
Ultraviolet Nanosecond Laser-Ablated Groove Analysis of 2.5D Cf/SiC Composites

Abstract
:1. Introduction
2. Experiment Setup
2.1. Material Preparation
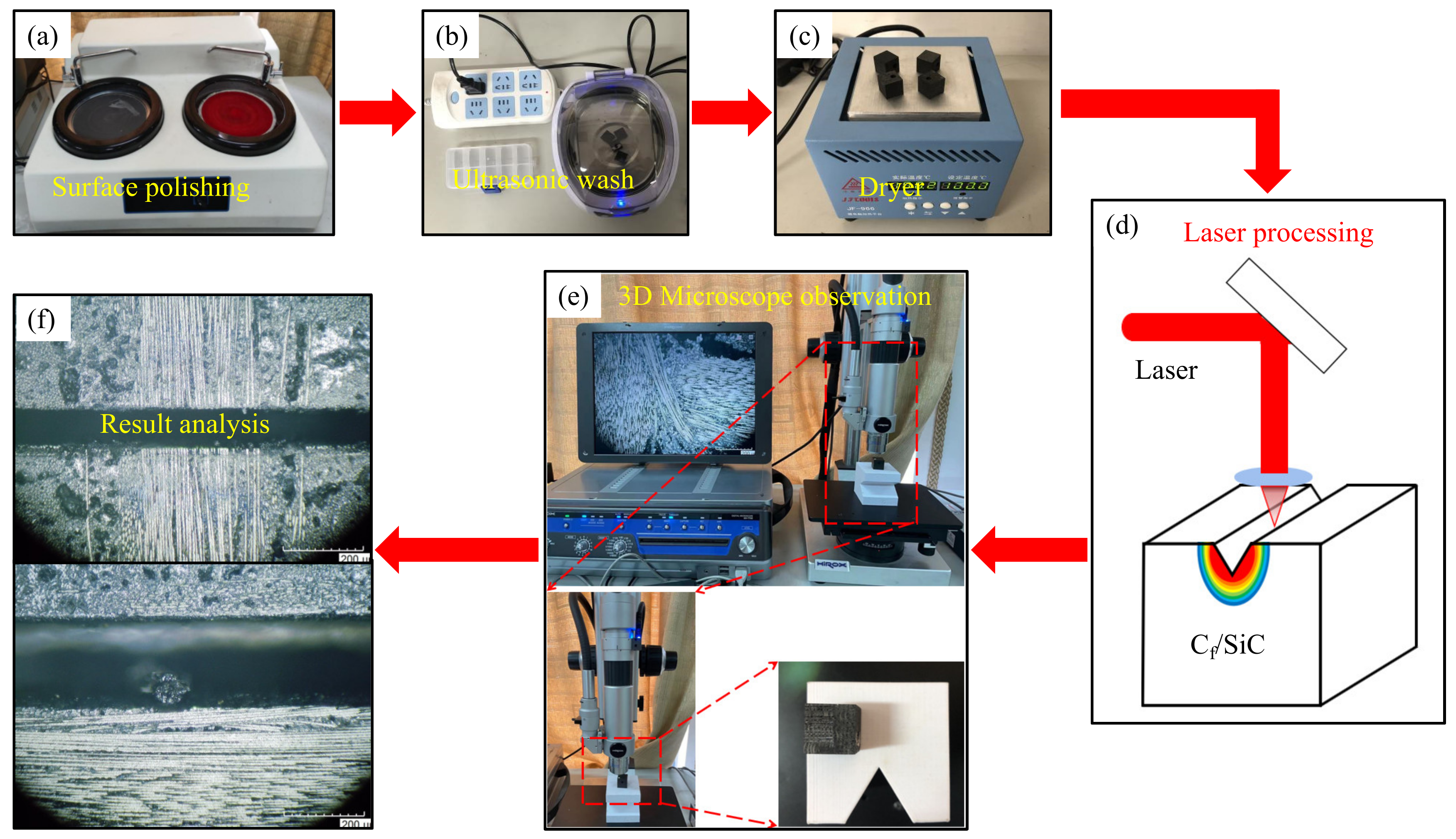
2.2. Experimental Equipment
2.3. Overall Experiments Design
3. Microgroove Analysis
3.1. Effect of Laser Scanning Times
3.2. Effect of the Laser Scanning Speed
3.3. Effect of Laser Power
3.4. Effect of Fiber Direction
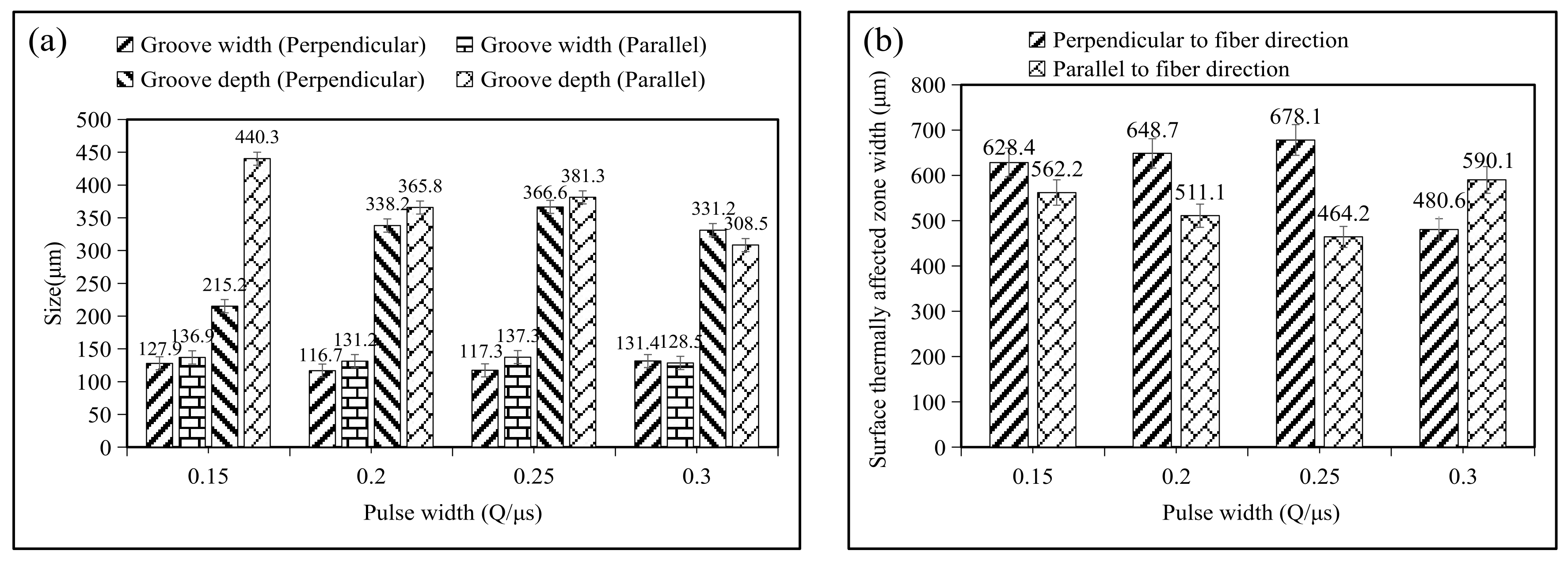
3.5. Effect of Pulse Width
4. Discussions
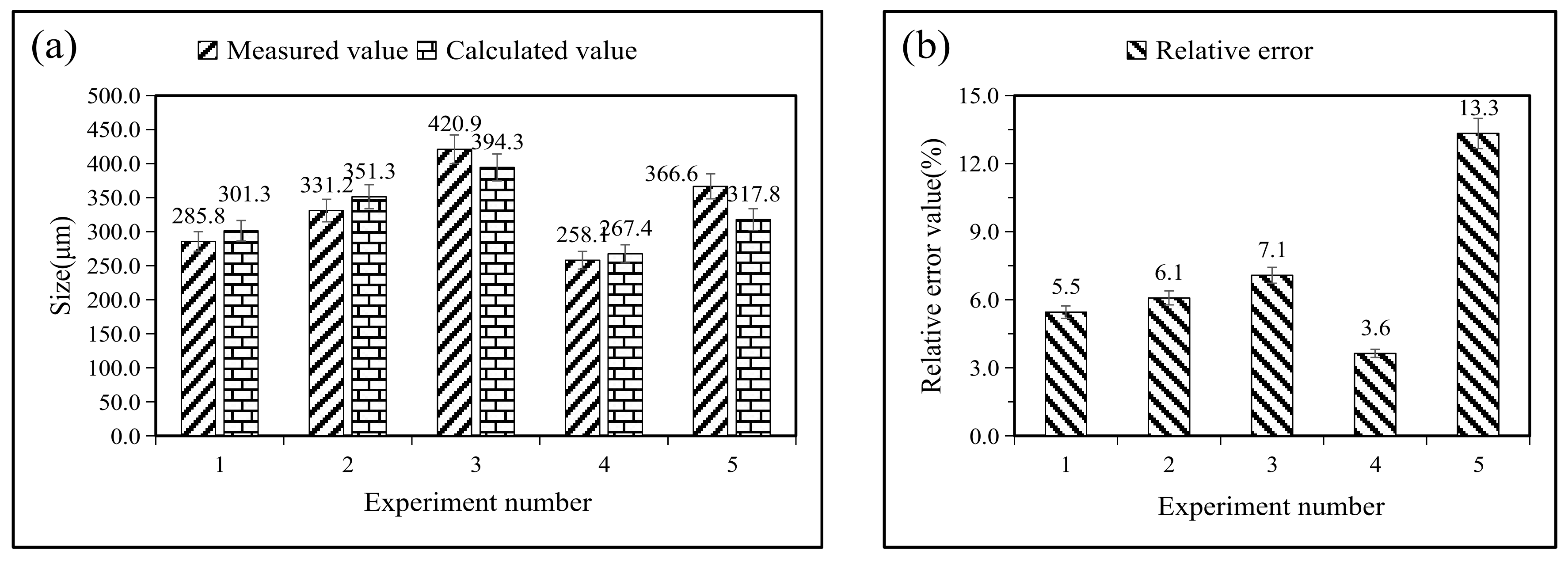
