
Effect of Varying Hot Extrusion Temperatures on the Properties of a Sinterless Turning Induced Deformation Processed Eco-Friendly Mg-Zn-Ca Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Processing
2.2. Characterization
3. Results and Discussion
3.1. Density and Porosity
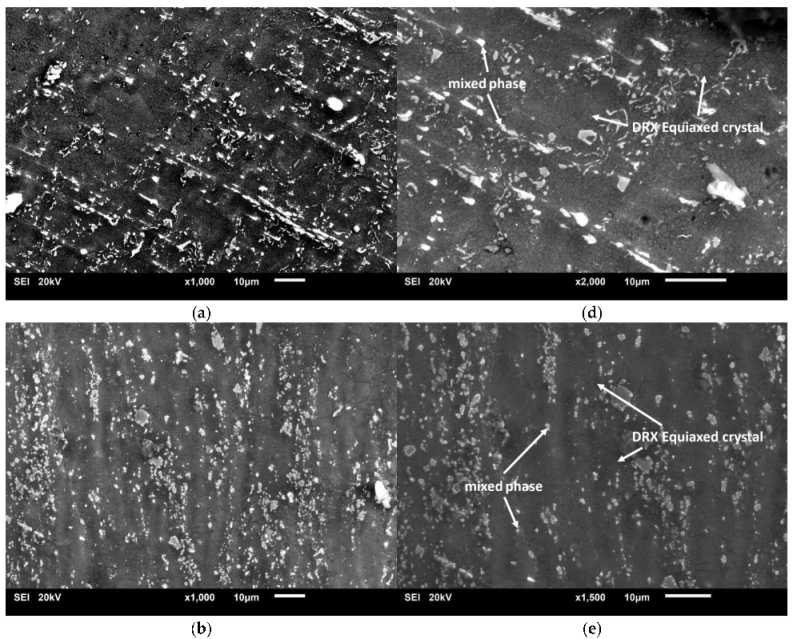
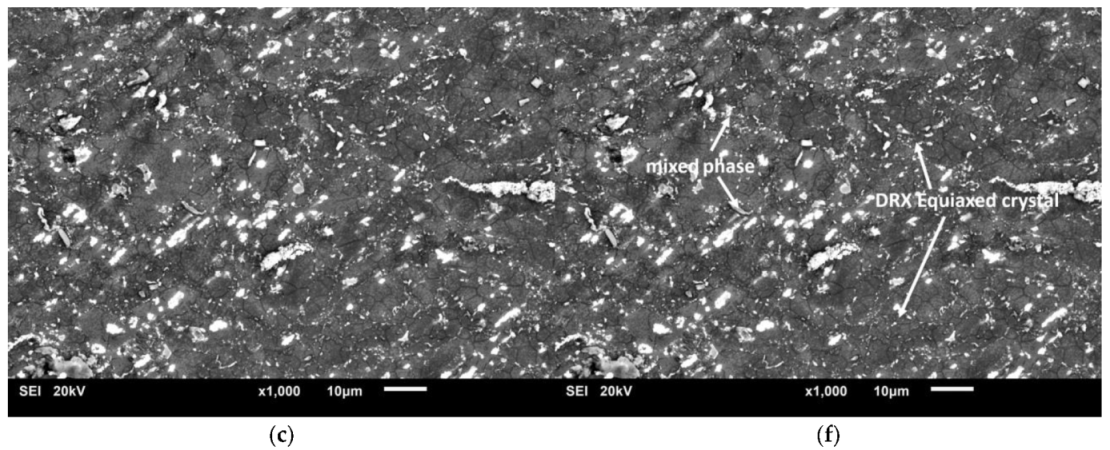
