
Effect of Phosphorous Content on the Microstructure and Stress Rupture Properties of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel
 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
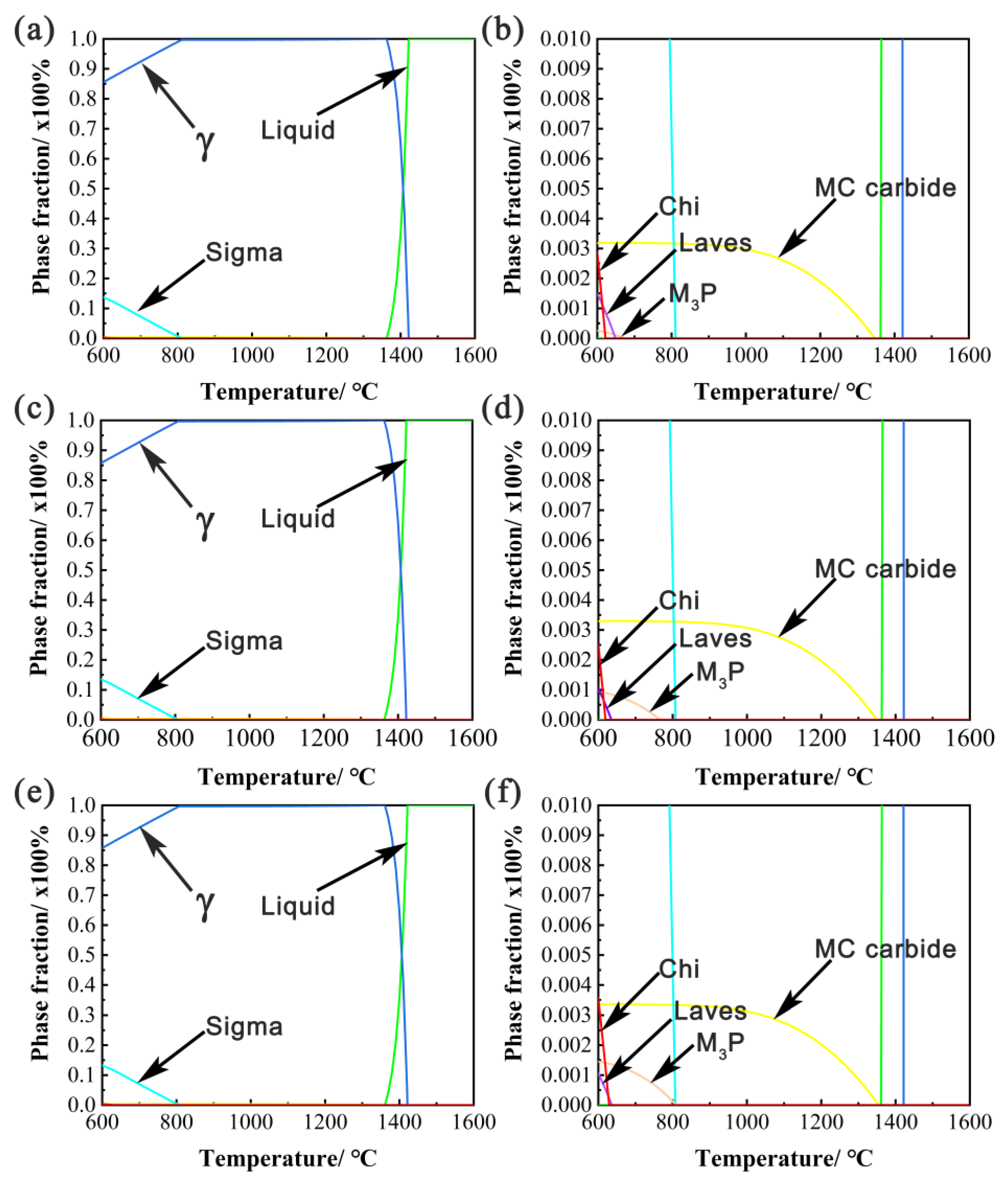
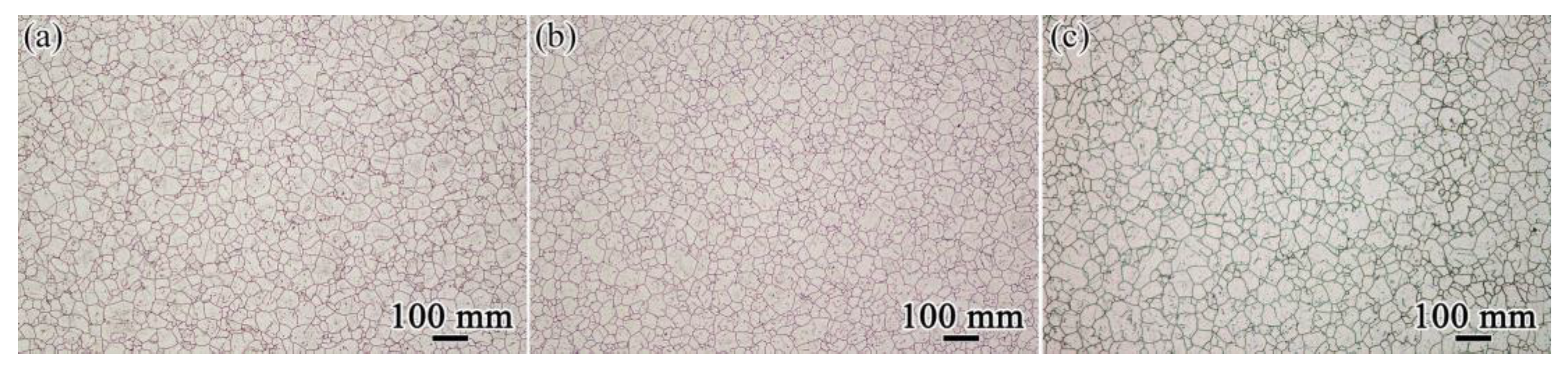
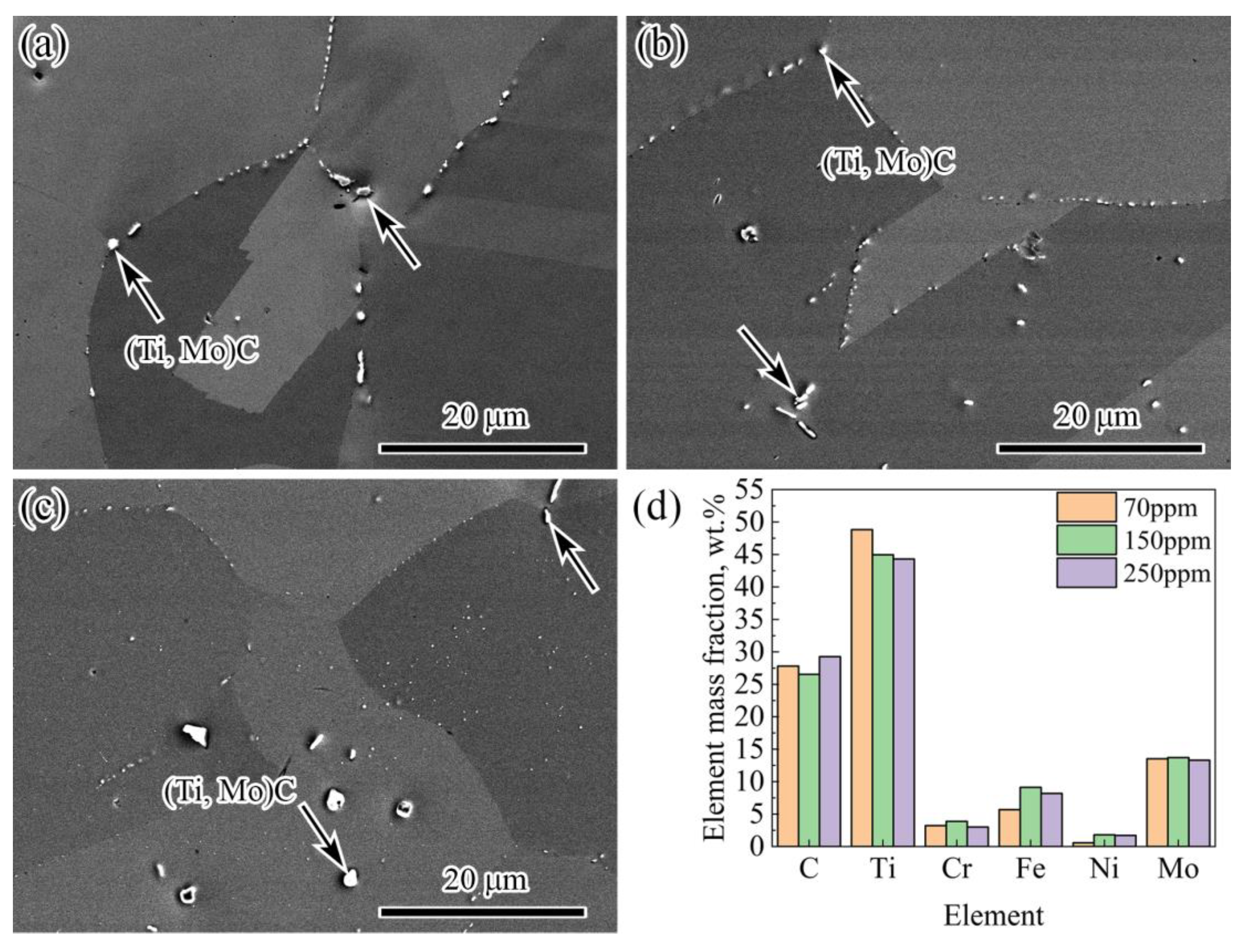
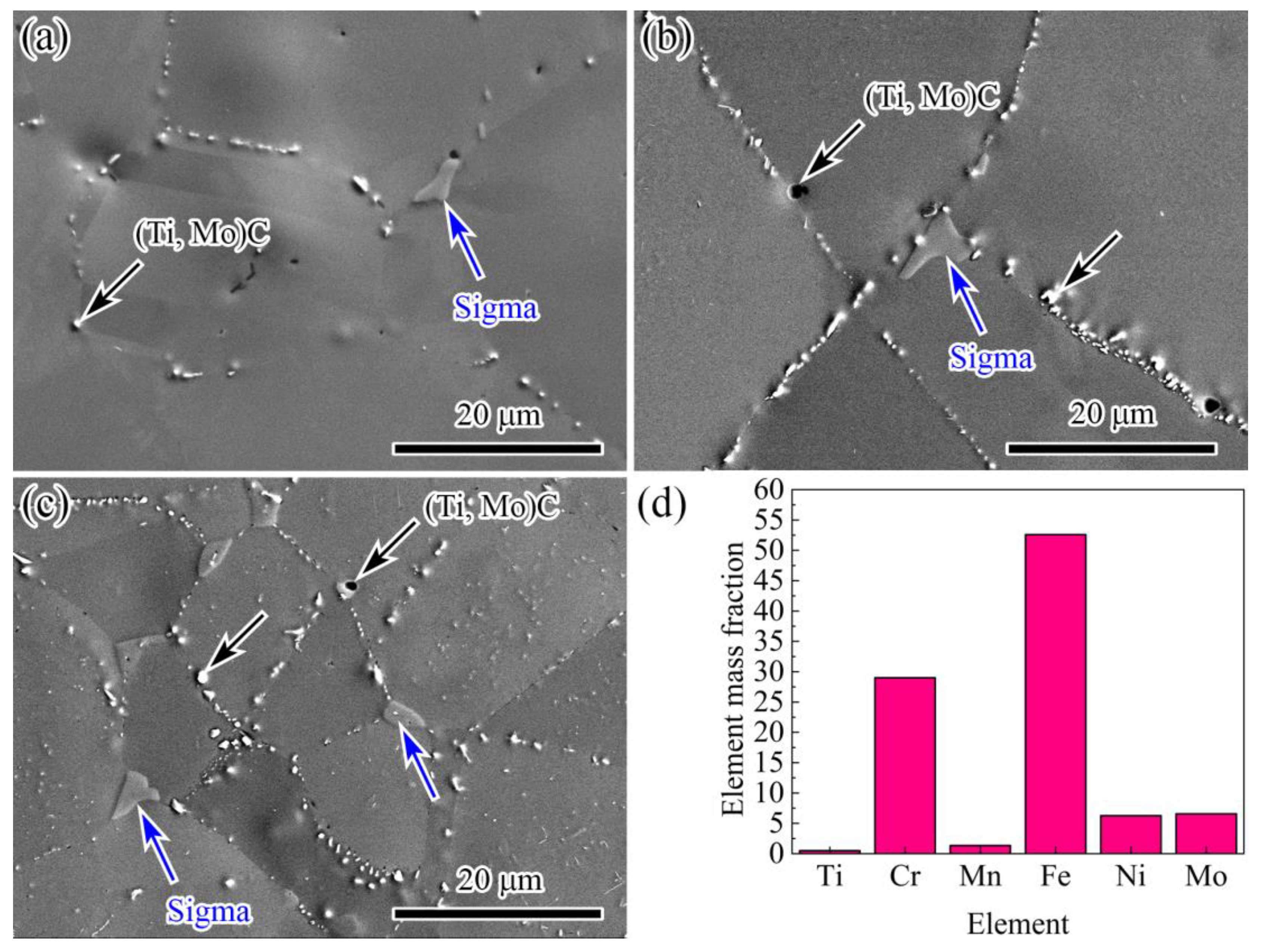
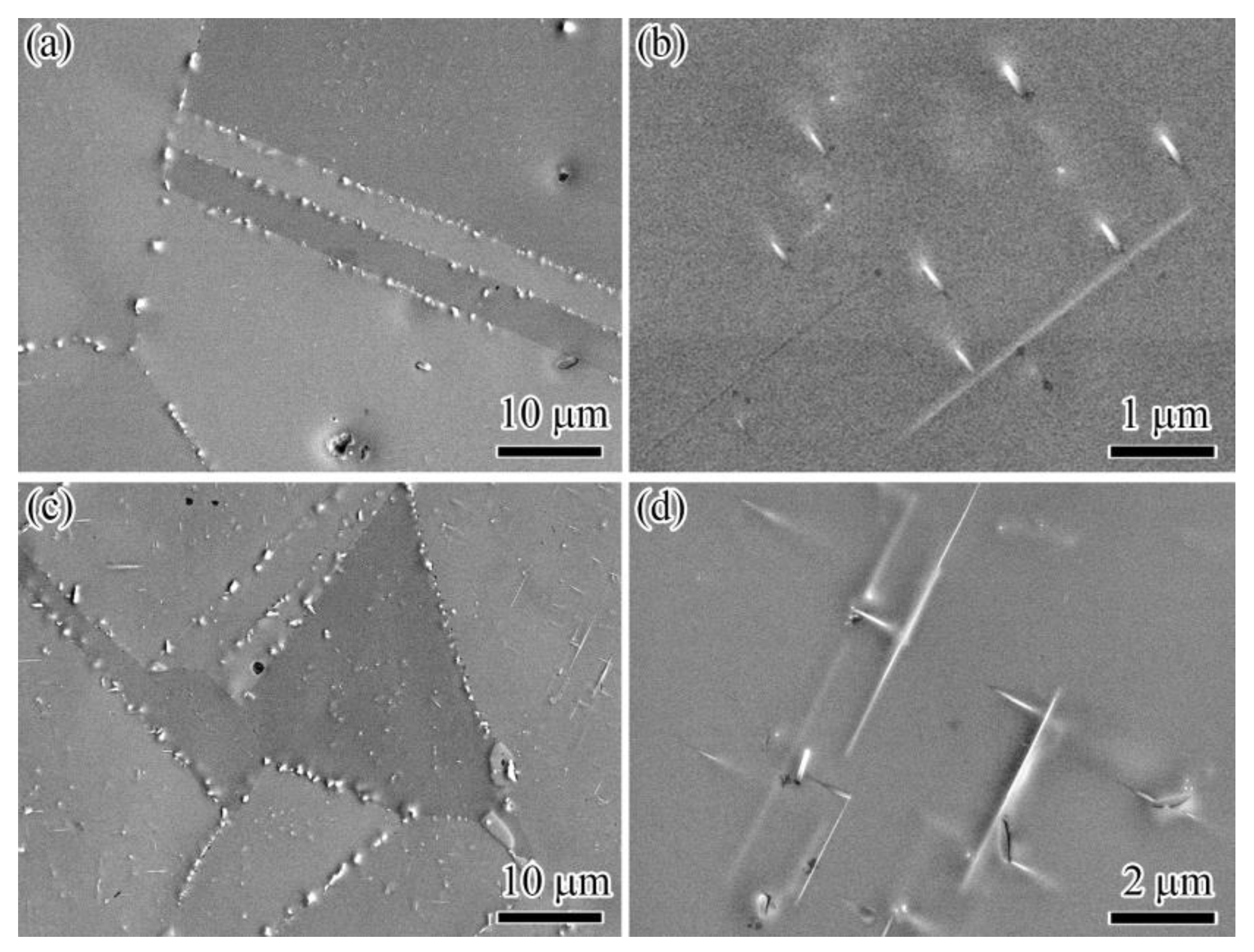
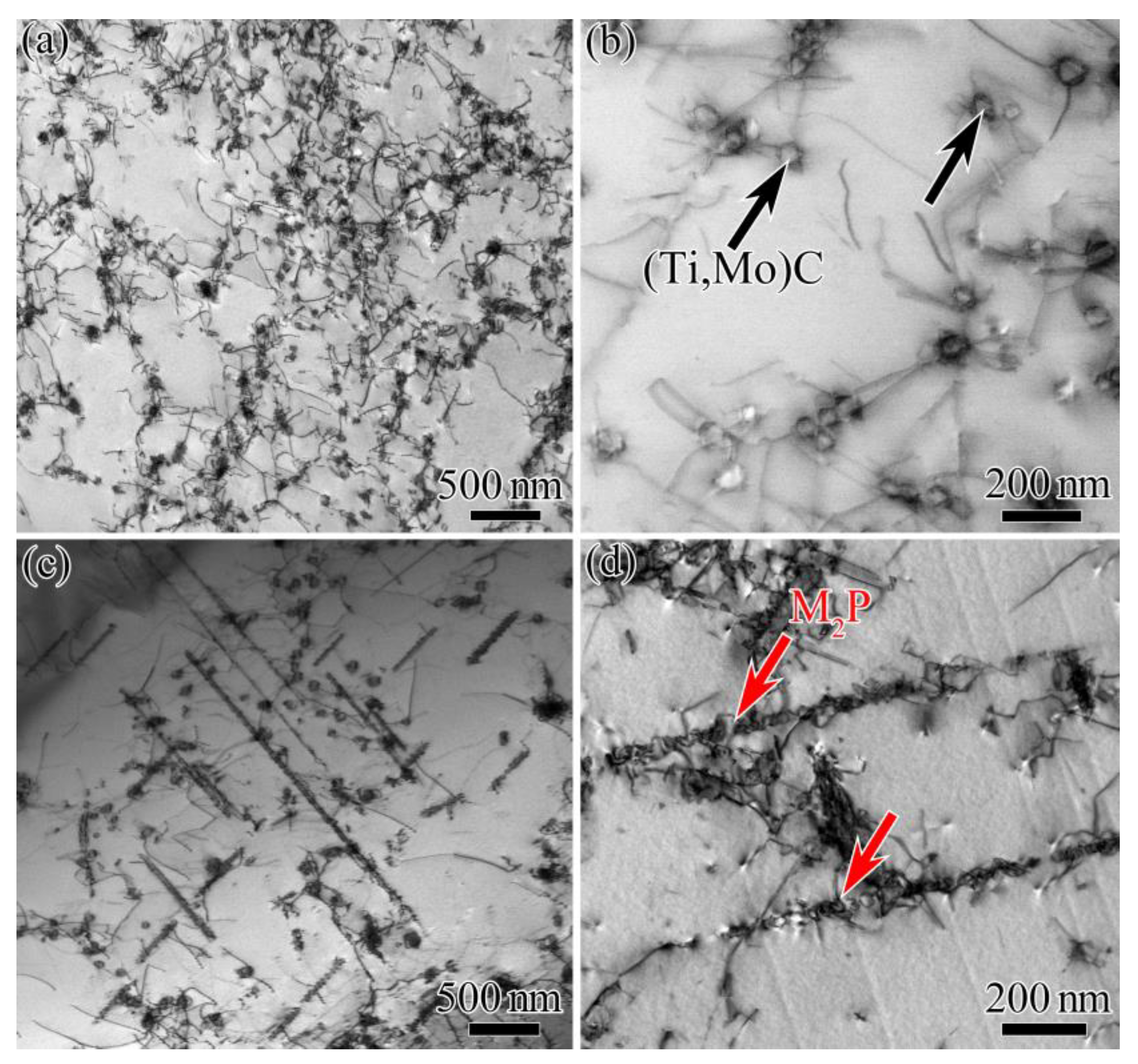
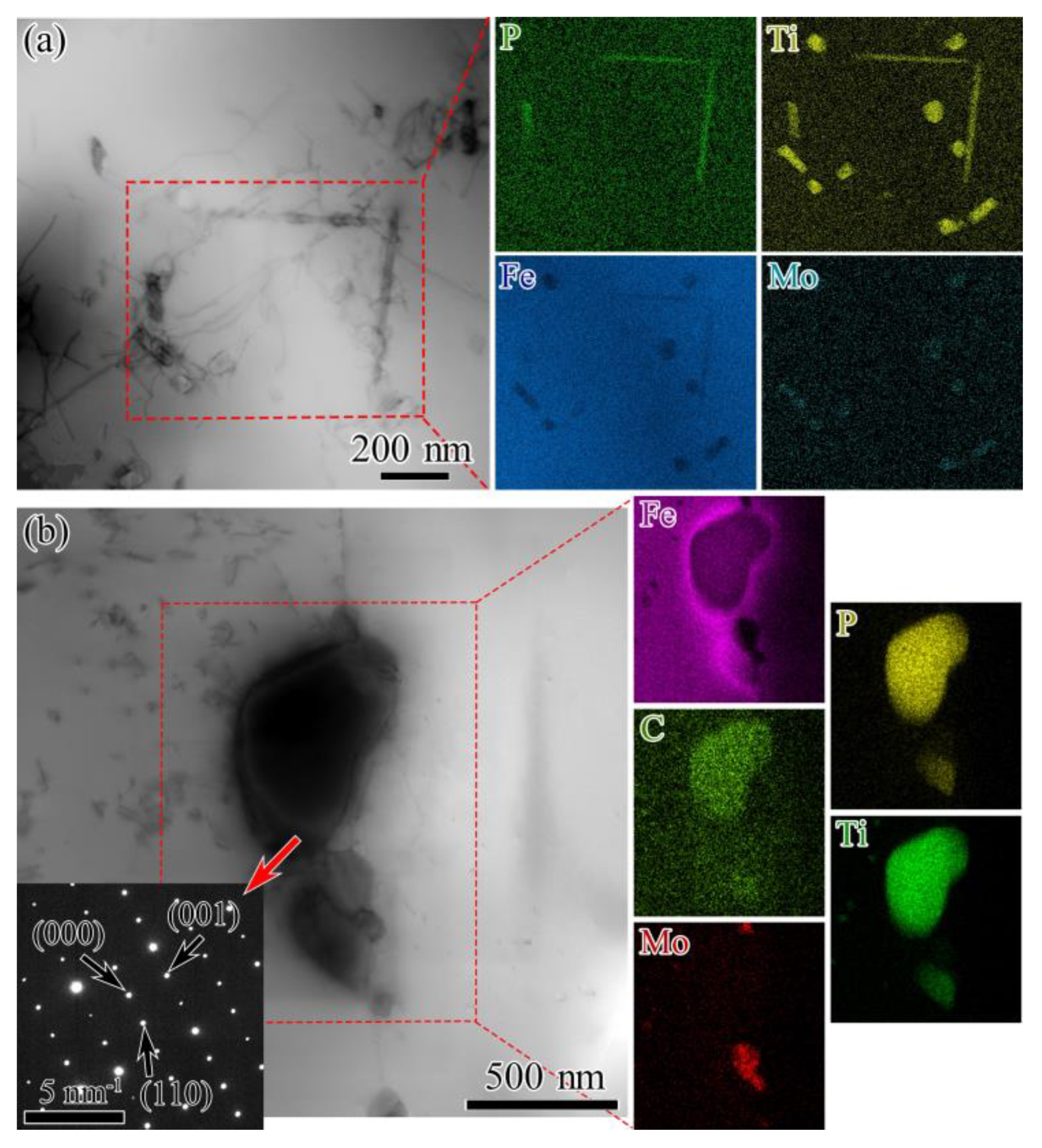
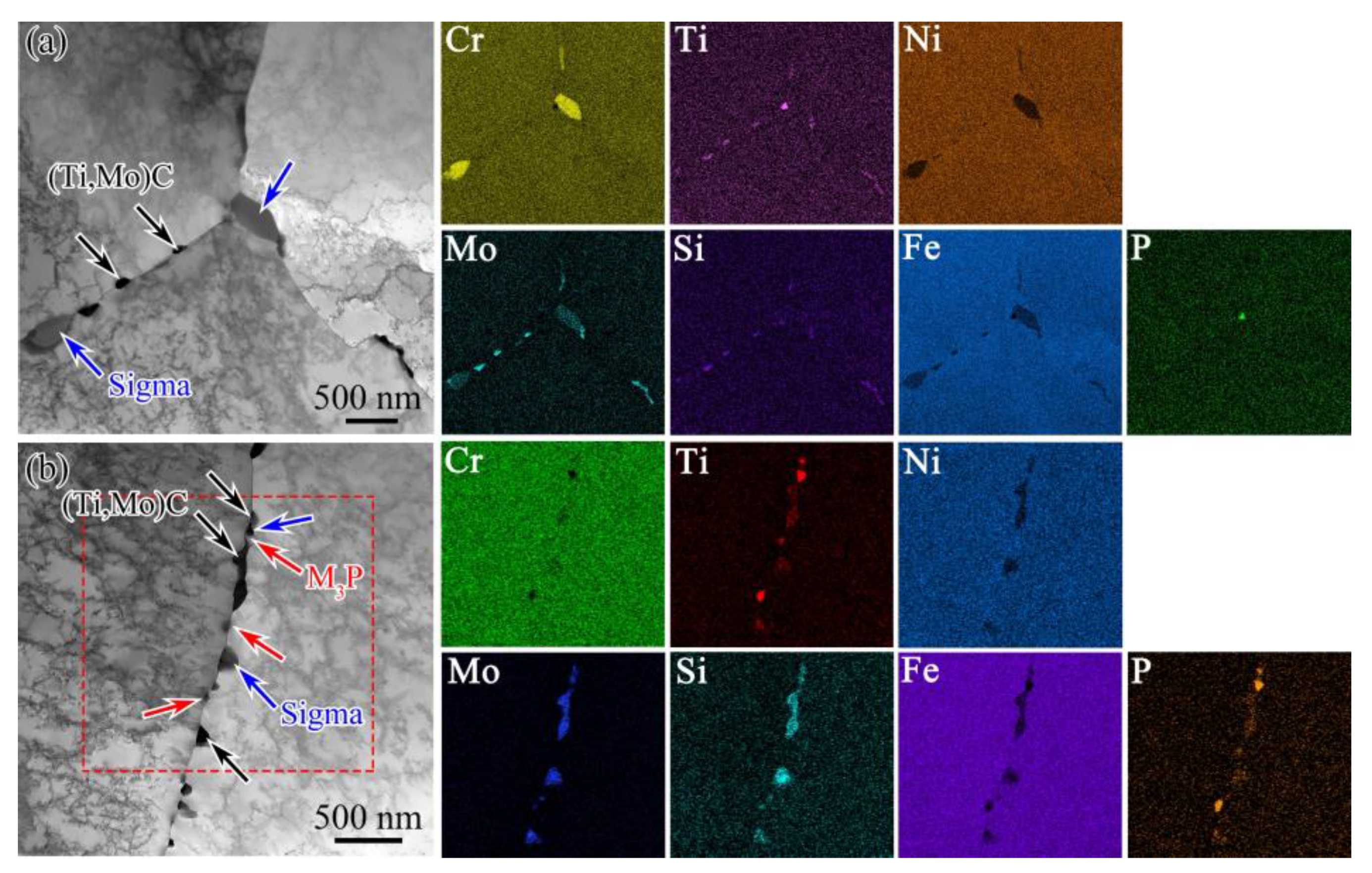
3.1. Effect of Phosphorus Content on Microstructure of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel during Long-Term Isothermal Aging
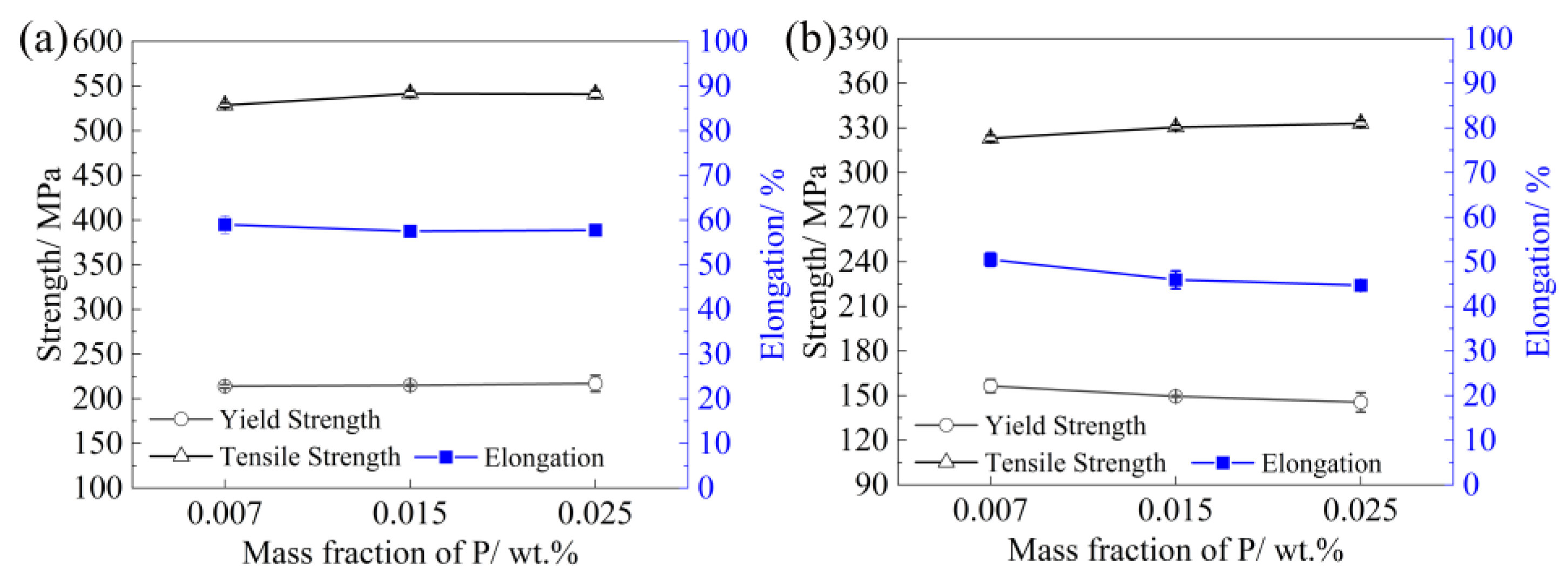
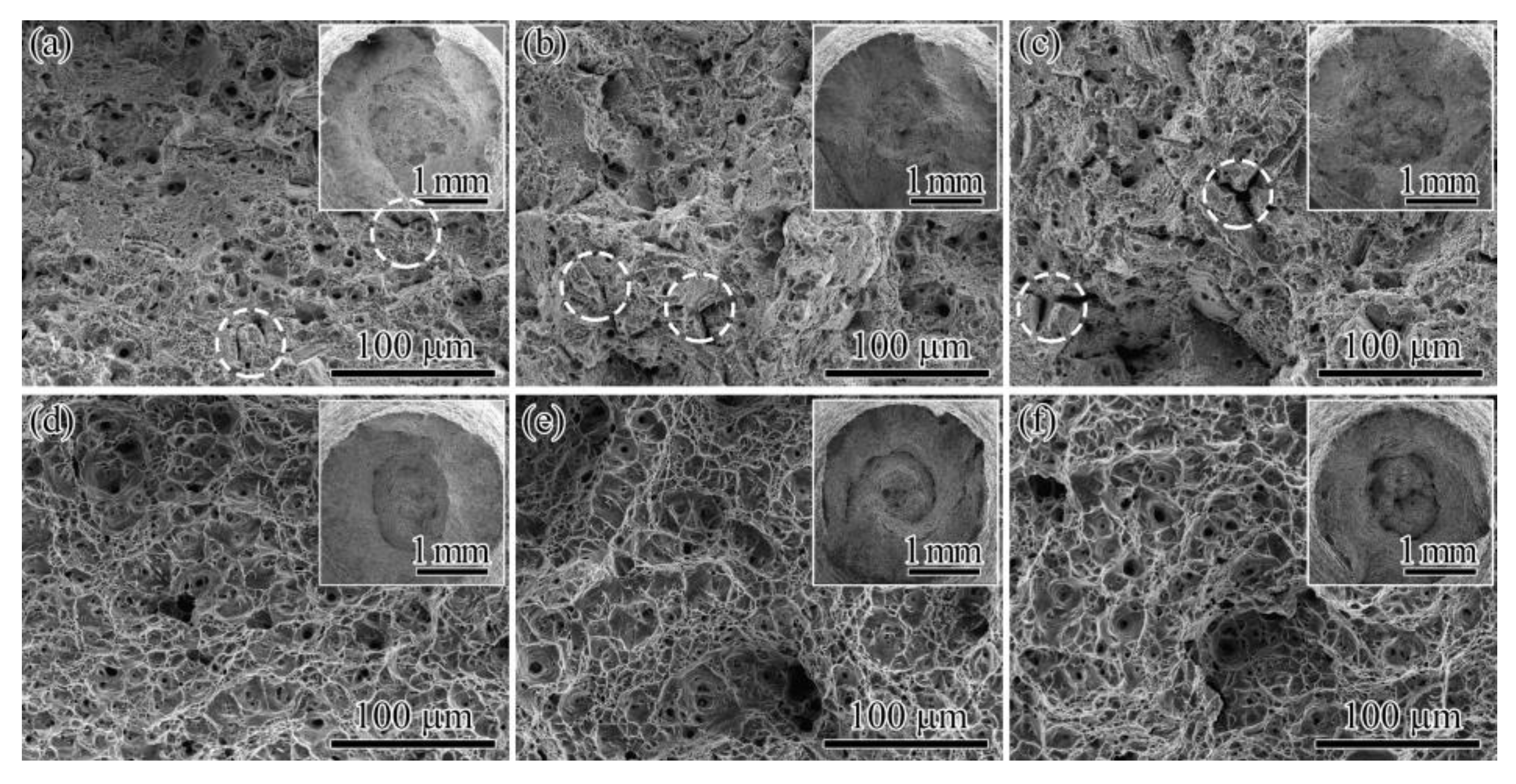
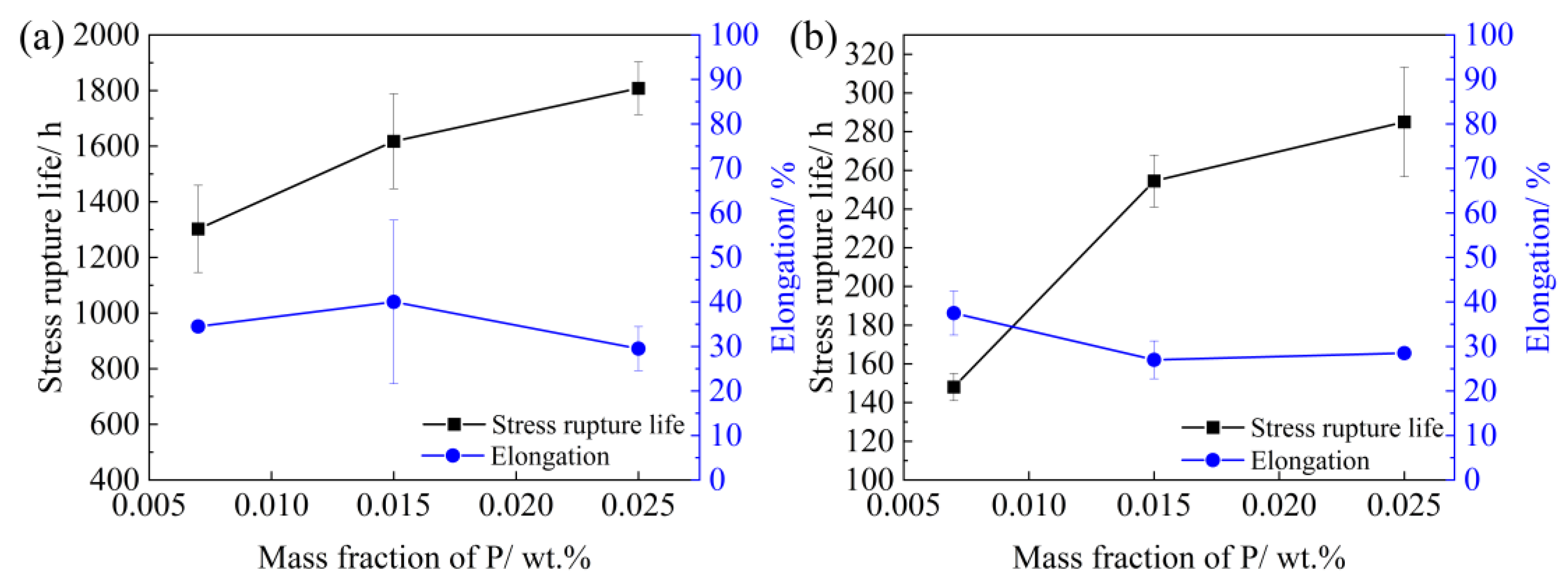
3.2. Effect of Phosphorus Content on Tensile Properties of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel
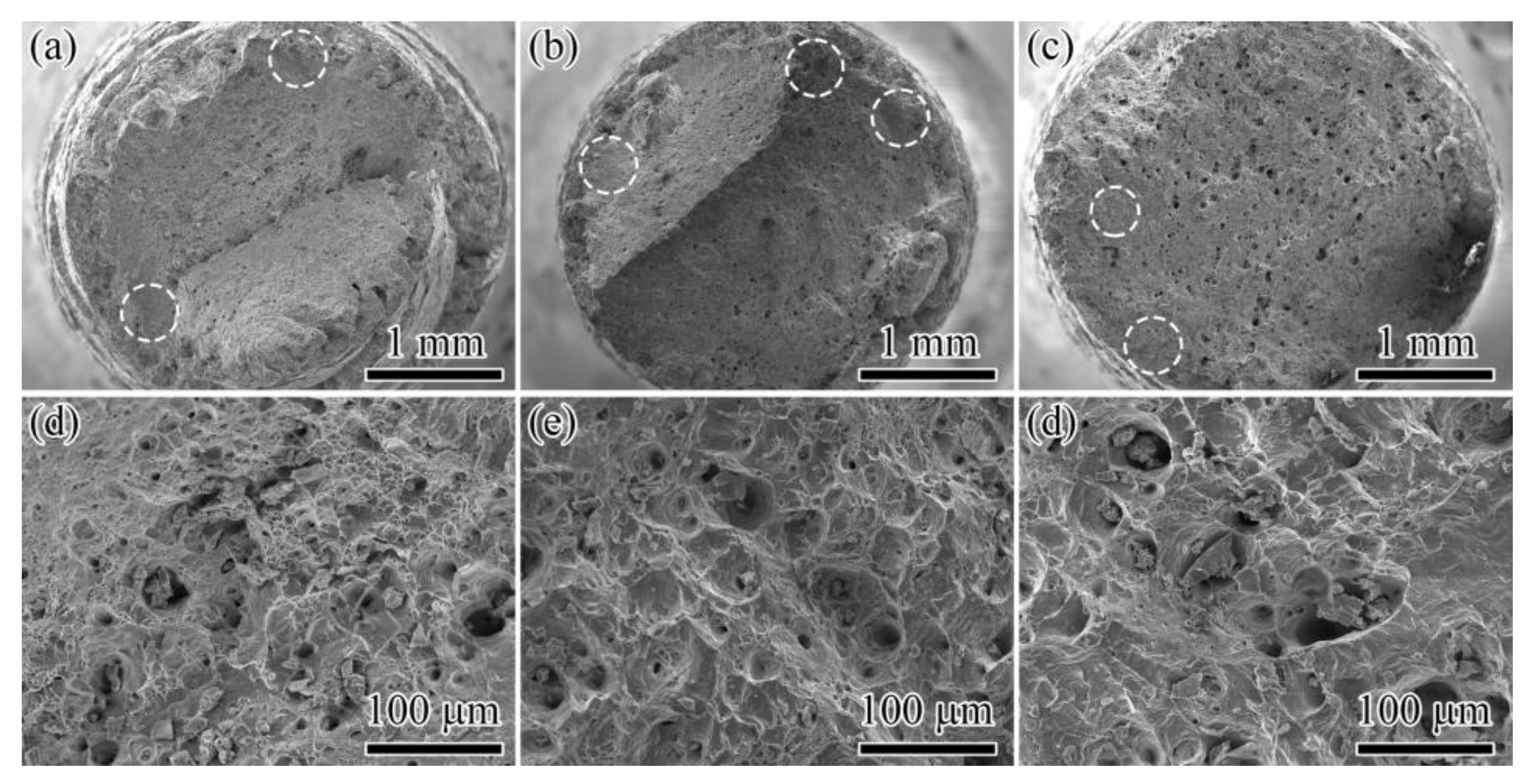
3.3. Effect of Phosphorus Content on the Stress Rupture Properties of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Buckthorpe, D. Introduction to Generation IV nuclear reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; pp. 1–22. [Google Scholar]
- Murty, K.L.; Charit, I. Structural materials for Gen-IV nuclear reactors: Challenges and opportunities. J. Nucl. Mater. 2008, 383, 189–195. [Google Scholar] [CrossRef]
- Hari Krishan Yadav, A.R.; Ballal, M.M. Creep studies of Cold Worked Austenitic Stainless Steel. Procedia Struct. Integr. 2019, 14, 605–611. [Google Scholar] [CrossRef]