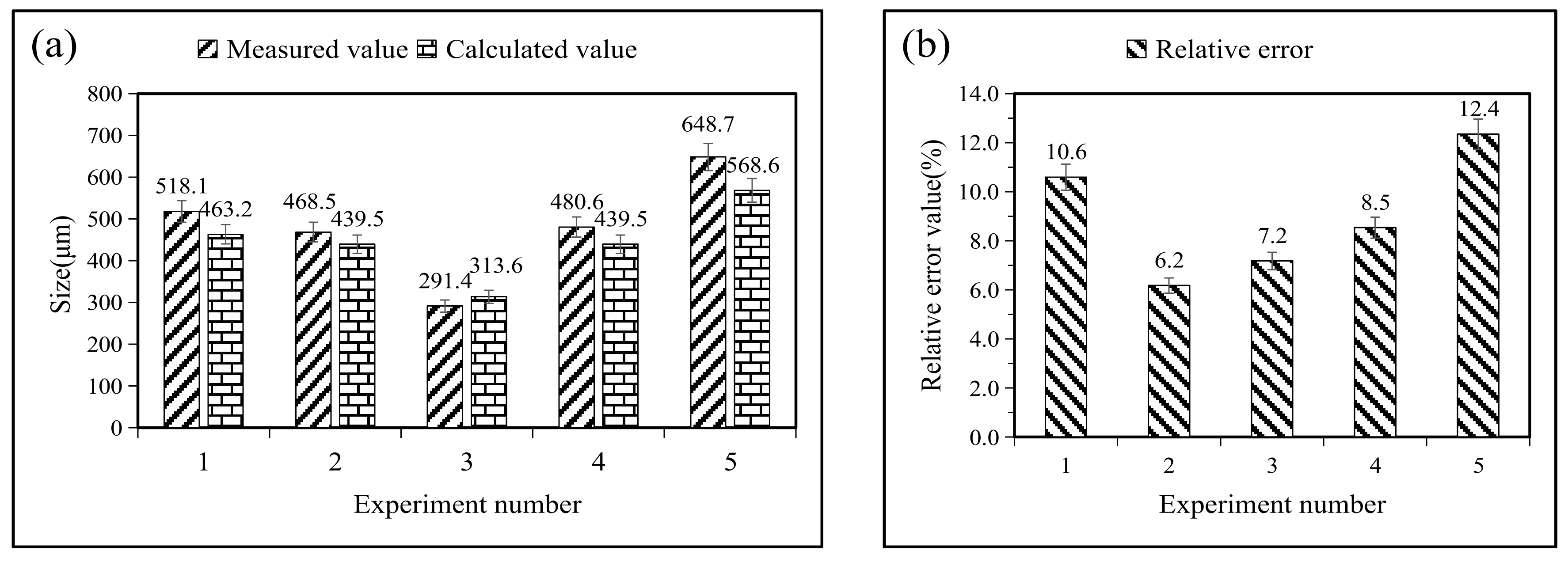
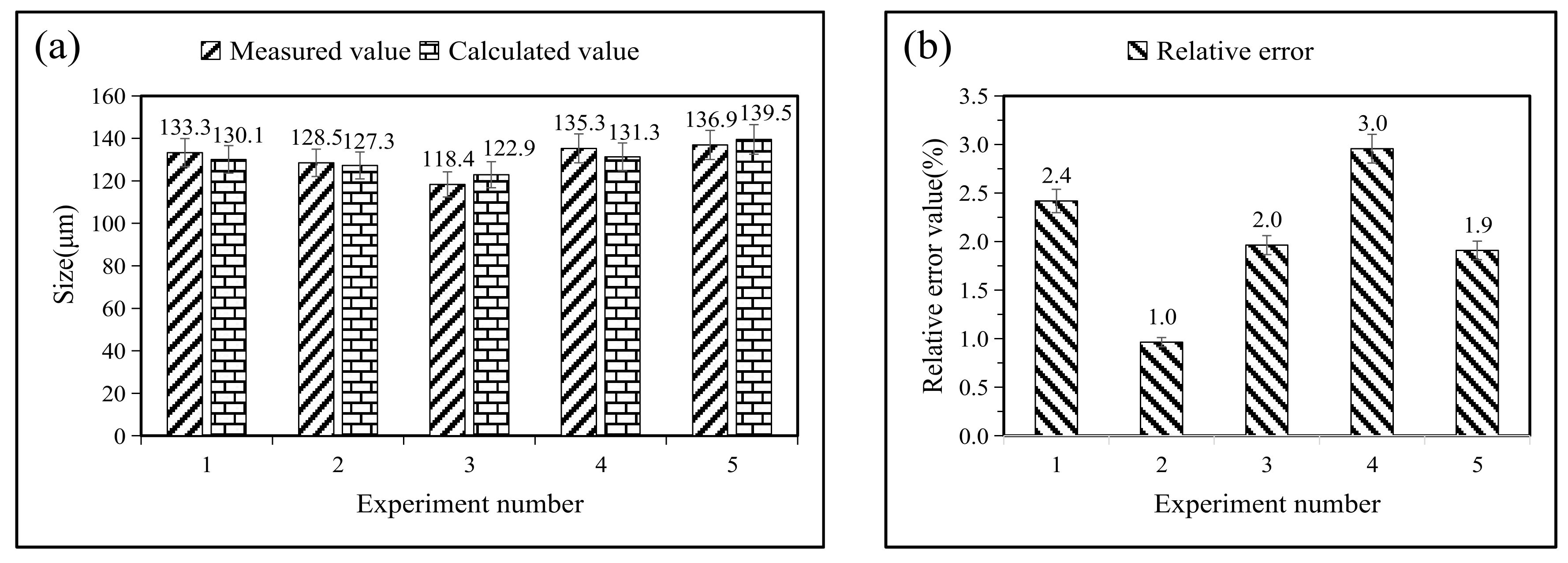
4.1. Regression Model of Groove Sizes
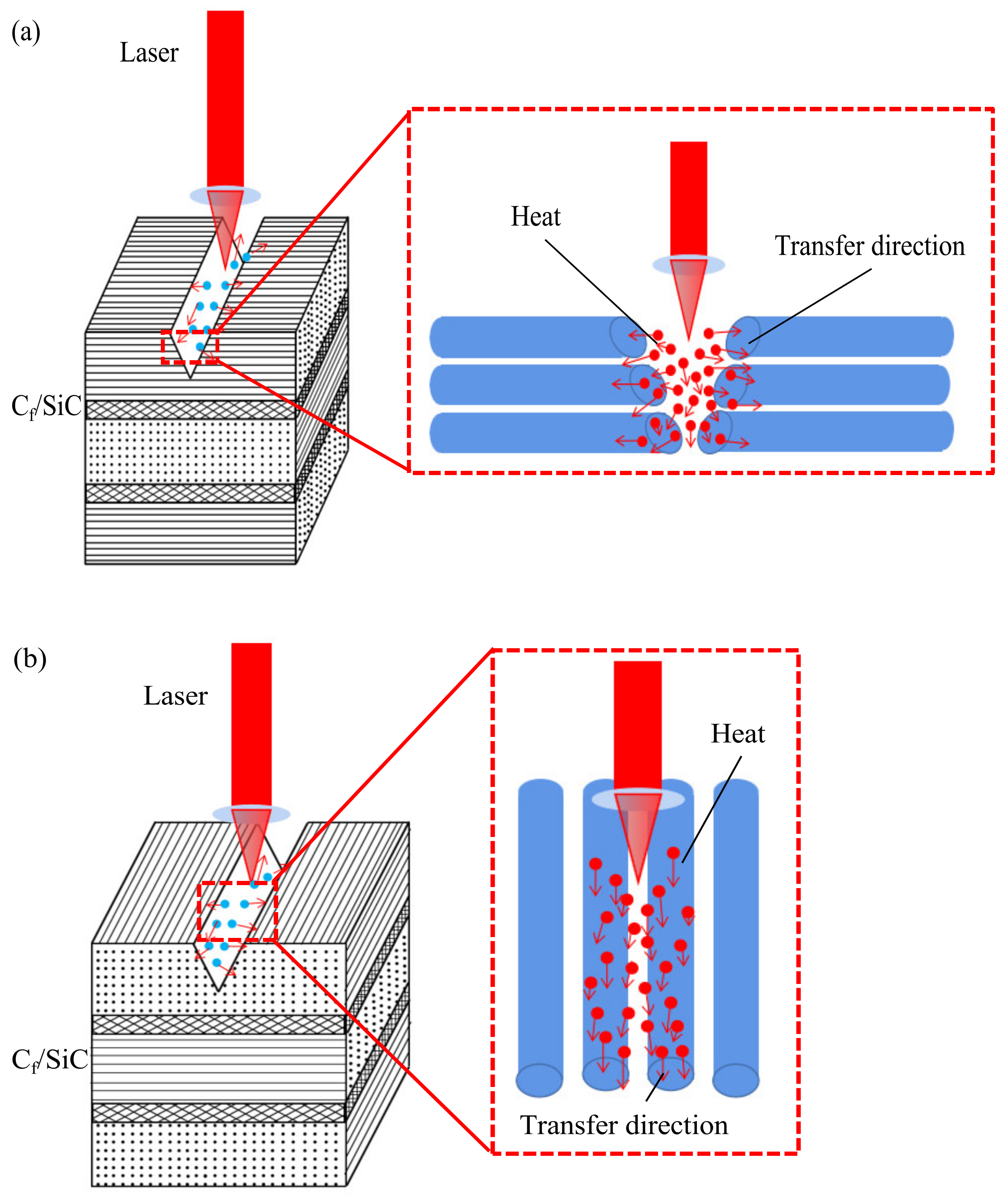
4.2. Mechanism of Laser Ablation
4.3. Fiber Topography for Grooves
5. Conclusions
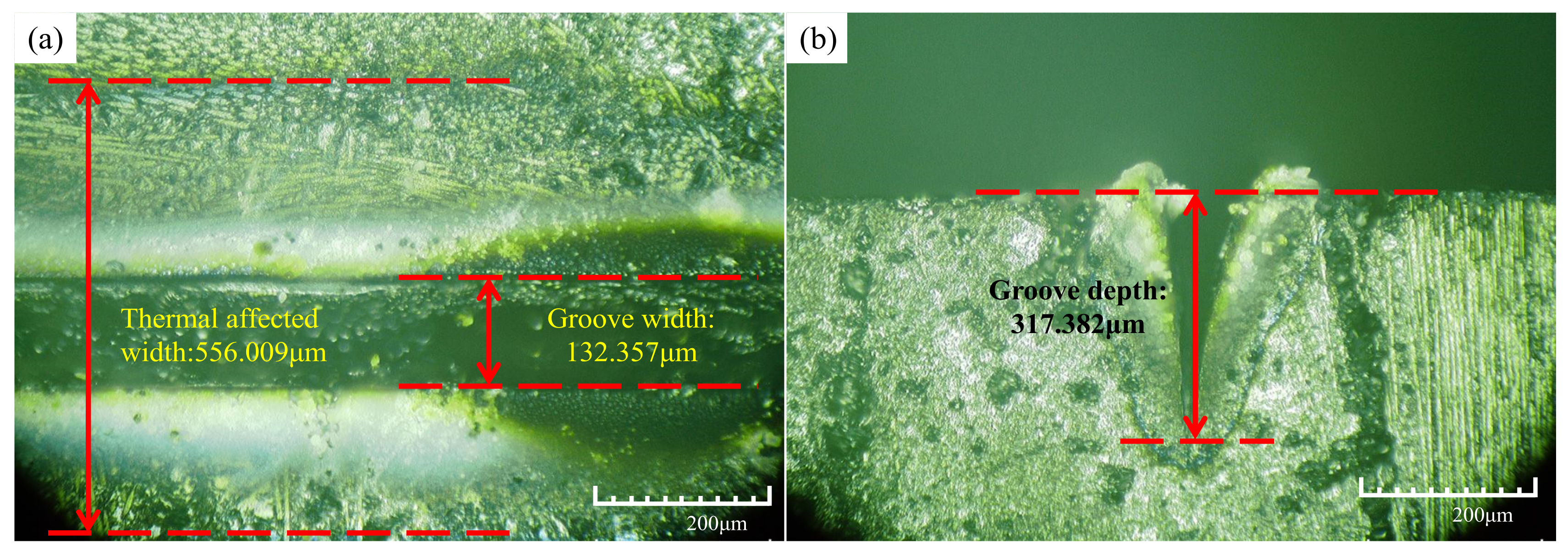
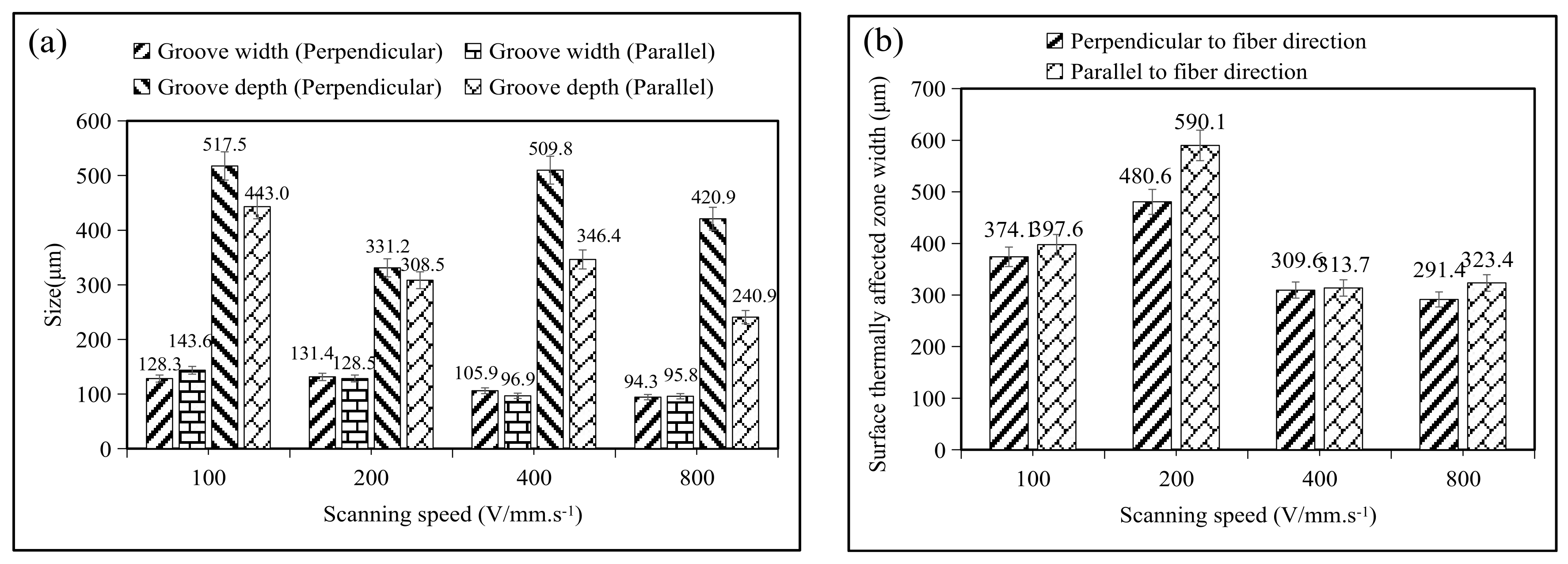
- When the variation in laser parameters involves the laser scanning times and pulse width, the resulting groove width is small, at about ±10 μm. When the variation in parameters involves the laser scanning speed and laser power, the groove