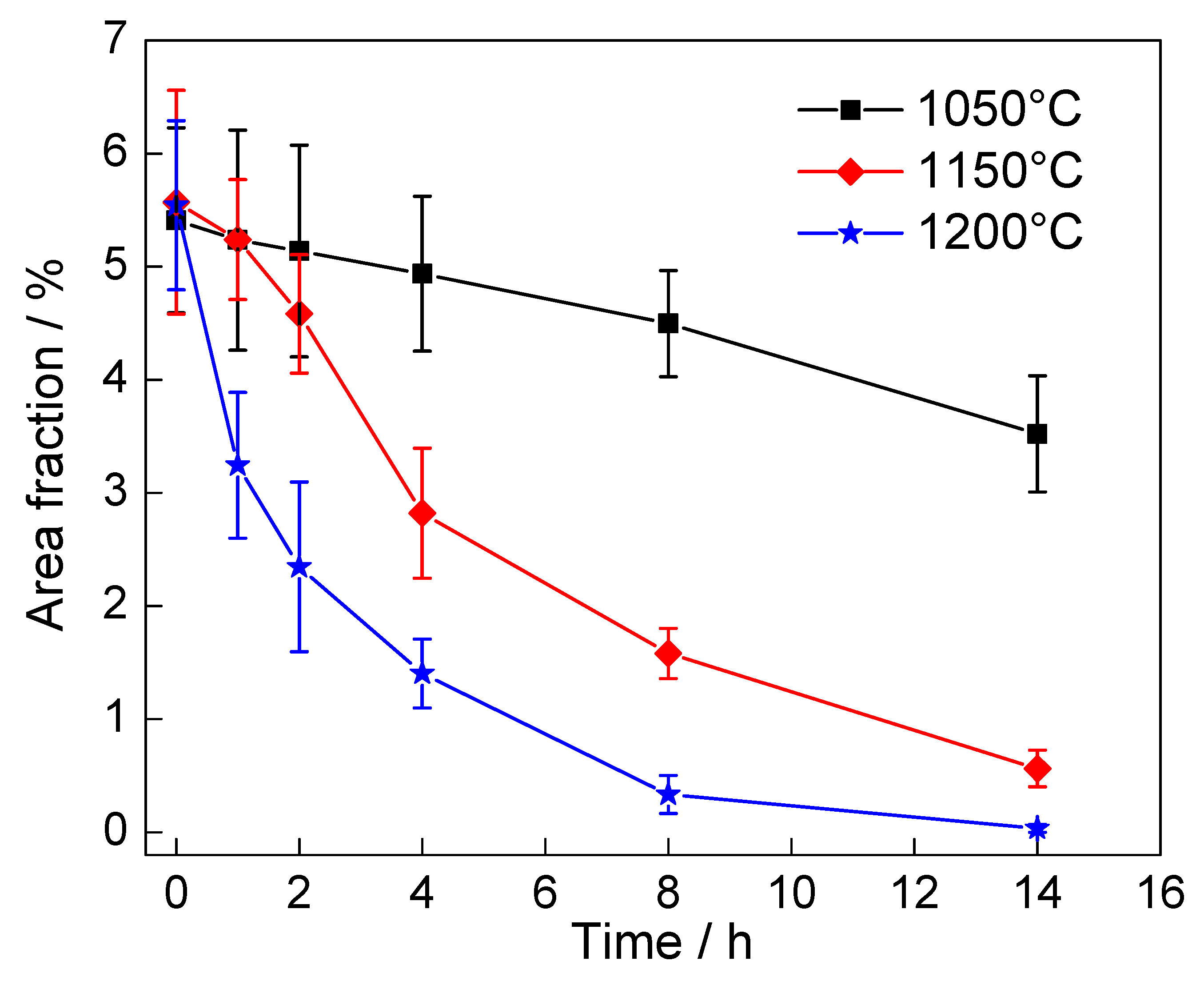
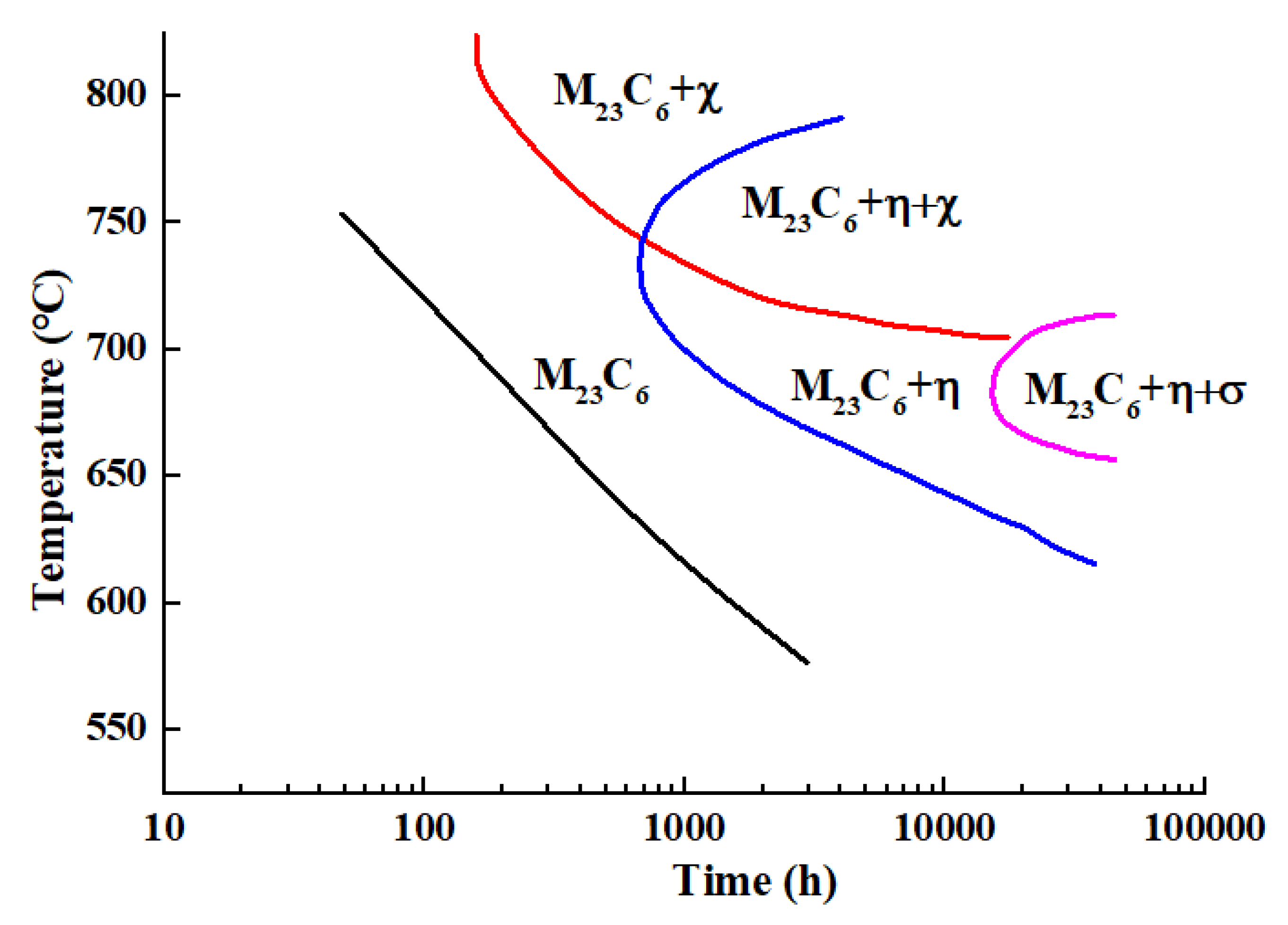
5. Secondary Phase Precipitation Behavior
5.1. Secondary Phase Evolution
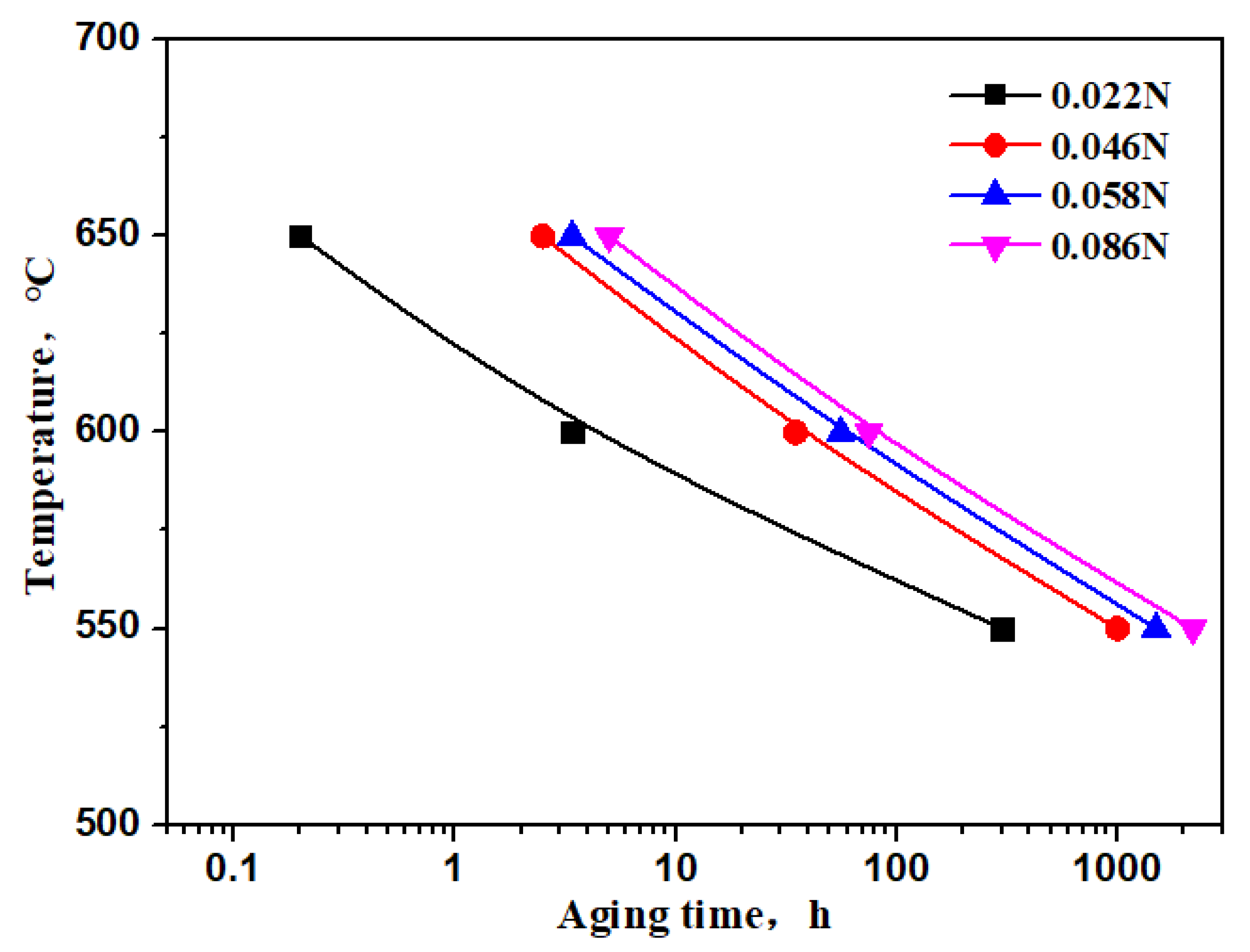
5.2. Effect of Nitrogen Alloying
5.3. Effect of Mono-/Multi-Stabilization Elements
5.4. Effect of Phosphorus Addition
5.5. Effect of Boron Addition
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Buckthorpe, D. Introduction to Generation IV nuclear reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; pp. 1–22. [Google Scholar]
- Kelly, J.E. Generation IV International Forum: A decade of progress through international cooperation. Prog. Nucl. Energ. 2014, 77, 240–246. [Google Scholar] [CrossRef]
- Locatelli, G.; Mancini, M.; Todeschini, N. Generation IV nuclear reactors: Current status and future prospects. Energ. Policy 2013, 61, 1503–1520. [Google Scholar] [CrossRef]
- Abram, T.; Ion, S. Generation-IV nuclear power: A review of the state of the science. Energ. Policy 2008, 36, 4323–4330. [Google Scholar] [CrossRef]
- Aoto, K.; Dufour, P.; Yang, H.; Glatz, J.P.; Kim, Y.; Ashurko, Y.; Hill, R.; Uto, N. A summary of sodium-cooled fast reactor development. Prog. Nucl. Energ. 2014, 77, 247–265. [Google Scholar] [CrossRef]
- Pioro, I.L. Introduction: Generation IV international forum. In Handbook of Generation IV Nuclear Reactors; Pioro, I.L., Ed.; Woodhead Publishing: Duxford, UK, 2016; pp. 37–54. [Google Scholar]
- Guérin, Y.; Was, G.S.; Zinkle, S.J. Materials challenges for advanced nuclear energy systems. MRS Bull. 2009, 34, 10–19. [Google Scholar]