- Wang, Z.N.; Liang, T.; Xing, W.W.; Du, A.B.; Gao, M.; Ma, Y.C.; Liu, K. σ-Phase Precipitation Mechanism of 15Cr–15Ni Titanium Modified Austenitic Stainless Steel During Long-Term Thermal Exposure. Acta Metall. Sin. 2018, 31, 281–289. [Google Scholar] [CrossRef]
- Jayakumar, T.; Mathew, M.D.; Laha, K.; Sandhya, R. Materials development for fast reactor Applications. Nucl. Eng. Des. 2013, 265, 1175–1180. [Google Scholar] [CrossRef]
- Séran, J.L.; Le Flem, M. Irradiation-resistant austenitic steels as core materials for Generation IV nuclear reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 285–328. [Google Scholar]
- Latha, S.; Mathew, M.D.; Parameswaran, P.; Nandagopal, M.; Mannan, S.L. Effect of titanium on the creep deformation behavior of 14Cr–15Ni–Ti stainless steel. J. Nucl. Mater. 2011, 409, 214–220. [Google Scholar] [CrossRef]
- Chen, S.H.; Xie, A.; Lv, X.L.; Chen, S.H.; Yan, C.G.; Jiang, H.C.; Rong, L.J. Tailoring Microstructure of Austenitic Stainless Steel with Improved Performance for Generation-IV Fast Reactor Application: A Review. Crystals 2023, 13, 268. [Google Scholar] [CrossRef]
- Mathew, M.D.; Gopal, K.A.; Murugan, S.; Panigrahi, B.K.; Bhaduri, A.K.; Jayakumar, T. Development of IFAC-1 SS: An Ad-vanced Austenitic Stainless Steel for Cladding and Wrapper Tube Applications in Sodium Cooled Fast Reactors. Adv. Mater. Res. 2013, 794, 749–756. [Google Scholar] [CrossRef]
