1. Introduction
Fine and homogeneous grain structure can improve an alloy’s mechanical properties, such as tensile strength, yield strength, etc. The most common grain refinement methods are: (a) stirring during solidification; (b) addition of a grain refiner to the alloy, for example, TiB2 particle-rich master alloy to aluminum alloys; (c) increase of the cooling rate. In this study, we investigate combined pulsed magnetic field (PMF) and static (BDC) magnetic field interaction for two potential applications—melt stirring and grain refining.
Stirring for improving microstructure can be generated by using mechanical [
1] or electromagnetic stirrers [
2,
3]. Stirring in the melt modifies the solidification structures by penetrating the mushy zone, remelting the dendrite arms, and preventing large, oriented dendrite growth. The reduced local thermal gradient leads to favoring columnar to equiaxed transition [
4,
5]. Compared to continuous electromagnetic stirring by traveling or rotating magnetic fields, PMF can generate Lorentz force in the melt with significantly higher amplitude, while the Joule heating in the melt is much lower. PMF treatment in metallurgy has been studied for various applications. It can be beneficial to reduce particle cluster formation, homogenize temperature distribution, and reduce grain size. Zhao [
6] has shown that PMF with intensity up to 154 mT and pulse period 20 ms can significantly refine grain structure of aluminum. The proposed physical mechanism for grain refinement is that the liquid phase has higher resistivity than the solid phase, which leads to a higher temperature rise in the liquid phase due to Joule heating, dendrite breaking, and remelting during the magnetic interaction. As a result, the average grain size is significantly reduced. Similar electromagnetic treatment to obtain fine, equiaxed grains has been shown for superalloy K417 and IN718 [
7,
8]. Bao [
9] has shown that pulsed magnetic field treatment before the direct chill casting process reduces cluster formation in Al-Si-Mg-Cu-Ni alloy and refines the dendrite structure. Zhang [
10] obtained improvement of mechanical properties, such as ultimate tensile strength (UTS) by 18%, yield strength (YS) by 16%, and elongation by 142% in A357 alloy. The peak magnetic flux density was 174 mT, which led to 0.12 N/cm
3 transient Lorentz force on the surface and ~0.01 N/cm
3 in the action region during the peak. Another study shows that a PMF improves carbon fiber infiltration processes in aluminum alloys [
11].
Another possible application of the developed combined PMF and B
DC interaction is the metal matrix composite production with electromagnetic methods. Metal matrix composites belong to a material class where reinforcement particles are introduced into the metal matrix to improve material properties such as mechanical, thermal, corrosion, etc. Reinforcement can be shaped as particles, fibers, or flakes. The liquid or metallurgical manufacturing route for MMC production is beneficial due to low raw material costs and process scalability but is challenging due to low wettability of the particles with metal alloys. If particles are successfully introduced into the melt, they tend to agglomerate [
12,
13]. Mechanical sound generation into the melt can initiate cavitation, which has shown to improve particle distribution. Authors previously proposed to generate similar pressure oscillations with superimposed alternating and static magnetic fields, which could be a contactless alternative to mechanical ultrasound [
14]. Cavitation bubble collapses are believed to be the mechanism for particle agglomerate dispersion. Maximum induced pressure from the B
AC and B
DC magnetic field system was able to reach cavitation regime, but the melt volume was limited. By using a PMF, energy can be accumulated in the capacitors and used for short but high intensity pressure oscillations in systems with larger melt volume. It is still under research if there is a difference between cavitation threshold values in alternating magnetic fields and PMF. Cavitation threshold for liquid metals is not well studied and might vary depending on alloy composition, system geometry, ambient pressure, and other parameters [
15,
16].
In this work, processing of the combined PMF and static magnetic field (BDC) is presented for two possible applications—first, to improve the alloy grain structure of the metallic alloys and, second, for particle agglomerate distribution in the metal matrix composite materials.
The developed pulse system creates an underdamped PMF with an intensity of up to 500 mT and an oscillation period of 1 ms. Such single pulse interaction with the liquid aluminum inside a crucible causes very intense melt surface deformations and even splashing.
If an external static magnetic field (B
DC) is co-applied to the pulsed magnetic field, the induced Lorentz force amplitude is significantly increased, but the melt flow is strongly damped, which can be observed as a much smaller free surface deformation. The combination of PMF and B
DC is a new, promising method for metallurgical applications and is still under research. Hua [
17] studied changes in microstructure in Sn-Pb alloy after alloy solidification in a combined PMF and B
DC magnetic field focusing on the microstructure changes; however, electromagnetic interaction and magnetohydrodynamic (MHD) effects were not discussed.