- Yvon, P.; Carré, F. Structural materials challenges for advanced reactor systems. J. Nucl. Mater. 2009, 385, 217–222. [Google Scholar] [CrossRef]
- Murty, K.L.; Charit, I. Structural materials for Gen-IV nuclear reactors: Challenges and opportunities. J. Nucl. Mater. 2008, 383, 189–195. [Google Scholar] [CrossRef]
- Natesan, K.; Li, M.; Majumdar, S.; Nanstad, R.K.; Sham, T.-L. Materials and code qualification needs for sodium-cooled fast reactors. In Proceedings of the International Conference on Fast Reactors and Related Fuel Cycles (FR09), Kyoto, Japan, 7 December 2009. [Google Scholar]
- ASME Boiler and Pressure Vessel Code. Section III, Rules for Construction of Nuclear Power Plant Components, Division 1, Subsection NH, Class 1 Components in Elevated Temperature Service; The American Society of Mechanical Engineers: New York, NY, USA, 2015.
- JSME, Code for Nuclear Power Generation Facilities, Rules on Design and Construction for Nuclear Power Plants, Section II Fast Reactor Standards (in Japanese); The Japan Society of Mechanical Engineers: Tokyo, Japan, 2016.
- RCC-MRx. Design and Construction Rules for Mechanical Components of Nuclear Installations: High Temperature, Research and Fusion Reactors; AFCEN: Paris, France, 2015. [Google Scholar]
- Was, G.S.; Ukai, S. Austenitic stainless steels. In Structural Alloys for Nuclear Energy Applications; Odette, G.R., Zinkle, S.J., Eds.; Elsevier: Boston, MA, USA, 2019; pp. 293–347. [Google Scholar]