- Wang, C.Y. Electronic Structure of Impurity-Defect Complexes in Metals. Defect Diffus. Forum 1995, 125–126, 79. [Google Scholar] [CrossRef]
- Rice, J.R.; Wang, J.S. Embrittlement of interfaces by solute segregation. Mater. Sci. Eng. A 1989, 107, 23–40. [Google Scholar] [CrossRef]
- White, C.L.; Padgett, R.A.; Swindeman, R.W. Sulfur and phosphorus segregation to creep cavities and grain boundaries in 304 SS. Scr. Metall. 1981, 15, 777–782. [Google Scholar] [CrossRef]
- Bandyopadhyay, N.; Briant, C.L.; Hall, E.L. Carbide precipitation, grain boundary segregation, and temper embrittlement in NiCrMoV rotor steels. Metall. Trans. A 1985, 16, 721–737. [Google Scholar] [CrossRef]
- Briant, C.L. Grain boundary segregation of phosphorus in 304L stainless steel. Metall. Trans. A 1985, 16, 2061–2062. [Google Scholar] [CrossRef]
- Yu, J.; Grabke, H.J. Effects of P addition on creep of 1 Cr–Mo–V steels. Met. Sci. J. 1983, 17, 389–396. [Google Scholar] [CrossRef]
- Jang, M.H.; Kang, J.Y.; Jang, J.H.; Lee, T.H.; Lee, C. The role of phosphorus in precipitation behavior and its effect on the creep properties of alumina-forming austenitic heat-resistant steels. Mater. Sci. Eng. A 2016, 684, 14–21. [Google Scholar] [CrossRef]
- Yang, S.L.; Sun, W.R.; Wang, J.X.; Ge, Z.M.; Guo, S.R.; Hu, Z.Q. Effect of Phosphorus on Mechanical Properties and Thermal Stability of Fine-grained GH761 Alloy. J. Mater. Sci. Technol. 2011, 27, 539–545. [Google Scholar] [CrossRef]
