

Simulation of Microstructure Evolution in Mg Alloys by Phase-Field Methods: A Review
Abstract
:1. Introduction
2. Phase-Field Model Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model/Theory Name | Application Fields | Characteristic |
|---|---|---|
| WBM Phase-field model [23,24,25] | Single-phase monocrystalline solidification | First phase field model for alloy solidification, non-quantitative and limited in computational efficiency and scale. |
| Karma Phase-field model [26,27,28,29] | Single-phase monocrystalline solidification | Quantitative phase field model, but limited to dilute binary solution alloys. |
| KKS Phase-field model [32] | Single-phase monocrystalline solidification | Multi-component quantitative phase field model that can be coupled with thermodynamic databases, but is computationally intensive. |
| Multi-phase-field model [34] | Eutectic and peritectic solidification | Pioneering the idea of multiphase fields, widely used in the multiphase solidification of multi-component alloys. |
| Continuous phase-field theory [45,46,47] | Polycrystalline solidification, grain growth and recrystallization | The phase field parameters are phenomenological and the free energy functional form is complex to construct and currently limited to the field of grain growth. |
| Multi-phase-field theory [42,43,44] | Polycrystalline solidification, grain growth, recrystallization, solid-state phase transformation and grain coarsening | The method is widely applicable and can be coupled with the computational phase diagram CALPHAD, but the mathematical derivation and solution are very tedious and complex, requiring very large computational effort when solving multi-component systems. |
| Orientation field theory [49,50,51] | Polycrystalline solidification | This method is computationally small and efficient, but does not accurately describe the interactions between dendrites in polycrystalline systems. |
| Khachaturyan solid-state phase transitions theory [55] | Solid-state phase transitions | A detailed discussion of solid-state phase change theory, which has contributed significantly to the development of solid-state phase change phase field models. |
| Clayton twin Phase-field model [56] | Deformation twinning | First phase field model for a single twin system. |
3. Progress in the Simulation of Solidification Structure of Mg Alloys
3.1. Simulation of Equiaxed Dendrite Growth
3.2. Simulation of Columnar Dendrite
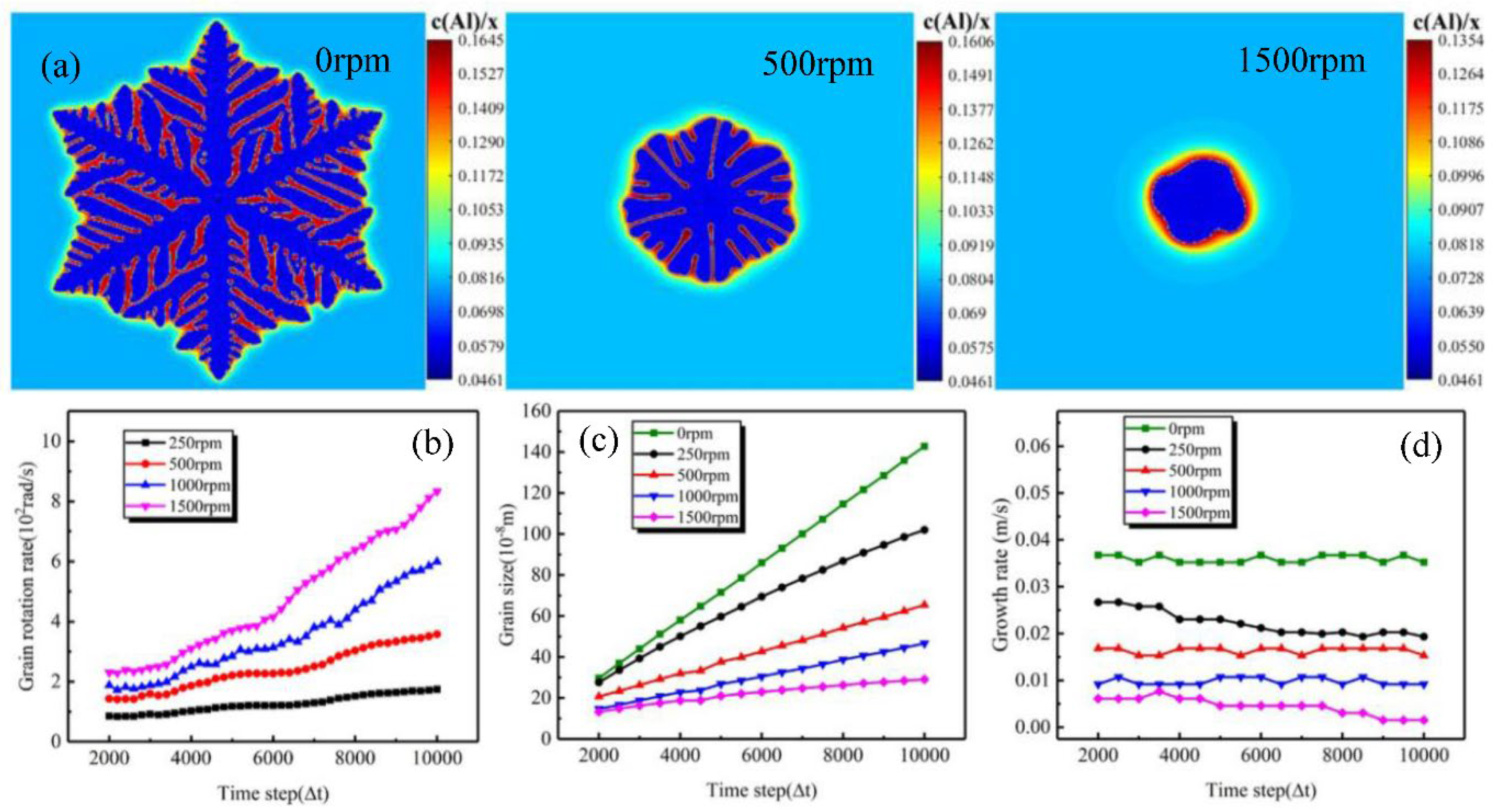
3.3. Simulation of Non-Dendrite Structure
3.4. Simulation of Mutliple Phase Solidification
4. Phase-Field Simulation of Recrystallization and Grain Growth
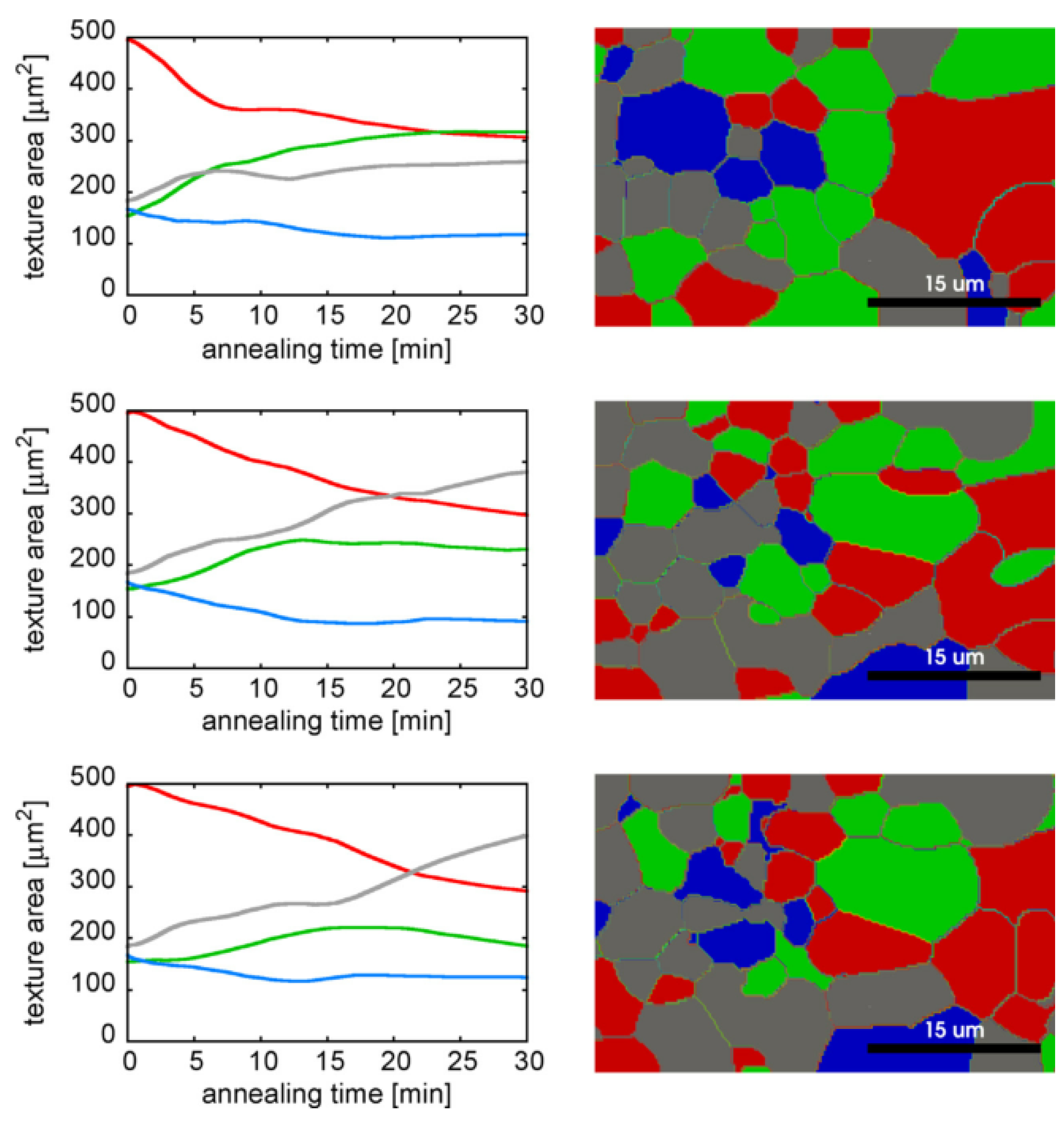
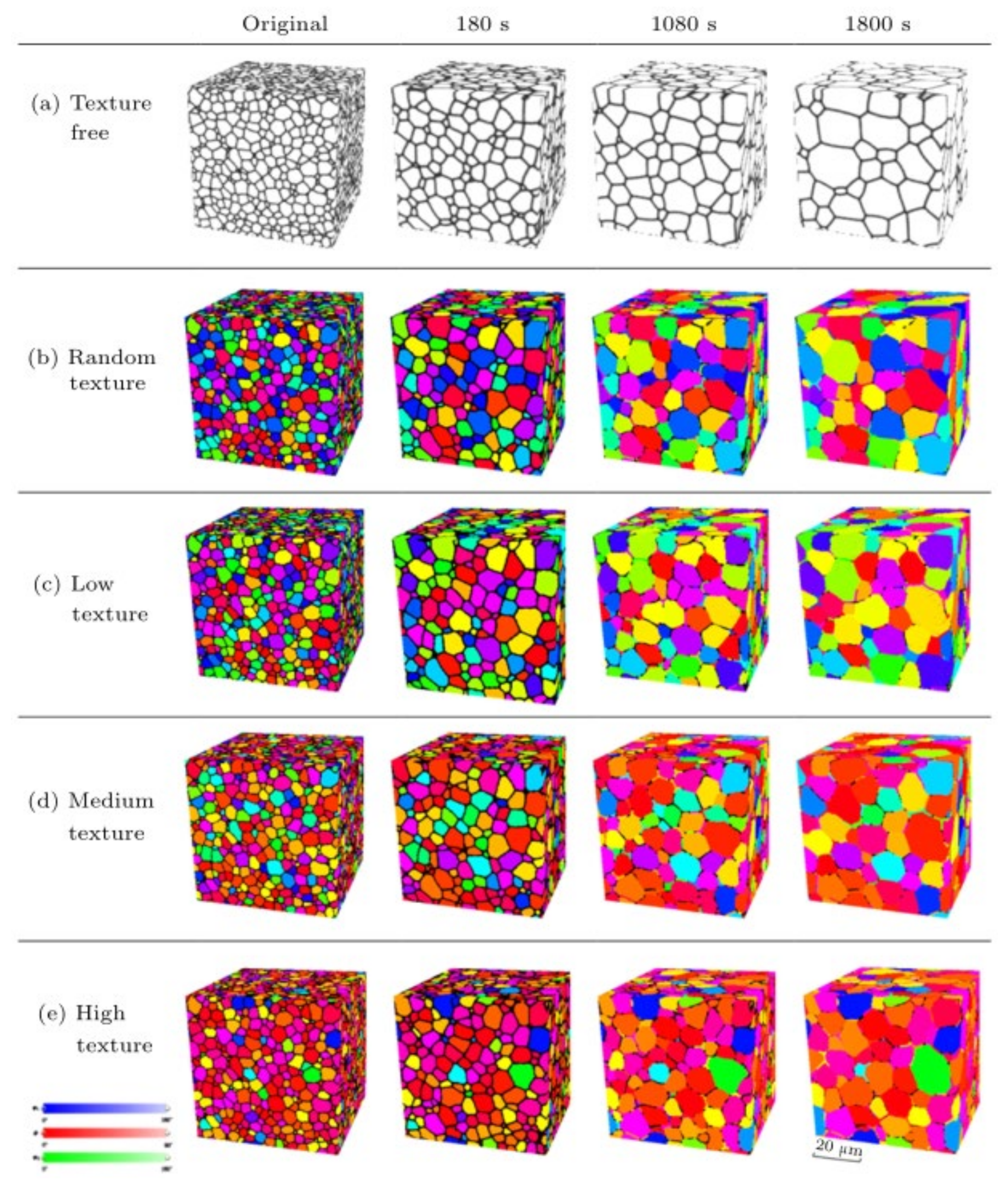
4.1. Simulation of Recrystallization under Aging and Energy Changes
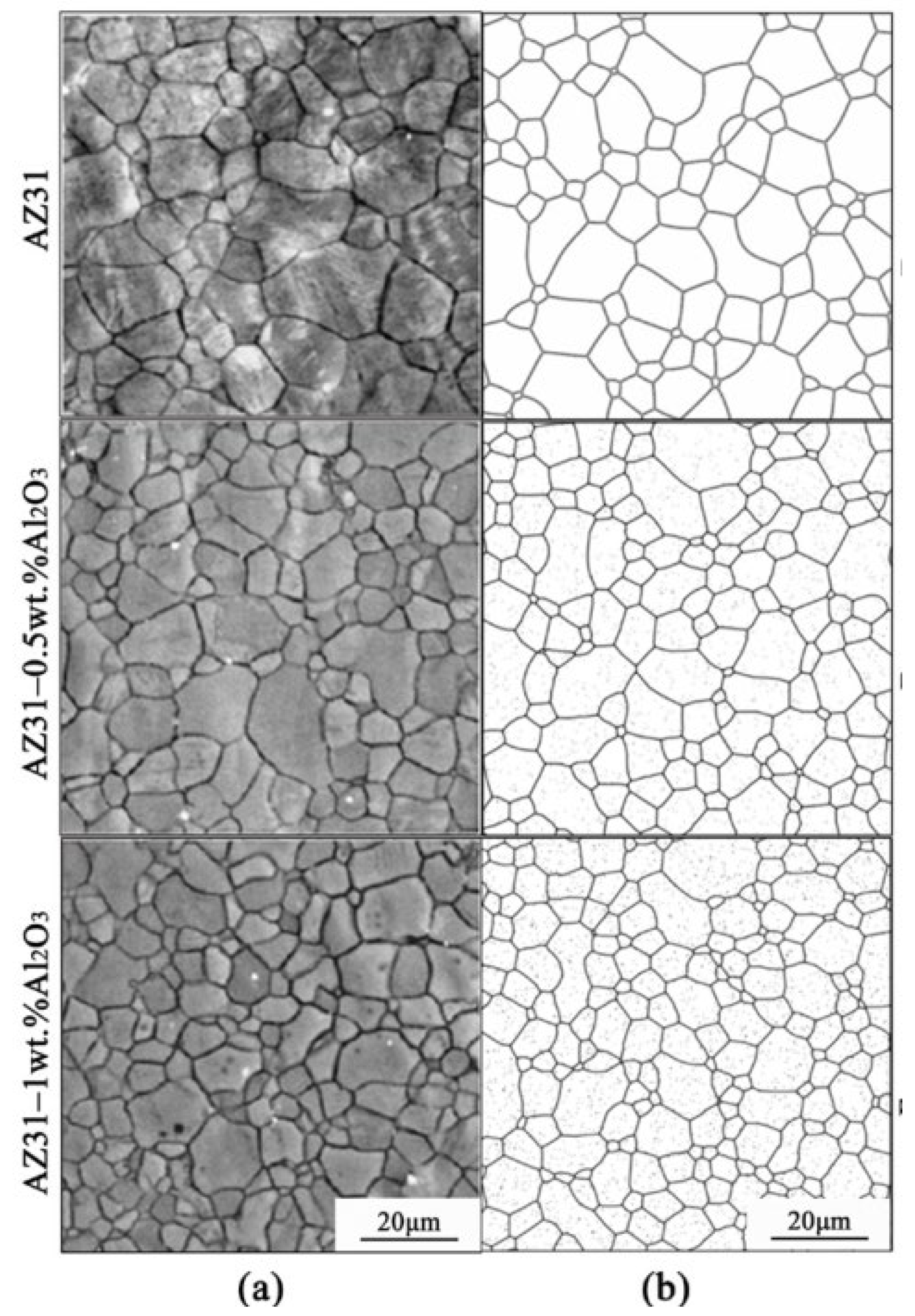
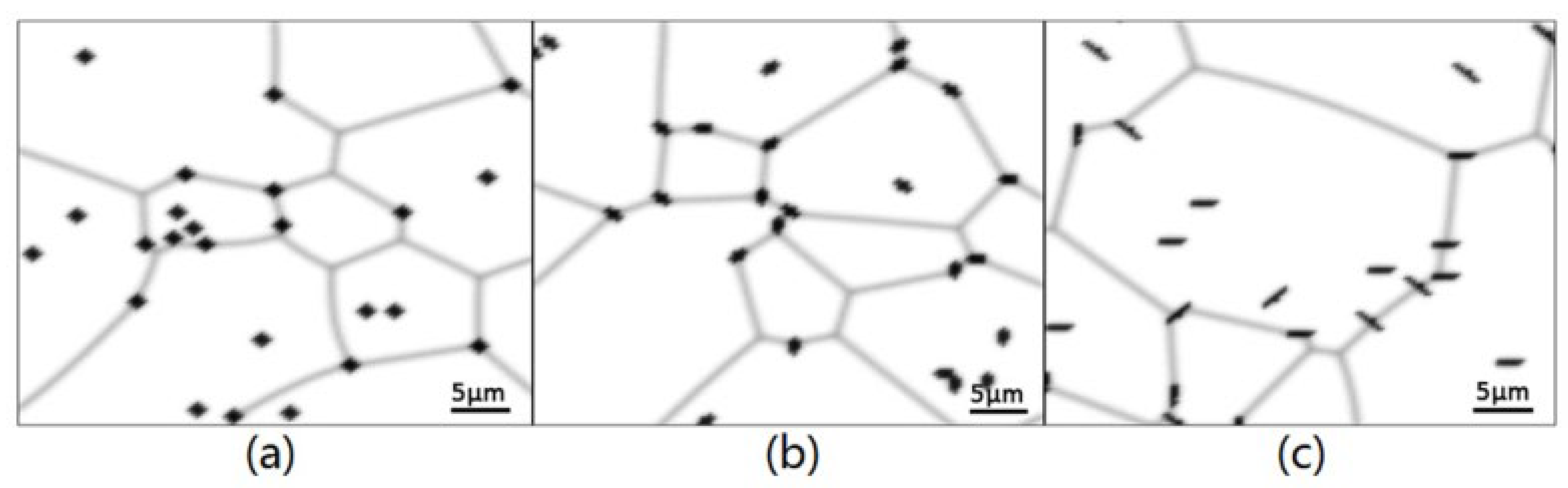
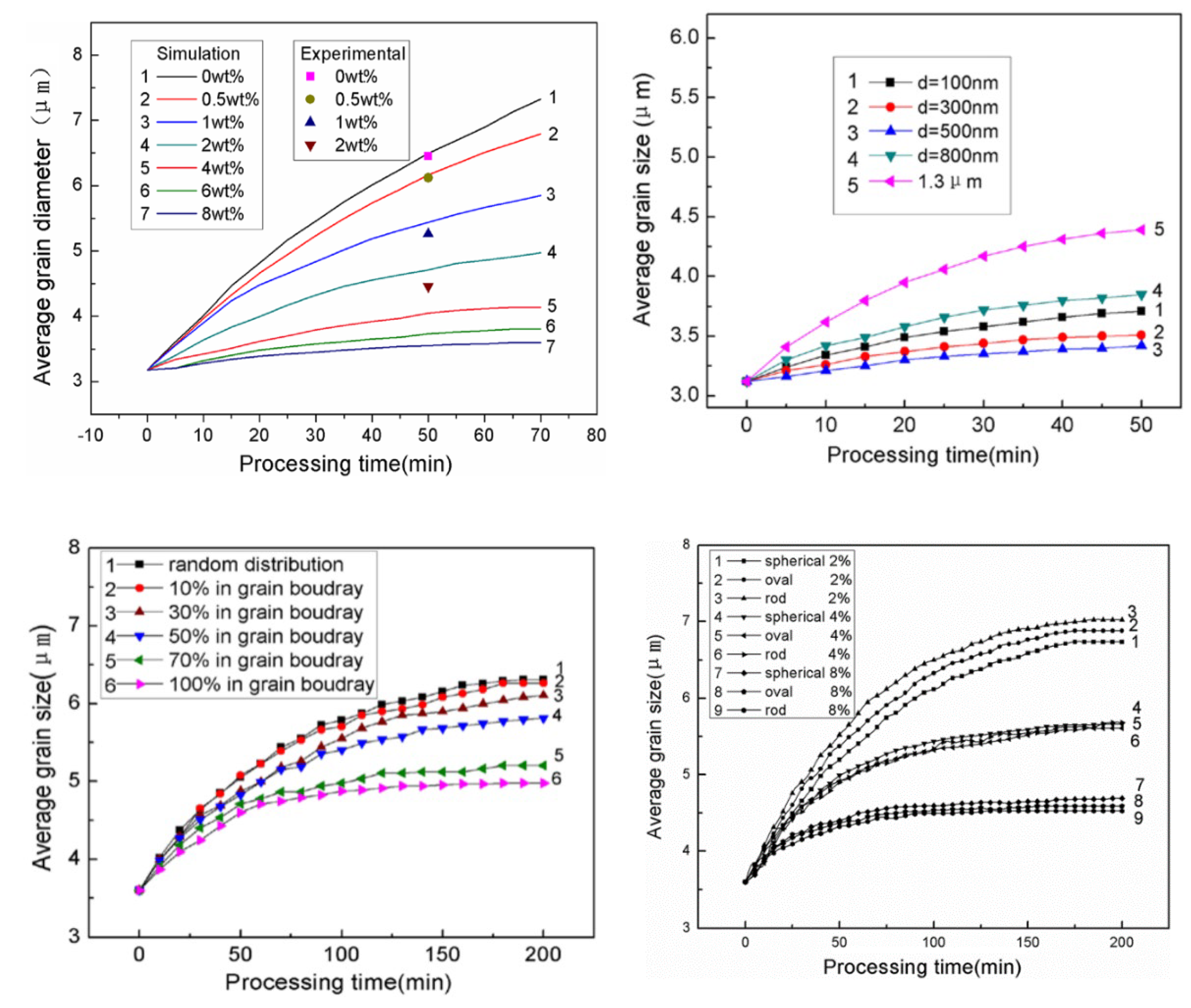
4.2. Effect of Second Phase Particles on Recrystallization
5. Simulation of Solid State Phase Transformations in Mg Alloys
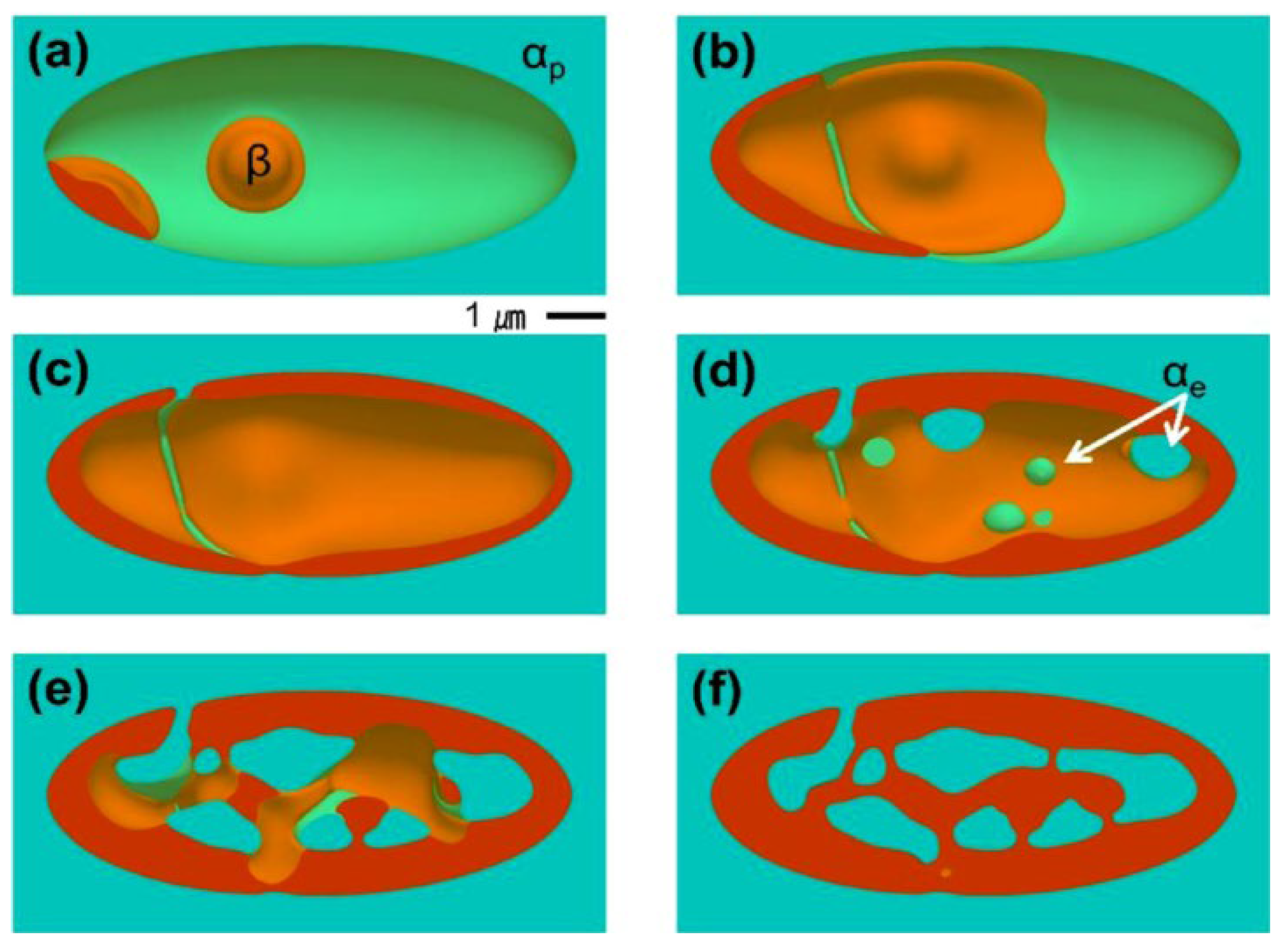
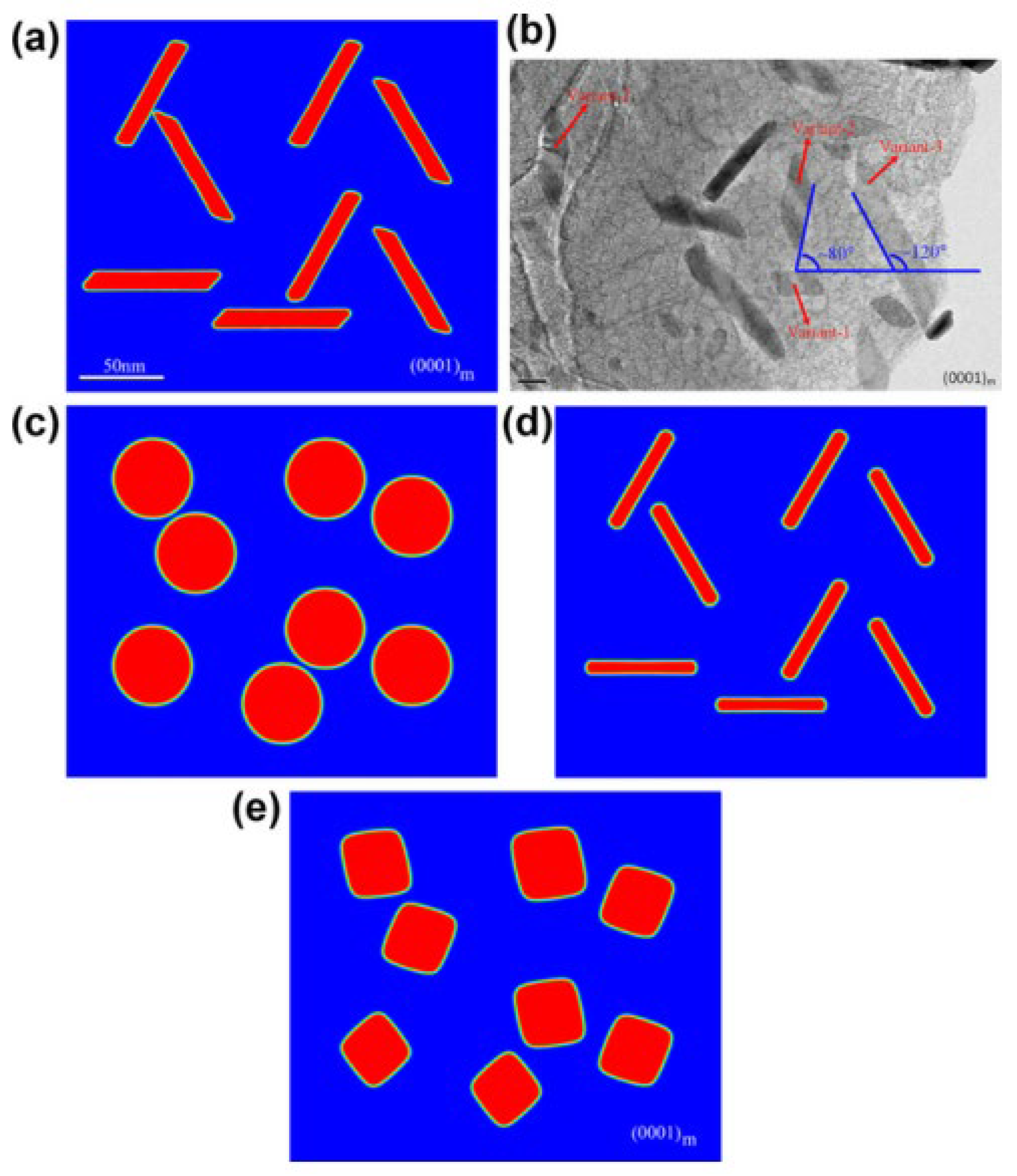
5.1. Simulation of Morphology Evolution of Precipitates
5.2. Simulation of Precipitate Distribution
5.3. Simulation of Twin Formation
6. The Main Problems and Development Trends in This Field
- (1)
- At present, most existing phase-field simulations mainly focuses on the binary Mg alloys, while the simulation of ternary and multicomponent Mg alloys still needs further attention.
- (2)
- The current phase-field method is mainly used for research on the coupling of phase-field, temperature field, and concentration field. However, little work has been done to simulate the microstructures of Mg alloys under other external fields such as electric field, ultrasonic field, and magnetic field.
- (3)
- The combination of phase-field method and synchrotron X-ray tomography technique is mainly used to study the formation of solidified structure, while there are few studies on the solid phase transitions such as precipitation phase, dislocation slip, and twin formation.
- (4)