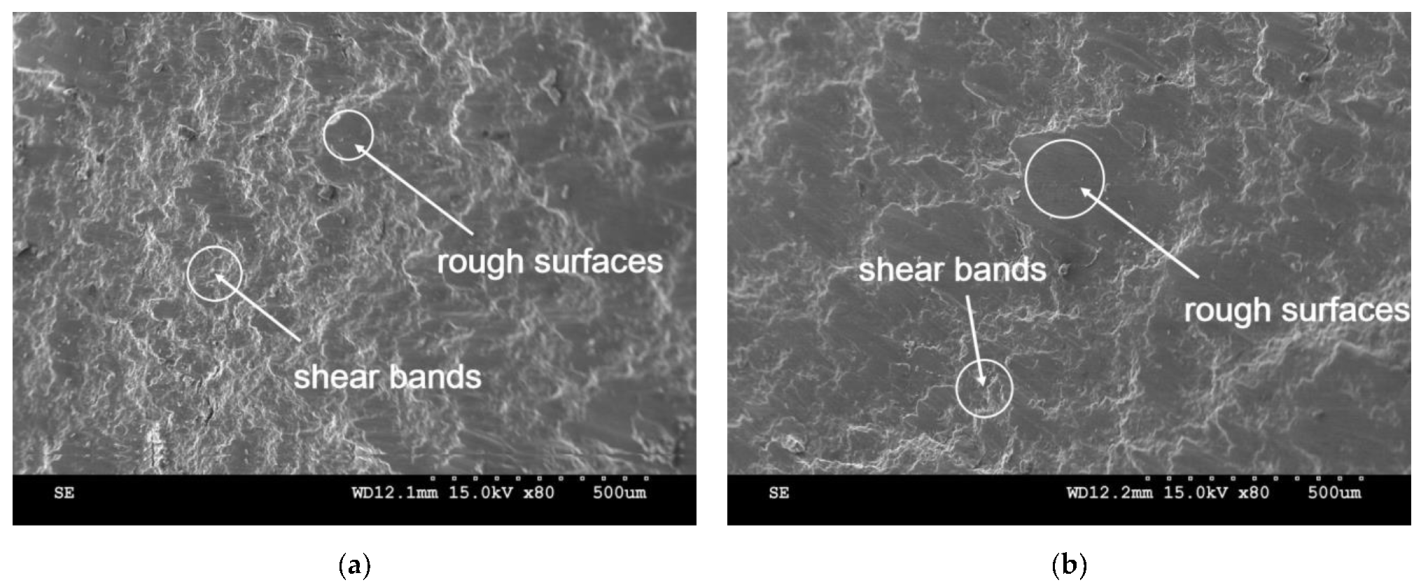
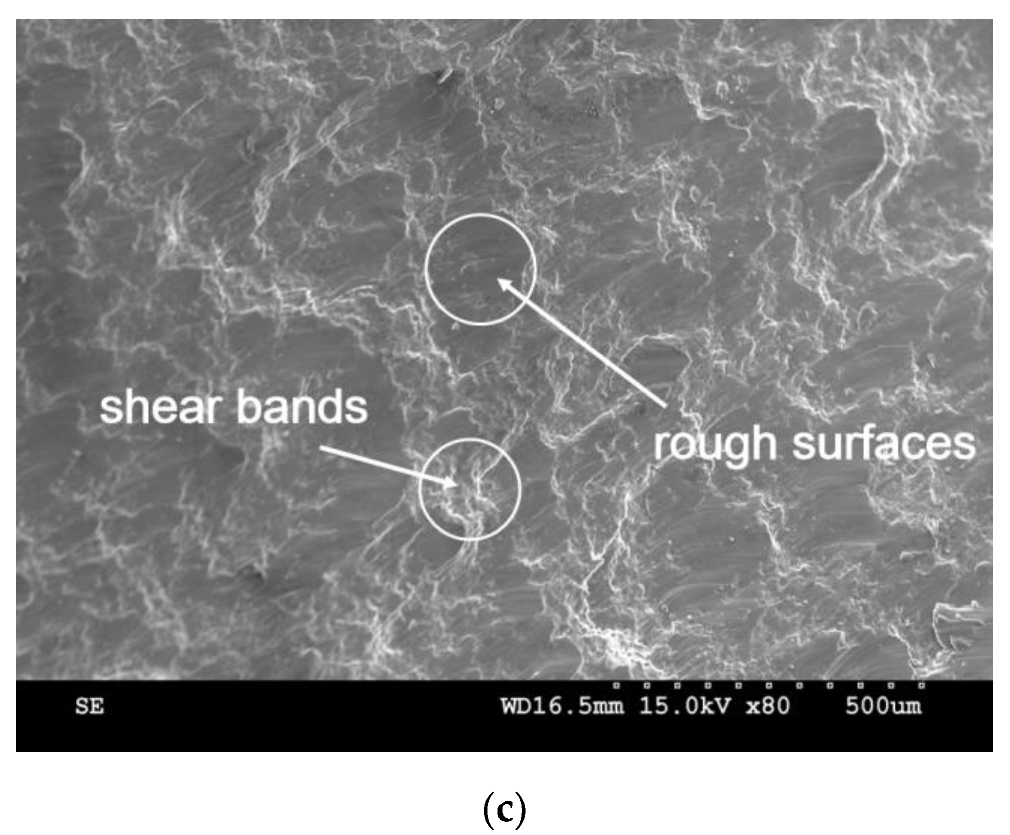
3.2. Microstructure
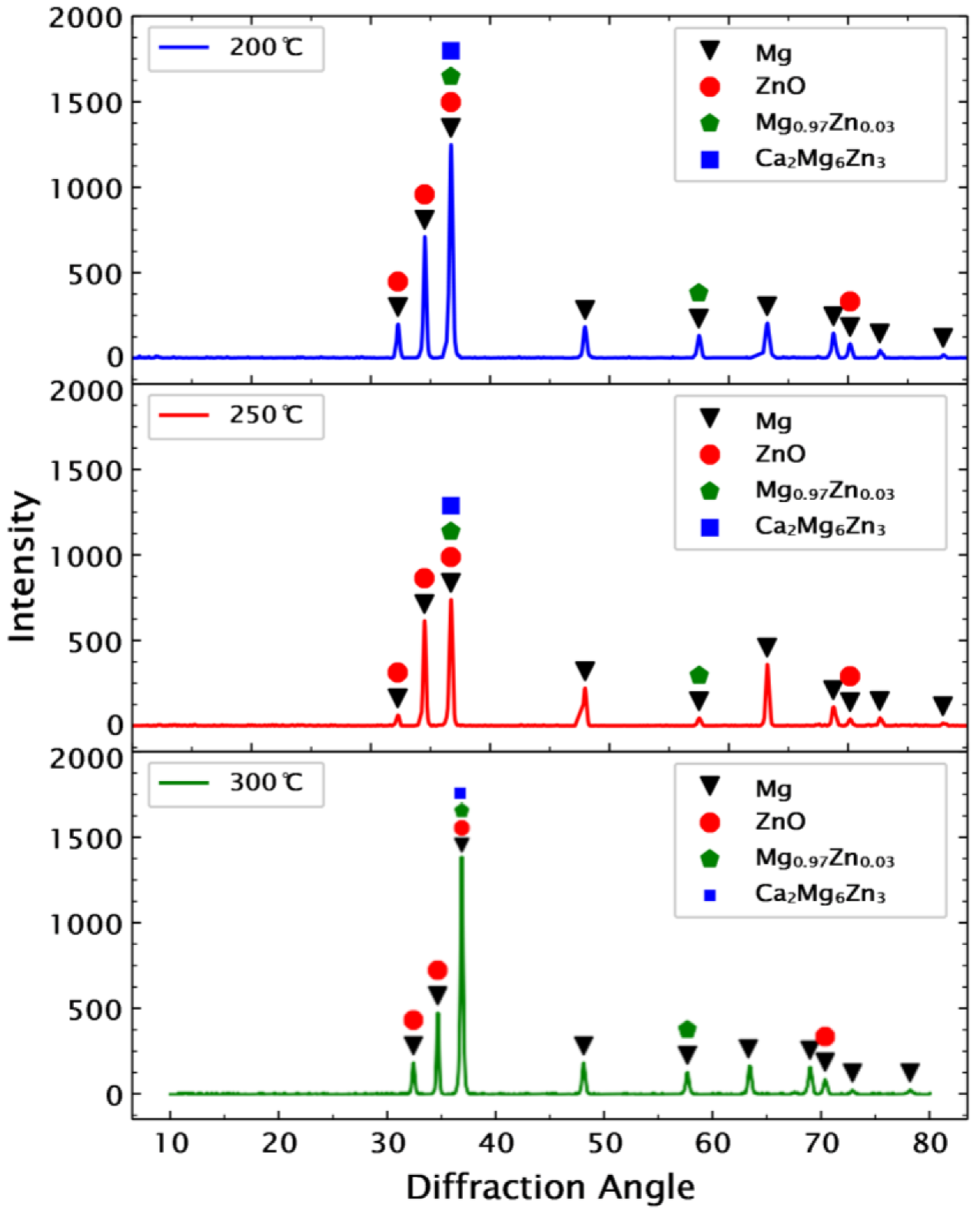
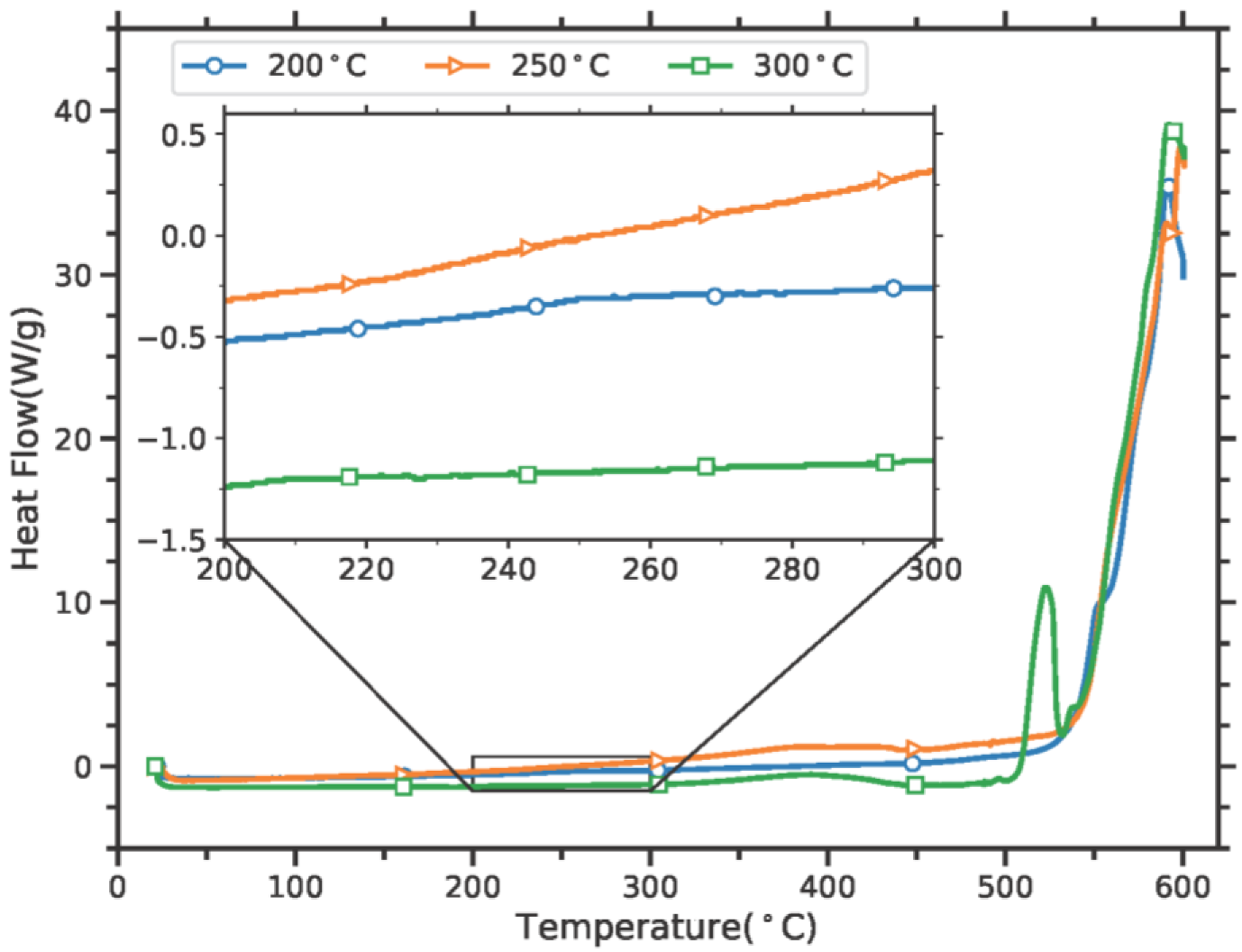
3.3. Thermal Properties
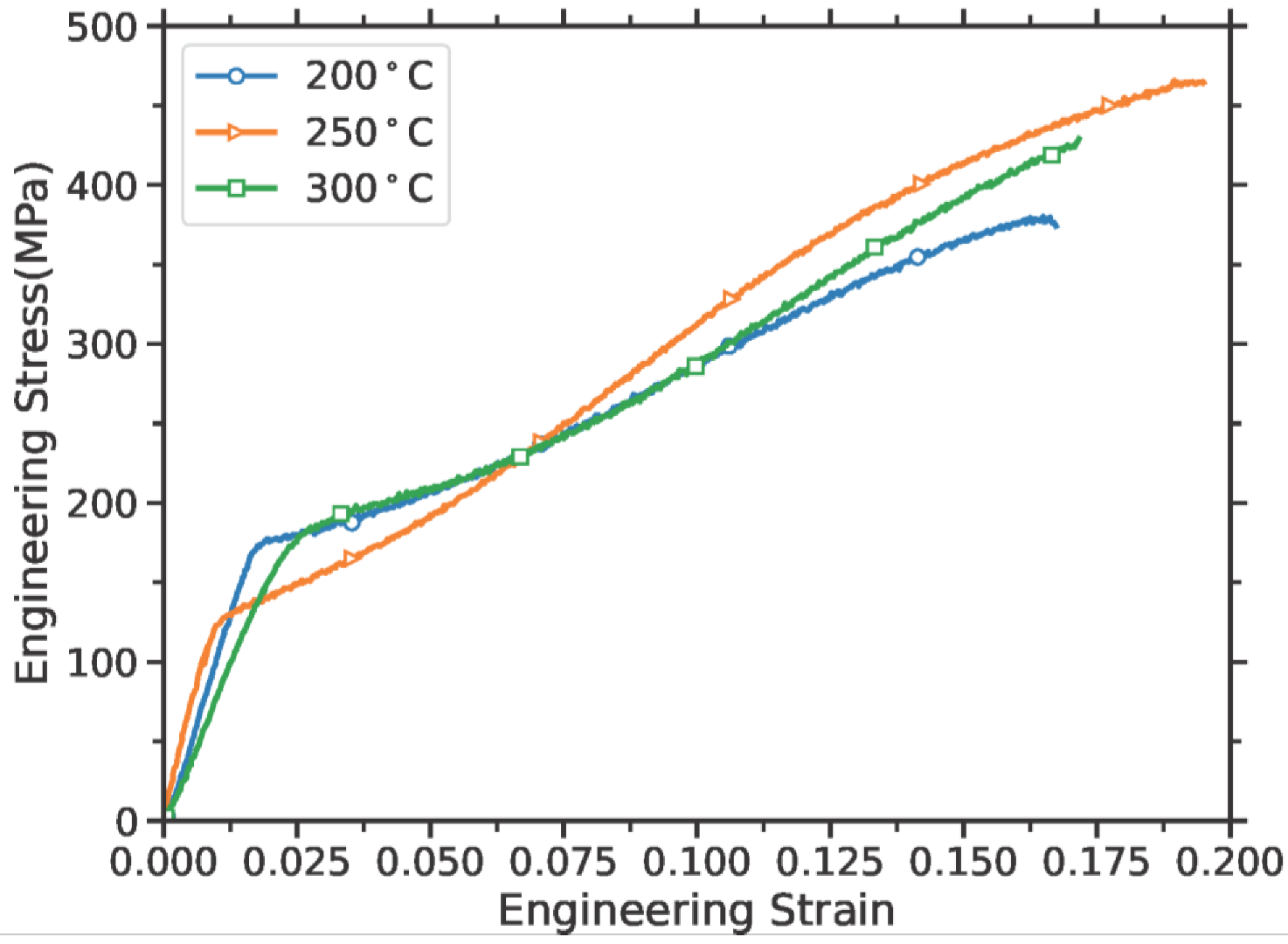
3.4. Mechanical Properties
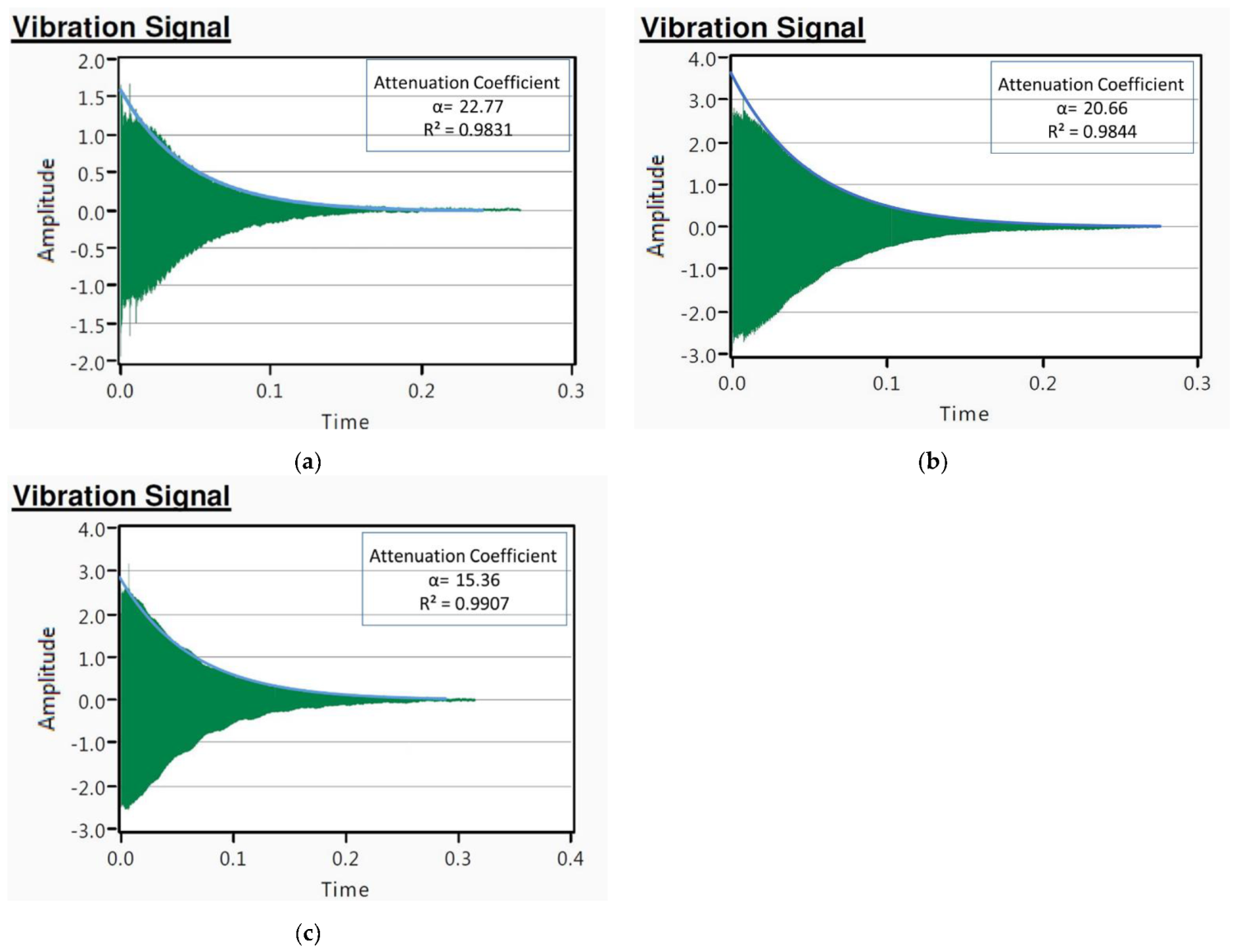
3.5. Damping Characteristics
3.6. Biocorrosion
4. Conclusions
- In this study, near-dense Mg-4Zn-1Ca alloys were successfully synthesized using the sinterless turning-induced deformation method. The elimination of the sintering step can have far-reaching implications for reducing the cost of the end product.
- In general, TID displayed the ability to refine the microstructure of the Mg-4Zn-1Ca alloy. At a lower extrusion temperature of 200 °C, the grain refinement was observed to be significant in comparison to that at 250 °C and 300 °C.
- There is a clear trend observed in the thermal stability of the materials, wherein the resistance to auto-ignition increased linearly with increasing extrusion temperatures. The lowest coefficient of thermal expansion was exhibited by the 300 °C extruded samples.
- The 300 °C extruded samples displayed the highest yield strength properties, while the 250 °C extruded samples showed the highest ultimate strength and fracture strain values.
- Damping characteristics were observed to be the best at 200 °C extruded samples and a decrease with respect to the increased extrusion temperature was observed.