- Bika, D.; McMahon, C.J. A model for dynamic embrittlement. Acta Metall. Mater. 1995, 43, 1909–1916. [Google Scholar] [CrossRef]
- Xue, C.C.; Liu, F.; Yao, X.Y.; Liu, D.Y.; Xin, X.; Sun, W.R.; Zhang, A.W.; Zhang, S. The existence and strengthening mechanism of phosphorus in Ni17Cr15Fe-based alloys. Mater. Sci. Eng. A 2020, 797, 140044. [Google Scholar] [CrossRef]
- Mandiang, Y.; Ciss, A.; Sissoko, G.; Cizeron, G. Influence of thermal aging on microstructural evolution and mechanical properties in titanium modified type 316 stainless steel containing phosphorus. Met. Sci. J. 2001, 17, 315–320. [Google Scholar] [CrossRef]
- Rowcliffe, A.F.; Nicholson, R.B. Quenching defects and precipitation in a phosphorus-containing austenitic stainless steel. Acta Metall. 1972, 20, 143–155. [Google Scholar] [CrossRef]
- Kegg, G.R.; Silcock, J.M.; West, D.R.F. The Effect of Phosphorus Additions and Cooling Rate on the Precipitation of M23C6 in Austenite. Met. Sci. J. 1973, 8, 337–343. [Google Scholar] [CrossRef]
- Guan, S.; Cui, C.Y.; Yuan, Y.; Gu, Y.F. The role of phosphorus in a newly developed Ni-Fe-Cr-based wrought superalloy. Mater. Sci. Eng. A 2016, 662, 275–282. [Google Scholar] [CrossRef]
- Bentley, J.; Leitnaker, J.M. Stable Phases in Aged Type 321 Stainless Steel; Collings, E.W., King, H.W., Eds.; The Metal Science of Stainless Steels; TMS AIME: Warrendale, PA, USA, 1979; pp. 70–71. [Google Scholar]
