1. Introduction
The welding of dissimilar metal alloys has become a critical process in many industries. Current research on dissimilar joining is a hot topic, with researchers searching for combinations of materials that make it possible to have stronger joints and lighter structures. Titanium and aluminum alloys applications are growing, particularly in the automotive and aerospace industries [
1,
2]. Aluminum’s and titanium’s physical and mechanical properties make them attractive for manufacturing lightweight vehicle structures, which are vital in achieving fuel savings, reducing pollution, or even improving the crashworthiness of vehicles [
3,
4]. Therefore, the synergetic joining of these two materials is highly attractive for demanding applications and industries such as aerospace.
Aluminum has an excellent corrosion resistance and weighs approximately a third the weight of steel. On the other hand, titanium combines a low density with a high mechanical strength. Joining both would make it possible to aim for strength, a high-temperature performance, and toughness combined with the characteristics of aluminum, including a low density, good formability, and high-cost effectiveness, as well as, in both cases, a good corrosion resistance [
5]. This is very attractive for high-performance applications, such as the manufacturing of large aircraft wings and aerospace pipeline systems [
6].
Laser welding is a fast and precise joining process that is quite attractive for industrial applications due to its economic advantages and, in particular, its automation potential for mass production [
7]. The most widely used welding processes for bonding titanium and its alloys are gas tungsten arc welding, gas metal arc welding, plasma-arc welding, laser welding, and electron-beam welding [
8]. Compared to gas tungsten arc welding or plasma-arc welding, laser welding increases the penetration depth and potentially reduces the number of welding defects and the heat-affected zone (HAZ) by making it possible to generate a keyhole [
8,
9,
10]. Also, laser welding is reported to cause less distortions [
11,
12].
However, the weldability of dissimilar materials largely depends on metallurgical compatibility and the materials’ thermophysical and thermochemical properties [
13,
14]. Welding dissimilar non-ferrous metal alloys may involve constraints, since very fragile intermetallic compounds (IMCs) form. Aluminum–titanium joining may form extremely fragile IMCs such as Ti
3Al, TiAl, and TiAl
3. These hinder joint strength, leading to fractures and limiting the possibilities of applying Al-Ti welded structures and developing high-performance structures/composites. For this reason, developing Al-Ti welded structures is a prominent research area [
5].
Additionally, focusing solely on the fusion welding of aluminum, it is usually characterized by the formation of porosities due to dissolved hydrogen, which negatively affects the joint strength [
15,
16]. In addition, laser welding is characterized by high cooling rates, an issue for weld degassing, generating microporosities [
17,
18], which can also be formed through the vaporization of alloying elements [
19]. Oliveira et al. [
18], in a study of the double-sided laser welding of dissimilar Al T-joints, concluded that porosities are more frequent in the second weld seam than in the first one.
The high thermal expansion coefficient of Al and its high hydrogen solubility (molten state) lead to associated fusion weld defects [
20]. Porosity can negatively influence mechanical properties, as is common in high melting/cooling processing methods, such as laser welding [
21,
22]. Different post-weld heat treatments (PWHT) have been investigated to improve the mechanical performance of welded joints [
23]. Chakraborty et al. [
24] studied the hydrogen-assisted cracking susceptibility of a modified 9Cr–1Mo steel weld with different preheating conditions and a combination of pre- and post-heating conditions, concluding that a combination of pre- and post-heating at 200 °C reduced the residual stress and cracking susceptibility (reduced diffusible hydrogen). Kose et al. [
25] investigated the effects of preheat treatment and PWHT on stainless steel’s mechanical properties and microstructure. They determined that preheating and PWHT sufficiently improved the mechanical properties of the welds. Pratinko et al. [
26] studied the effect of preheating and PWHT on aluminum, concluding that the welded joint with a preheat treatment of 120 °C and PWHT of 260 °C had the greatest ultimate tensile strength and yield strength. Overall, well-defined preheating and PWHT can improve welded joints’ mechanical and morphological properties.
Few studies focusing on the laser welding of Ti-Al have been found in the literature. Vaidya et al. [
27] welded the AA6056 alloy and titanium alloy Ti6Al4V without a filler material and in a U-slot configuration with direct laser incidence on the Al surface. Joining was achieved, but the TiAl
3 formation at the weld interface negatively affected the mechanical properties. Nevertheless, by chamfering the Ti6Al4V, the microstructure of the joint was refined, achieving a higher hardness and strength.