width decreases with the increment of the laser scanning speed and increases with the increment of the laser power.
- The groove depth increases with the increment of the parameters in the processing experiments where the parameters are the laser scanning times and laser power. However, when the variable parameter is the laser scanning speed, the faster the speed, the shallower the groove depth. In the machining experiments where the variable parameter is the pulse width, the groove depth shows different trends in different machining path directions.
- The variation trend of the surface thermally affected zone width is similar to that of the laser irradiation processing experiment where the variable parameters of the laser are the scanning times and laser scanning speed. With the increment of the parameters, the width of the surface thermal influence area first increases and then decreases. When the variable parameter is the laser power, the surface thermally affected zone width decreases with the increment of power. When the variable parameter is the laser pulse width, different processing path directions show different trends.
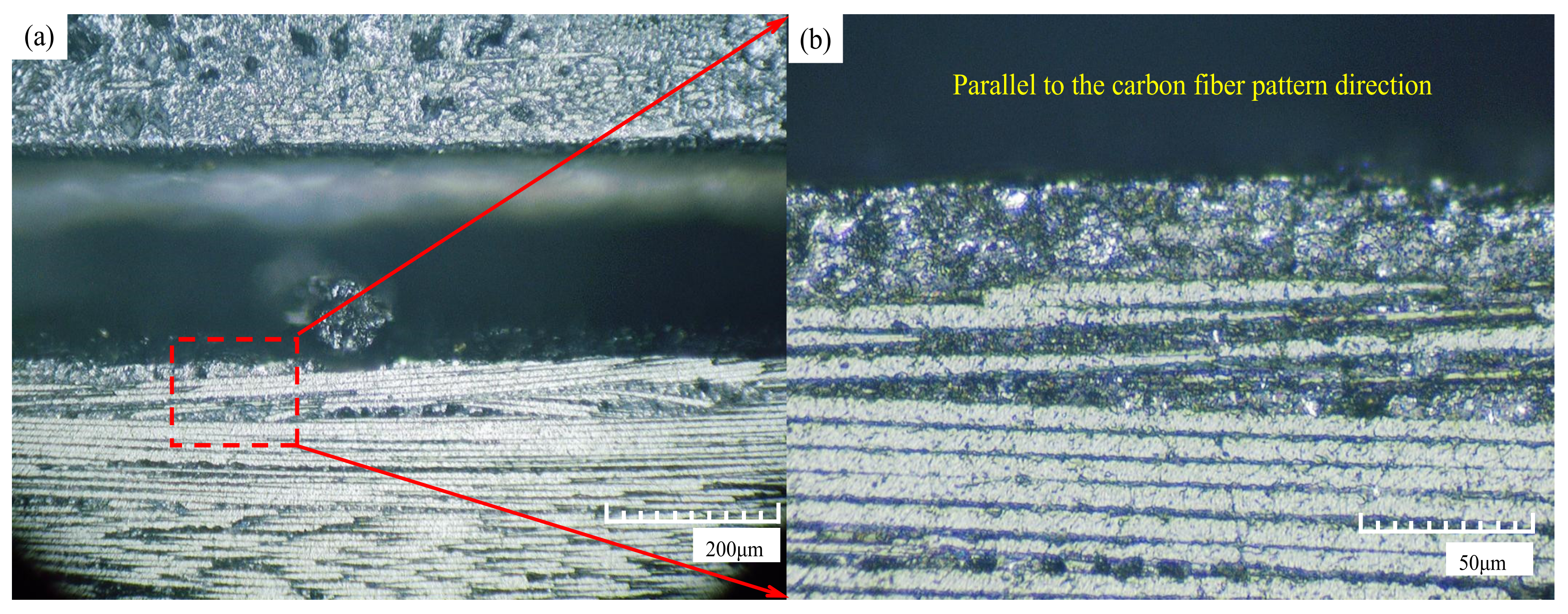
- The fiber direction has an impact on laser processing, but there is an opposite trend only when individual parameters change. In addition, the groove morphology at the fiber fracture is affected by the fiber texture. The appearance of carbon fibers in the laser processing of parallel fiber textures will make the processing groove slightly uneven. The fiber grooves are not obvious and can hardly be observed. During processing, the fiber grooves are obviously clear.
