
Interfacial Characterization of Selective Laser Melting of a SS316L/NiTi Multi-Material with a High-Entropy Alloy Interlayer


Abstract
:1. Introduction
2. Materials and Methods
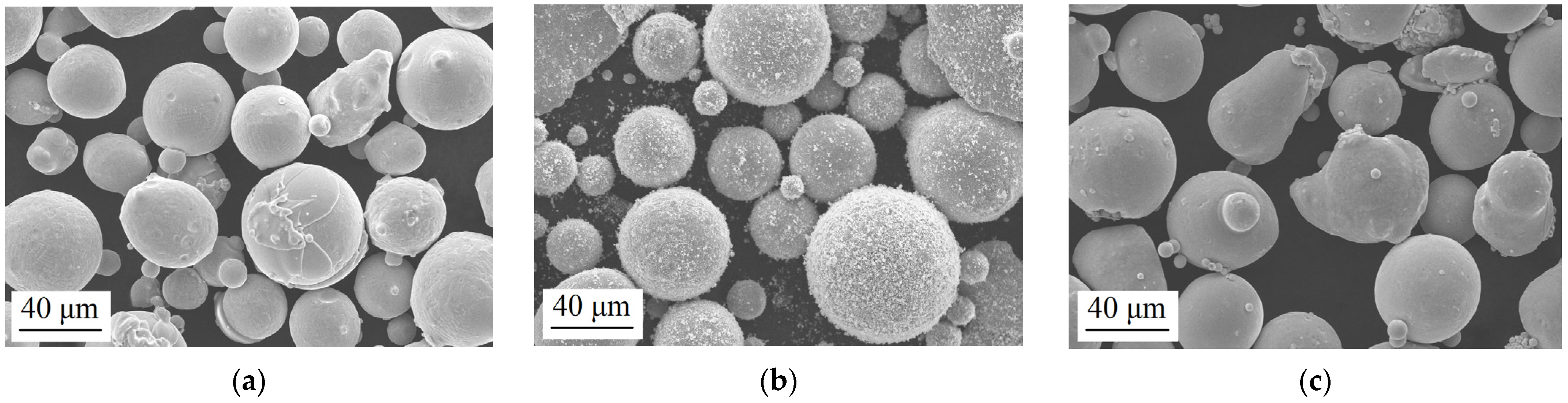
2.1. Starting Materials
2.2. The SLM Process Parameters
2.3. Characterizations
3. Results and Discussion
3.1. The Defect Analysis in the HEA/NiTi Interfacial Zone
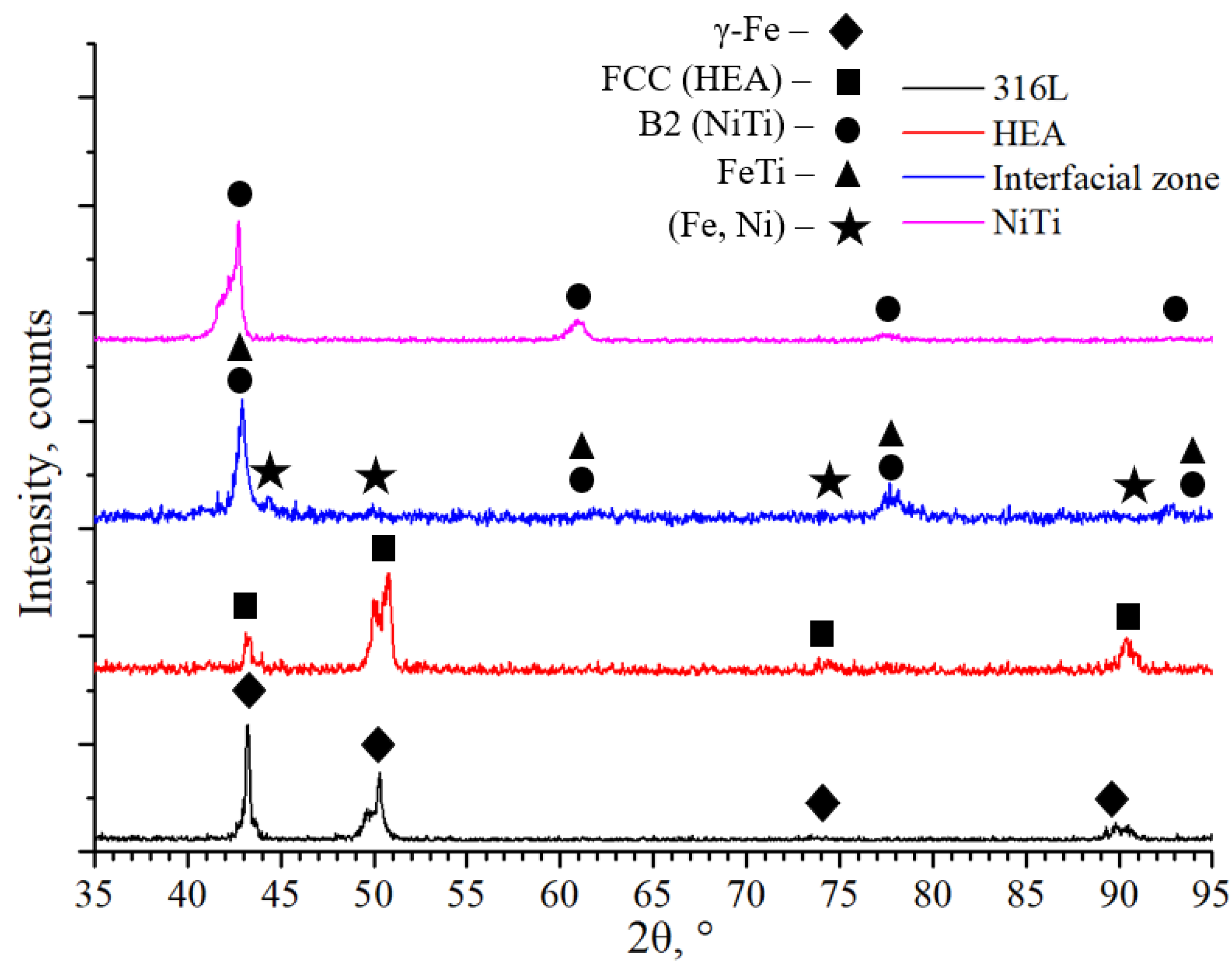
3.2. The Phase Composition Analysis of the Multi-Material 316L/HEA/NiTi Sample