Here, the description of the magnetic field interaction, induced force and pressure distribution, and other MHD effects are addressed. PMF-generated Lorentz force and velocity distribution without free surface has been numerically studied before [
18,
19]. We present numerical results from the combined PMF and B
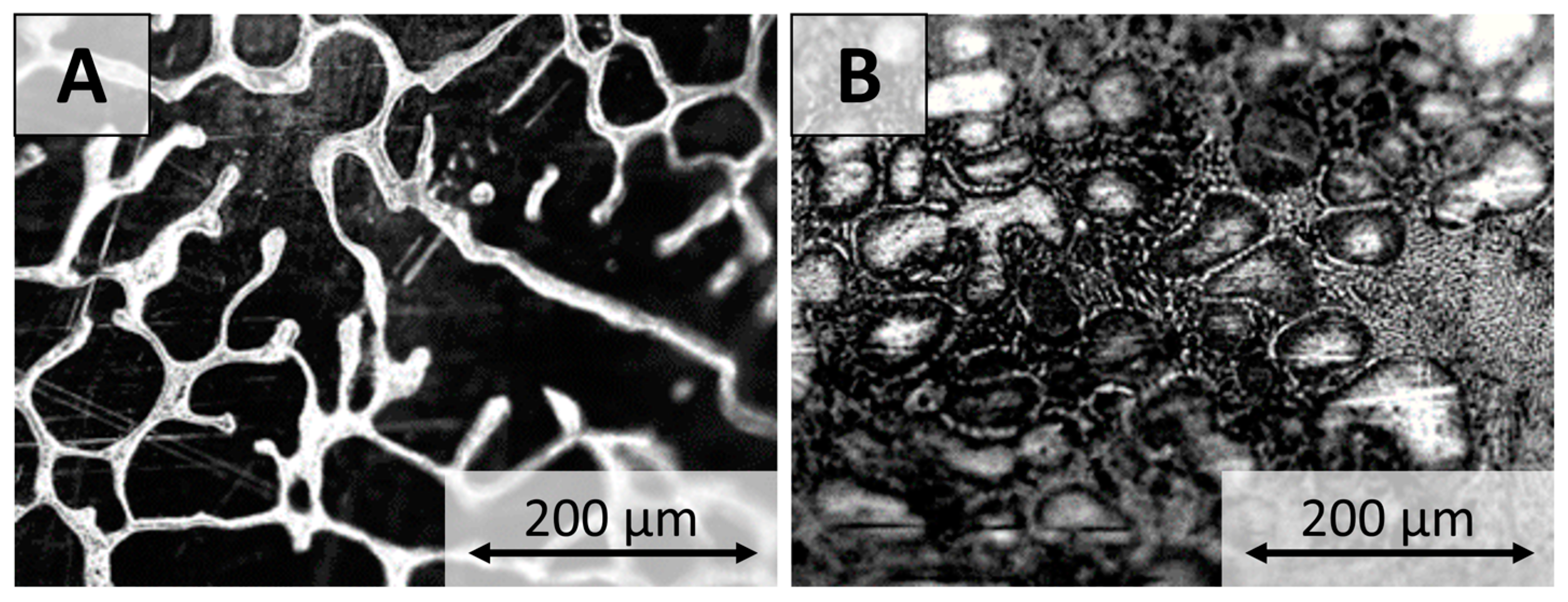
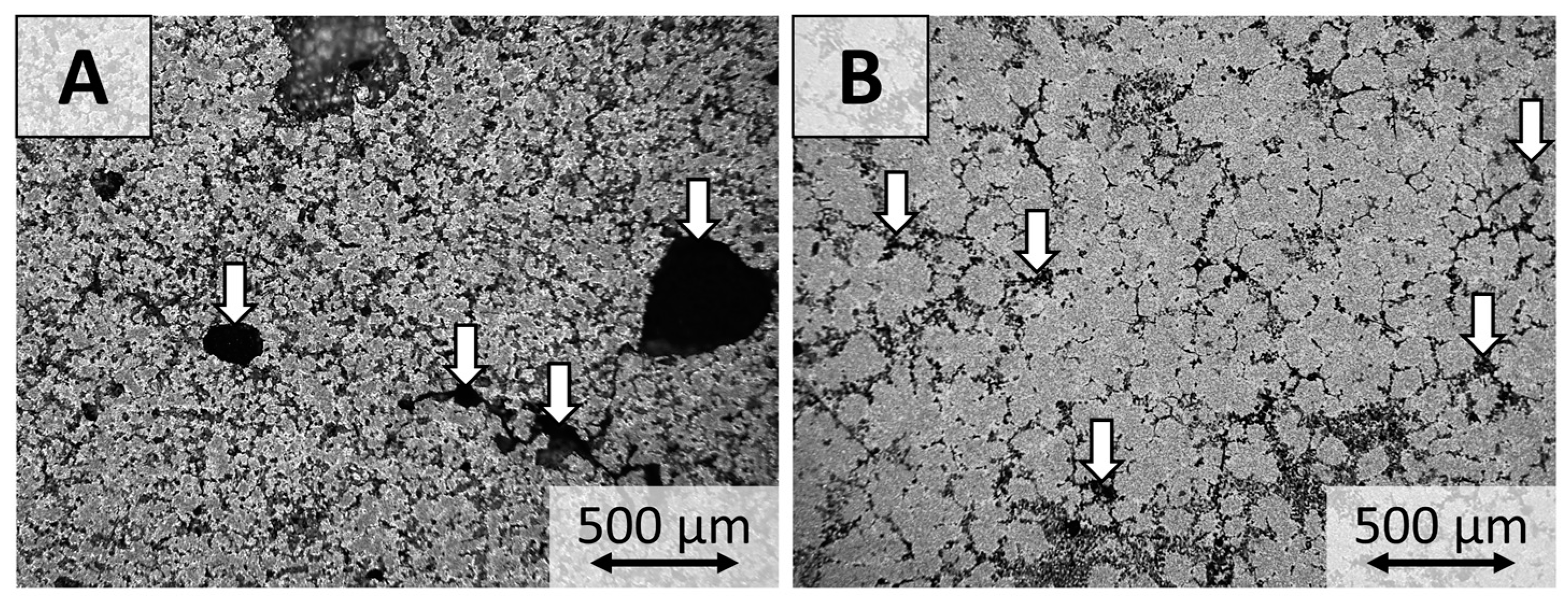
DC with free surface deformations, thus allowing the liquid metal to move freely during the pulse. Experimentally, the impact of the EM treatment on the microstructure is studied with Sn-Pb alloy, while the impact on particle distribution is studied with 6061 aluminum alloy with TiB
2 particles. For the metal matrix composite application, combined PMF and B
DC field interaction is studied for the first time. Such treatment can be advantageous due to the high-pressure amplitude and avoiding liquid metal splashing.