- Based on the multivariate nonlinear regression equation, a regression model with the laser scanning times, scanning speed, laser power and pulse width as the main variables is established. The model can truly reflect the influence of laser processing parameters on the surface groove morphology of Cf/SiC. It is concluded that the laser scanning speed and laser power have a greater impact on the surface groove width, followed by the laser pulse width. The laser scanning times cause a minimal impact.
- In this paper, the laser machining process is mainly understood from the perspective of the ablation mechanism. However, the effect of the mechanical properties of composite materials and force variation on laser-assisted processing should also be considered in practical laser processing. The ablated process can be applied as a pre-process for the laser-assisted grinding of this type of material, which can substantially improve the machining efficiency.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Quan, Y.; Wu, C.J.; Ye, L.Z.; Zhu, X.J. Single diamond scribing of SiCf/SiC composite: Force and material removal mechanism study. Ceram. Int. 2021, 47, 27702–27709. [Google Scholar] [CrossRef]
- Hu, J.H.; Tang, J.L.; Li, T.; Xu, L.L.; Lin, B.; Yang, M.J.; Wang, Y.Y.; Li, H.Y.; Zhang, Z.H. Research Progress on Etching Modification of Carbon Fiber and Aramid Fiber and the Interface Bonding Performance of Their Composite Materials. Surf. Technol. 2021, 50, 94–116. [Google Scholar]
- Guo, M.X.; Tao, J.B.; Wu, C.J.; Luo, C.; Lin, Z.J. High-speed grinding fracture mechanism of Cf/SiC composite considering interfacial strength and anisotropy. Ceram. Int. 2023, 49, 2600–2612. [Google Scholar] [CrossRef]
- Zhou, W.W.; Wang, J.Q.; Zhao, J.; Liu, Y. Experimental research on single abrasive grain scratch SiCf/SiC ceramic matrix composite. Diam. Abras. Eng. 2021, 41, 51–57. [Google Scholar]
- Diaz, G.G.; Luna, Z.; Liao, Z.; Axinte, D. The new challenges of machining Ceramic Matrix Composites (CMCs): Review of surface integrity. Int. J. Mach. Tools Manuf. 2019, 139, 24–36. [Google Scholar] [CrossRef]
- Wang, J.Q.; Yan, Y.D.; Li, C.; Geng, Y.Q. Material removal mechanism and subsurface characteristics of silicon 3D nanomilling. Int. J. Mech. Sci. 2023, 242, 108020. [Google Scholar] [CrossRef]
- Wu, C.J.; Pang, J.Z.; Li, B.Z. High Speed Grinding of HIP-SiC Ceramics on Transformation of Microscopic Features. Int. J. Adv. Manuf. Technol. 2019, 102, 1913–1921. [Google Scholar] [CrossRef]
- Liu, G.S.; Liu, Y.X.; Bian, D.; Zhao, Y.W. Tribological Properties of Graphene Oxide Grafted Carbon Fiber and Its Resin Coating under Different Loads. Surf. Technol. 2021, 50, 62–69. [Google Scholar]
- Liu, S.; Xiao, G.J.; Lin, O.C.; He, Y.; Song, S.Y. A new one-step approach for the fabrication of microgrooves on Inconel 718 surface with microporous structure and nanoparticles having ultrahigh adhesion and anisotropic wettability: Laser belt processing. Appl. Surf. Sci. 2023, 607, 15510801–15510818. [Google Scholar] [CrossRef]
- Qu, S.S.; Yao, P.; Gong, Y.D. Modelling and grinding characteristics of unidirectional C-SiCs. Ceram. Int. 2022, 48, 8314–8324. [Google Scholar] [CrossRef]
- Li, C.; Hu, Y.X.; Zhang, F.H.; Geng, Y.Q.; Meng, B.B. Molecular dynamics simulation of laser assisted grinding of GaN crystals. Int. J. Mech. Sci. 2023, 239, 107856. [Google Scholar] [CrossRef]
- Shu, C.S.; Su, Q.T.; Li, M.H.; Wang, Z.B.; Yin, S.H.; Huang, S. Fabrication of extreme wettability surface for controllable droplet manipulation over a wide temperature range. Int. J. Extrem. Manuf. 2022, 4, 045103. [Google Scholar] [CrossRef]
- Yu, J.W.; Fei, Q.G.; Zhang, P.W.; Li, Y.B.; Chen, Q. Fatigue Life of a 2.5D C/SiC Composite Under Tension–Tension Cyclic Loading: Experimental Investigation and Sensitivity Analysis. Acta Mech. Solida Sin. 2021, 34, 277–285. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.C.; Zhang, F.H.; Zhang, Y.; Hu, Y.X.; Wang, Y.F. Understand anisotropy dependence of damage evolution and material removal during nanoscratch of MgF2 single crystals. Int. J. Extrem. Manuf. 2023, 5, 015101. [Google Scholar] [CrossRef]
- Puertas, I.; Luis, C.J. A study on the electrical discharge machining of conductive ceramics. J. Mater. Process. Technol. 2004, 153–154, 1033–1038. [Google Scholar] [CrossRef]