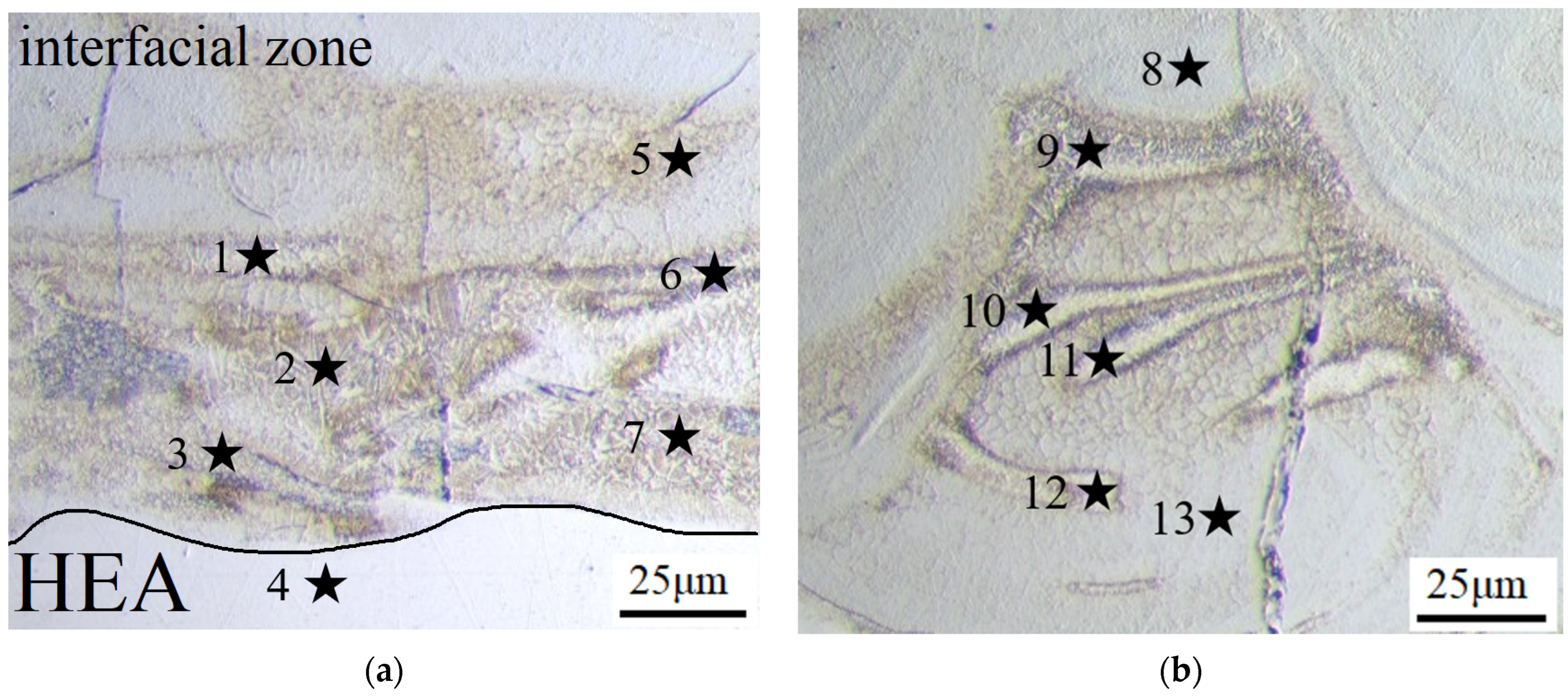
3.3. The Microstructural and Chemical Composition Investigations, along with Hardness Analysis of the HEA/NiTi Interfacial Zone
4. Conclusions
- (1)
- The idea of using HEA (CrCoFeNiMn) as an interlayer in the production of 316L/HEA/NiTi multi-material is questionable, since numerous cracks and limited pores occurred in the HEA/NiTi interfacial zone. The interfacial zone has an average size of 100–200 μm.
- (2)
- Microstructure studies indicate that island macrosegregation is formed in the interfacial zone due to the Marangoni effect. The analysis of the phase, chemical composition, and hardness demonstrates that a small amount of FeTi may form in the island macrosegregation. It can be inferred that the presence of a minor amount of FeTi in the interfacial zone results in the formation of the cracks, as this intermetallic compound causes embrittlement.