- Karthik, V.; Murugan, S.; Parameswaran, P.; Venkiteswaran, C.N.; Gopal, K.A.; Muralidharan, N.G.; Saroja, S.; Kasiviswanathan, K.V. Austenitic stainless steels for fast reactors—Irradiation experiments, property evaluation and microstructural studies. Energy Procedia 2011, 7, 257–263. [Google Scholar] [CrossRef]
- Gong, X.; Short, M.P.; Auger, T.; Charalampopoulou, E.; Lambrinou, K. Environmental degradation of structural materials in liquid lead-and lead-bismuth eutectic-cooled reactors. Prog. Mater. Sci. 2022, 126, 100920. [Google Scholar] [CrossRef]
- Jayakumar, T.; Mathew, M.; Laha, K.; Sandhya, R. Materials development for fast reactor applications. Nucl. Eng. Des. 2013, 265, 1175–1180. [Google Scholar] [CrossRef]
- Horak, J.; Sikka, V.; Raske, D. Review of mechanical properties and microstructures of Types 304 and 316 stainless steel after long-term aging. In Proceedings of the IAEA Specialists on Mechanical Properties of Structural Materials, Chester, UK, 10 October 1983. [Google Scholar]
- Lai, J.K.L. A study of precipitation in AISI type 316 stainless steel. Mater. Sci. Eng. 1983, 58, 195–209. [Google Scholar] [CrossRef]
- Lai, J.K.L.; Chastell, D.J.; Flewitt, P.E.J. Precipitate phases in type 316 austenitic stainless steel resulting from long-term high temperature service. Mater. Sci. Eng. 1981, 49, 19–29. [Google Scholar] [CrossRef]
- Mathew, M.D. Evolution of creep resistant 316 stainless steel for sodium cooled fast reactor applications. Trans. Indian Inst. Met. 2010, 63, 151–158. [Google Scholar] [CrossRef]
- RMC. Design and Construction Rules for Mechanical Components for the FBR Nuclear Islands, RCC-MR, Section 3-Examination Methods; AFCEN: Paris, France, 2007; p. 1341.
