
Enriching Semantics of Geometry Features and Parameters for Additive Manufacturing Peculiar Structure Based on STEP Standards


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
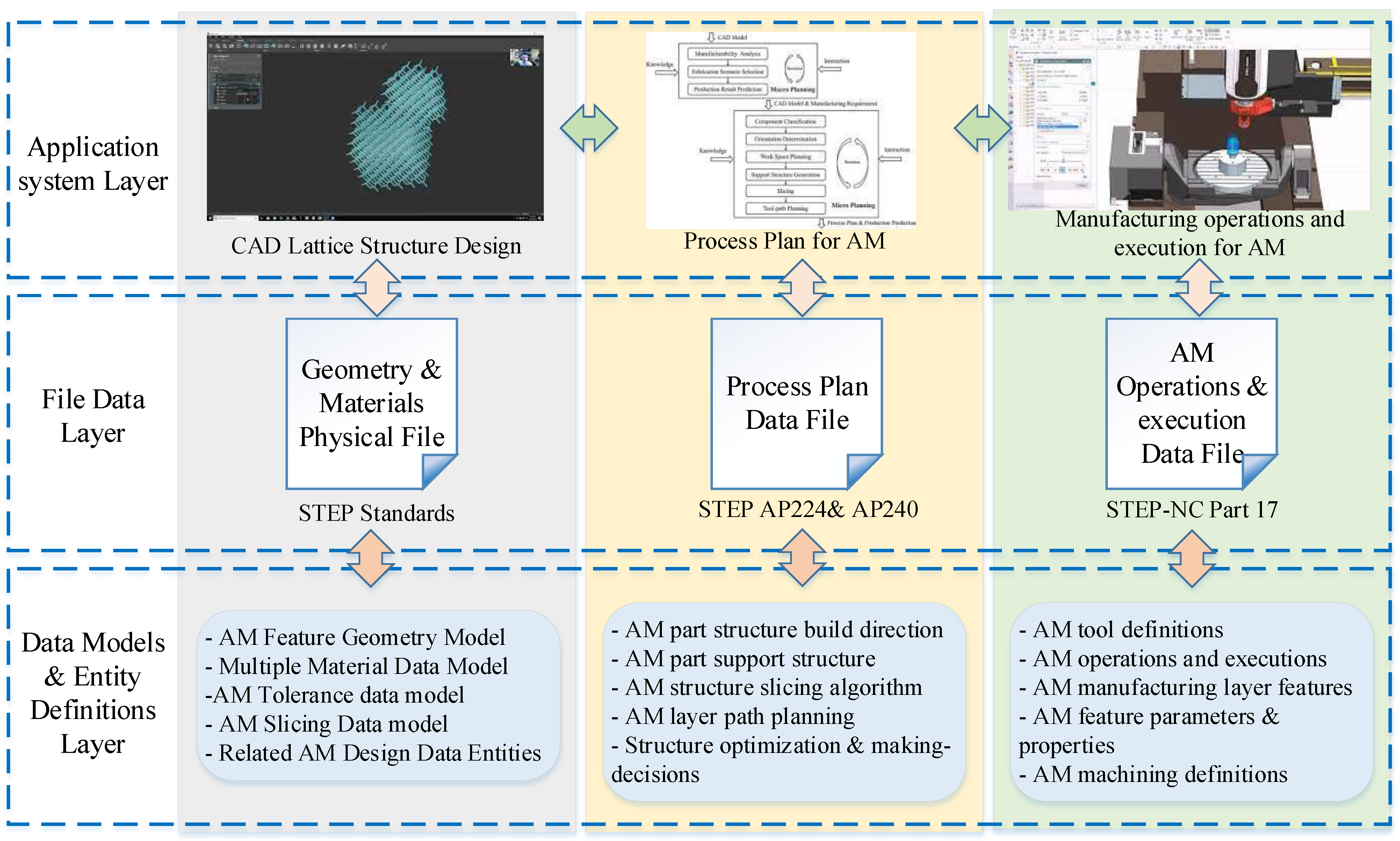
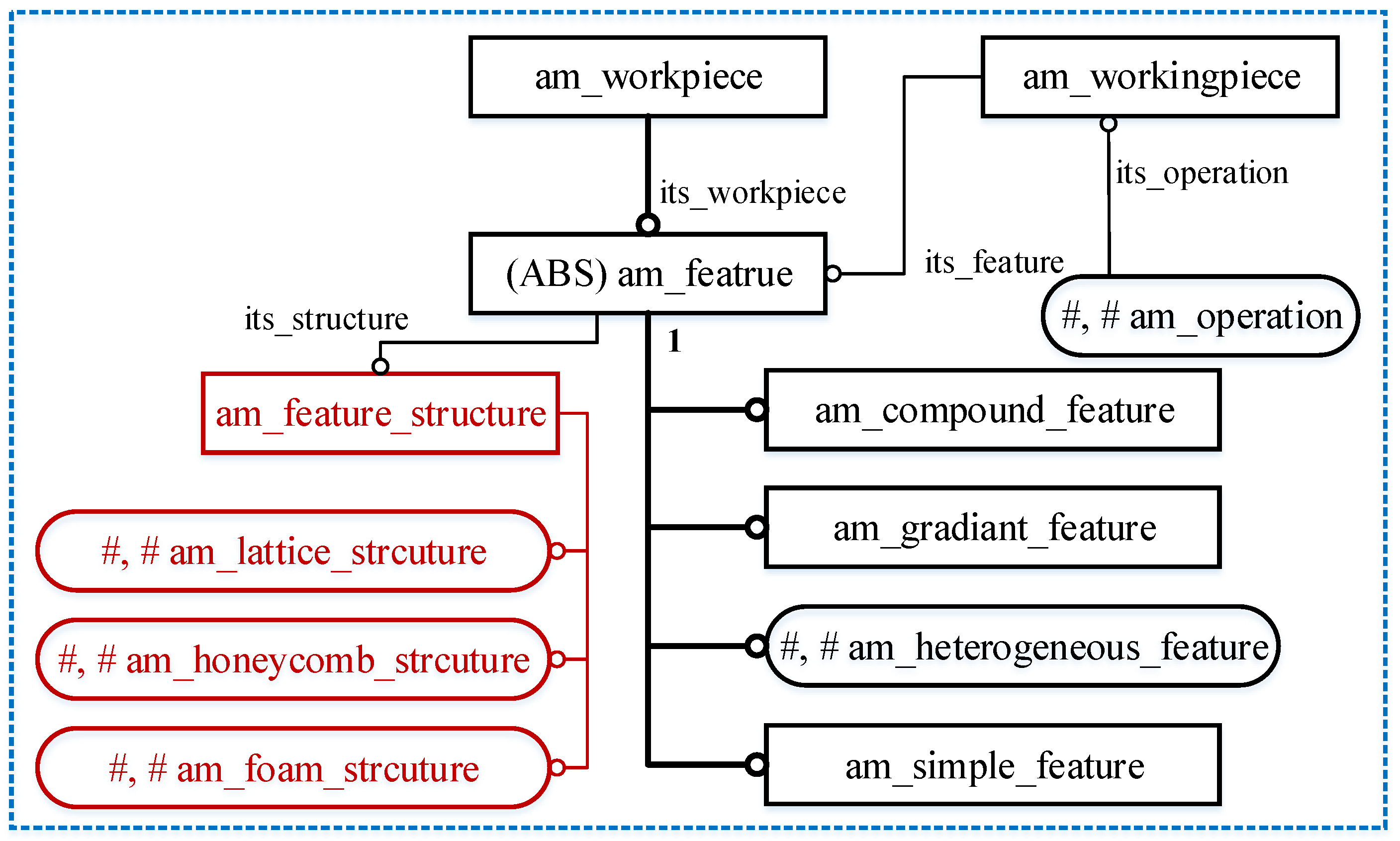
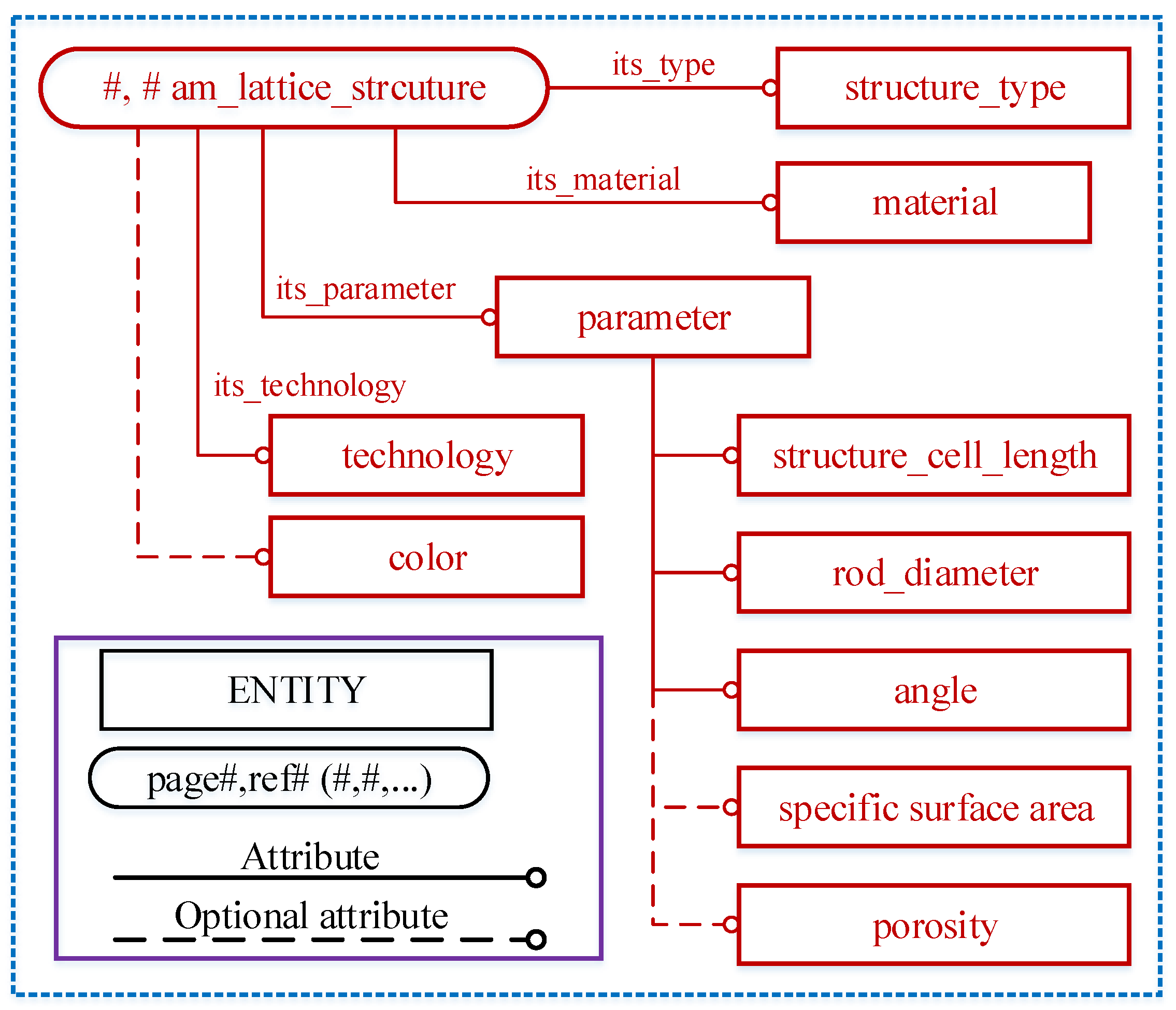
- There is no data model to represent the AM geometry features, such as a lattice structure, honey structure, foam structure, etc. Therefore, the related data model needs to be proposed based on the current STEP-NC Part 17 to complete the syntax and semantics of the AM feature definitions.