- Due to the limitation of the computer’s data processing ability, most of the phase-field simulations are only applied for the local microstructure in the 2D plane and the specified microstructure features of interest rather than simulating the microstructure features at different length scales altogether in a unified model.
- (5)
- The simulation results of the phase-field method are in good agreement with the experimental results. However, the actual micro-evolution process is also disturbed by many external conditions, and more factors need to be considered when the simulation results are directly applied to the actual manufacturing, processing, and service, of the Mg alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sezer, N.; Evis, Z.; Kayhan, S.M.; Tahmasebifar, A.; Koç, M. Review of magnesium-based biomaterials and their applications. J. Magnes. Alloys 2018, 6, 23–43. [Google Scholar] [CrossRef]
- Agnew, S.R.; Nie, J.F. Preface to the viewpoint set on: The current state of magnesium alloy science and technology. Scr. Mater. 2010, 63, 671–673. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloys 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Xu, T.; Yang, Y.; Peng, X.; Song, J.; Pan, F. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloys 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Elen, L.; Cicek, B.; Koc, E.; Turen, Y.; Sun, Y.; Ahlatci, H. Effects of alloying element and cooling rate on properties of AM60 Mg alloy. Mater. Res. Express 2019, 6, 096511. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloys 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Jing, T.; Shuai, S.; Wang, M.; Zheng, Q. Research progress on 3D dentrite Morpho-Logy and orientation selection during the solidification of Mg alloys: 3D experimental characterization and phase filed modeling. Acta Metall. Sin. 2016, 52, 1279–1296. [Google Scholar] [CrossRef]
- Dong, X.; Xing, H.; Weng, K.; Zhao, H. Current development in quantitative phase-field modeling of solidification. J. Iron Steel Res. Int. 2017, 24, 865–878. [Google Scholar] [CrossRef]
- Kurz, W.; Giovanola, B.; Trivedi, R. Theory of microstructural development during rapid solidification. Acta Metall. 1986, 34, 823–830. [Google Scholar] [CrossRef]
- Trivedi, R.; Magnin, P.; Kurz, W. Theory of eutectic growth under rapid solidification conditions. Acta Metall. 1987, 35, 971–980. [Google Scholar] [CrossRef]
- Anderson, M.; Srolovitz, D.; Grest, G.; Sahni, P. Computer simulation of grain growth—I. Kinetics. Acta Metall. 1984, 32, 783–791. [Google Scholar] [CrossRef]
- Wolfram, S. Statistical Mechanics of Cellular Automata. Rev. Mod. Phys. 1983, 55, 601–644. [Google Scholar] [CrossRef]
- Chen, L. Phase-Field Models for Microstructure Evolution. Annu. Rev. Mater. Res. 2002, 32, 113–140. [Google Scholar] [CrossRef]
- Moelans, N.; Blanpain, B.; Wollants, P. An introduction to phase-field modeling of microstructure evolution. Calphad 2008, 32, 268–294. [Google Scholar] [CrossRef]
- Boettinger, W.J.; Warren, J.A.; Beckermann, C.; Karma, A. Phase-Field Simulation of Solidification. Annu. Rev. Mater. Res. 2002, 32, 163–194. [Google Scholar] [CrossRef]
- Steinbach, I. Phase-Field Model for Microstructure Evolution at the Mesoscopic Scale. Annu. Rev. Mater. Res. 2013, 43, 89–107. [Google Scholar] [CrossRef]
- Wang, J.; Wang, B.; Chen, L. Understanding, Predicting, and Designing Ferroelectric Domain Structures and Switching Guided by the Phase-Field Method. Annu. Rev. Mater. Sci. 2019, 49, 127–152. [Google Scholar] [CrossRef]
- Hong, Z.; Viswanathan, V. Open-Sourcing Phase-Field Simulations for Accelerating Energy Materials Design and Optimization. ACS Energy Lett. 2020, 5, 3254–3259. [Google Scholar] [CrossRef]
- Cahn, J.; Hilliard, J. Free Energy of a Non-Uniform System I. Interfacial Free Energy. J. Chem. Phys. 1958, 28, 258–267. [Google Scholar] [CrossRef]
- Cahn, J. On spinodal decompositionSur la decomposition spinodaleÜber die umsetzung an der spinodalen. Acta Metall. 1961, 9, 795–801. [Google Scholar] [CrossRef]
- Allen, S.; Cahn, J. Ground state structures in ordered binary alloys with second neighbor interactions. Acta Metall. 1972, 20, 423–433. [Google Scholar] [CrossRef]