- Guiraldenq, P.; Olivier, H.D. The genesis of the Schaeffler diagram in the history of stainless steel. Metall. Res. Technol. 2017, 114, 613. [Google Scholar] [CrossRef]
- Zhang, M.; Lu, Y.; Chen, S.; Rong, L.; Lu, H. Effect of dilution ratio of the first 309l cladding layer on the microstructure and mechanical properties of weld joint of connecting pipe-Nozzle to safe-End in nuclear power plant. Acta Metall. Sin. 2020, 56, 1057–1066. [Google Scholar]
- Ferrandini, P.L.; Rios, C.T.; Dutra, A.T.; Jaime, M.A.; Mei, P.R.; Caram, R. Solute segregation and microstructure of directionally solidified austenitic stainless steel. Mater. Sci. Eng. A 2006, 435, 139–144. [Google Scholar] [CrossRef]
- Padilha, A.F.; Tavares, C.F.; Martorano, M.A. Delta ferrite formation in austenitic stainless steel castings. Mater. Sci. Forum 2013, 730, 733–738. [Google Scholar] [CrossRef]
- Koseki, T.; Flemings, M.C. Solidification of undercooled Fe-Cr-Ni alloys: Part III. Phase selection in chill casting. Metall. Mater. Trans. A 1997, 28, 2385–2395. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, S.; Rong, L. δ-ferrite formation and its effect on the mechanical properties of heavy-section AISI 316 stainless steel casting. Metall. Mater. Trans. A 2020, 51, 2998–3008. [Google Scholar] [CrossRef]
- Byun, T.S.; Collins, D.A.; Lach, T.G.; Carter, E.L. Degradation of impact toughness in cast stainless steels during long-term thermal aging. J. Nucl. Mater. 2020, 542, 152524. [Google Scholar] [CrossRef]
- Badyka, R.; Monnet, G.; Saillet, S.; Domain, C.; Pareige, C. Quantification of hardening contribution of G-Phase precipitation and spinodal decomposition in aged duplex stainless steel: APT analysis and micro-hardness measurements. J. Nucl. Mater. 2019, 514, 266–275. [Google Scholar] [CrossRef]
- Byun, T.S.; Yang, Y.; Overman, N.R.; Busby, J.T. Thermal aging phenomena in cast duplex stainless steels. JOM 2016, 68, 507–516. [Google Scholar] [CrossRef] [Green Version]
- Tseng, C.C.; Shen, Y.; Thompson, S.W.; Mataya, M.C.; Krauss, G. Fracture and the formation of sigma phase, M23C6, and austenite from delta-ferrite in an AlSl 304L stainless steel. Metall. Mater. Trans. A 1994, 25, 1147–1158. [Google Scholar] [CrossRef]
- Warren, A.D.; Griffiths, I.J.; Harniman, R.L.; Flewitt, P.E.J.; Scott, T.B. The role of ferrite in Type 316H austenitic stainless steels on the susceptibility to creep cavitation. Mater. Sci. Eng. A 2015, 635, 59–69. [Google Scholar] [CrossRef]
- Wei, S.; Zhao, L.; Gao, D.; Lu, S. Microstructure evolution and mechanical properties of 316H weld metal during aging. Mater. Sci. Technol. 2020, 36, 793–804. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, S.; Lv, X.; Jiang, H.; Rong, L. Role of δ-ferrite in fatigue crack growth of AISI 316 austenitic stainless steel. J. Mater. Sci. Technol. 2022, 114, 7–15. [Google Scholar] [CrossRef]
- Sourmail, T. Precipitation in creep resistant austenitic stainless steels. Mater. Sci. Technol. 2001, 17, 1–14. [Google Scholar] [CrossRef]
- Chen, S.; Wang, Q.; Jiang, H.; Rong, L. Effect of δ-ferrite on Hot Deformation and Recrystallization of 316KD Austenitic Stainless Steel for Sodium-Cooled Fast Reactor Application. Acta Metall. Sin. 2023. [Google Scholar] [CrossRef]
- Armstrong, R.W. The influence of polycrystal grain size on several mechanical properties of materials. Metall. Mater. Trans. B 1970, 1, 1169–1176. [Google Scholar] [CrossRef]
- Singh, K.K.; Sangal, S.; Murty, G.S. Hall–Petch behaviour of 316L austenitic stainless steel at room temperature. Mater. Sci. Technol. 2002, 18, 165–172. [Google Scholar] [CrossRef]
- Chen, S.; Zhao, M.; Rong, L. Effect of grain size on the hydrogen embrittlement sensitivity of a precipitation strengthened Fe–Ni based alloy. Mater. Sci. Eng. A 2014, 594, 98–102. [Google Scholar] [CrossRef]