Zhang et al. [
28] used a synchronous welding–brazing method to analyze the formation mechanism of IMCs under dual laser inputs. The results indicated that when the laser power on both sides was the same, a good brazing joint with uniform, serrated IMCs along the Ti/Al interface could be obtained, with the highest bonding strength of the aluminum alloy base material reaching 71%.
Zhou et al. [
29] carried out laser welding–brazing on 1.5 mm thick plates of an aluminum alloy 5A06 and Ti-6Al-4V alloy in a butt joint. The joint’s tensile strength was influenced by the thickness and type of IMC, the spreading ability of the liquid Al, and the fracture area at the Ti/fusion zone interface. The maximum tensile strength of the joint was equivalent to 83% of the tensile strength of the base Al alloy.
More recently, Zhao et al. [
30] used a pulsed laser to pre-treat the end face of a Ti–6Al–4V alloy and found that it can significantly improve the strength of Ti-Al welded joints. The Ti–6Al–4V alloy end face had a greater roughness and more pits, promoting a larger contact area for the Ti–Al interface and a direct enhancement effect.
Thus, the main goal of this work was to study the weldability of AA6060-T6 with the Ti-6Al-4V alloy through pulsed laser welding, contributing to our knowledge of the laser welding of these dissimilar metals. To the authors’ best knowledge, the laser welding of these specific alloys has never previously been reported.
Lap joints were welded with a pulsed Nd:YAG laser irradiating directly onto the titanium. Preheating and post-weld heating were introduced to mitigate cracking issues. The main variables were the laser power and the number of beads. The quality of the welds was assessed via uniaxial tensile tests, subjecting them to shear loading. Additionally, scanning electron microscopy (SEM) was carried out to analyze the joining quality and potential defects resulting from the fusion of Ti and Al alloys.
2. Materials and Methods
2.1. Materials
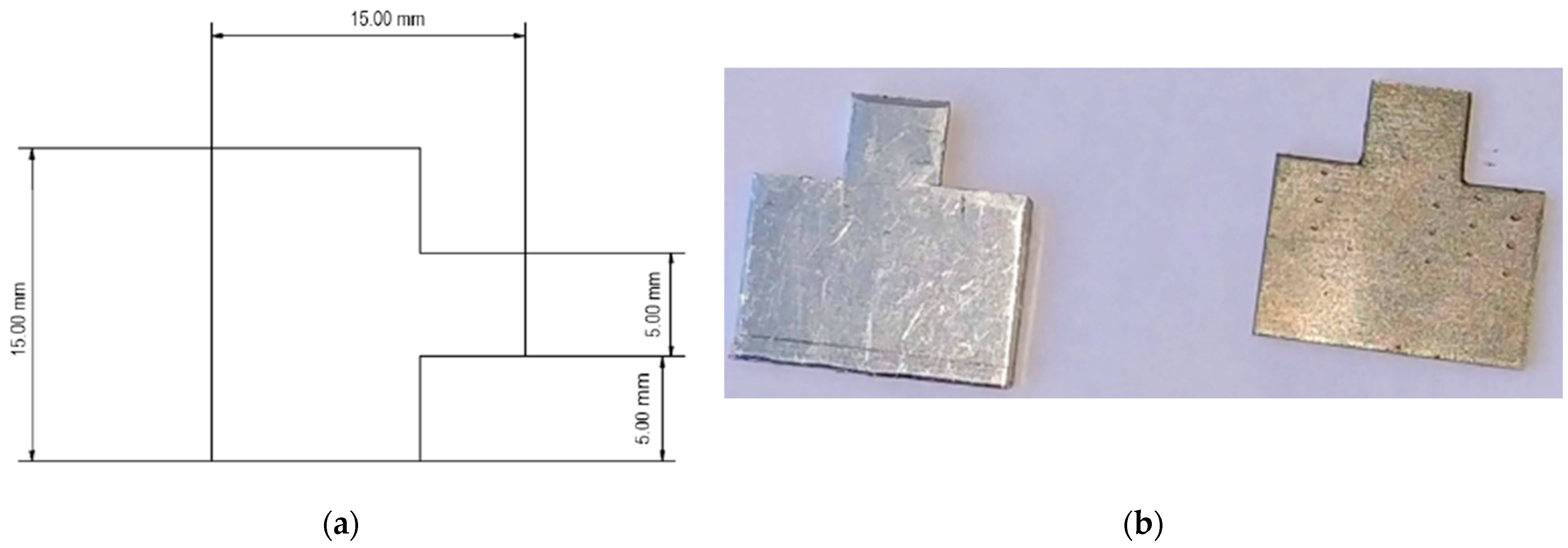
The materials studied in this work were the aluminum alloy 6060-T6 and the Ti-6Al-4V titanium alloy. The samples were designed based on constraints related to the preheating and post-weld heating stages, the joint type, and the welding process. The samples for welding are presented in
Figure 1. The overlapped region between the samples is a 5 mm × 2.5 mm area.