2. Experimental Setup
An experimental system for the use of a combined PMF and BDC magnetic field has been developed and experimentally tested. For grain refinement experiments, Sn-10%wt.Pb alloy was used, and for particle dispersion experiments 6061 aluminum alloy was used.
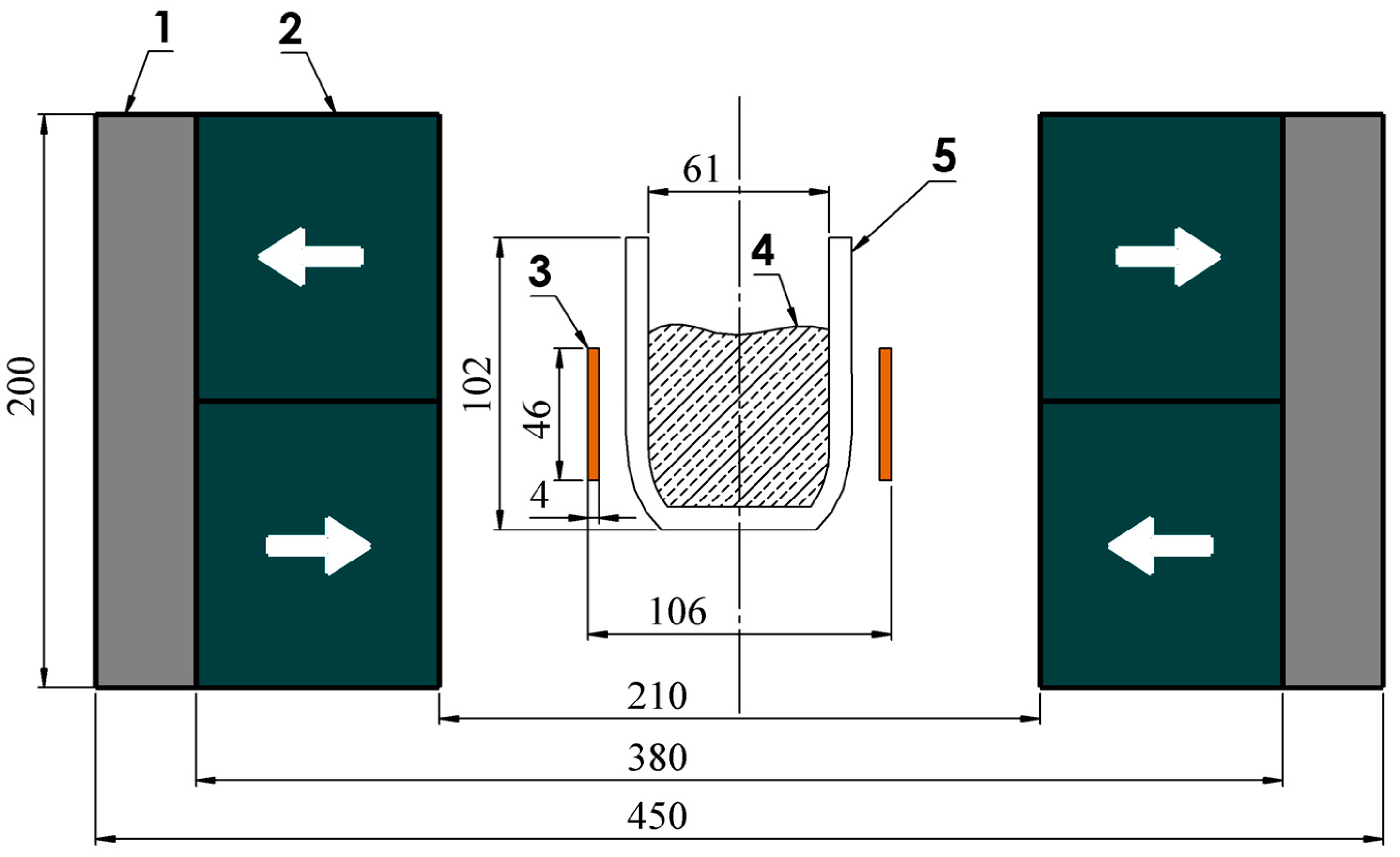
The principal scheme of the experimental setup is shown in
Figure 1. The experimental system is axially symmetric and consists of a crucible, which is positioned in the center of a single turn copper induction coil. During the experiments, a clay graphite crucible with 95 mm top diameter, 61 mm bottom diameter, and 109 mm height (A2 size Salamander crucible) was used [
20]. The crucible in the studied pulse frequency range can be considered as electrically nonconductive and does not shield (affect) the electromagnetic field. The static magnetic field is generated with a permanent magnet system that is assembled from NdFeB N42 magnets and an iron yoke [
21]. The permanent magnet system consists of two segment-shaped magnet groups with magnetizations radially inward and outward as shown in
Figure 1. This permanent magnet assembly is described in more detail in the previous work by the authors [
22]. The static magnetic field direction in the melt region is normal to the melt surface and reaches 0.46 T inside the crucible.