- Allen, S.; Cahn, J. A correction to the ground state of FCC binary ordered alloys with first and second neighbor pairwise interactions. Scr. Metall. 1973, 7, 1261–1264. [Google Scholar] [CrossRef]
- Wheeler, A.; Boettinger, W.; McFadden, G. Phase-field model for isothermal phase transitions in binary alloys. Phys. Rev. A 1992, 45, 7424–7439. [Google Scholar] [CrossRef]
- Wheeler, A.; Boettinger, W.; McFadden, G. Phase-field model of solute trapping during solidification. Phys. Rev. E 1993, 47, 1893–1909. [Google Scholar] [CrossRef]
- McFadden, G.; Wheeler, A.; Braun, R.; Coriell, S.; Sekerka, R. Phase-field models for anisotropic interfaces. Phys. Rev. E 1993, 48, 2016–2024. [Google Scholar] [CrossRef]
- Karma, A.; Rappel, W. Phase-field method for computationally efficient modeling of solidification with arbitrary interface kinetics. Phys. Rev. E 1996, 53, R3017–R3020. [Google Scholar] [CrossRef]
- Karma, A.; Rappel, W. Numerical Simulation of Three-Dimensional Dendritic Growth. Phys. Rev. Lett. 1996, 77, 4050–4053. [Google Scholar] [CrossRef]
- Karma, A.; Rappel, W. Quantitative phase-field modeling of dendritic growth in two and three dimensions. Phys. Rev. E 1998, 57, 4323–4349. [Google Scholar] [CrossRef]
- Karma, A. Phase-Field Formulation for Quantitative Modeling of Alloy Solidification. Phys. Rev. Lett. 2001, 87, 115701. [Google Scholar] [CrossRef]
- Kim, S.; Kim, W.; Suzuki, T. Phase-field model for binary alloys. Phys. Rev. E 1999, 60, 7186–7197. [Google Scholar] [CrossRef]
- Kim, S.; Kim, W.; Suzuki, T. Interfacial compositions of solid and liquid in a phase-field model with finite interface thickness for isothermal solidification in binary alloys. Phys. Rev. E 1998, 58, 3316–3323. [Google Scholar] [CrossRef]
- Kim, S. A phase-field model with antitrapping current for multicomponent alloys with arbitrary thermodynamic properties. Acta Mater. 2007, 55, 4391–4399. [Google Scholar] [CrossRef]
- Almgren, R. Second-Order Phase Field Asymptotics for Unequal Conductivities. SIAM J. Appl Math. 1999, 59, 2086–2107. [Google Scholar] [CrossRef]
- Steinbach, I.; Pezzolla, F.; Nestler, B.; Seeßelberg, M.; Prieler, R.; Schmitz, G.; Rezende, J. A phase field concept for multiphase systems. Phys. D 1996, 94, 135–147. [Google Scholar] [CrossRef]
- Nestler, B.; Wheeler, A.A. A multi-phase-field model of eutectic and peritectic alloys: Numerical simulation of growth structures. Phys. D 2000, 138, 114–133. [Google Scholar] [CrossRef]
- Kim, S.; Kim, W.; Suzuki, T.; Ode, M. Phase-field modeling of eutectic solidification. J. Cryst. Growth 2004, 261, 135–158. [Google Scholar] [CrossRef]
- Moelans, N. A quantitative and thermodynamically consistent phase-field interpolation function for multi-phase systems. Acta Mater. 2011, 59, 1077–1086. [Google Scholar] [CrossRef]
- Folch, R.; Plapp, M. Towards a quantitative phase-field model of two-phase solidification. Phys. Rev. E 2003, 68, 010602. [Google Scholar] [CrossRef]
- Echebarria, B.; Folch, R.; Karma, A.; Plapp, M. Quantitative phase-field model of alloy solidification. Phys. Rev. E 2004, 70, 061604. [Google Scholar] [CrossRef]
- Folch, R.; Plapp, M. Quantitative phase-field modeling of two-phase growth. Phys. Rev. E 2005, 72, 011602. [Google Scholar] [CrossRef] [Green Version]
- Böttger, B.; Eiken, J.; Apel, M. Multi-ternary extrapolation scheme for efficient coupling of thermodynamic data to a multi-phase-field model. Comput. Mater. Sci. 2015, 108, 283–292. [Google Scholar] [CrossRef]
- Eiken, J.; Böttger, B.; Steinbach, I. Multiphase-field approach for multicomponent alloys with extrapolation scheme for numerical application. Phys. Rev. E 2006, 73, 066122. [Google Scholar] [CrossRef]
- Bottger, B.; Eiken, J.; Steinbach, I. Phase field simulation of equiaxed solidification in technical alloys. Acta Mater. 2006, 54, 2697–2704. [Google Scholar] [CrossRef]
- Fries, S.; Boettger, B.; Eiken, J.; Steinbach, I. Upgrading CALPHAD to microstructure simulation: The phase-field method. Int. J. Mater. Res. 2009, 100, 128–134. [Google Scholar] [CrossRef]
- Chen, L.; Yang, W. Computer simulation of the domain dynamics of a quenched system with a large number of nonconserved order parameters: The grain-growth kinetics. Phys. Rev. B 1994, 50, 15752–15756. [Google Scholar] [CrossRef]