- Mannan, S.L.; Rodriguez, P. Effect of grain size on creep rate in type 316 stainless steel at 873 and 973 K. Metal Sci. 1983, 17, 63–69. [Google Scholar] [CrossRef]
- Nakazawa, T.; Komatsu, H.; Takahashi, Y.; Date, S. Microstructure and grain size dependence of creep and creep-fatigue properties of low carbon medium nitrogen type 316 steel. Tetsu-to-Hagané 1998, 84, 142–147. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.S.; Kim, D.W.; Lee, D.Y.; Ryu, W.S. Effect of grain size on creep properties of type 316LN stainless steel. Met. Mater. Int. 2001, 7, 107–114. [Google Scholar] [CrossRef]
- Yamaguchi, K.; Kanazawa, K. Influence of grain size on the low-cycle fatigue lives of austenitic stainless steels at high temperatures. Metall. Mater. Trans. A 1980, 11, 1691–1699. [Google Scholar] [CrossRef]
- McMurtrey, M.; Carroll, L.; Wright, J. Microstructural Effects on Creep-Fatigue Life of Alloy 709; Idaho National Lab. (INL): Idaho Falls, ID, USA, 2017; No. INL/EXT-17-41079. [Google Scholar]
- Barr, C.M.; El-Atwani, O.; Kaoumi, D.; Hattar, K. Interplay Between Grain Boundaries and Radiation Damage. JOM 2019, 71, 1233–1244. [Google Scholar] [CrossRef]
- Shirdel, M.; Mirzadeh, H.; Parsa, M.H. Abnormal grain growth in AISI 304L stainless steel. Mater. Charact. 2014, 97, 11–17. [Google Scholar] [CrossRef]
- Chen, S.; Rong, L. Microstructure Evolution During Solution Treatment and Its Effects on the Properties of Ni-Fe-Cr Alloy. Acta Metall. Sin. 2017, 54, 385–392. [Google Scholar]
- Shirdel, M.; Mirzadeh, H.; Habibi, P.M. Microstructural Evolution during Normal/Abnormal Grain Growth in Austenitic Stainless Steel. Metall. Mater. Trans. A 2014, 45, 5185–5193. [Google Scholar] [CrossRef]
- Najafkhani, F.; Kheiri, S.; Pourbahari, B.; Mirzadeh, H. Recent advances in the kinetics of normal/abnormal grain growth: A review. Archiv. Civ. Mech. Eng. 2021, 21, 1–20. [Google Scholar] [CrossRef]
- Plaut, R.L.; Herrera, C.; Escriba, D.M.; Rios, P.R.; Padilha, A.F. A short review on wrought austenitic stainless steels at high temperatures: Processing, microstructure, properties and performance. Mater. Res. 2007, 10, 453–460. [Google Scholar] [CrossRef]
- Padilha, A.F.; Rios, P.R. Decomposition of austenite in austenitic stainless steels. ISIJ Inter. 2002, 42, 325–327. [Google Scholar] [CrossRef]
- Ganesan, V.; Mathew, M.D.; Sankara, R.K.B. Influence of nitrogen on tensile properties of 316LN SS. Mater. Sci. Technol. 2009, 25, 614–618. [Google Scholar] [CrossRef]
- Mathew, M.D.; Sasikala, G.; Rao, K.B.S.; Mannan, S.L. Influence of carbon and nitrogen on the creep properties of type 316 stainless steel at 873 K. Mater. Sci. Eng. A 1991, 148, 253–260. [Google Scholar] [CrossRef]
- Kim, D.W.; Chang, J.H.; Ryu, W.S. Evaluation of the creep–fatigue damage mechanism of Type 316L and Type 316LN stainless steel. Inter. J. Pres. Ves. Pip. 2008, 85, 378–384. [Google Scholar] [CrossRef]
- Kumar, J.G.; Chowdary, M.; Ganesan, V.; Paretkar, R.K.; Rao, K.B.S.; Mathew, M.D. High temperature design curves for high nitrogen grades of 316LN stainless steel. Nucl. Eng. Des. 2010, 240, 1363–1370. [Google Scholar] [CrossRef]
- Mathew, M.D.; Laha, K.; Ganesan, V. Improving creep strength of 316L stainless steel by alloying with nitrogen. Mater. Sci. Eng. A 2012, 535, 76–83. [Google Scholar] [CrossRef]
- Byrnes, M.L.G.; Grujicic, M.; Owen, W.S. Nitrogen strengthening of a stable austenitic stainless steel. Acta Metall. 1987, 35, 1853–1862. [Google Scholar] [CrossRef]
- Shankar, P.; Sundararaman, D.; Ranganathan, S. Clustering and ordering of nitrogen in nuclear grade 316LN austenitic stainless steel. J. Nucl. Mater. 1998, 254, 1–8. [Google Scholar] [CrossRef]