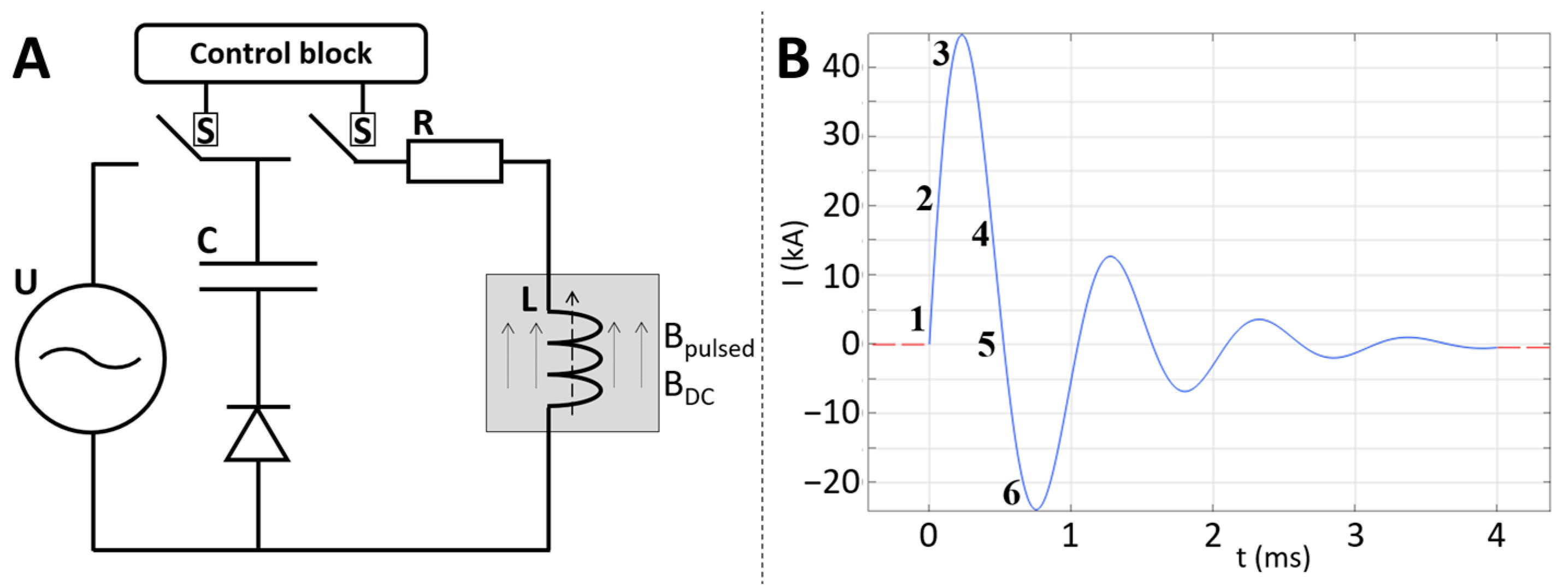
The inductor is fed from the capacitor bank discharge and creates a pulsed magnetic field. The electrical scheme of the pulsed magnetic field source is shown in
Figure 2A. PMF is generated by capacitor C discharge through inductor L. The AC transformer U in circuit diodes charges the capacitors. The control block with thyristor switches S and regulates the charging, pause, and discharge time. The measured peak current during the capacitor discharge through the inductor is 40 kA, as shown in
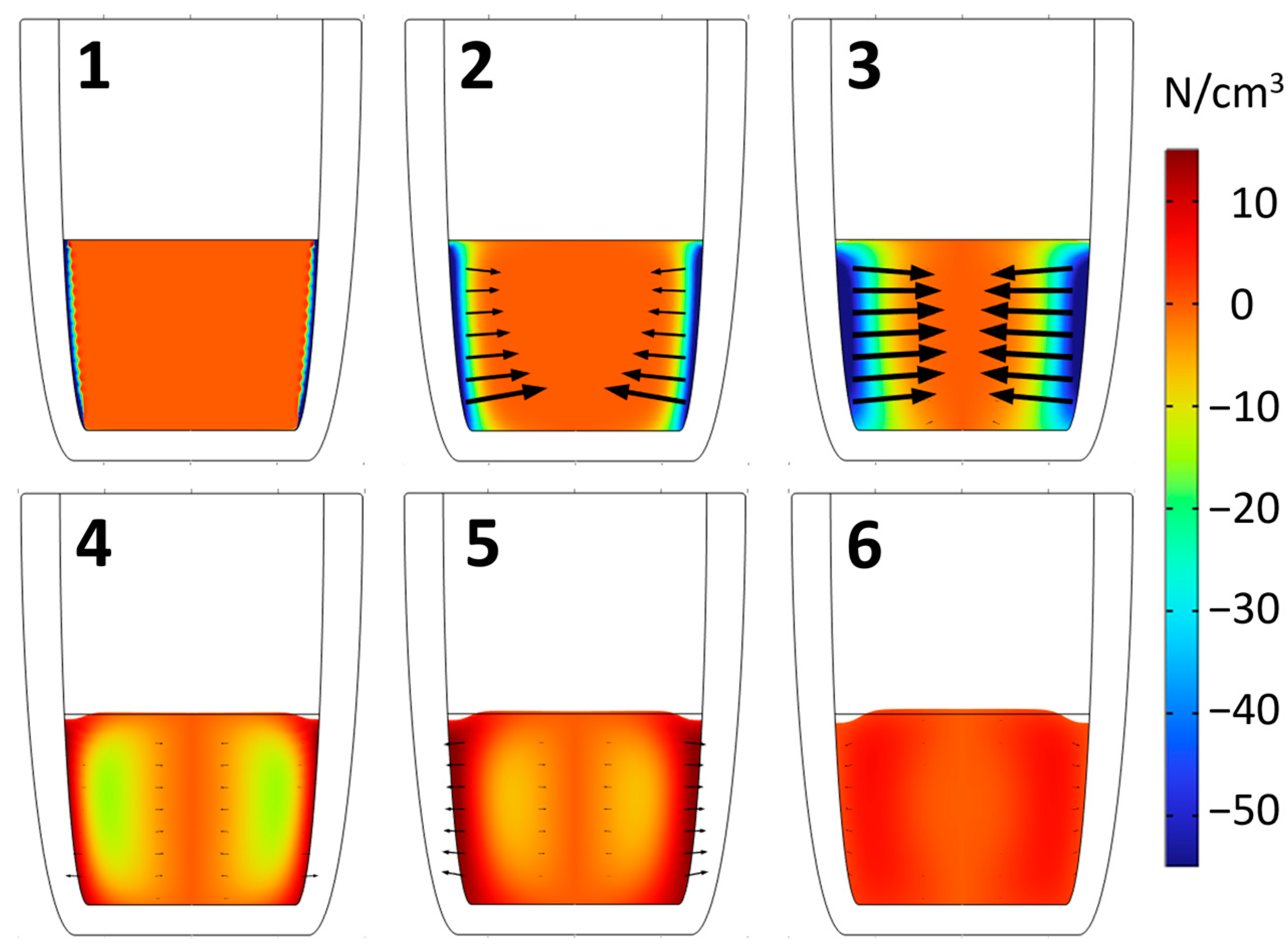
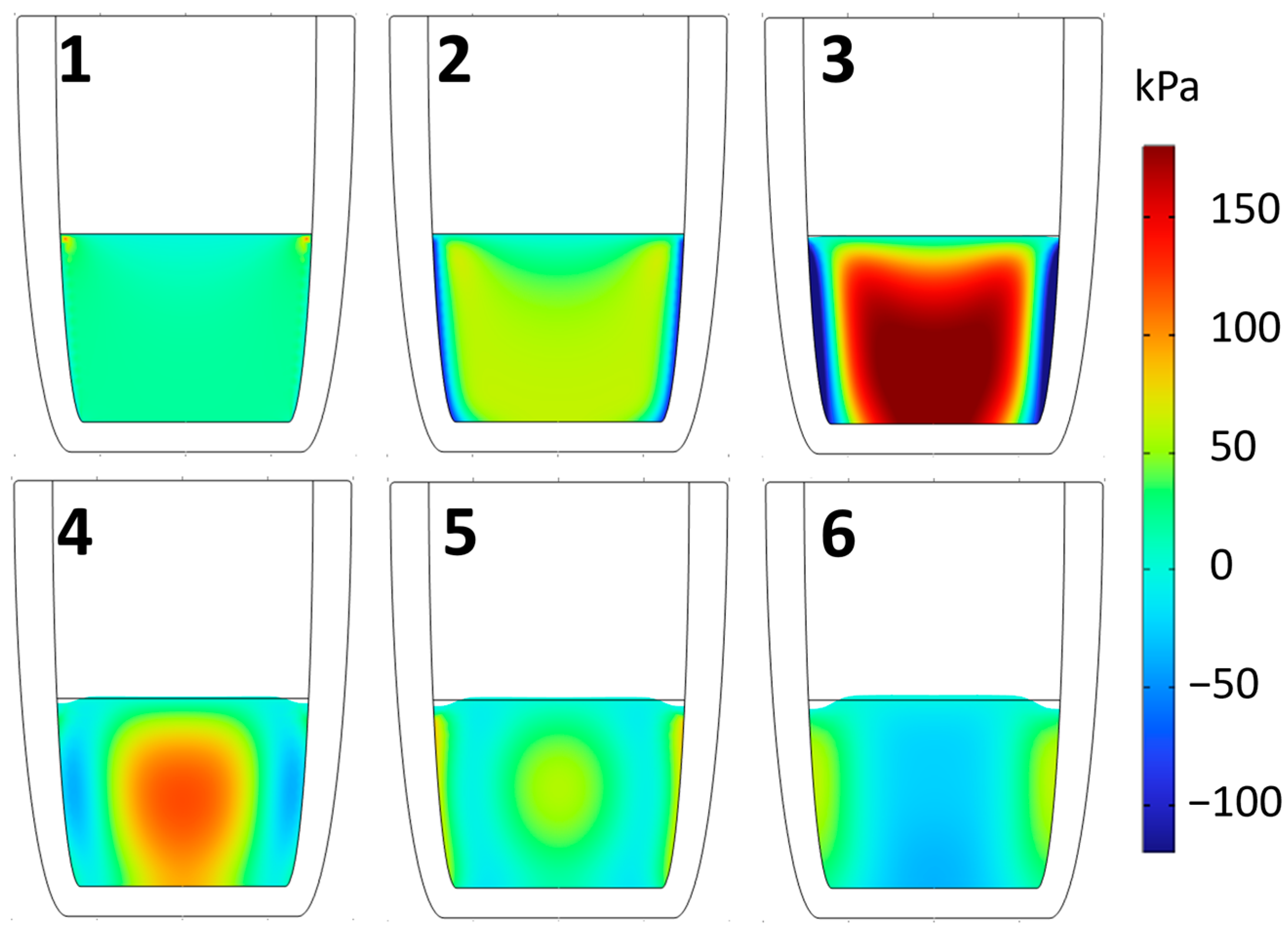
Figure 2B. the pulse oscillation period is 1 ms. The pulse period has been divided into 6 stages of interest: 1-initial, 2-ramp-up, 3-top peak, 4-ramp-down, 5-zero cross, and 6-bottom peak. These stages are later described in the numerical model.
This experimental setup allows changing of PMF intensity with a peak magnetic field value of up to 0.5 T.
3. Theoretical Background
A time-varying magnetic field induces eddy currents in an electrically conducting medium. This current interacts with the magnetic field itself, and they generate an electromagnetic force. In the case of an electrically conducting liquid, this creates a flow and thus a free surface deformation. If a BDC magnetic field is applied simultaneously with a pulsed magnetic field, then strong force pulses are induced in the conducting medium. This can be observed as a vertical jet on the liquid metal free surface during the pulsed interaction.