- Fan, D.; Chen, L. Computer simulation of grain growth using a continuum field model. Acta Mater. 1997, 45, 611–622. [Google Scholar] [CrossRef]
- Fan, D.; Geng, C.; Chen, L. Computer simulation of topological evolution in 2-D grain growth using a continuum diffuse-interface field model. Acta Mater. 1997, 45, 1115–1126. [Google Scholar] [CrossRef]
- Moelans, N.; Blanpain, B.; Wollants, P. Quantitative Phase-Field Approach for Simulating Grain Growth in Anisotropic Systems with Arbitrary Inclination and Misorientation Dependence. Phys. Rev. Lett. 2008, 101, 025502. [Google Scholar] [CrossRef]
- Kobayashi, R.; Warren, J.; Carter, W. Vector Valued Phase Field Model for Crystallization and Grain Boundary Formation. Phys. D 1998, 119, 415–423. [Google Scholar] [CrossRef]
- Kobayashi, R.; Warren, J.; Carter, W. A continuum model of grain boundaries. Phys. D 2000, 140, 141–150. [Google Scholar] [CrossRef]
- Warren, J.; Kobayashi, R.; Lobkovsky, A.; Carter, W. Extending phase field models of solidification to polycrystalline materials. Acta Mater. 2003, 51, 6035–6058. [Google Scholar] [CrossRef]
- Gránásy, L.; Börzsönyi, T.; Pusztai, T. Nucleation and Bulk Crystallization in Binary Phase Field Theory. Phys. Rev. Lett. 2002, 88, 206105. [Google Scholar] [CrossRef] [PubMed]
- Gránásy, L.; Pusztai, T.; Börzsönyi, T.; Warren, J.; Douglas, J. A general mechanism of polycrystalline growth. Nat. Mater. 2004, 3, 645–650. [Google Scholar] [CrossRef] [PubMed]
- Gránásy, L.; Rátkai, L.; Szállás, A.; Korbuly, B.; Tóth, G.; Környei, L.; Pusztai, T. Phase-Field Modeling of Polycrystalline Solidification: From Needle Crystals to Spherulites—A Review. Metall. Trans. A 2014, 45, 1694–1719. [Google Scholar] [CrossRef]
- Khachaturyan, A. The Theory of Structural Transformations in Solids; Wiley: New York, NY, USA, 1983. [Google Scholar]
- Clayton, J.; Knap, J. A phase field model of deformation twinning: Nonlinear theory and numerical simulations. Phys. D 2011, 240, 841–858. [Google Scholar] [CrossRef]
- Kurz, W. Fundamentals of Solidification; Trans Tech Publication: Zurich, Switzerland, 1998; pp. 71–92. [Google Scholar]
- Trivedi, R.; Mason, J.; Verhoeven, J.; Kurz, W. Eutectic spacing selection in lead-based alloy systems. Metall. Trans. A 1991, 22, 2523–2533. [Google Scholar] [CrossRef]
- Provatas, N.; Elder, K. Phase-Field Methods in Materials Science and Engineering; Wiley-VCH: Weinheim, Germany, 2010; pp. 63–68. [Google Scholar] [CrossRef]
- Young, G.; Davis, S.; Brattkus, K. Anisotropic interface kinetics and tilted cells in unidirectional solidification. J. Cryst. Growth 1987, 83, 560–571. [Google Scholar] [CrossRef]
- Utter, B.; Bodenschatz, E. Dynamics of low anisotropy morphologies in directional solidification. Phys. Rev. E 2002, 66, 051604. [Google Scholar] [CrossRef]
- Deschamps, J.; Georgelin, M.; Pocheau, A. Crystal anisotropy and growth directions in directional solidification. Europhys. Lett. 2006, 76, 291–297. [Google Scholar] [CrossRef]
- Böttger, B.; Eiken, J.; Ohno, M.; Klaus, G.; Fehlbier, M.; Schmid-Fetzer, R.; Steinbach, I.; Bührig-Polaczek, A. Controlling Microstructure in Magnesium Alloys: A Combined Thermodynamic, Experimental and Simulation Approach. Adv. Eng. Mater. 2006, 8, 241–247. [Google Scholar] [CrossRef]
- Eiken, J. Dendritic growth texture evolution in Mg-based alloys investigated by phase-field simulation. Int. Cast Met. Res. 2009, 22, 86–89. [Google Scholar] [CrossRef]
- Sun, D.; Mendelev, M.; Becker, C.; Kudin, K.; Haxhimali, T.; Asta, M.; Hoyt, J.; Karma, A.; Srolovitz, D. Crystal-melt interfacial free energies in hcp metals: A molecular dynamics study of Mg. Phys. Rev. B 2006, 73, 024116. [Google Scholar] [CrossRef]
- Xia, Z.; Sun, D.; Asta, M.; Hoyt, J. Molecular dynamics calculations of the crystal-melt interfacial mobility for hexagonal close-packed Mg. Phys. Rev. B 2007, 75, 012103. [Google Scholar] [CrossRef]
- Du, J.; Zhang, A.; Guo, Z.; Yang, M.; Li, M.; Xiong, S. Atomistic Determination of Anisotropic Surface Energy-Associated Growth Patterns of Magnesium Alloy Dendrites. ACS Omega 2017, 2, 8803–8809. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Xiong, S.; Guo, Z. Characterisation of the 3-D dendrite morphology of magnesium alloys using synchrotron X-ray tomography and 3-D phase-field modelling. Acta Mater. 2015, 92, 8–17. [Google Scholar] [CrossRef]