The samples have a narrow section designed to obtain the desired temperature during preheating and post-welding heating. Both the aluminum and titanium samples were cut with a band saw. The aluminum and titanium were cut from 1.5 mm and 0.9 mm thick sheets, respectively.
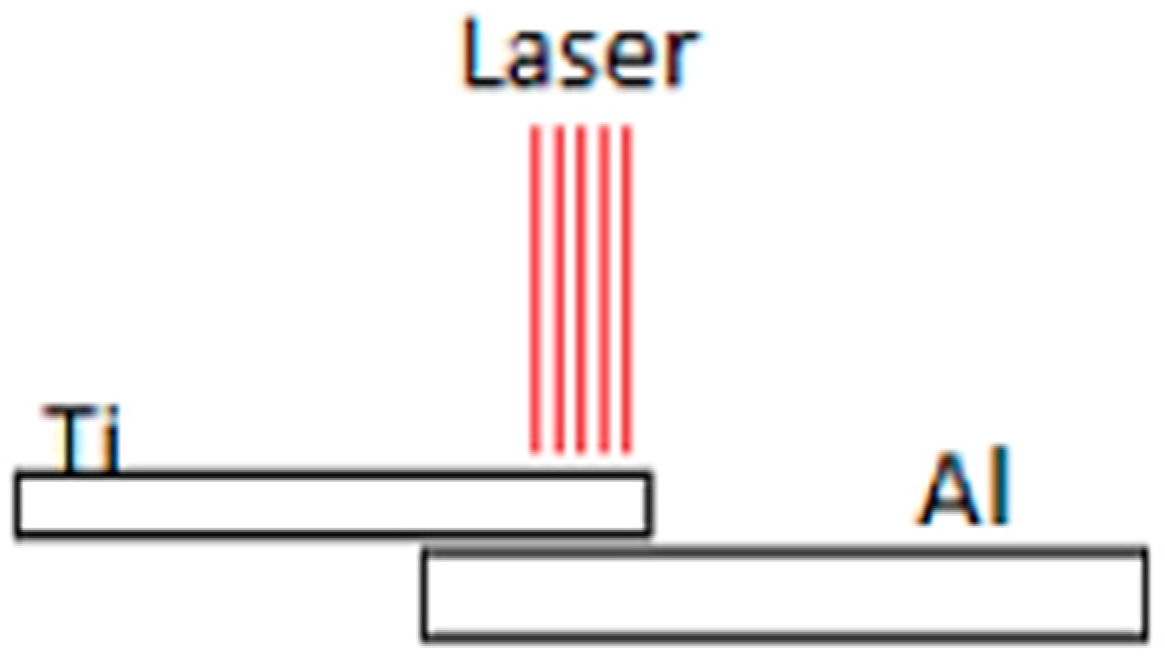
The samples were welded in lap joint configurations (
Figure 2). The direct laser joining principle was employed, with the titanium piece absorbing the radiation from the laser. The typical higher reflectance of the aluminum justifies this decision. Additionally, this type of joint is widely applied in several applications. Finally, all the samples were cleaned and polished before welding.
2.2. Laser Welding
The Nd:YAG SISMA-SWA300 laser was employed to weld the dissimilar samples. This Nd:YAG system has a maximum peak and average power of 12 kW and 300 W, respectively. Additionally, the laser spot diameter can be changed between 0.6 mm and 2 mm, and frequencies of up to 50 Hz can be employed. The minimum and the larger pulses are 0.2 and 25 ms, respectively.