- Leitnaker, J.M.; Bentley, J. Precipitate phases in type 321 stainless steel after aging 17 years at ∼600 °C. Metall. Trans. A 1977, 8, 1605–1613. [Google Scholar] [CrossRef]
- Hong, C.W.; Heo, Y.U.; Heo, N.H.; Kim, S.J. Precipitation correlation between MC carbide and Nb-rich M2P phosphide in a TP347H austenitic stainless steel. Mater. Charact. 2016, 124, 192–205. [Google Scholar] [CrossRef]
- Lee, E.H.; Mansur, L.K. Fe–15Ni–13Cr austenitic stainless steels for fission and fusion reactor applications. III. Phase stability during heavy ion irradiation. J. Nucl. Mater. 2000, 287, 20–29. [Google Scholar] [CrossRef]
- Mandiang, Y.; Cizeron, G. Precipitation of M3P phosphide in titanium modified type 316 stainless steel. Mater. Sci. Technol. 2014, 9, 771–775. [Google Scholar] [CrossRef]
- Yang, S.L.; Sun, W.R.; Wang, J.X.; Wang, K.L.; Guo, S.R.; Hu, Z.Q. Effect of P content on mechanical properties of fine-grained GH761 alloy. Acta Metall. Sin. 2009, 45, 815–819. [Google Scholar]
- Xiao, X.; Zhao, H.Q.; Wang, C.S.; Guo, Y.A.; Guo, J.T.; Zhou, L.Z. Effect of B and P on microstructure and mechanical properties of GH984 alloy. Acta Metall. Sin. 2013, 49, 421–427. [Google Scholar] [CrossRef]
- Lee, E.H.; Mansur, L.K. Fe-15Ni-13Cr austenitic stainless steels for fission and fusion reactor applications. II. Effects of minor elements on precipitate phase stability during thermal aging. J. Nucl. Mater. 2000, 278, 11–19. [Google Scholar] [CrossRef]