During the pulsed interaction, static magnetic field has several effects on the liquid metal motion. Due to its interaction with the induced currents from PMF and based on the relative motion between the liquid metal and magnet, B
DC can drive or damp the melt flow. This explains why there are fewer distinct free surface deformations with a B
DC magnetic field than with a pulsed field only, despite the pressure amplitude inside the conductor being higher than in the case without the B
DC magnetic fields. In this study, authors use a capacitor bank, which can be periodically discharged through a single turn inductor. The current amplitude can be regulated with the power source voltage, and the pulse frequency can be adjusted using the controller switches. The measured current in the inductor can be well described by the underdamped oscillation equation:
where
is a damping coefficient, frequency
, resonant frequency
. The developed pulse system has the following parameters:
C = 50 mF,
U = 150 V,
L = 1 µH,
R = 2.4 mΩ, and
I0 = U/R = 60 kA. After substituting all the numbers into Equation (1), the damped oscillation electrical signal becomes (plotted in
Figure 2B):
The physical properties of the materials used in experiments and numerical models are shown in
Table 1.
The skin depth in the melt can be estimated as shown in Equation (3). Single pulse penetration of electrically conducting media is described by Grants [
23]. The thin skin layer approximation can be used to estimate the pressure in the core of the liquid metal volume.