- (3)
- Further research could involve an in-depth analysis of the phase and chemical composition to confirm the influence of phase formation in the interfacial zone on emerging defects. It would also be pertinent to examine other metals and alloys as interlayers in the 316L/NiTi multi-material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, L.C.; Chen, L.Y.; Zhou, S.; Luo, Z. Powder bed fusion manufacturing of beta-type titanium alloys for biomedical implant applications: A review. J. Alloys Compd. 2023, 936, 168099. [Google Scholar]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A review of various materials for additive manufacturing: Recent trends and processing issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar]
- Beaman, J.J.; Bourell, D.L.; Seepersad, C.C.; Kovar, D. Additive Manufacturing Review: Early Past to Current Practice. J. Manuf. Sci. Eng. 2020, 142, 110812. [Google Scholar]
- Gunasekaran, J.; Sevvel, P.; Solomon, I.J. Metallic materials fabrication by selective laser melting: A review. Mater. Today Proc. 2021, 37, 252–256. [Google Scholar] [CrossRef]
- Negi, S.; Nambolan, A.A.; Kapil, S.; Joshi, P.S.; Karunakaran, K.P.; Bhargava, P. Review on electron beam based additive manufacturing. Rapid Prototyp. J. 2020, 26, 485–498. [Google Scholar] [CrossRef]
- Sefene, E.M. State-of-the-art of selective laser melting process: A comprehensive review. J. Manuf. Syst. 2022, 63, 250–274. [Google Scholar]
- Wang, D.; Liu, L.; Deng, G.; Deng, C.; Bai, Y.; Yang, Y.; Wu, W.; Chen, J.; Liu, Y.; Wang, Y.; et al. Recent progress on additive manufacturing of multi-material structures with laser powder bed fusion. Virtual Phys. Prototyp. 2022, 17, 329–365. [Google Scholar] [CrossRef]
- Dzogbewu, T.C.; de Beer, D. Powder Bed Fusion of Multimaterials. J. Manuf. Mater. Process. 2023, 7, 15. [Google Scholar]
- Nazir, A.; Gokcekaya, O.; Md Masum Billah, K.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D printing of materials and cellular metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar]
- Hasanov, S.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Huseynov, O.; Fidan, I.; Alifui-Segbaya, F.; Rennie, A. Review on Additive Manufacturing of Multi-Material Parts: Progress and Challenges. J. Manuf. Mater. Process. 2021, 6, 4. [Google Scholar]
- Feenstra, D.R.; Banerjee, R.; Fraser, H.L.; Huang, A.; Molotnikov, A.; Birbilis, N. Critical review of the state of the art in multi-material fabrication via directed energy deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924. [Google Scholar]
- Putra, N.E.; Mirzaali, M.J.; Apachitei, I.; Zhou, J.; Zadpoor, A.A. Multi-material additive manufacturing technologies for Ti-, Mg-, and Fe-based biomaterials for bone substitution. Acta Biomater. 2020, 109, 1–20. [Google Scholar] [PubMed]
- Chen, J.; Yang, Y.; Song, C.; Zhang, M.; Wu, S.; Wang, D. Interfacial microstructure and mechanical properties of 316L /CuSn10 multi-material bimetallic structure fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 752, 75–85. [Google Scholar] [CrossRef]
- Chen, K.; Wang, C.; Hong, Q.; Wen, S.; Zhou, Y.; Yan, C.; Shi, Y. Selective laser melting 316L/CuSn10 multi-materials: Processing optimization, interfacial characterization and mechanical property. J. Mater. Process. Technol. 2020, 283, 116701. [Google Scholar]