- Matsuo, T.; Shinoda, T.; Tanaka, R. Effect of nitrogen, boron and phosphorous on high temperature strength of 18Cr-10Ni and 18Cr-10Ni-Mo austenitic steels bearing small amounts of titanium and niobium. Tetsu-to-Hagane 1973, 59, 907–918. [Google Scholar] [CrossRef]
- Kamachi, M.U.; Shankar, P.; Sundararaman, D.; Dayal, R.K. Microstructural and electrochemical studies in thermally aged type 316LN stainless steels. Mater. Sci. Technol. 1999, 15, 1451–1453. [Google Scholar] [CrossRef]
- De Bellefon, G.M.; Van Duysen, J.C.; Sridharan, K. Composition-dependence of stacking fault energy in austenitic stainless steels through linear regression with random intercepts. J. Nucl. Mater. 2017, 492, 227–230. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1976. [Google Scholar]
- Lv, X.; Chen, S.; Wang, Q.; Jiang, H.; Rong, L. Temperature Dependence of Fracture Behavior and Mechanical Properties of AISI 316 Austenitic Stainless Steel. Metals 2022, 12, 1421. [Google Scholar] [CrossRef]
- Hong, S.G.; Lee, K.O.; Lee, S.B. Dynamic strain aging effect on the fatigue resistance of type 316L stainless steel. Int. J. Fatigue 2005, 27, 1420–1424. [Google Scholar] [CrossRef]
- Hong, S.G.; Lee, S.B. Dynamic strain aging under tensile and LCF loading conditions, and their comparison in cold worked 316L stainless steel. J. Nucl. Mater. 2004, 328, 232–242. [Google Scholar] [CrossRef]
- Kim, D.W.; Kim, W.G.; Ryu, W.S. Role of dynamic strain aging on low cycle fatigue and crack propagation of type 316L (N) stainless steel. Int. J. Fatigue 2003, 25, 1203–1207. [Google Scholar] [CrossRef]
- Choudhary, B.K. Activation energy for serrated flow in type 316L (N) austenitic stainless steel. Mater. Sci. Eng. A 2014, 603, 160–168. [Google Scholar] [CrossRef]
- Kim, D.W.; Ryu, W.S.; Hong, J.H.; Choi, S. Effect of nitrogen on the dynamic strain ageing behaviour of type 316L stainless steel. J. Mater. Sci. 1998, 33, 675–679. [Google Scholar] [CrossRef]
- Lai, J.K.L. A review of precipitation behaviour in AISI type 316 stainless steel. Mater. Sci. Eng. 1983, 61, 101–109. [Google Scholar] [CrossRef]
- Onizawa, T.; Hashidate, R. Development of creep property equations of 316FR stainless steel and Mod. 9Cr-1Mo steel for sodium-cooled fast reactor to achieve 60-year design life. Mech. Eng. J. 2019, 6, 18-00477. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Y.; Liu, C.; Li, C.; Huang, Y.; Li, H.; Li, W. Carbide dissolution and precipitation in cold-rolled type 347H austenitic heat-resistant steel. Mater. Lett. 2017, 189, 70–73. [Google Scholar] [CrossRef]
- Séran, J.; Le Flem, M. Irradiation-Resistant Austenitic Steels as Core Materials for Generation IV Nuclear Reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Sawston, UK, 2017; p. 310. [Google Scholar]
- Okita, T.; Wolfer, W.G.; Garner, F.A.; Sekimura, N. Effects of titanium additions to austenitic ternary alloys on microstructural evolution and void swelling. Philos. Mag. 2005, 85, 2033–2048. [Google Scholar] [CrossRef]
- Cautaerts, N.; Delville, R.; Stergar, E.; Pakarinen, J.; Verwerft, M.; Yang, Y.; Hofer, C.; Schnitzer, R.; Lamm, S.; Felfer, P.; et al. The role of Ti and TiC nanoprecipitates in radiation resistant austenitic steel: A nanoscale study. Acta Mater. 2020, 197, 184–197. [Google Scholar] [CrossRef]
- Ukai, S.; Uwaba, T. Swelling rate versus swelling correlation in 20% cold-worked 316 stainless steels. J. Nucl. Mater. 2003, 317, 93–101. [Google Scholar] [CrossRef]
- Chi, X.; Xuan, Z.; Chen, Y.; Li, M.; Park, J.; Kenesei, P.; Almer, J.; Yang, Y. In-situ High-Energy X-ray Characterization of Neutron Irradiated HT-UPS Stainless Steel under Tensile Deformation. Acta Mater. 2018, 156, 330–341. [Google Scholar]
- Vatulin, A.V.; Tselishchev, A.V. Structural steels for cores of fast neutron reactors. Met. Sci. Heat Treat. 2004, 46, 463–468. [Google Scholar] [CrossRef]