2.2.1. Preheating, Post-Weld Heating, and Clamping
In order to reduce the number of potential weld defects, according to that reported in the literature, preheating and post-weld heating at up to 200 °C were defined based on the findings reported in the literature [
24,
26]. The heating was performed by subjecting the samples to an 80 A current using a machine for shield metal arc welding (SMAW), the Weldline CIARC 180. This machine was only employed to generate an electric circuit in order to preheat the sample.
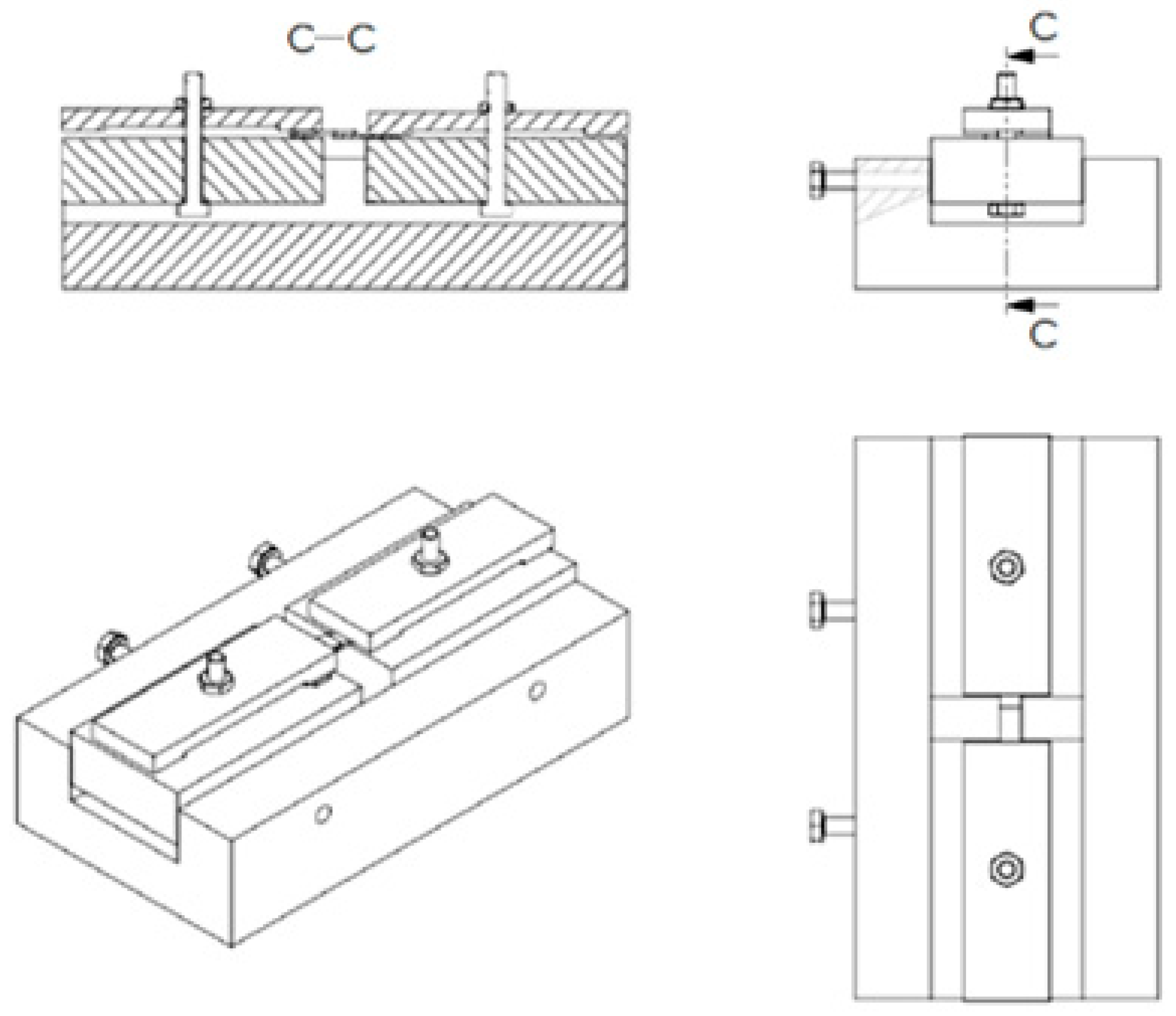
A specific supporting device was developed for this work, designed to consider the constraints of the method employed to heat the samples. This device was developed to make it possible to preheat the samples to the desired temperature and weld them immediately, guaranteeing the pre-conditions and desired alignment of the samples.