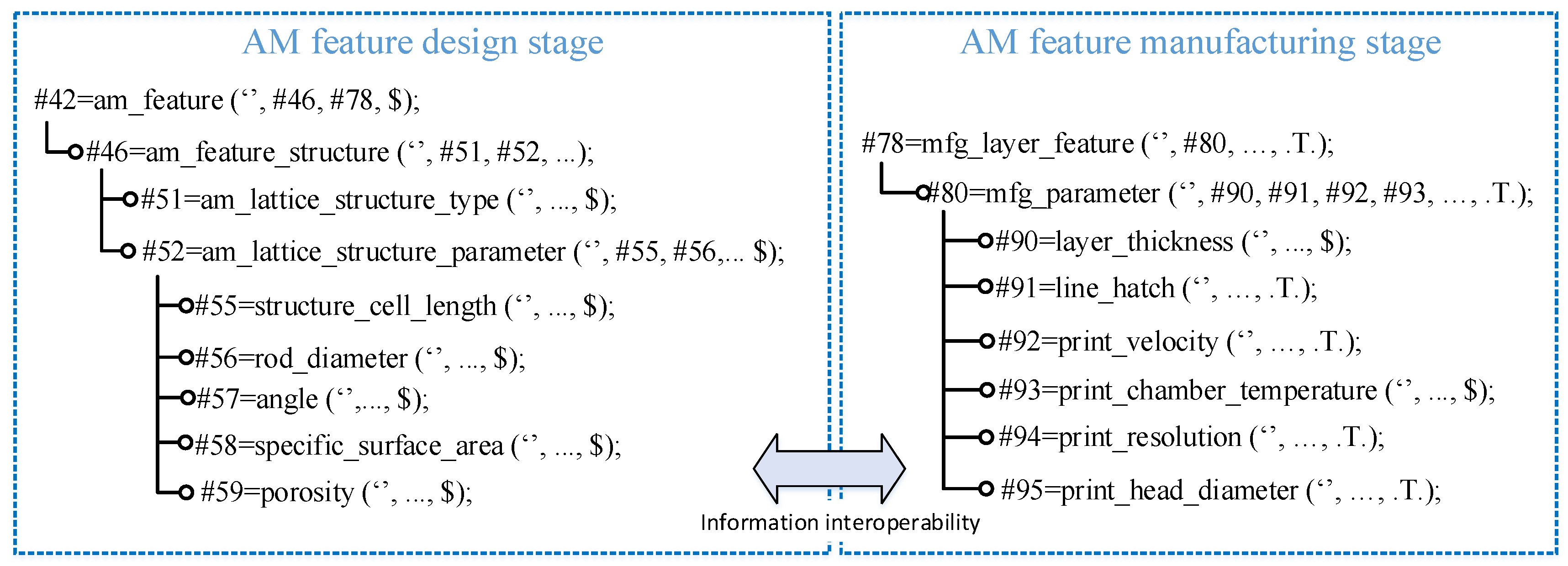
- Owing to the complexity of the loads of the AM feature data entities, it will cause poor compatibility and interoperability when they are transferred in different application systems. Therefore, it is necessary to integrate the information of the AM features in the CAD/CAPP/CAM/CNC systems, which can be easily transferred without any mistakes and redundancies.
2. Manufacturing Features and Parameters
3. Extended STEP-Compliant Data Model
4. Conformance Analysis and Implementation
5. Discussion
- The implementation of the STEP/STEP-NC-compliant data model for AM features needs to build the platform of the application system. As known, STEP-NC Part 17 does not have enough to define the special AM features to support the high-efficiency data interoperability that can directly select the suitable AM features according to the product design requirements. Therefore, the future development for our proposed method will improve the intelligence and compatibility of CNC machining for AM features.
- The requirements of the AM information integration and intelligent application make the proposed models necessary to develop a knowledge application system that can help designers or manufacturers determine the selection of the AM features with respect to the product or customer requirements. For further research, by combining an ontology-based modeling method and STEP/STEP-NC data models, the intelligent knowledge application system can further enhance the ability of data transfer and system decision making [20].
6. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, D.B.; Witherell, P.; Lipman, R.; Feng, S.C. Streamlining the additive manufacturing digital spectrum: A systems approach. Addit. Manuf. 2015, 5, 20–30. [Google Scholar] [CrossRef]
- Williams, C.B.; Simpson, T.W.; Hripko, M. Additive Manufacturing Technical Workshop Summary Report NIST Technical Note 1823 Additive Manufacturing Technical Workshop Summary Report. In Proceedings of the ASME Design Engineering Technical Conferences—Design Education Conference, St. Louis, MI, USA, 2 August 2015; pp. 1–59. [Google Scholar]
- Xiao, J.; Eynard, B.; Anwer, N.; le Duigou, J.; Durupt, A. Geometric Models and Standards for Additive Manufacturing: A Preliminary Survey. In Proceedings of the Virtual Concept International Workshop-major Trends in Product Design, Bordeaux, France, 12 September 2016. [Google Scholar]
- Bonnard, R.; Hascoët, J.-Y.; Mognol, P.; Stroud, I. STEP-NC digital thread for additive manufacturing: Data model, implementation and validation. Int. J. Comput. Integr. Manuf. 2018, 31, 1141–1160. [Google Scholar] [CrossRef]
- Rodriguez, E.; Alvares, A. A STEP-NC implementation approach for additive manufacturing. Procedia Manuf. 2019, 38, 9–16. [Google Scholar] [CrossRef]
- Lu, Y.; Choi, S.; Witherell, P. Towards an Integrated Data Schema Design for Additive Mnaufacturing: Conceptual Modeling. In Proceedings of the IDETC/CIE Conference, Boston, MA, USA, 2–5 August 2015; pp. 1–11. [Google Scholar]
- Um, J.; Rauch, M.; Hascoët, J.Y.; Stroud, I. STEP-NC compliant process planning of additive manufacturing: Remanufacturing. Int. J. Adv. Manuf. Technol. 2016, 31, 1141–1160. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, P.; Xiao, Y.; Cui, X.; Hu, Z.; Chen, L. A Data-Driven Approach for Process Optimization of Metallic Additive Manufacturing under Uncertainty. J. Manuf. Sci. Eng. Trans. ASME 2019, 141, 081004. [Google Scholar] [CrossRef]