- Guo, E.; Phillion, A.; Cai, B.; Shuai, S.; Kazantsev, D.; Jing, T.; Lee, P. Dendritic evolution during coarsening of Mg-Zn alloys via 4D synchrotron tomography. Acta Mater. 2017, 123, 373–382. [Google Scholar] [CrossRef]
- Du, J.; Zhang, A.; Guo, Z.; Yang, M.; Li, M.; Xiong, S. Mechanism of the growth pattern formation and three-dimensional morphological transition of hcp magnesium alloy dendrite. Phys. Rev. Mater. 2018, 2, 083402. [Google Scholar] [CrossRef]
- Minamoto, S.; Nomoto, S.; Hamaya, A.; Horiuchi, T.; Miura, S. Microstructure Simulation for Solidification of Magnesium–Zinc–Yttrium Alloy by Multi-phase-field Method Coupled with CALPHAD Database. ISIJ Int. 2010, 50, 1914–1919. [Google Scholar] [CrossRef]
- Zaeem, M.; Yin, H.; Felicelli, S. Comparison of Cellular Automaton and Phase Field Models to Simulate Dendrite Growth in Hexagonal Crystals. J. Mater. Sci. Technol. 2012, 28, 137–146. [Google Scholar] [CrossRef]
- Liu, B. Numerical Simulation of Dendritic Morphology of Magnesium Alloys Using Phase Field Method. Acta Metall. Sin. 2008, 44, 483–488. [Google Scholar]
- Tian, B.; Wu, M.; Zhang, A.; Guo, Z.; Xiong, S. Phase-field modeling of dendritic growth of magnesium alloys with a parallel-adaptive mesh refinement algorithm. China Foundry 2021, 18, 541–549. [Google Scholar] [CrossRef]
- Yao, J.; Li, X.; Long, W.; Zhang, L.; Wang, F.; Li, W. Numerical simulation of microsegregation of magnesium alloys quantitatively using phase-field method. Trans. Nonferr. Met. Soc. 2014, 24, 36–42. [Google Scholar] [CrossRef]
- Duan, P.; Xing, H.; Chen, Z.; Hao, G.; Wang, B.; Jin, K. Phase-field modeling of free dendritic growth of magnesium based alloy. Acta Phys. Sin. 2015, 64, 060201. [Google Scholar] [CrossRef]
- Shang, S.; Han, Z.; Sun, W.; Luo, A. A phase field model coupled with pressure-effect-embedded thermodynamic modeling for describing microstructure and microsegregation in pressurized solidification of a ternary magnesium alloy. Comp. Mater. Sci. 2017, 136, 264–270. [Google Scholar] [CrossRef]
- Pan, H.; Han, Z.; Liu, B. Study on Dendritic Growth in Pressurized Solidification of Mg-Al Alloy Using Phase Field Simulation. J. Mater. Sci. Technol. 2016, 32, 68–75. [Google Scholar] [CrossRef]
- Yuan, X.; Ding, Y.; Guo, Y.; Hu, Y. Numerical simulation of dendritic growth of magnesium alloys using phase-field method under forced flow. Trans. Nonferr. Met. Soc. 2010, 20, 1474–1480. [Google Scholar] [CrossRef]
- Yao, J.; Li, x.; Long, W.; Zhang, L. Numerical Simulation of Dendritic Growth of Magnesium Alloys under Forced Flow Using KKS Phase-Field Model. Rare Met. Mater. Eng. 2014, 43, 97–102. [Google Scholar] [CrossRef]
- Yao, J.; Li, x.; Long, W.; Zhang, L. Numerical simulation of multiple grains with different preferred growth orientation of magnesium alloys using phase-field method. Trans. Nonferr. Met. Soc. 2014, 24, 302–309. [Google Scholar] [CrossRef]
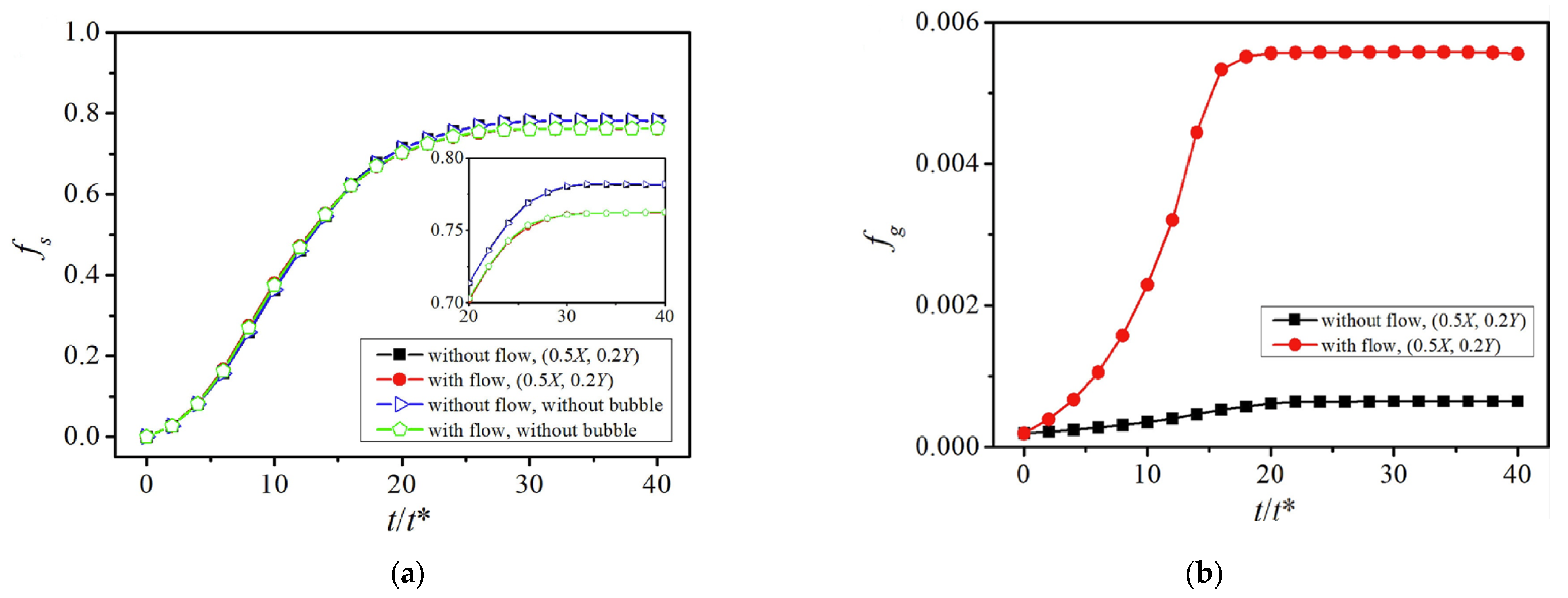
- Zhang, A.; Guo, Z.; Jiang, B.; Du, J.; Wang, C.; Huang, G.; Zhang, D.; Liu, F.; Xiong, S.; Pan, F. Multiphase and multiphysics modeling of dendrite growth and gas porosity evolution during solidification. Acta Mater. 2021, 214, 117005. [Google Scholar] [CrossRef]
- Wang, M.; Jing, T.; Liu, B. Phase-field simulations of dendrite morphologies and selected evolution of primary α-Mg phases during the solidification of Mg-rich Mg–Al-based alloys. Scr. Mater. 2009, 61, 777–780. [Google Scholar] [CrossRef]
- Wang, M.; Williams, J.; Jiang, L.; Carlo, F.; Jing, T.; Chawla, N. Dendritic morphology of α-Mg during the solidification of Mg-based alloys: 3D experimental characterization by X-ray synchrotron tomography and phase-field simulations. Scr. Mater. 2011, 65, 855–858. [Google Scholar] [CrossRef]
- Wang, M.; Xu, Y.; Zheng, Q.; Wu, S.; Jing, T.; Chawla, N. Dendritic Growth in Mg-Based Alloys: Phase-Field Simulations and Experimental Verification by X-ray Synchrotron Tomography. Mater. Trans. A 2014, 45, 2562–2574. [Google Scholar] [CrossRef]