Pressure amplitude in the conducting media can be calculated as an induced current multiplied by B
DC magnetic field. Depending on B
DC magnetic field direction in the first half period of the pulse, liquid metal is either stretched or compressed. Significant motion is induced in liquid metal, which manifests itself as a jump of the free surface, which is much higher without a B
DC magnetic field. Effect is shown in video in
supplementary materials. In the melt area, B
DC = 0.46 T and is created by the permanent magnet assembly as shown in
Figure 1 Magnetic field amplitude during the pulse can be evaluated as
. The pressure amplitude from the combined PMF and B
DC magnetic fields gives
. In this case, the calculated pressure amplitude is comparable to the estimated cavitation threshold reported in the literature, which in pure tin is detected at 120 kPa [
14] and 280 kPa [
16], and in aluminum 65 kPa [
15]. In the thin skin layer approximation, we can assume that all magnetic fields in the center of the conductor are compensated by the eddy currents in the skin layer of the liquid metal. Thus, eddy currents created by the magnetic field should be equal to the external B
DC magnetic field:
where
is coil current (40 kA),
is crucible radius (3 cm),
is skin depth (10 mm),
is liquid metal height (4 cm),
is coil radius (5 cm), and
is half period of the pulse. Velocity of liquid metal and surface deformation can be estimated by balancing the momentum. Momentum is created only in the skin layer, but it moves all the melt volume. Here Lorentz force density
.