- Lee, K.H.; Park, D.B.; Kwun, S.I.; Huh, J.Y.; Suh, J.Y.; Shim, J.H.; Jung, W.S. Effect of Creep deformation on the microstructural evolution of 11CrMoVNb heat resistant steel. Mater. Sci. Eng. A 2012, 536, 92–97. [Google Scholar] [CrossRef]
- Laha, K.; Kyono, J.; Shinya, N. Suppression of creep cavitation in precipitation-hardened austenitic stainless steel to enhance creep rupture strength. Trans. Ind. Inst. Met. 2010, 63, 437–441. [Google Scholar] [CrossRef]
- Fujiwara, M.; Uchida, H.; Ohta, S. Effect of niobium content on creep strength of coldworked 15Cr-15Ni-2.5Mo austenitic steel. J. Mater. Sci. Lett. 1995, 14, 297–301. [Google Scholar] [CrossRef]
- Zhang, S.; Xin, X.; Yu, L.X.; Zhang, A.W.; Sun, W.R.; Sun, X.F. Effect of phosphorus on the grain boundary cohesion and γ′ precipitation in IN706 alloy. Metall. Mater. Trans. 2016, 47, 4092–4103. [Google Scholar] [CrossRef]
- Yoon, Y.C.; Kim, J.J.; Wee, D.M.; Nam, S.W. Effect of Phosphorus on the Creep--Fatigue Interaction in AISI 304 L Stainless Steel. J. Korean Inst. Met. Mater. 1992, 30, 1401–1406. [Google Scholar]
- Wang, T.T.; Wang, C.S.; Sun, W.; Qin, X.Z.; Guo, J.T.; Zhou, L.Z. Microstructure evolution and mechanical properties of GH984G alloy with different Ti/Al ratios during long-term thermal exposure. Mater. Des. 2014, 62, 225–232. [Google Scholar] [CrossRef]
- Wang, M.Q.; Du, J.H.; Deng, Q.; Tian, Z.L.; Zhu, J. The effect of phosphorus on the microstructure and mechanical properties of ATI 718Plus alloy. Mater. Sci. Eng. A 2015, 626, 382–389. [Google Scholar] [CrossRef]