- Habib, M.A.; Khoda, B. Attribute driven process architecture for additive manufacturing. Robot. Comput. Integr. Manuf. 2017, 44, 253–265. [Google Scholar] [CrossRef]
- Zhang, Z.; Joshi, S. Slice data representation and format for multi-material objects for additive manufacturing processes. Rapid Prototyp. J. 2017, 23, 149–161. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; Larkin, N.; van Duin, S. Automatic multi-direction slicing algorithms for wire based additive manufacturing. Robot. Comput. Integr. Manuf. 2016, 37, 130–150. [Google Scholar] [CrossRef]
- Zhou, M.Y. STEP-based approach for direct slicing of CAD models for layered manufacturing. Int. J. Prod. Res. 2005, 43, 3273–3285. [Google Scholar] [CrossRef]
- Witherell, P. Toward Metamodels for Composable and Reusable Additive Manufacturing Process Models. J. Manuf. Sci. Eng. 2014, 136, 105–126. [Google Scholar] [CrossRef]
- Xiao, J.; Eynard, B.; Anwer, N.; Durupt, A.; le Duigou, J.; Danjou, C. STEP/STEP-NC-compliant manufacturing information of 3D printing for FDM technology. Int. J. Adv. Manuf. Technol. 2021, 112, 1713–1728. [Google Scholar] [CrossRef]
- ISO 14649 Part 17; Industrial Automation Systems and Integration—Physical Device Control—Data model for computerized numerical controllers—Part 17: Process data for additive manufacturing. ISO: Geneva, Switzerland, 2018.
- Xiao, J.; Anwer, N.; Durupt, A.; le Duigou, J.; Eynard, B. Definition, parameterisation and standardisation of machine-specified data process in additive manufacturing, Advances in Manufacturing Technology XXXI. In Proceedings of the 15th International Conference on Manufacturing Research, Incorporating the 32nd National Conference on Manufacturing Research, London, UK, 5–7 September 2017. [Google Scholar]
- Xiao, J.; Durupt, A.; le Duigou, J.; Anwer, N.; Eynard, B. STEP-based Process Information Models for Additive Manufacturing: Application to Fused Deposition Modelling. Dyna 2019, 94, 197–202. [Google Scholar] [CrossRef]
- Park, S.I.; Rosen, D.W.; Choi, S.k.; Duty, C.E. Effective mechanical properties of lattice material fabricated by material extrusion additive manufacturing. Addit. Manuf. 2014, 1, 12–23. [Google Scholar]
- Xiao, X.; Roh, B.M.; Hamilton, C. Porosity management and control in powder bed fusion process through process-quality interactions. CIRP J. Manuf. Sci. Technol. 2022, 38, 120–128. [Google Scholar] [CrossRef]
- Roh, B.M.; Kumara, S.R.; Witherell, P.; Simpson, T.W. Ontology-based process map for metal additive manufacturing. J. Mater. Eng. Perform. 2021, 30, 8784–8797. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, J.; Lei, Y. Enriching Semantics of Geometry Features and Parameters for Additive Manufacturing Peculiar Structure Based on STEP Standards. Crystals 2022, 12, 1154. https://doi.org/10.3390/cryst12081154
Xiao J, Lei Y. Enriching Semantics of Geometry Features and Parameters for Additive Manufacturing Peculiar Structure Based on STEP Standards. Crystals. 2022; 12(8):1154. https://doi.org/10.3390/cryst12081154
Chicago/Turabian StyleXiao, Jinhua, and Yang Lei. 2022. "Enriching Semantics of Geometry Features and Parameters for Additive Manufacturing Peculiar Structure Based on STEP Standards" Crystals 12, no. 8: 1154. https://doi.org/10.3390/cryst12081154