Figure 3 presents the designed clamping device.
The main body is formed of steel, which supports two pieces of granite, which support the samples to be welded. Granite was employed as a base, since it was necessary to insulate the main body from the electrical current and, at the same time, keep the clamp stable. The granite was supplied by Oliveira Rodrigues—Granitos de Pedras Salgadas, Lda.
Copper plates secure the clamping of the samples bolted to the granite pieces. Contrary to the pieces of the clamping device in contact with the samples, the upper part needs to be an excellent electrical and thermal conductive material. Thus, copper bars were employed, which were cut and machined to reduce the contact area and guarantee contact with the samples alone to weld, increasing the electrical current density to guarantee the desired pre- and post-welding temperature.
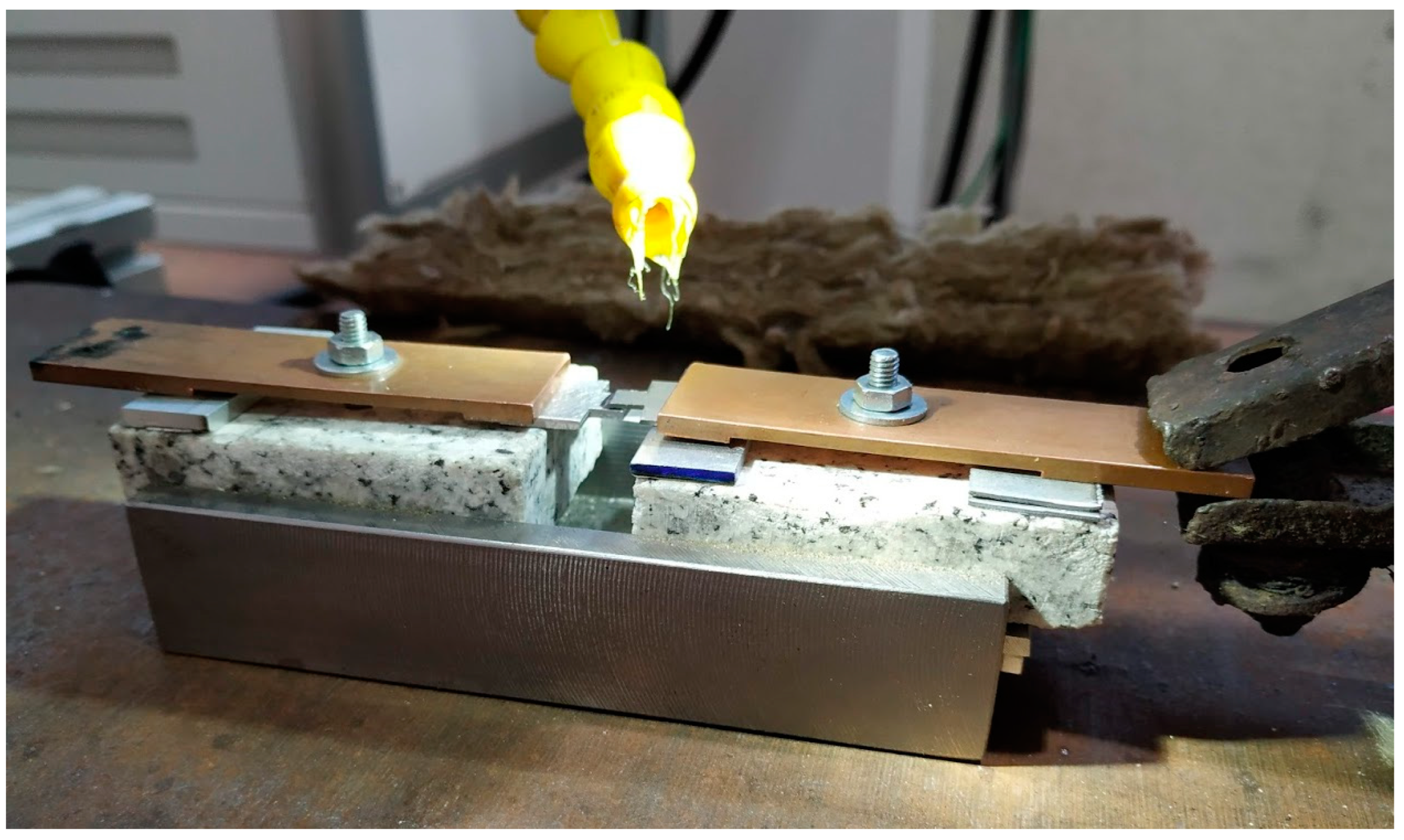
Figure 4 presents the experimental setup.