- Wang, M.Q.; Du, J.H.; Deng, Q.; Tian, Z.L.; Zhu, J. Effect of the precipitation of the η-Ni3Al0.5Nb0.5 phase on the microstructure and mechanical properties of ATI 718Plus. J. Alloys Compd. 2017, 701, 635–644. [Google Scholar] [CrossRef]
- Ping, D.H.; Gu, Y.F.; Cui, C.Y.; Harada, H. Grain boundary segregation in a Ni–Fe-based (Alloy 718) superalloy. Mater. Sci. Eng. A 2007, 456, 99–102. [Google Scholar] [CrossRef]
- Zhang, A.W.; Zhang, S.; Liu, F.; Qi, F.; Yao, X.Y.; Tan, Y.G.; Jia, D.; Sun, W.R. Effect of cooling rate on phosphorus segregation behavior and the corresponding precipitation of γ′′ and γ′ phases in IN718 alloy. J. Mater. Sci. Technol. 2019, 35, 1485–1490. [Google Scholar] [CrossRef]
- Zhang, A.W.; Yang, Y.; Zhang, S.; Zhang, D.; Zhang, W.H.; Han, D.W.; Qi, F.; Tan, Y.G.; Xin, X.; Sun, W.R. Distribution of phosphorus and its effects on precipitation behaviors and tensile properties of IN718C cast superalloy. Acta Metall. Sin. 2019, 32, 887–899. [Google Scholar] [CrossRef]
- Wu, R.H.; Yue, Z.F.; Wang, F.M. Effect of initial γ/γ’ microstructure on creep of single crystal nickel-based superalloys: A phase-field simulation incorporating dislocation dynamics. J. Alloys Compd. 2019, 779, 326–334. [Google Scholar] [CrossRef]
- Li, H.; Song, H.; Liu, W.L. The coarsening behavior of γ’-Ni3(Ti, Al) phase in a precipitation strengthened Fe-based alloy. Mater. Char. 2019, 151, 390–395. [Google Scholar] [CrossRef]