The initial velocity, which is created during the magnetic field pulse, can be estimated from Equation (6) as 60 cm/s:
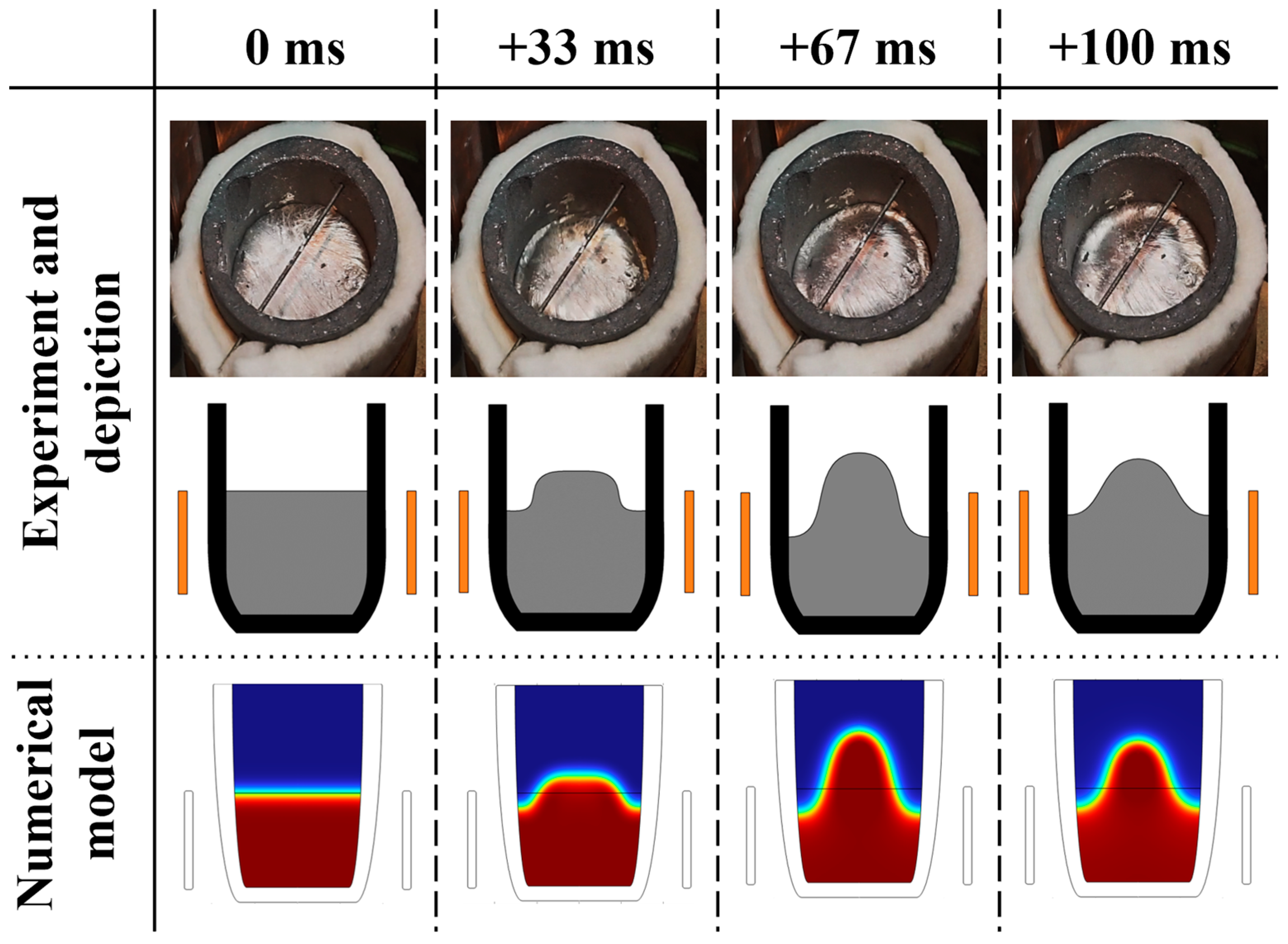
Such velocity creates surface deformation of h = v
2/2 g= 2 cm (SnPb) and 3 cm (Al). Liquid metal gains momentum during the 1 ms pulse and further motion occurs due to inertia. Approximate motion time can be estimated using the assumption that the liquid is in free fall. In this case h = gt
2/2, and we obtain a rise time of 3 cm in 75 ms, which is in good agreement with the observation shown in Results section. It can be estimated that a single pulse releases W = CU
2/2 = 560 J of energy, part of which goes to heating. Joule heat released in the melt during one pulse can be estimated as:
For a single pulse, only 9 J go toward heating the liquid metal. For higher pulse frequencies, however, this can become a considerable additional heat source and change the solidification time. This can be compensated by the crucible insulation and control of the heat flow through the bottom of the crucible. In the given case, this power is still small, and it was observed that cooling time with and without a pulsed magnetic field is not different.