2.2.2. Welding Parameters
The samples were heated before and after welding. In both cases, a temperature of 200 °C was defined. The preheating duration was 5 min. The post-welding heating had a duration of 15 min. Then, the sample was naturally air-cooled at room temperature in order to achieve a low cooling rate. These conditions were employed in all the welds.
Table 5 presents the laser welding parameters employed. These are based on initial experimental observations, which showed that the power employed should be within the range of 60–70%. Over 70%, the titanium sample demonstrated instabilities. The studied parameters were the peak laser power and the number of beads. The pulse width, overlap, and laser spot diameter were constant during the experiments: 9 ms, 60%, and 1 mm, respectively. Additionally, a 12 l/min constant gas flow was employed. The protective gas was argon.
In the case of a single bead, this process was performed at the extremity of the titanium sample. In the case of double beads, it was also performed at the extremities.
2.3. Tensile Tests
Tensile tests were performed to assess the quality of the joints using a Shimadzu AGX 10 kN universal testing machine at 1 mm/min following ISO 6892-1:2016 [
33]. Since these were lap joints, another piece of the opposite material was placed together in the fixation system, guaranteeing an equivalent thickness. Thus, the tensile force was aligned with the joint interface. This procedure makes is possible to mitigate potential bending moments and essentially guarantee shear stress in the joint. Naturally, there will always be tensile stresses due to the residual moment. Nevertheless, as observed in previous works [
34,
35,
36], these are greatly minimized with the adopted configuration.
2.4. Scanning Electron Microscope (SEM) Micrographs
Scanning electron microscope (SEM) micrographs were obtained in order to analyze the quality of the welding joints in depth and correlate it with the results of the tensile tests and visual inspection. The microscope used was the Hitachi TM4000Plus.
Prior to the SEM analyses, the samples were polished with a Struers RotoPol-21 machine. Several steps were taken to polish the samples from a more abrasive element to a refined one. The following polishing sequence was adopted in terms of grit: 180, 600, 800, 2500, 4000, and finally, a 3 µm diamond paste.
After polishing, etching was performed. The analyzed surface was immersed for 30 s in Kroll’s reagent. This solution comprises 2% fluoride acid (HF), 10% nitric acid (HNO3), and 88% distilled water. After immersion, the samples were cleaned with distilled water and dried with an air dryer, forcing air circulation onto the surface in parallel.
4. Discussion
In the present work, we studied the weldability of dissimilar metal alloys, aluminum 6060-T6 and titanium Ti-6Al-4V, via laser welding (Nd:YAG). These were welded in a lap joint configuration with the direct incidence of the laser on the titanium test piece. The sample thickness was 0.9 mm in the case of titanium, while the aluminum was 1.5 mm. The preheating and post-weld heating of the sample were performed in order to eliminate, or at least mitigate, cracking issues.
The main variables of the study were the power and the number of beads. The quality of the welds was assessed via uniaxial tensile tests, subjecting the joint to shear loading. Additionally, SEM micrographs were obtained to analyze the quality of the fusion between the dissimilar alloys.