- Cui, Y.N.; Po, G.; Ghoniem, N.M. A coupled dislocation dynamics-continuum barrier field model with application to irradiated materials. Int. J. Plast. 2018, 104, 54–67. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Cr | Ni | Mo | Si | Mn | Ti | P | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 15Cr–15Ni–Ti–70P | 0.056 | 16.03 | 15.20 | 2.20 | 0.44 | 1.51 | 0.40 | 0.007 | 0.20 | Bal. |
| 15Cr–15Ni–Ti–150P | 0.058 | 15.99 | 15.18 | 2.17 | 0.41 | 1.55 | 0.40 | 0.018 | 0.19 | Bal. |
| 15Cr–15Ni–Ti–250P | 0.059 | 15.99 | 15.11 | 2.17 | 0.45 | 1.54 | 0.40 | 0.026 | 0.19 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiao, Y.; Liang, T.; Chen, S.; Ren, Y.; Liu, C.; Qi, Y.; Ma, Y.; Liu, K. Effect of Phosphorous Content on the Microstructure and Stress Rupture Properties of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel. Crystals 2023, 13, 703. https://doi.org/10.3390/cryst13040703
Qiao Y, Liang T, Chen S, Ren Y, Liu C, Qi Y, Ma Y, Liu K. Effect of Phosphorous Content on the Microstructure and Stress Rupture Properties of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel. Crystals. 2023; 13(4):703. https://doi.org/10.3390/cryst13040703
Chicago/Turabian StyleQiao, Yufei, Tian Liang, Sihan Chen, Yuanyuan Ren, Chunming Liu, Yue Qi, Yingche Ma, and Kui Liu. 2023. "Effect of Phosphorous Content on the Microstructure and Stress Rupture Properties of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel" Crystals 13, no. 4: 703. https://doi.org/10.3390/cryst13040703