- The corrosion rate of the TID alloys increases with the increase in extrusion temperature with 200 °C extruded samples displaying the maximum corrosion resistance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dziubińska, A.; Gontarz, A.; Dziubiński, M.; Barszcz, M. The forming of magnesium alloy forgings for aircraft and automotive applications. Adv. Sci. Technol. Res. J. 2016, 10, 158–168. [Google Scholar] [CrossRef]
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Maier, P.; Hort, N. Magnesium Alloys for biomedical applications. Metals 2020, 10, 1328. [Google Scholar] [CrossRef]
- Teo, Z.M.B.; Parande, G.; Manakari, V.; Gupta, M. Using low-temperature sinterless powder method to develop exceptionally high amount of zinc containing Mg–Zn–Ca alloy and Mg–Zn–Ca/SiO2 nanocomposite. J. Alloys Compd. 2021, 853, 156957. [Google Scholar] [CrossRef]
- Prasadh, S.; Ratheesh, V.; Manakari, V.; Parande, G.; Gupta, M.; Wong, R. The Potential of Magnesium Based Materials in Mandibular Reconstruction. Metals 2019, 9, 302. [Google Scholar] [CrossRef] [Green Version]
- Prasad, S.V.S.; Prasad, S.B.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The role and significance of Magnesium in modern day research-A review. J. Magnes. Alloy. 2022, 10, 1–61. [Google Scholar] [CrossRef]
- Parande, G.; Manakari, V.; Prasadh, S.; Chauhan, D.; Rahate, S.; Wong, R.; Gupta, M. Strength retention, corrosion control and biocompatibility of Mg–Zn–Si/HA nanocomposites. J. Mech. Behav. Biomed. Mater. 2020, 103, 103584. [Google Scholar] [CrossRef]
- Nakamura, Y.; Tsumura, Y.; Tonogai, Y.; Shibata, T.; Ito, Y. Differences in behavior among the chlorides of seven rare earth elements administered intravenously to rats. Toxicol. Sci. 1997, 37, 106–116. [Google Scholar] [CrossRef]
- Yang, L.; Zhang, E. Biocorrosion behavior of magnesium alloy in different simulated fluids for biomedical application. Mater. Sci. Eng. C 2009, 29, 1691–1696. [Google Scholar] [CrossRef]
- Zhao, L.-Q.; Wang, C.; Chen, J.-C.; Ning, H.; Yang, Z.-Z.; Xu, J.; Wang, H.-Y. Development of weak-textured and high-performance Mg–Zn–Ca alloy sheets based on Zn content optimization. J. Alloys Compd. 2020, 849, 156640. [Google Scholar] [CrossRef]
- Zhou, M.; Huang, X.; Morisada, Y.; Fujii, H.; Chino, Y. Effects of Ca and Sr additions on microstructure, mechanical properties, and ignition temperature of hot-rolled Mg–Zn alloy. Mater. Sci. Eng. A 2020, 769, 138474. [Google Scholar] [CrossRef]
- Duley, P.; Bairagi, D.; Bairi, L.R.; Bandyopadhyay, T.K.; Mandal, S. Effect of microstructural evolution and texture change on the in-vitro bio-corrosion behaviour of hard-plate hot forged Mg-4Zn-0.5Ca-0.16Mn (wt%) alloy. Corros. Sci. 2021, 192, 109860. [Google Scholar] [CrossRef]
- Jin, Y.; Blawert, C.; Yang, H.; Wiese, B.; Feyerabend, F.; Bohlen, J.; Mei, D.; Deng, M.; Campos, M.S.; Scharnagl, N.; et al. Microstructure-corrosion behaviour relationship of micro-alloyed Mg-0.5Zn alloy with the addition of Ca, Sr, Ag, In and Cu. Mater. Des. 2020, 195, 108980. [Google Scholar] [CrossRef]
- Wang, J.; Ma, Y.; Guo, S.; Jiang, W.; Liu, Q. Effect of Sr on the microstructure and biodegradable behavior of Mg–Zn–Ca-Mn alloys for implant application. Mater. Des. 2018, 153, 308–316. [Google Scholar] [CrossRef]
- Danish, M.; Yasir, M.; Mia, M.; Nazir, K.; Ahmed, T.; Rani, A.M.A. High speed machining of magnesium and its alloys. In High Speed Machining; Gupta, K., Paulo Davim, J., Eds.; Academic Press: Cambridge, MA, USA, 2020; pp. 263–282. [Google Scholar] [CrossRef]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Huang, X. Effect of cutting parameters on machinability characteristics in milling of magnesium alloy with carbide tool. Adv. Mech. Eng. 2016, 8, 1687814016628392. [Google Scholar] [CrossRef] [Green Version]
- Akyuz, B. Machinability of magnesium and its alloys. TOJSAT 2011, 1, 31–38. [Google Scholar]
- Johanes, M.; Gupta, M. The Promise of Turning Induced Deformation Process for Synthesizing Magnesium Based Materials with Superior Mechanical Response. Technologies 2021, 9, 69. [Google Scholar] [CrossRef]
- Tekumalla, S.; Gupta, N.; Gupta, M. Influence of turning speed on the microstructure and properties of magnesium ZK60 alloy pre-processed via turning-induced-deformation. J. Alloys Compd. 2020, 831, 154840. [Google Scholar] [CrossRef]