The shielding gas played a key role in the aesthetics of the welding bead and its quality. This was confirmed by the oxygen and carbon contents of the joint, particularly in the fusion zone. Clearly, this is a variable for optimization in future studies. The significance of the full thermal cycle is also important. Preheating and post-weld heating were very important to mitigate cracking. A proper balance between the shielding gas and the full thermal cycle will also be needed if future adjustments are made to the shielding gas flow. Overall, the higher strength achieved in the tensile tests is close to that obtained for the 6060-0 aluminum alloy (approximately 80%). Since the samples are preheated, this affects the previous treatment, which enables one to make a more reasonable comparison against the strength of AA6060-0 instead of AA6060-T6. The fracture of these samples occurred near the weld bead. The micrograph of the samples with higher strengths revealed a minimal number of cracks per sample, but these were still significant in size. Therefore, more research is needed to mitigate cracking in titanium.
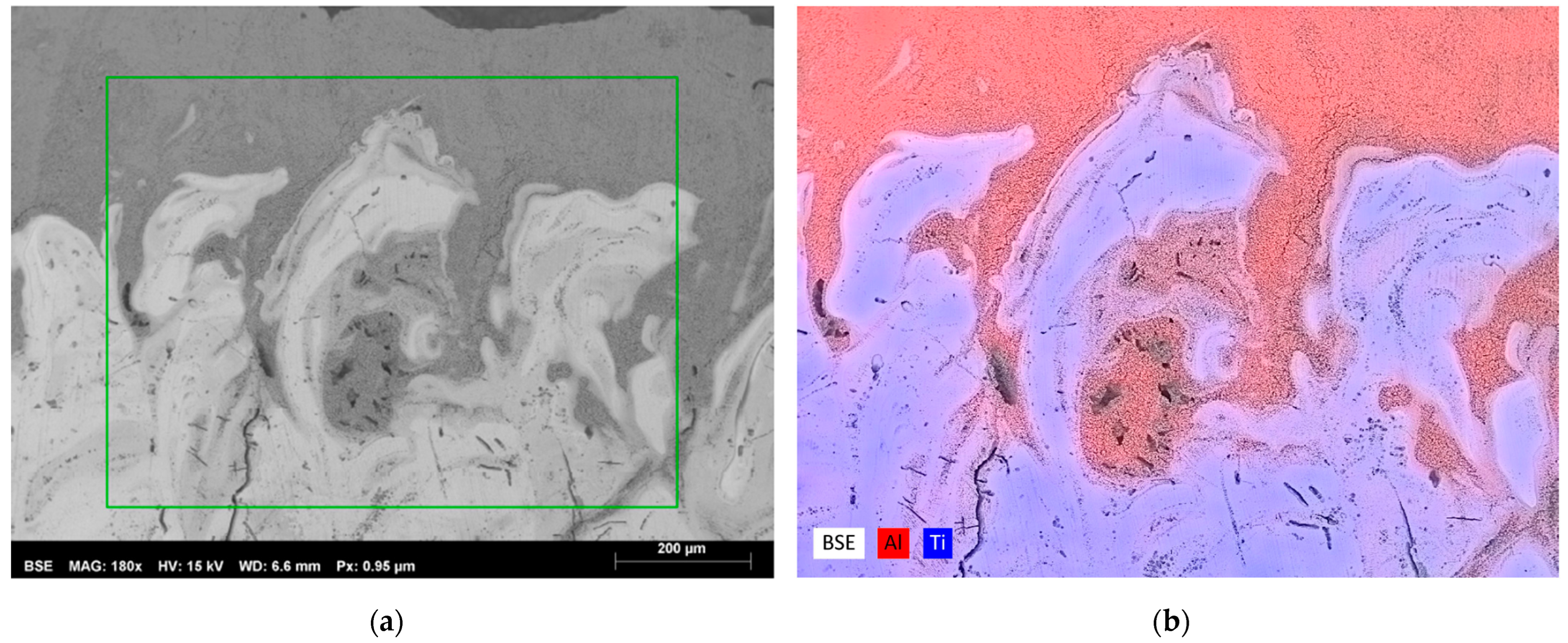
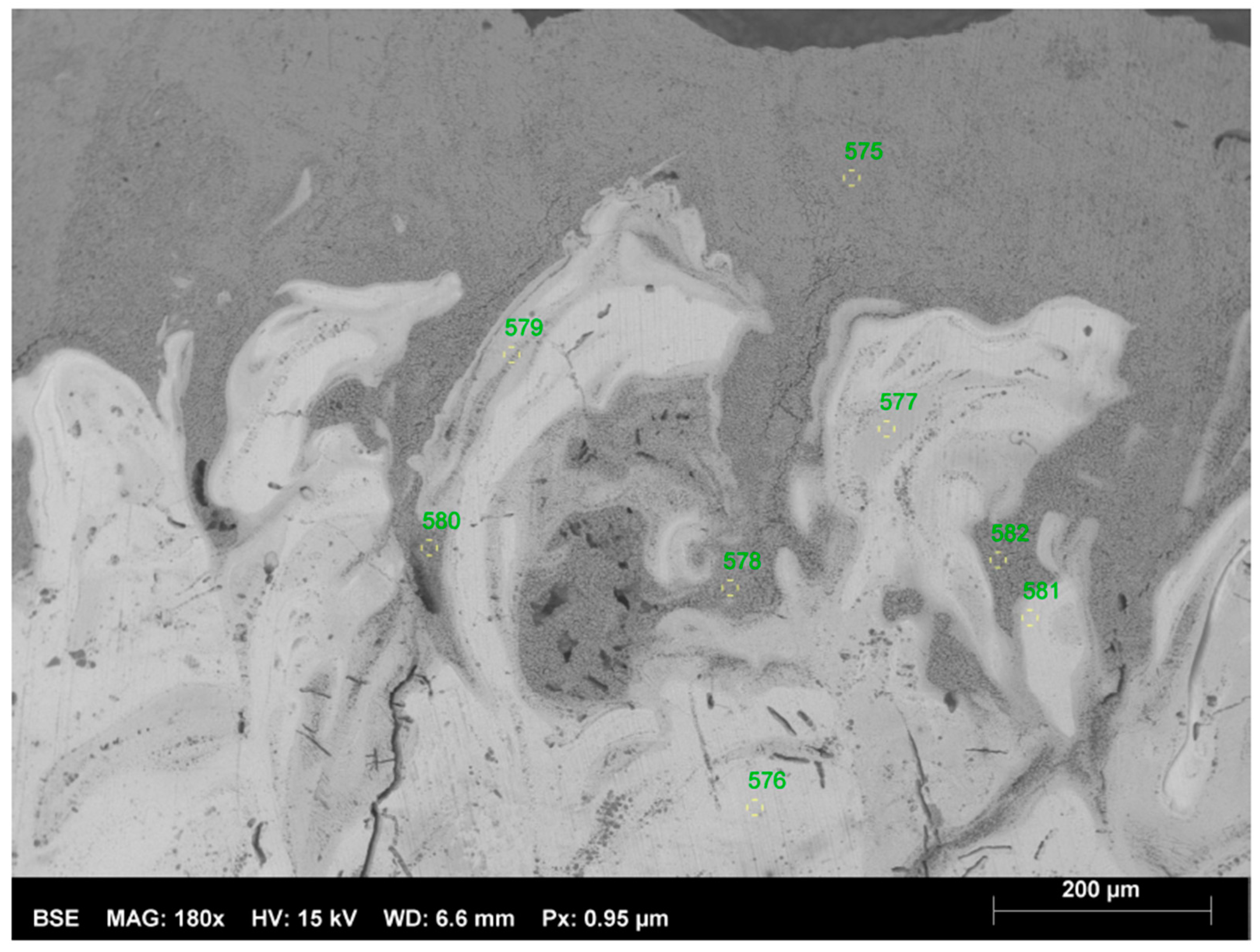
Figure 7 presents a micrograph where a crack grew towards one of the control points (point 580). Additionally, this point is contained in a region identified in the literature as a “peninsula”, a macrosegregation issue typical in dissimilar welding [
37]. This is confirmed in
Table 8, considering the approximate 60% aluminum concentration in this region next to the crack in the titanium.
The produced samples would eventually present higher strengths if fewer microporosities and, in particular, the cracking of the titanium were wholly avoided. Although the porosities were very low (but present in significant numbers) and the cracks were scarce, these affected the joint quality and strength. More in-depth research is needed to identify the reasons for cracking in titanium and, in particular, to balance the thermal cycle with the welding process, as well as optimize the shielding gas flow.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}