- Mei, X.; Wang, X.; Peng, Y.; Gu, H.; Zhong, G.; Yang, S. Interfacial characterization and mechanical properties of 316L stainless steel/inconel 718 manufactured by selective laser melting. Mater. Sci. Eng. A 2019, 758, 185–191. [Google Scholar] [CrossRef]
- Mohd Yusuf, S.; Mazlan, N.; Musa, N.H.; Zhao, X.; Chen, Y.; Yang, S.; Nordin, N.A.; Mazlan, S.A.; Gao, N. Microstructures and Hardening Mechanisms of a 316L Stainless Steel/Inconel 718 Interface Additively Manufactured by Multi-Material Selective Laser Melting. Metals 2023, 13, 400. [Google Scholar]
- Ekoi, E.J.; Degli-Alessandrini, G.; Zeeshan Mughal, M.; Vijayaraghavan, R.K.; Obeidi, M.A.; Groarke, R.; Kraev, I.; Krishnamurthy, S.; Brabazon, D. Investigation of the microstructure and phase evolution across multi-material Ni50.83Ti49.17-AISI 316L alloy interface fabricated using laser powder bed fusion (L-PBF). Mater. Des. 2022, 221, 110947. [Google Scholar] [CrossRef]
- Nie, M.H.; Zhou, Y.X.; Jiang, P.F.; Li, X.R.; Zhu, D.D.; Shan, Z.H.; Chen, Z.K.; Zhang, Z.H. Achieving illustrious friction on a directed energy deposition 316/NiTi heterogeneous alloy with bionic Ni interlayer. Appl. Surf. Sci. 2023, 638, 158107. [Google Scholar] [CrossRef]
- Ng, C.H.; Mok, E.S.H.; Man, H.C. Effect of Ta interlayer on laser welding of NiTi to AISI 316L stainless steel. J. Mater. Process. Technol. 2015, 226, 69–77. [Google Scholar] [CrossRef]
- Shamsolhodaei, A.; Oliveira, J.P.; Schell, N.; Maawad, E.; Panton, B.; Zhou, Y.N. Controlling intermetallic compounds formation during laser welding of NiTi to 316L stainless steel. Intermetallics 2020, 116, 106656. [Google Scholar] [CrossRef]
- Niu, H.; Jiang, H.C.; Zhao, M.J.; Rong, L.J. Effect of interlayer addition on microstructure and mechanical properties of NiTi/stainless steel joint by electron beam welding. J. Mater. Sci. Technol. 2021, 61, 16–24. [Google Scholar]
- Wang, H.; Xie, J.; Chen, Y.; Liu, W.; Zhong, W. Effect of CoCrFeNiMn high entropy alloy interlayer on microstructure and mechanical properties of laser-welded NiTi/304 SS joint. J. Mater. Res. Technol. 2022, 18, 1028–1037. [Google Scholar] [CrossRef]
- Zhang, J.; Yan, Y.; Li, B. Selective Laser Melting (SLM) Additively Manufactured CoCrFeNiMn High-Entropy Alloy: Process Optimization, Microscale Mechanical Mechanism, and High-Cycle Fatigue Behavior. Materials 2022, 15, 8560. [Google Scholar] [CrossRef] [PubMed]
- Zheng, D.; Li, R.; Yuan, T.C.; Xiong, Y.; Song, B.; Wang, J.; Su, Y.D. Microstructure and mechanical property of additively manufactured NiTi alloys: A comparison between selective laser melting and directed energy deposition. J. Cent. South Univ. 2021, 28, 1028–1042. [Google Scholar]
- Deev, A.A.; Kuznetcov, P.A.; Petrov, S.N. Anisotropy of Mechanical Properties and its Correlation with the Structure of the Stainless Steel 316L Produced by the SLM Method. Phys. Procedia 2016, 83, 789–796. [Google Scholar] [CrossRef]