- Sun, Y.; Jin, L.Y.; Gong, Y.D.; Wen, X.L.; Yin, G.Q.; Wen, Q.; Tang, B.J. Experimental evaluation of surface generation and force time-varying characteristics of curvilinear grooved micro end mills fabricated by EDM. J. Manuf. Process. 2022, 73, 799–814. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, J.T.; Song, H.W.; Yuan, W.; Liu, Y.W.; Ma, T.; Huang, C.G. Laser ablation behavior of C/SiC composites subjected to transverse hypersonic airflow. Corros. Sci. 2021, 183, 109345. [Google Scholar] [CrossRef]
- Zhai, C.T.; Xu, J.K.; Hou, Y.G.; Sun, G.B.; Zhao, B.B.; Yu, H. Effect of fiber orientation on surface characteristics of C/SiC composites by laser-assisted machining. Ceram. Int. 2022, 48, 6402–6413. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S.; Leone, C.; Paoletti, A. Laser-assisted direct-joining of carbon fibre reinforced plastic with thermosetting matrix to polycarbonate sheets. Opt. Laser Technol. 2017, 94, 45–58. [Google Scholar] [CrossRef]
- Wei, J.Y.; Yuan, S.M.; Zhang, J.Q.; Zhou, N.; Zhang, W.; Li, J.B.; An, W.Z.; Gao, M.X.; Fu, Y.Z. Removal mechanism of SiC/SiC composites by underwater femtosecond laser ablation. J. Eur. Ceram. Soc. 2022, 42, 5380–5390. [Google Scholar] [CrossRef]
- Yang, G.F.; Liu, L.; Xia, H.Y.; Cui, J. Experimental Study of Ice Suppression Characteristics of TC4 Microstructure Surface Induced by Nanosecond Laser. Surf. Technol. 2021, 50, 93–102. [Google Scholar]
- Zhang, X.; Huang, T.; Xiao, R.S. Effect of Crystal Orientation on High Power Green Femtosecond Laser Processing of Single Crystal Silicon. Surf. Technol. 2021, 50, 362–371. [Google Scholar]
- Dong, Z.; Yan, Y.; Peng, G.; Li, C.; Geng, Y.Q. Effects of sandwiched film thickness and cutting tool water contact angle on the processing outcomes in nanoskiving of nanowires. Mater. Des. 2023, 225, 111438. [Google Scholar] [CrossRef]
- Zhai, Z.Y.; Zhang, Y.C.; Cui, Y.H.; Zhang, Y.F.; Zeng, Q.R. Investigations on the ablation behavior of C/SiC under femtosecond laser. Optik 2020, 224, 165719. [Google Scholar] [CrossRef]
- Pan, S.N.; Li, Q.Y.; Xian, Z.K.; Su, N.G.; Zeng, F.Z. The Effects of Laser Parameters and the Ablation Mechanism in Laser Ablation of C/SiC Composite. Materials 2019, 12, 3076. [Google Scholar] [CrossRef] [Green Version]
- Hu, W.Q.; Shin, Y.C.; King, G.B. Micromachining of Metals, Alloys, and Ceramics by Picosecond Laser Ablation. J. Manuf. Sci. Eng. 2010, 132, 011009. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, X.Z.; Wang, G.F.; Wang, Z.F.; Gao, L. New ablation evolution behaviors in micro-hole drilling of 2.5D Cf/SiC composites with millisecond laser. Ceram. Int. 2021, 47, 29670–29680. [Google Scholar] [CrossRef]
- Zhang, C.Y.; Wang, X.W.; Liu, Y.S. Tensile fatigue of a 2.5D-C/SiC composite at room temperature and 900 degrees C. Mater Design. 2013, 49, 814–819. [Google Scholar] [CrossRef]
- Deng, Y.; Zhou, Y.F.; Zhang, Y.M.; Chen, D.K.K.; Zhou, X.L. Numerical and experimental analysis of nanosecond laser ablation of SiC. Mater. Sci. Semicond. Process. 2022, 151, 107020. [Google Scholar] [CrossRef]
- Liu, Y.S.; Wang, J.; Li, W.N.; Wang, C.H.; Zhang, Q.; Yang, X.J.; Cheng, L.F. Effect of energy density and feeding speed on micro-holes drilling in SiC/SiC composites by picosecond laser. Int. J. Adv. Manuf. Technol. 2016, 84, 1917–1925. [Google Scholar] [CrossRef]
- Wang, J.T.; Ma, Y.Z.; Liu, Y.W.; Yuan, W.; Song, H.W.; Huang, C.G.; Yin, X.W. Experimental investigation on laser ablation of C/SiC composites subjected to supersonic airflow. Opt. Laser Technol. 2019, 113, 399–406. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.S.; Wang, C.H.; Li, W.N.; Yang, X.J.; Zhang, Q.; Cheng, L.F.; Zhang, L.T. Effect of energy density on the machining character of C/SiC composites by picosecond laser. Appl. Phys. A 2014, 116, 1221–1228. [Google Scholar] [CrossRef]
- Vadim, A.; Fabrice, L.; Alfred, E.; Lionel, M.; Gildas, L.; Bernard, D. An experimental method to assess the thermo-mechanical damage of CFRP subjected to a highly energetic 1.07 μm-wavelength laser irradiation. Compos. Part B 2016, 92, 326–331. [Google Scholar]
- Zhai, Z.Y.; Wang, W.J.; Zhao, J.; Mei, X.S.; Wang, K.D.; Wang, F.C.; Yang, H.Z. Influence of surface morphology on processing of C/SiC composites via femtosecond laser. Compos. Part A Appl. Sci. Manuf. 2017, 102, 117–125. [Google Scholar] [CrossRef]
- Wu, C.J.; Li, B.Z.; Liu, Y.; Liang, S. Surface roughness modeling for grinding of silicon carbide ceramics considering co-existence of brittleness and ductility. Int. J. Mech. Sci. 2017, 133, 167–177. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, X.Z.; Gao, L.; Jiang, X.Z.; Wang, X.D.; Yang, T. Study on damage characteristics and ablation mechanism in fiber laser trepan drilling of 2.5D Cf/SiC composites. Int. J. Adv. Manuf. Technol. 2021, 117, 3647–3660. [Google Scholar] [CrossRef]