- Tekumalla, S.; Ajjarapu, M.; Gupta, M. A Novel Turning-Induced-Deformation Based Technique to Process Magnesium Alloys. Metals 2019, 9, 841. [Google Scholar] [CrossRef] [Green Version]
- Wan, B.; Chen, W.; Lu, T.; Liu, F.; Jiang, Z.; Mao, M. Review of solid state recycling of aluminum chips. Resour. Conserv. Recycl. 2017, 125, 37–47. [Google Scholar] [CrossRef]
- Kujur, M.S.; Manakari, V.; Parande, G.; Prasadh, S.; Wong, R.; Mallick, A.; Gupta, M. Development of rare-earth oxide reinforced magnesium nanocomposites for orthopaedic applications: A mechanical/immersion/biocompatibility perspective. J. Mech. Behav. Biomed. Mater. 2021, 114, 104162. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.; Chen, J.; Yan, H.; Xia, W.; Su, B.; Gong, X.; Guo, H. Degradation, stress corrosion cracking behavior and cytocompatibility of high strain rate rolled Mg-Zn-Sr alloys. Mater. Lett. 2020, 260, 126920. [Google Scholar] [CrossRef]
- Matsubara, K.; Miyahara, Y.; Horita, Z.; Langdon, T. Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP. Acta Mater. 2003, 51, 3073–3084. [Google Scholar] [CrossRef]
- Sellars, C. Recrystallization of metals during hot deformation. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1978, 288, 147–158. [Google Scholar]
- Roostaei, M.; Shirdel, M.; Parsa, M.; Mahmudi, R.; Mirzadeh, H. Microstructural evolution and grain growth kinetics of GZ31 magnesium alloy. Mater. Charact. 2016, 118, 584–592. [Google Scholar] [CrossRef]
- Mezbahul-Islam, M.; Mostafa, A.; Medraj, M. Essential magnesium alloys binary phase diagrams and their thermochemical data. J. Mater. 2014, 2014, 704283. [Google Scholar] [CrossRef] [Green Version]
- Tekumalla, S.; Si Chun, L.; Gupta, M. Preprocessing of powder to enhance mechanical and thermal response of bulk magnesium. Met. Powder Rep. 2019, 74, 137–140. [Google Scholar] [CrossRef]
- Tekumalla, S.; Gupta, M. An insight into ignition factors and mechanisms of magnesium based materials: A review. Mater. Des. 2017, 113, 84–98. [Google Scholar] [CrossRef]
- Anilchandra, A.; Surappa, M. Microstructure and damping behaviour of consolidated magnesium chips. Mater. Sci. Eng. A 2012, 542, 94–103. [Google Scholar] [CrossRef]
- Krystýnová, M.; Doležal, P.; Fintová, S.; Březina, M.; Zapletal, J.; Wasserbauer, J. Preparation and characterization of zinc materials prepared by powder metallurgy. Metals 2017, 7, 396. [Google Scholar] [CrossRef]
- Yang, W.; Tekumalla, S.; Gupta, M. Cumulative effect of strength enhancer—Lanthanum and ductility enhancer—Cerium on mechanical response of magnesium. Metals 2017, 7, 241. [Google Scholar] [CrossRef]
- Mishra, S.K.; Manakari, V.; Parande, G.; Matli, P.R.; Gupta, M. Development of Ultralight Binary Mg-Li Alloys: Enhancing Damping, Ductility, and Ultimate Compressive Strength beyond 2000 MPa. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Tun, K.S.; Wong, W.L.E.; Nguyen, Q.B.; Gupta, M. Tensile and compressive responses of ceramic and metallic nanoparticle reinforced Mg composites. Materials 2013, 6, 1826–1839. [Google Scholar] [CrossRef] [Green Version]
- Medina, J.; Garces, G.; Pérez, P.; Stark, A.; Schell, N.; Adeva, P. High temperature mechanical behaviour of Mg–6Zn–1Y alloy with 1 wt.% calcium addition: Reinforcing effect due to I-(Mg3Zn6Y1) and Mg6Zn3Ca2 phases. J. Magnes. Alloy. 2020, 8, 1047–1060. [Google Scholar] [CrossRef]
- Parande, G.; Manakari, V.; Sharma Kopparthy, S.D.; Gupta, M. A study on the effect of low-cost eggshell reinforcement on the immersion, damping and mechanical properties of magnesium–zinc alloy. Compos. Part B Eng. 2020, 182, 107650. [Google Scholar] [CrossRef]
- Zhang, J.; Perez, R.; Lavernia, E. Dislocation-induced damping in metal matrix composites. J. Mater. Sci. 1993, 28, 835–846. [Google Scholar] [CrossRef]
- Kumar, A.; Meenashisundaram, G.K.; Manakari, V.; Parande, G.; Gupta, M. Lanthanum effect on improving CTE, damping, hardness and tensile response of Mg-3Al alloy. J. Alloys Compd. 2017, 695, 3612–3620. [Google Scholar] [CrossRef]
- Zhang, B.; Hou, Y.; Wang, X.; Wang, Y.; Geng, L. Mechanical properties, degradation performance and cytotoxicity of Mg–Zn–Ca biomedical alloys with different compositions. Mater. Sci. Eng. C 2011, 31, 1667–1673. [Google Scholar] [CrossRef]
- Prasadh, S.; Parande, G.; Gupta, M.; Wong, R. Compositional Tailoring of Mg–2Zn–1Ca Alloy Using Manganese to Enhance Compression Response and In-Vitro Degradation. Materials 2022, 15, 810. [Google Scholar] [CrossRef]