- Yang, M.; Xiong, S.; Guo, Z. Effect of different solute additions on dendrite morphology and orientation selection in cast binary magnesium alloys. Acta Mater. 2016, 112, 261–272. [Google Scholar] [CrossRef]
- Montiel, D.; Liu, L.; Xiao, L.; Zhou, Y.; Provatas, N. Microstructure analysis of AZ31 magnesium alloy welds using phase-field models. Acta Mater. 2012, 60, 5925–5932. [Google Scholar] [CrossRef]
- Amoorezaei, M.; Gurevich, S.; Provatas, N. Orientation selection in solidification patterning. Acta Mater. 2012, 60, 657–663. [Google Scholar] [CrossRef]
- Gurevich, S.; Amoorezaei, M.; Montiel, D.; Provatas, N. Evolution of microstructural length scales during solidification of magnesium alloys. Acta Mater. 2012, 60, 3287–3295. [Google Scholar] [CrossRef]
- Chen, M.; Hu, X.; Ju, D.; Zhao, H. The microstructure prediction of magnesium alloy crystal growth in directional solidification. Comp. Mater. Sci. 2013, 79, 684–690. [Google Scholar] [CrossRef]
- Du, J.; Zhang, A.; Guo, Z.; Yang, M.; Li, M.; Liu, F.; Xiong, S. Atomistic underpinnings for growth direction and pattern formation of hcp magnesium alloy dendrite. Acta Mater. 2018, 161, 35–46. [Google Scholar] [CrossRef]
- Wang, Y.; Jia, S.; Wei, M.; Peng, L.; Wu, Y.; Ji, Y.; Chen, L.; Liu, X. Coupling in situ synchrotron X-ray radiography and phase-field simulation to study the effect of low cooling rates on dendrite morphology during directional solidification in Mg–Gd alloys. J. Alloy Compd. 2020, 815, 152385. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, M.; Liu, X.; Chen, C.; Wu, Y.; Peng, L.; Chen, L. Phase-field study of the effects of the multi-controlling parameters on columnar dendrite during directional solidification in hexagonal materials. Eur. Phys. J. E 2020, 43, 41. [Google Scholar] [CrossRef]
- Yuan, T.; Luo, Z.; Kou, S. Grain refining of magnesium welds by arc oscillation. Acta Mater. 2016, 116, 166–176. [Google Scholar] [CrossRef]
- Geng, S.; Jiang, P.; Shao, X.; Guo, L.; Mi, G.; Wu, H.; Wang, C.; Han, C.; Gao, S. Identification of nucleation mechanism in laser welds of aluminum alloy. Appl. Phys. A 2019, 125, 396. [Google Scholar] [CrossRef]
- Yue, C.; Geng, S.; Guo, L.; Han, C.; Jiang, P. Dendrite remelting during arc oscillation welding of magnesium alloys: A phase-field study. Appl. Phys. A 2022, 128, 437. [Google Scholar] [CrossRef]
- Yu, A.; Yang, X.; Guo, H.; Yu, K.; Sun, X.; Li, Z. Numerical Simulation and Experimental Validation of Nondendritic Structure Formation in Magnesium Alloy Under Oscillation and Ultrasonic Vibration. Metall. Mater. Trans. B 2019, 50, 2319–2333. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Y.; Liu, D.; Ji, Z.; Xu, H.; Hu, M.; Cui, P. Effect of stirring rate on grain morphology of Mg-Al alloy semi-solid structure by phase field lattice Boltzmann simulation. J. Cryst. Growth 2020, 543, 125704. [Google Scholar] [CrossRef]
- Monas, A.; Shchyglo, O.; Kim, S.; Yim, C.; Höche, D.; Steinbach, I. Divorced Eutectic Solidification of Mg-Al Alloys. Jom 2015, 67, 1805–1811. [Google Scholar] [CrossRef]
- Borukhovich, E.; Boeff, M.; Monas, A.; Tegeler, M.; Kim, S.; Oh, C.; Steinbach, I. Full-field simulation of solidification and forming of polycrystals. MATEC Web Conf. 2016, 80, 6. [Google Scholar] [CrossRef]
- Kang, J.; Park, J.; Song, K.; Oh, C.; Shchyglo, O.; Steinbach, I. Microstructure analyses and phase-field simulation of partially divorced eutectic solidification in hypoeutectic Mg-Al Alloys. J. Magnes. Alloys 2022, 10, 1672–1679. [Google Scholar] [CrossRef]
- Çiçek, B.; Ahlatçı, H.; Sun, Y. Wear behaviours of Pb added Mg–Al–Si composites reinforced with in situ Mg2Si particles. Mater. Des. 2013, 50, 929–935. [Google Scholar] [CrossRef]
- Akyüz, B. Comparison of the machinability and wear properties of magnesium alloys. Int. J. Adv. Manuf. Technol. 2014, 75, 1735–1742. [Google Scholar] [CrossRef]
- Zong, Y.; Wang, M.; Guo, W. Phase field simulation on recrystallization and secondary phase precipitation under strain field. Acta Phys. Sin. 2009, 58, S161–S168. [Google Scholar] [CrossRef]