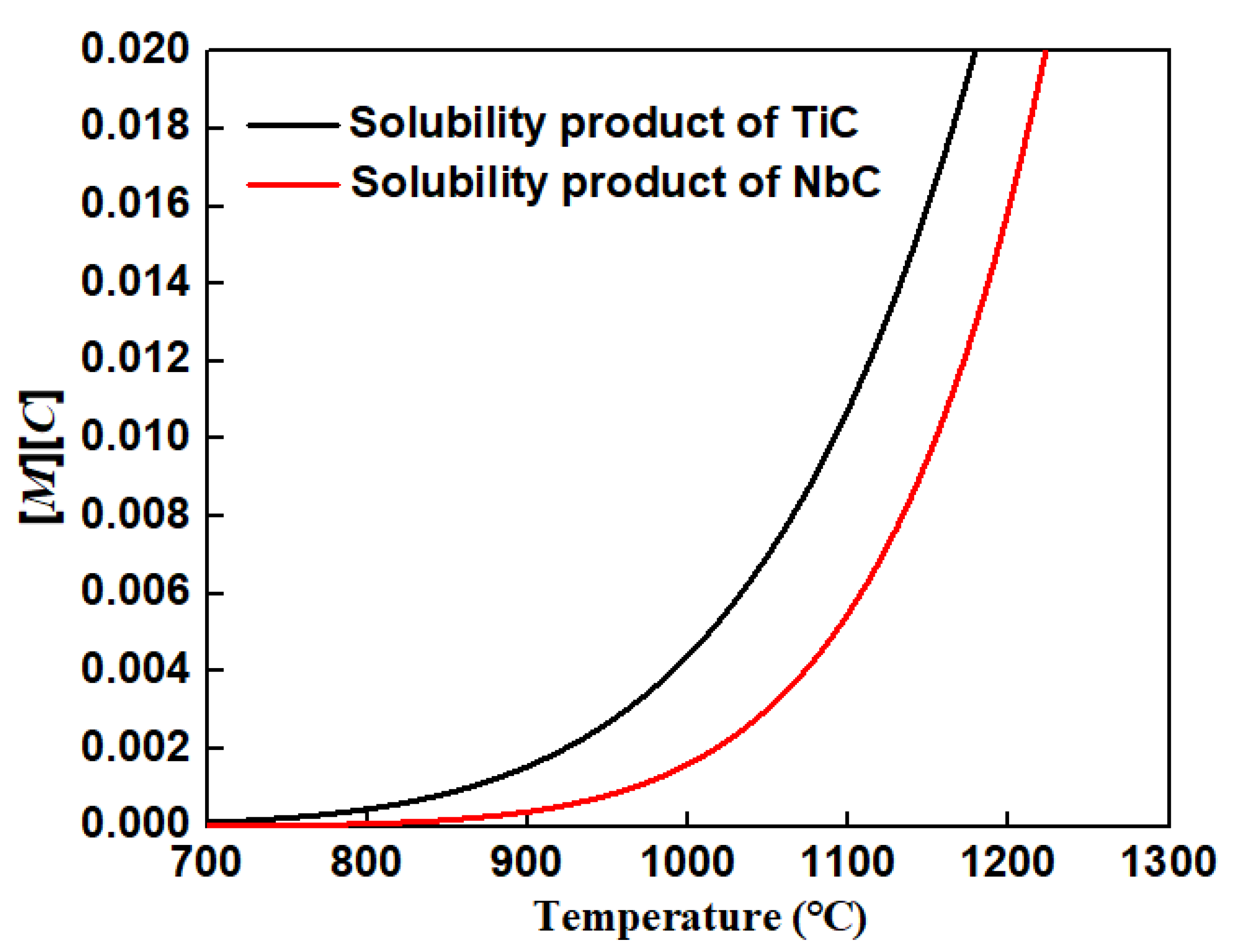
- Abe, F.; Murata, M.; Miyazaki, H. Effect of TiC and NbC carbides on creep life of stainless steels. Mater. High Temp. 2019, 36, 37–45. [Google Scholar] [CrossRef]
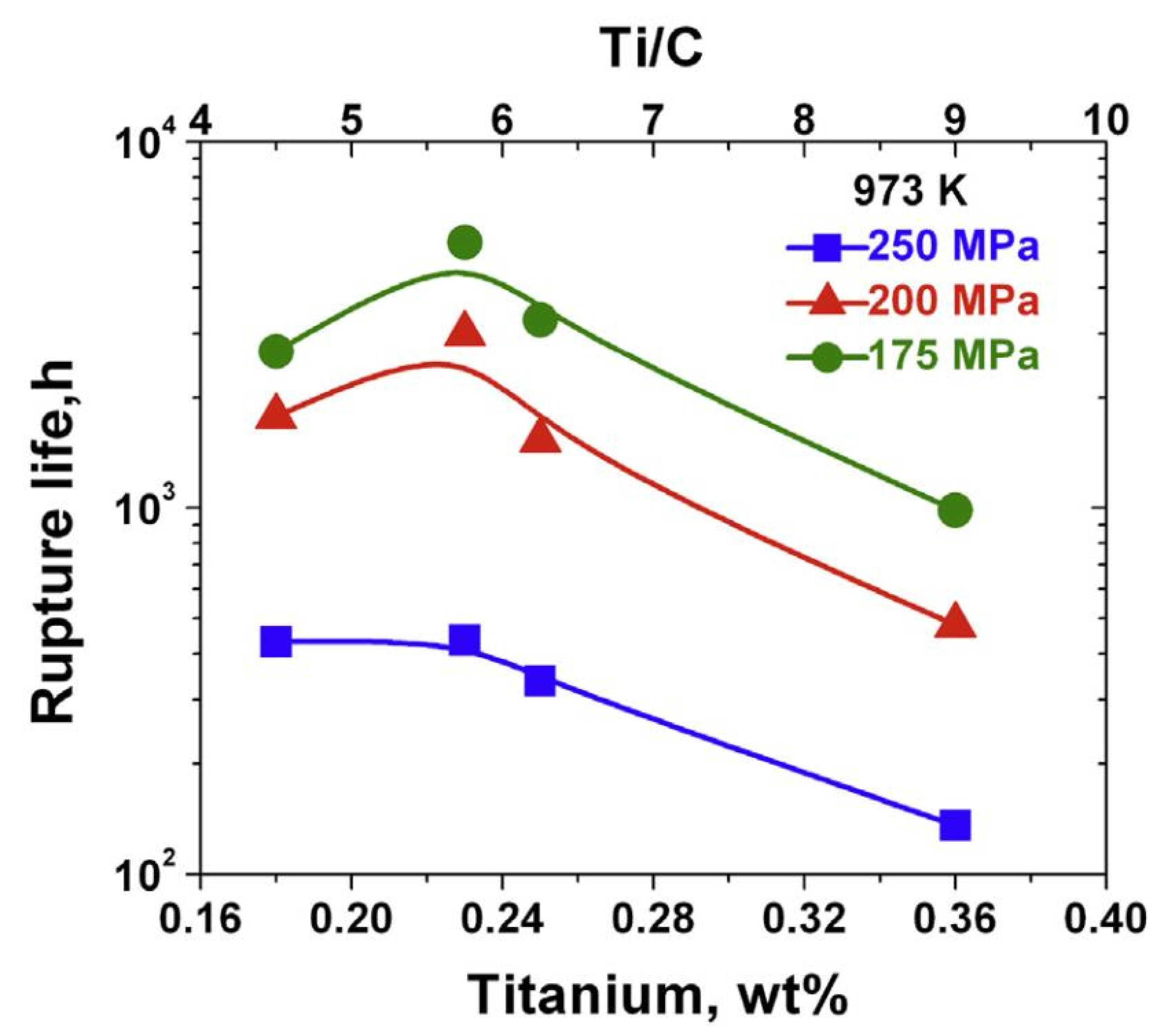
- Latha, S.; Mathew, M.D.; Parameswaran, P.; Nandagopal, M.; Mannan, S.L. Effect of titanium on the creep deformation behaviour of 14Cr–15Ni–Ti stainless steel. J. Nucl. Mater. 2011, 409, 214–220. [Google Scholar] [CrossRef]
- Solenthaler, C.; Ramesh, M.; Uggowitzer, P.J.; Spolenak, R. Precipitation strengthening of Nb-stabilized TP347 austenitic steel by a dispersion of secondary Nb(C,N) formed upon a short-term hardening heat treatment. Mater. Sci. Eng. A 2015, 647, 294–302. [Google Scholar] [CrossRef]
- Minami, Y.; Kimura, H.; Ihara, Y. Microstructural changes in austenitic stainless steels during long-term aging. Mater. Sci. Technol. 1986, 2, 795–806. [Google Scholar] [CrossRef]
- Xie, A.; Chen, S.; Wu, Y.; Jiang, H.; Rong, L. Homogenization temperature dependent microstructural evolution and mechanical properties in a Nb-stabilized cast austenitic stainless steel. Mater. Char. 2022, 194, 112384. [Google Scholar] [CrossRef]
- Zhou, L.; Pan, Z.; Wang, W.; Chen, J.; Xue, L.; Zhang, T.; Zhang, L. Interfacial Interactions between Inclusions Comprising TiO2 or TiN and the Mold Flux during the Casting of Titanium-Stabilized Stainless Steel. Metall. Mater. Trans. B 2020, 51, 85–94. [Google Scholar] [CrossRef]
- Dalle, F.; Blat-Yrieix, M.; Dubiez-Le Goff, S.; Cabet, C.; Dubuisson, P. Conventional austenitic steels as out-of-core materials for Generation IV nuclear reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Sawston, UK, 2017; p. 629. [Google Scholar]
- Nakazawa, T.; Kimura, H.; Tendo, M.; Komatsu, H. Effects of Carbon, Molybdenum, and Phosphorus Contents on Creep Rupture Properties of Low Carbon Medium Nitrogen Type 316 Stainless Steels. J. Jpn. Inst. Met. 2000, 64, 926–933. [Google Scholar] [CrossRef] [PubMed]
- Mandiang, Y.; Cizeron, G. Phosphorus effects on mechanical properties changes in type 316 Ti stainless steels. Mater. Sci. Eng. A 1996, 206, 241–248. [Google Scholar] [CrossRef]
- Mandiang, Y.; Azilinon, D.; Adj, M.; Cizeron, G. Effect of phosphorus on stability of cold worked structure in 316Ti austenitic stainless steel. Met. Sci. J. 2000, 16, 399–407. [Google Scholar] [CrossRef]
- Garner, F.A.; Mitchell, M.A. The complex role of phosphorus in the neutron-induced swelling of titanium-modified austenitic stainless steels. J. Nucl. Mater. 1992, 187, 223–229. [Google Scholar] [CrossRef]
- Garner, F.A.; Brager, H.R. The role of phosphorus in the swelling and creep of irradiated austenitic alloys. J. Nucl. Mater. 1985, 133, 511–514. [Google Scholar] [CrossRef]
- Watanabe, H.; Garner, F.A.; Muroga, T.; Yoshida, N. The influence of silicon and phosphorus additions on neutron induced microstructural evolution of Fe Cr Ni ternary alloys at 646–703 K. J. Nucl. Mater. 1995, 225, 76–84. [Google Scholar] [CrossRef]
- Lee, E.H.; Mansur, L.K. A mechanism of swelling suppression in phosphorous-modified Fe-Ni-Cr alloys. J. Nucl. Mater. 1986, 141–143, 695–702. [Google Scholar] [CrossRef]
- Lee, E.H.; Mansur, L.K. Fe–15Ni–13Cr austenitic stainless steels for fission and fusion reactor applications. II. Effects of minor elements on precipitate phase stability during thermal aging. J. Nucl. Mater. 2000, 278, 11–19. [Google Scholar] [CrossRef]
- Karlsson, L.; Nordén, H.; Odelius, H. Non-equilibrium grain boundary segregation of boron in austenitic stainless steel-I. Large scale segregation behaviour. Acta Metall. 1988, 36, 1–12. [Google Scholar] [CrossRef]
- Williams, T.M.; Stoneham, A.M.; Harries, D.R. The segregation of boron to grain boundaries in solution-treated Type 316 austenitic stainless steel. Met. Sci. J. 1976, 10, 14–19. [Google Scholar] [CrossRef]