- Dang, X.L.; Yin, X.W.; Fan, X.M.; Ma, Y.Z.; Wang, J.T.; Ju, P.F.; Song, H.W. Microstructural evolution of carbon fiber reinforced SiC-based matrix composites during laser ablation process. J. Mater. Sci. Technol. 2019, 35, 2919–2925. [Google Scholar] [CrossRef]
- Jiao, H.W.; Chen, B.; Deng, Z.H. Influence of laser parameters on processing microgrooves of 2.5-dimensional C/SiC composites via nanosecond laser. Int. J. Adv. Manuf. Technol. 2022, 118, 85–101. [Google Scholar] [CrossRef]
- Zhang, R.H.; Li, W.N.; Liu, Y.S.; Wang, J.; Yang, X.J.; Cheng, L.F. Machining parameter optimization of C/SiC composites using high power picosecond laser. Appl. Surf. Sci. 2015, 330, 321–331. [Google Scholar] [CrossRef]
- Liu, Y.S.; Wang, C.H.; Li, W.N.; Wang, C.H.; Zhang, Q.; Yang, X.J.; Cheng, L.F. Effect of energy density and feeding speed on micro-hole drilling in C/SiC composites by picosecond laser. J. Mater. Process. Technol. 2014, 214, 3131–3140. [Google Scholar] [CrossRef]
- Cheng, L.F.; Xu, Y.D.; Zhang, Q.; Zhang, L.T. Thermal diffusivity of 3D C/SiC composites from room temperature to 1400 °C. Carbon 2003, 41, 701–711. [Google Scholar]
- Tong, Y.G.; Bai, S.X.; Zhang, H.; Ye, Y.C. Laser ablation behavior and mechanism of C/SiC composite. Ceram. Int. 2013, 39, 6813–6820. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties (at Room Temperature) | Parmeters | ||
|---|---|---|---|
| Diameter of carbon fiber | 7.6 μm | Porosity | 17% |
| Density | 1.7 g/cm3 | Size | 15 × 15 × 15 mm3 |
| Fiber volume fraction | 40~50% | Thermal conductivity | 8–10 W/m·k |
| Fiber mass fraction | 27.27~36% | Thermal expansivity | 2–6 × 10−6 K−1 |
| Properties | SiC Ceramics | Carbon Fiber |
|---|---|---|
| Thermal conductivity (W/m·k) | 185 | Radial: 5; axial: 50 |
| Specific heat (J/kg·K) | 800 | 710 |
| Vaporization temperature (K) | 2700 | 3550 |
| Latent heat for vaporization (MJ/kg) | 19.83 | 43 |
| Density (kg/m3) | 3220 | 1780 |
| Young’s modulus (GPa) | 450 | Radial: 15; axial: 230 |
| Shear modulus (GPa) | 193 | Radial: 7; axial: 27 |
| Laser Equipment | Poplar-355 | ||
|---|---|---|---|
| wavelength | 355 nm | beam directivity | <25 μrad |
| output power | >5 W@50 kHZ | laser head size | 500 × 185 × 147 mm3 |
| single pulse energy | >125 μJ@40 kHZ | divergence angle of light spots | ≤1 mrad (with a beam expansion) |
| repeat frequency rate | 20–200 kHZ | working temperature | 10–35 °C |
| pulse width | 16 ± 2 ns@50 kHZ | working humidity | <65% |
| power stability | ≤3% rms | cooling-down method | Water |
| pulse stability | ≤3% rms | beam diameter | <8 mm |
| Serial Number | Scanning Times (N) | Scanning Speed (V/mm.s−1) | Laser Power (P/W) | Pulse Width (Q/μs) | Wavelength (nm) | Cooling-Down Method |
|---|---|---|---|---|---|---|
| 1 | 100 | 200 | 15 | 0.3 | 355 | water |
| 2 | 200 | 200 | 15 | 0.3 | 355 | water |
| 3 | 400 | 200 | 15 | 0.3 | 355 | water |
| 4 | 800 | 200 | 15 | 0.3 | 355 | water |
| 5 | 1200 | 200 | 15 | 0.3 | 355 | water |
| 6 | 400 | 100 | 15 | 0.3 | 355 | water |
| 7 | 400 | 200 | 15 | 0.3 | 355 | water |
| 8 | 400 | 400 | 15 | 0.3 | 355 | water |
| 9 | 400 | 800 | 15 | 0.3 | 355 | water |
| 10 | 400 | 200 | 5 | 0.3 | 355 | water |
| 11 | 400 | 200 | 10 | 0.3 | 355 | water |
| 12 | 400 | 200 | 15 | 0.3 | 355 | water |
| 13 | 400 | 200 | 20 | 0.3 | 355 | water |
| 14 | 400 | 200 | 15 | 0.15 | 355 | water |
| 15 | 400 | 200 | 15 | 0.2 | 355 | water |
| 16 | 400 | 200 | 15 | 0.25 | 355 | water |
| 17 | 400 | 200 | 15 | 0.3 | 355 | water |
| Regression Model | ||||||
|---|---|---|---|---|---|---|
| Relative error | 5.2% | 7.1% | 9.0% | 2.0% | 8.6% | 9.2% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, T.; Liu, F.; Liu, Y.; Wu, C.; Liang, S.Y. Ultraviolet Nanosecond Laser-Ablated Groove Analysis of 2.5D Cf/SiC Composites. Crystals 2023, 13, 223. https://doi.org/10.3390/cryst13020223
Zhang T, Liu F, Liu Y, Wu C, Liang SY. Ultraviolet Nanosecond Laser-Ablated Groove Analysis of 2.5D Cf/SiC Composites. Crystals. 2023; 13(2):223. https://doi.org/10.3390/cryst13020223
Chicago/Turabian StyleZhang, Tangyong, Fei Liu, Yao Liu, Chongjun Wu, and Steven Y. Liang. 2023. "Ultraviolet Nanosecond Laser-Ablated Groove Analysis of 2.5D Cf/SiC Composites" Crystals 13, no. 2: 223. https://doi.org/10.3390/cryst13020223