- Wang, M.; Zong, B.; Wang, G. Grain growth in AZ31 Mg alloy during recrystallization at different temperatures by phase field simulation. Comp. Mater. Sci. 2009, 45, 217–222. [Google Scholar] [CrossRef]
- Wang, M.; Zong, Y.; Wang, G. Simulation of grain growth of AZ31Mg alloy during recrystallization by phase field model. Trans. Nonferr. Met. Soc. 2009, 19, 1555–1562. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, Z.; Hu, X.; Huang, C. Phase field simulation of static recrystallization for AZ31 Mg alloy. Acta Metall. Sin. 2011, 46, 1161–1172. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, Z.; Huang, L.; Hu, X. Phase field model for mircrostructure evolution of subgrain in deformtion alloy. Acta Metall. Sin. 2012, 48, 1215–1222. [Google Scholar] [CrossRef]
- Luo, Z.; Gao, Y.; Zhu, T.; Lu, Q.; Lin, K. Phase field model for grain distribution of deformation magnesium alloy. Trans. Nonferr. Met. Soc. 2013, 23, 1496–1506. [Google Scholar] [CrossRef]
- Zhang, X.; Zong, Y.; Wu, Y. A model for releasing of stored energy and microstructure evolution during recrystallization by phase-field simulation. Acta Phys. Sin. 2012, 61, 088104. [Google Scholar] [CrossRef]
- Kamachali, R.; Kim, S.; Steinbach, I. Texture evolution in deformed AZ31 magnesium sheets: Experiments and phase-field study. Comp. Mater. Sci. 2015, 104, 193–199. [Google Scholar] [CrossRef]
- Wu, Y.; Zong, Y.; Zhang, X. Microstructure evolution of nanocrystalline AZ31 magnesium alloy by phase field simulation. Acta Metall. Sin. 2013, 49, 789–796. [Google Scholar] [CrossRef]
- Wu, Y.; Zong, Y.; Jin, J.; Zhang, X. Simulation of Magnesium nanoalloy with introduced independent large-size grains. J. Mater. Sci. Eng. 2013, 31, 682–686. [Google Scholar] [CrossRef]
- Wu, Y.; Luo, Q.; Qin, E. Influencing factors of abnormal grain growth in Mg alloy by phase field method. Mater. Today Commun. 2020, 22, 100790. [Google Scholar] [CrossRef]
- He, R.; Wang, M.; Jin, J.; Zong, Y. Effect of elastic strain energy on grain growth and texture in AZ31 magnesium alloy by phase-field simulation. Chin. Phys. B 2017, 26, 128201. [Google Scholar] [CrossRef]
- He, R.; Wang, M.; Jin, J.; Zong, Y. Effect of applied stress on grain growth and texture in AZ31 magnesium alloy by phase-field simulation. Trans. Nonferr. Met. Soc. 2018, 28, 1083–1091. [Google Scholar] [CrossRef]
- Song, Y.; Wang, M.; Ni, J.; Jin, J.; Zong, Y. Effect of grain boundary energy anisotropy on grain growth in ZK60 alloy using a 3D phase-field modeling. Chin. Phys. B 2020, 29, 128201. [Google Scholar] [CrossRef]
- He, R.; Wang, M.; Zhang, X.; Zong, B. Influence of second-phase particles on grain growth in AZ31 magnesium alloy during equal channel angular pressing by phase field simulation. Model. Simul. Mater. Sci. Eng. 2016, 24, 055017. [Google Scholar] [CrossRef]
- Wu, Y.; Zong, Y.; Jin, J. Grain growth in a nanostructured AZ31 Mg alloy containing second phase particles studied by phase field simulations. Sci. China Mater. 2016, 59, 355–362. [Google Scholar] [CrossRef]
- Fang, X.; Song, M.; Li, K.; Du, Y.; Zhao, D.; Jiang, C.; Zhang, H. Effects of Cu and Al on the crystal structure and composition of η (MgZn2) phase in over-aged Al–Zn–Mg–Cu alloys. J. Mater. Sci. 2012, 47, 5419–5427. [Google Scholar] [CrossRef]
- Gao, Y.; Liu, H.; Shi, R.; Zhou, N.; Xu, Z.; Zhu, Y.M.; Nie, J.; Wang, Y. Simulation study of precipitation in an Mg–Y–Nd alloy. Acta Mater. 2012, 60, 4819–4832. [Google Scholar] [CrossRef]
- Liu, H.; Gao, Y.; Liu, J.; Zhu, Y.; Wang, Y.; Nie, J. A simulation study of the shape of β′ precipitates in Mg–Y and Mg–Gd alloys. Acta Mater. 2013, 61, 453–466. [Google Scholar] [CrossRef]
- Han, G.; Han, Z.; Luo, A.; Sachdev, A.; Liu, B. A phase field model for simulating the precipitation of multi-variant β-Mg17Al12 in Mg–Al-based alloys. Scr. Mater. 2013, 68, 691–694. [Google Scholar] [CrossRef]
- Han, Z.; Han, G.; Luo, A.A.; Liu, B. Large-scale three-dimensional phase-field simulation of multi-variant β-Mg17Al12 in Mg–Al-based alloys. Comp. Mater. Sci. 2015, 101, 248–254. [Google Scholar] [CrossRef]