4. Numerical Model
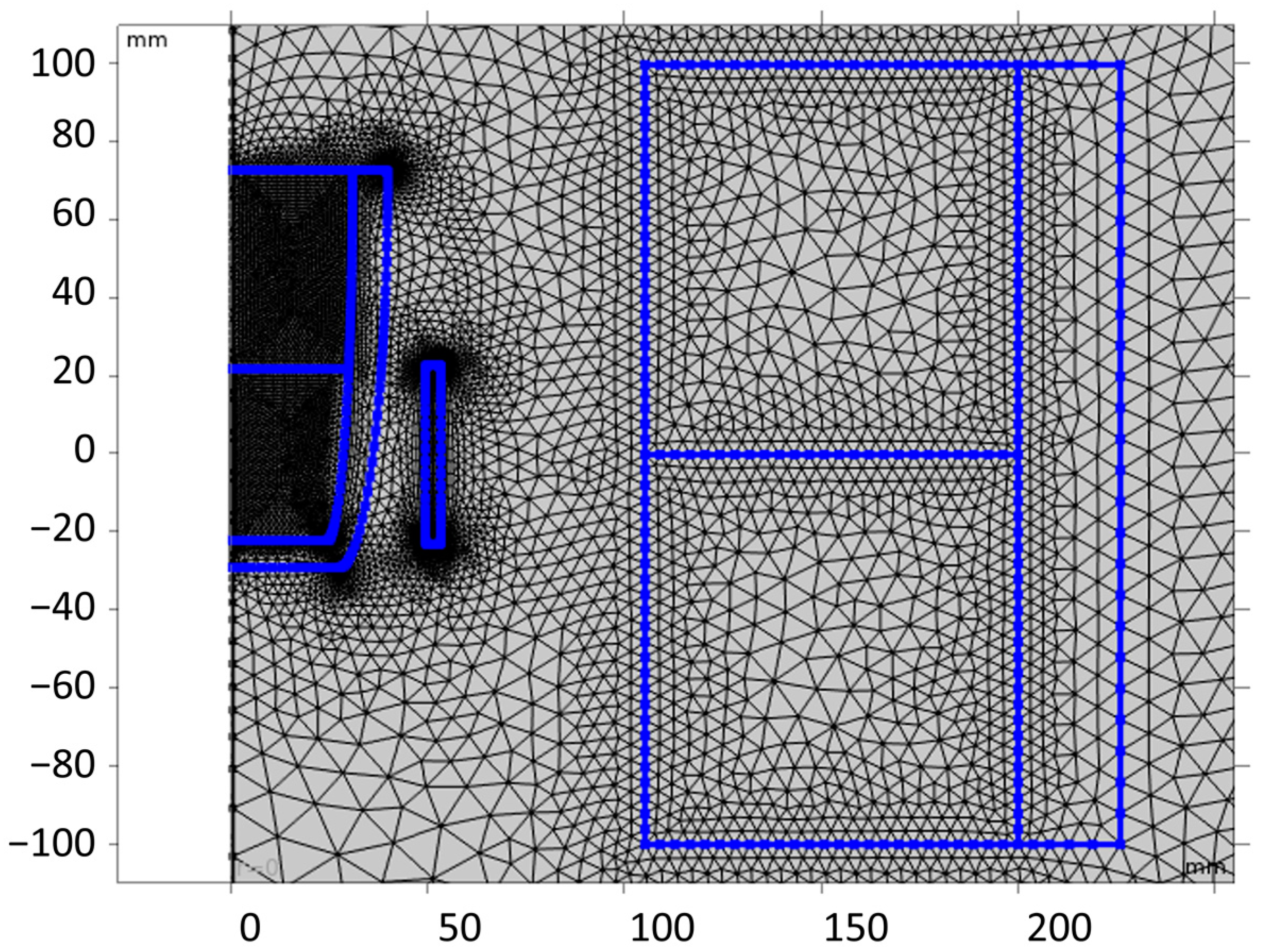
A simple 2D-axisymmetric model has been developed to simulate the EM pulse-generated surface deformation and pressure inside the crucible. For this purpose, the COMSOL Multiphysics 6.0 software, which uses the finite element method, has been chosen. The model consists of air, magnet, iron yoke, inductor coil, and liquid metal domains, as shown in
Figure 3. The mesh consists of ~20 k elements, most of which are triangles, but some quadrilateral elements are also used at the boundaries near the inductor coil. The free time stepping method has been chosen for the transient study.
The main equations describing the problem include the incompressible Navier–Stokes equation (Equation (8)), Ampere’s law in combination with Ohm’s law (Equation (9)), Cahn–Hillard equation, and substitutive relations (Equations (10) and (11)):
where
is velocity;
is time; and
and
are pressure, density, acceleration due to gravity, vertical coordinate, kinematic viscosity, induced current density, magnetic field, and surface tension force, respectively,
where
, and
are relative magnetic permeability, magnetic vector potential, magnetization, electrical conductivity, and electrical potential, respectively,
where
and
are the dimensionless phase field variable, mobility, mixing energy density of the system, measure of the interface thickness, surface tension coefficient, and mobility tuning parameter, respectively. In the model, the surface tension coefficient for the Al6061 melt is set to 0.737 N/m [
24]. The crucible walls have no-slip condition for velocity, and they have a wetting angle of 90 degrees specified for the liquid aluminum alloy and air contact at the wall. The properties of the fluid domain inside the crucible are defined using a continuous step function. Gravity helps the perturbed metal to return to its initial state. The permanent magnets have a remanence of 1.38 T, and the magnetic properties of the iron yoke are defined using the magnetization curve relation given for the cast iron material from the built-in material library. The phase field method allows for interface tracking during the free surface deformation induced by the AC coil inductor. The experimentally generated inductor current for the PMF has been approximated using a damped sine function, as shown in
Figure 2B.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}