- Xin, Y.; Hu, T.; Chu, P.K. Influence of test solutions on in vitro studies of biomedical magnesium alloys. J. Electrochem. Soc. 2010, 157, C238. [Google Scholar] [CrossRef]
- Xin, Y.; Huo, K.; Hu, T.; Tang, G.; Chu, P.K. Corrosion products on biomedical magnesium alloy soaked in simulated body fluids. J. Mater. Res. 2009, 24, 2711–2719. [Google Scholar] [CrossRef]
- Li, H.; Liu, D.; Zhao, Y.; Jin, F.; Chen, M. The influence of Zn content on the corrosion and wear performance of Mg-Zn-Ca alloy in simulated body fluid. J. Mater. Eng. Perform. 2016, 25, 3890–3895. [Google Scholar] [CrossRef]
- Chen, H.; Lu, L. Effect of residual stress on localized corrosion behavior of metallic materials. Chin. J. Eng. 2019, 41, 929. [Google Scholar] [CrossRef]
- Parande, G.; Manakari, V.; Gupta, H.; Gupta, M. Magnesium-β-Tricalcium Phosphate Composites as a Potential Orthopedic Implant: A Mechanical/Damping/Immersion Perspective. Metals 2018, 8, 343. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Conditions | Experimental Density (g/cm3) | Porosity (%) |
|---|---|---|
| No TID (250 °C) | 1.763 ± 0.002 | 1.22 |
| 200 °C | 1.7726 ± 0.005 | 0.68 |
| 250 °C | 1.7667 ± 0.007 | 1.01 |
| 300 °C | 1.7666 ± 0.002 | 1.02 |
| Processing Conditions | Grain Size (µm) |
|---|---|
| No TID (250 °C) | 4.9 ± 1.3 |
| 200 °C | 1.1 ± 0.4 |
| 250 °C | 3.8 ± 1.1 |
| 300 °C | 4.5 ± 1.4 |
| Material | Plane | I/Imax |
|---|---|---|
| 10–10 prism | 0.16 | |
| 200 °C | 0002 basal | 0.57 |
| 10–11 pyramidal | 1 | |
| 10–10 prism | 0.10 | |
| 250 °C | 0002 basal | 0.83 |
| 10–11 pyramidal | 1 | |
| 10–10 prism | 0.14 | |
| 300 °C | 0002 basal | 0.35 |
| 10–11 pyramidal | 1 |
| Material | Ignition Temperature (°C) | CTE (×10−6/K) |
|---|---|---|
| Pure Mg | 581 | 27.1 |
| 200 °C | 601 | 24.16 |
| 250 °C | 605 | 24.39 |
| 300 °C | 610 | 23.09 |
| Processing Conditions | Hardness (HV) |
|---|---|
| No TID (250 °C) | 91 ± 4 |
| 200 °C | 89 ± 4 |
| 250 °C | 89 ± 4 |
| 300 °C | 93 ± 8 |
| Material | 0.2% CYS (MPa) | UCS (MPa) | Fracture Strain (%) |
|---|---|---|---|
| No TID (250 °C) | 187 ± 5 | 420 ± 10 | 25 ± 2 |
| 200 °C | 171 ± 6 | 360 ± 15 | 18 ± 1 |
| 250 °C | 123 ± 5 | 463 ± 19 | 23 ± 1 |
| 300 °C | 191 ± 5 | 426 ± 11 | 19 ± 1 |
| ME21 (Extruded) a | 87 | 260 | 25 |
| ZK60 (Extruded) a | 159 | 472 | 12.4 |
| WE43 (Extruded) a | 183 | 305 | 11.3 |
| WE54 (Extruded) a | 210 | 325 | 27 |
| AZ31 a | - | 250 | 28 |
| AZ91D a | 130 | 300 | 12.4 |
| Material | Damping Capacity (Ns/mm) | Loss Rate | Attenuation Coefficient (α) | Elastic Modulus (GPa) |
|---|---|---|---|---|
| No TID (250 °C) | 0.471 ± 0.093 | 17.5 ± 2.61 | 19.38 | 45.30 ± 0.72 |
| 200 °C | 0.590 ± 0.062 | 23.24 ± 2.44 | 22.77 | 42.89 ± 0.28 |
| 250 °C | 0.475 ± 0.044 | 18.19 ± 1.69 | 20.66 | 44.18 ± 0.08 |
| 300 °C | 0.433 ± 0.030 | 16.62 ± 1.15 | 15.36 | 43.34 ± 0.02 |
| MA21 b | - | 45 | ||
| MA18 b | 45 | |||
| LA141 b | 43 | |||
| AZ31B b | 46 | |||
| AM60 b | 45 | |||
| Al2024 b | 74 | |||
| Al6061 b | 73 | |||
| T4C titanium alloy b | 110 | |||
| 45 steel b | 200 | |||
| Material | 200 °C | 250 °C | 300 °C |
|---|---|---|---|
| 0 | 0.00 | 0.00 | 0.00 |
| 1 | 0.43 | 1.16 | 0.92 |
| 2 | 0.36 | 1.58 | 0.86 |
| 3 | 0.38 | 2.86 | 0.95 |
| 8 | 1.81 | 4.06 * | 4.12 * |
| Material | Corrosion Rate (mm/y) | Material | Corrosion Rate (mm/y) |
|---|---|---|---|
| Mg-4Zn-1Ca (200 °C) | 0.38 | Mg1Ca3Zn c | 2.92 |
| Mg-4Zn-1Ca (250 °C) | 2.86 | Mg5Zn c | 2.25 |
| Mg-4Zn-1Ca (300 °C) | 0.95 | Mg5Zn0.2Sr c | 1.75 |
| Mg1Ca1Zn c | 2.13 | Mg3Sr c | 0.75 |
| Pure Mg c | 2.08 | ZE41 c | 2.04 |
| Mg1Ca c | 3.16 | AZ91 c | 3.56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Parande, G.; Gupta, M. Effect of Varying Hot Extrusion Temperatures on the Properties of a Sinterless Turning Induced Deformation Processed Eco-Friendly Mg-Zn-Ca Alloy. Crystals 2023, 13, 3. https://doi.org/10.3390/cryst13010003
Wang Z, Parande G, Gupta M. Effect of Varying Hot Extrusion Temperatures on the Properties of a Sinterless Turning Induced Deformation Processed Eco-Friendly Mg-Zn-Ca Alloy. Crystals. 2023; 13(1):3. https://doi.org/10.3390/cryst13010003
Chicago/Turabian StyleWang, Zhipeng, Gururaj Parande, and Manoj Gupta. 2023. "Effect of Varying Hot Extrusion Temperatures on the Properties of a Sinterless Turning Induced Deformation Processed Eco-Friendly Mg-Zn-Ca Alloy" Crystals 13, no. 1: 3. https://doi.org/10.3390/cryst13010003