- Ji, Y.; Issa, A.; Heo, T.; Saal, J.; Wolverton, C.; Chen, L. Predicting β′ precipitate morphology and evolution in Mg–RE alloys using a combination of first-principles calculations and phase-field modeling. Acta Mater. 2014, 76, 259–271. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, M.; He, R.; Li, W.; Zong, B. A phase field model to simulate competitive precipitation of Mg2Sn along the basal or pyramidal habit planes in Mg-2.2Sn-0.1Zn alloy. Comp. Mater. Sci. 2017, 127, 261–269. [Google Scholar] [CrossRef]
- Liu, B.; Keda, T.; Sasajima, Y. Phase-field simulation of the Si precipitation process in Mg2Si under an applied stress. Mater. Sci. Eng. B 2018, 229, 65–69. [Google Scholar] [CrossRef]
- DeWitt, S.; Solomon, E.; Natarajan, A.; Araullo-Peters, V.; Rudraraju, S.; Aagesen, L.; Puchala, B.; Marquis, E.; Van der Ven, A.; Thornton, K.; et al. Misfit-driven β′′′ precipitate composition and morphology in Mg-Nd alloys. Acta Mater. 2017, 136, 378–389. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, H.; Xu, Z.; Wang, Y.; Nie, J. Linear-chain configuration of precipitates in Mg–Nd alloys. Acta Mater. 2015, 83, 239–247. [Google Scholar] [CrossRef]
- Liu, H.; Zhu, Y.; Wilson, N.; Nie, J. On the structure and role of βF′ in β1 precipitation in Mg–Nd alloys. Acta Mater. 2017, 133, 408–426. [Google Scholar] [CrossRef]
- Liu, H.; Xu, W.; Wilson, N.; Peng, L.; Nie, J. Formation of and interaction between β′F and β′ phases in a Mg–Gd alloy. J. Alloys Compd. 2017, 712, 334–344. [Google Scholar] [CrossRef]
- Han, G.; Han, Z.; Luo, A.; Liu, B. Three-Dimensional Phase-Field Simulation and Experimental Validation of β-Mg17Al12 Phase Precipitation in Mg-Al-Based Alloys. Metall. Mater. Trans. A 2015, 46, 948–962. [Google Scholar] [CrossRef]
- Liu, H.; Gao, Y.; Zhu, Y.; Wang, Y.; Nie, J. A simulation study of β1 precipitation on dislocations in an Mg-rare earth alloy. Acta Mater. 2014, 77, 133–150. [Google Scholar] [CrossRef]
- Liu, H.; Gao, Z.; Xu, Z.; Zhu, Y.; Wang, Y.; Nie, J. Guided Self-Assembly of Nano-Precipitates into Mesocrystals. Sci. Rep. UK 2015, 5, 1–8. [Google Scholar] [CrossRef]
- Liu, H.; Xu, W.; Peng, L.; Ding, W.; Nie, J. A simulation study of the distribution of β′ precipitates in a crept Mg-Gd-Zr alloy. Comp. Mater. Sci. 2017, 130, 152–164. [Google Scholar] [CrossRef]
- Kondo, R.; Tadano, Y.; Shizawa, K. A phase-field model of twinning and detwinning coupled with dislocation-based crystal plasticity for HCP metals. Comp. Mater. Sci. 2014, 95, 672–683. [Google Scholar] [CrossRef]
- Pi, Z.; Fang, Q.; Liu, B.; Feng, H.; Liu, Y.; Liu, Y.; Wen, P. A phase field study focuses on the transverse propagation of deformation twinning for hexagonal-closed packed crystals. Int. J. Plast. 2016, 76, 130–146. [Google Scholar] [CrossRef]
- Liu, H.; Lin, F.; Zhao, R.; Moelans, N.; Wang, Y.; Nie, J. Formation and autocatalytic nucleation of co-zone {1012} deformation twins in polycrystalline Mg: A phase field simulation study. Acta Mater. 2018, 153, 86–107. [Google Scholar] [CrossRef]
- Liu, C.; Shanthraj, P.; Diehl, M.; Roters, F.; Dong, S.; Dong, J.; Ding, W.; Raabe, D. An integrated crystal plasticity–phase field model for spatially resolved twin nucleation, propagation, and growth in hexagonal materials. Int. J. Plast. 2018, 106, 203–227. [Google Scholar] [CrossRef]
- Hu, X.; Ji, Y.; Heo, T.; Chen, L.; Cui, X. Phase-field model of deformation twin-grain boundary interactions in hexagonal systems. Acta Mater. 2020, 200, 821–834. [Google Scholar] [CrossRef]





















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhang, Y.; Liu, X.; Wang, J.; Xie, X.; Jiang, J.; Liu, J.; Liu, H.; Wu, Y.; Dong, S.; et al. Simulation of Microstructure Evolution in Mg Alloys by Phase-Field Methods: A Review. Crystals 2022, 12, 1305. https://doi.org/10.3390/cryst12091305
Wang Y, Zhang Y, Liu X, Wang J, Xie X, Jiang J, Liu J, Liu H, Wu Y, Dong S, et al. Simulation of Microstructure Evolution in Mg Alloys by Phase-Field Methods: A Review. Crystals. 2022; 12(9):1305. https://doi.org/10.3390/cryst12091305
Chicago/Turabian StyleWang, Yongbiao, Yang Zhang, Xintian Liu, Jiaxin Wang, Xinyuan Xie, Junjie Jiang, Jianxiu Liu, Hong Liu, Yujuan Wu, Shuai Dong, and et al. 2022. "Simulation of Microstructure Evolution in Mg Alloys by Phase-Field Methods: A Review" Crystals 12, no. 9: 1305. https://doi.org/10.3390/cryst12091305