- Soysal, T.; Kou, S.; Tat, D.; Pasang, T. Macrosegregation in dissimilar-metal fusion welding. Acta Mater. 2016, 110, 149–160. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, R.; Liu, Y.; Zhang, L. Understanding melt pool characteristics in laser powder bed fusion: An overview of single- and multi-track melt pools for process optimization. Adv. Powder Mater. 2023, 2, 100137. [Google Scholar]
- Wang, P.; Huang, P.; Ng, F.L.; Sin, W.J.; Lu, S.; Nai, M.L.S.; Dong, Z.L.; Wei, J. Additively manufactured CoCrFeNiMn high-entropy alloy via pre-alloyed powder. Mater. Des. 2019, 168, 107576. [Google Scholar]
- Ge, J.; Yuan, B.; Zhao, L.; Yan, M.; Chen, W.; Zhang, L. Effect of volume energy density on selective laser melting NiTi shape memory alloys: Microstructural evolution, mechanical and functional properties. J. Mater. Res. Technol. 2022, 20, 2872–2888. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Fe, % | Cr, % | Ni, % | Co, % | Mn, % | Mo, % | Ti, % |
|---|---|---|---|---|---|---|---|
| 316L | base | 16.5–18.5 | 10–13 | - | 2 (max) | 2–2.5 | - |
| HEA | 20 | 20 | 20 | 20 | 20 | - | - |
| NiTi | - | - | 50 | - | - | - | 50 |
| % | 316L | HEA | NiTi |
|---|---|---|---|
| <μm | <μm | <μm | |
| 10 | 20 | 18 | 21 |
| 50 | 39 | 53 | 38 |
| 90 | 70 | 103 | 67 |
| Alloy | Scanning Speed, mm/s | Laser Power, W | Hatch Distance, µm | Layer Thickness, µm | Energy Density, J/mm3 |
|---|---|---|---|---|---|
| 316L | 760 | 275 | 100 | 50 | 72.37 |
| HEA | 650 | 360 | 120 | 50 | 92.31 |
| NiTi | 750 | 200 | 100 | 30 | 88.89 |
| Position (from Figure 4) | Ni, at. % | Ti, at. % | Fe, at. % | Cr, at. % | Co, at. % | Mn, at. % | Hardness, HV | Potential Phases |
|---|---|---|---|---|---|---|---|---|
| 1 | 32.7 | 27.18 | 15.44 | 12.19 | 8.34 | 3.89 | 546.9 | FeTi, B2, (Fe, Ni), FeCr |
| 2 | 33.53 | 25.96 | 14.72 | 12.15 | 9.2 | 4.06 | 564.4 | |
| 3 | 28.19 | 18.56 | 20.3 | 16.49 | 11.06 | 5.06 | 542.4 | |
| 4 | 19.93 | 1.16 | 31.40 | 23.62 | 16.37 | 7.12 | 191.2 | (Fe, Ni), FeCr |
| 5 | 36.96 | 33.66 | 11.48 | 9.08 | 6.44 | 2.39 | 432.7 | B2, FeCr |
| 6 | 33.48 | 29.4 | 13.89 | 11.43 | 8.07 | 3.47 | 564.8 | FeTi, B2, (Fe, Ni), FeCr |
| 7 | 33.11 | 24.26 | 15.51 | 12.89 | 9.74 | 4.22 | 557.6 | |
| 8 | 44.21 | 44.49 | 4.65 | 3.37 | 4.25 | 1.03 | 422.7 | B2, FeCr |
| 9 | 33.62 | 28.76 | 14.71 | 11.18 | 7.98 | 3.41 | 569.4 | FeTi, B2, (Fe, Ni), FeCr |
| 10 | 30.88 | 25.14 | 16.84 | 13.56 | 9.08 | 4.26 | 546.1 | |
| 11 | 29.16 | 25.27 | 18.26 | 14.06 | 8.65 | 4.33 | 558.9 | |
| 12 | 33.66 | 26.88 | 15.5 | 11.64 | 8.19 | 3.78 | 559.1 | |
| 13 | 38.57 | 34.77 | 10.31 | 7.87 | 5.87 | 2.39 | 445.9 | B2, FeCr |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Repnin, A.; Kim, A.; Popovich, A. Interfacial Characterization of Selective Laser Melting of a SS316L/NiTi Multi-Material with a High-Entropy Alloy Interlayer. Crystals 2023, 13, 1486. https://doi.org/10.3390/cryst13101486
Repnin A, Kim A, Popovich A. Interfacial Characterization of Selective Laser Melting of a SS316L/NiTi Multi-Material with a High-Entropy Alloy Interlayer. Crystals. 2023; 13(10):1486. https://doi.org/10.3390/cryst13101486
Chicago/Turabian StyleRepnin, Arseniy, Artem Kim, and Anatoliy Popovich. 2023. "Interfacial Characterization of Selective Laser Melting of a SS316L/NiTi Multi-Material with a High-Entropy Alloy Interlayer" Crystals 13, no. 10: 1486. https://doi.org/10.3390/cryst13101486