- Nandedkar, R.V.; Kesternich, W. Effect of boron on high-temperature creep behavior of austenitic stainless steel DIN 1.4970. Metall. Trans. A 1990, 21, 3033–3038. [Google Scholar] [CrossRef]
- Fujiwara, M.; Uchida, H.; Ohta, S. Effect of boron and carbon on creep strength of cold-worked type 316 stainless steel. J. Mater. Sci. Lett. 1994, 13, 557–559. [Google Scholar] [CrossRef]
- Mansfield, J.F. Identification of boron in M23X6 precipitates in 316 stainless steel using electron energy loss spectroscopy. J. Mater. Sci. 1987, 22, 1277–1285. [Google Scholar] [CrossRef]
- Laha, K.; Kyono, J.; Sasaki, T.; Kishimoto, S.; Shinya, N. Improved creep strength and creep ductility of type 347 austenitic stainless steel through the self-healing effect of boron for creep cavitation. Metall. Mater. Trans. A 2005, 36, 399–409. [Google Scholar] [CrossRef]
- Laha, K.; Kyono, J.; Kishimoto, S.; Shinya, N. Beneficial effect of B segregation on creep cavitation in a type 347 austenitic stainless steel. Scripta Mater. 2005, 52, 675–678. [Google Scholar] [CrossRef]
- Laha, K.; Kyono, J.; Shinya, N. Some chemical and microstructural factors influencing creep cavitation resistance of austenitic stainless steels. Philos. Mag. 2007, 87, 2483–2505. [Google Scholar] [CrossRef]
- Yao, X.X. On the grain boundary hardening in a B-bearing 304 austenitic stainless steel. Mater. Sci. Eng. A 1999, 271, 353–359. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Type | C | N | Ni | Cr | Mn | Mo | Si | Nb | Ti | Others | |
| Conventional Austenitic stainless steels | 304 304L 316 316L | ≤0.08 ≤0.03 ≤0.08 ≤0.03 | ≤0.1 ≤0.1 ≤0.1 ≤0.1 | 8.0–10.5 8.0–10.5 10.0–14.0 10.0–14.0 | 18.0–20.0 18.0–20.0 16.0–18.0 16.0–18.0 | ≤2.0 ≤2.0 ≤2.0 ≤2.0 | – – 2.0–3.0 2.0–3.0 | ≤0.75 ≤0.75 ≤0.75 ≤0.75 | – – – – | – – – – | – – – – |
| Advanced austenitic stainless steels for out-of-core components | Type 304 Type 316 316FR 316L(N) 316KD NF709 | 0.04–0.06 0.04–0.06 ≤0.02 ≤0.03 0.04–0.05 ≤0.10 | 0.04–0.07 0.04–0.07 0.06–0.12 0.06–0.08 0.05–0.07 0.1–0.25 | 8.0–10.0 11.0–12.5 10.0–14.0 12.0–12.5 11.0–12.5 23.0–26.0 | 18.5–20.0 17.0–18.0 16.0–18.0 17.0–18.0 17.0–18.0 19.5–23.0 | 1.0–2.0 1.0–2.0 ≤2.0 1.6–2.0 1.0–2.0 ≤1.5 | ≤0.2 2.5–3.0 2.0–3.0 2.3–2.7 2.5–2.7 1.0–2.0 | ≤0.6 ≤0.6 ≤1.0 ≤0.5 ≤0.6 ≤1.0 | – – – – – 0.1–0.4 | – – – – – ≤0.2 | – B:0.003 B:0.001 B:0.002 – B:0.002 |
| Advanced austenitic stainless steels for in-core components | PNC316 316Ti 15/15Ti (1.4970) D9 ChS68 FV548 HT-UPS | 0.06 0.05 0.1 0.05 0.05–0.08 0.1 0.08 | – – – – – – – | 14.0 14.0 15.0 15.0 14.0–15.5 11.5 16.0 | 16.0 16.0 15.0 14.0 15.5–17.0 16.5 14.0 | 1.8 1.7 1.6 2.0 1.3–2.0 1.2 2.0 | 2.5 2.5 1.3 2.3 1.9–2.5 1.5 2.5 | 0.8 0.6 0.5 0.6 0.3–0.6 0.35 0.4 | 0.08 – – – – 0.7 0.1 | 0.1 0.4 0.5 0.25 0.2–0.5 – 0.3 | B:0.004 – B:0.003 – B:0.003 – B:0.003 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Xie, A.; Lv, X.; Chen, S.; Yan, C.; Jiang, H.; Rong, L. Tailoring Microstructure of Austenitic Stainless Steel with Improved Performance for Generation-IV Fast Reactor Application: A Review. Crystals 2023, 13, 268. https://doi.org/10.3390/cryst13020268
Chen S, Xie A, Lv X, Chen S, Yan C, Jiang H, Rong L. Tailoring Microstructure of Austenitic Stainless Steel with Improved Performance for Generation-IV Fast Reactor Application: A Review. Crystals. 2023; 13(2):268. https://doi.org/10.3390/cryst13020268
Chicago/Turabian StyleChen, Shenghu, Ang Xie, Xinliang Lv, Sihan Chen, Chunguang Yan, Haichang Jiang, and Lijian Rong. 2023. "Tailoring Microstructure of Austenitic Stainless Steel with Improved Performance for Generation-IV Fast Reactor Application: A Review" Crystals 13, no. 2: 268. https://doi.org/10.3390/cryst13020268