
A Numerical Simulation and Experimental Study on the Ultrafast Double-Laser Precision Cutting of Sapphire Materials


Abstract
:1. Introduction
2. Machining Principle of Ultrashort Laser Cutting and Numerical Simulation
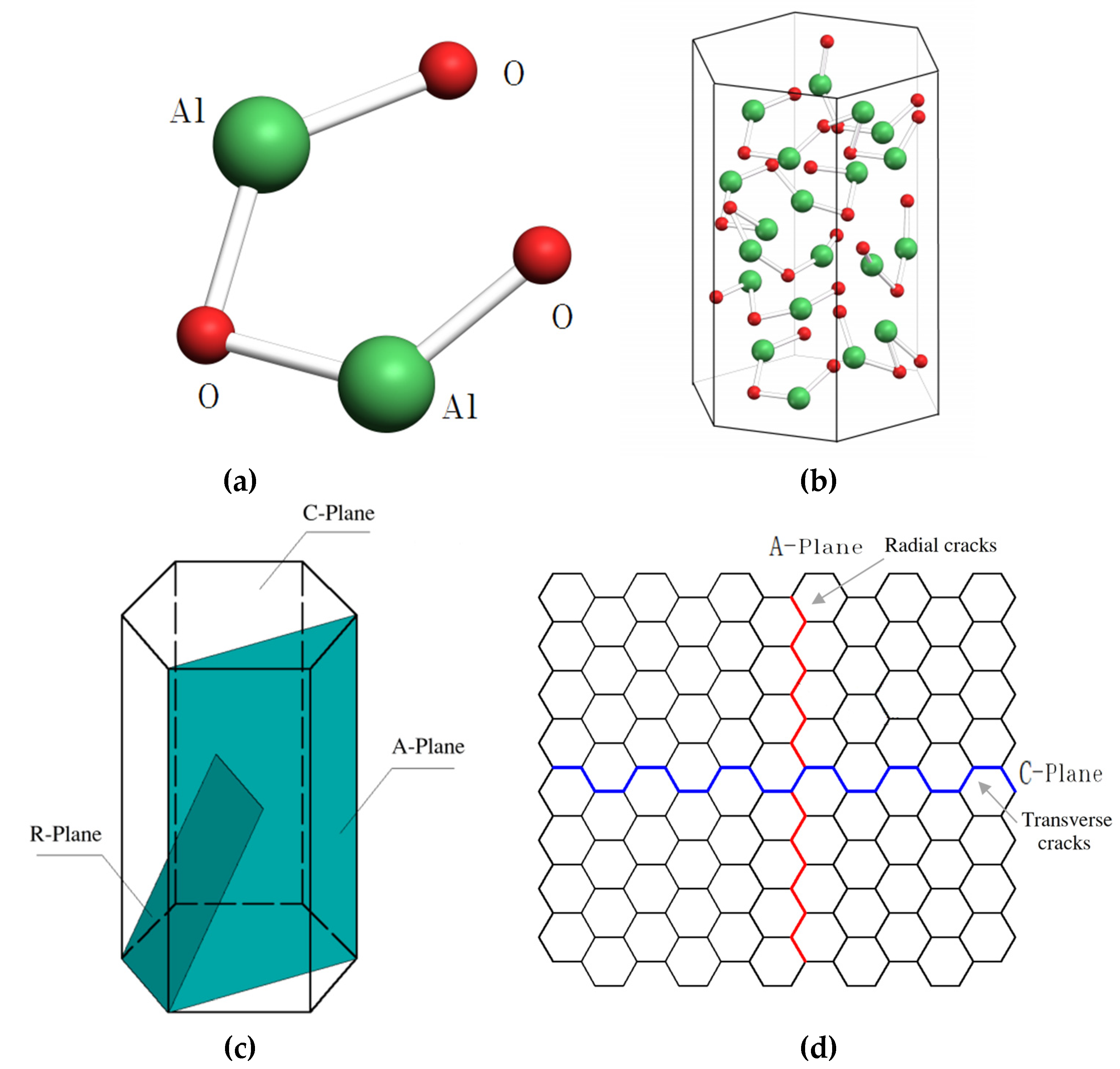
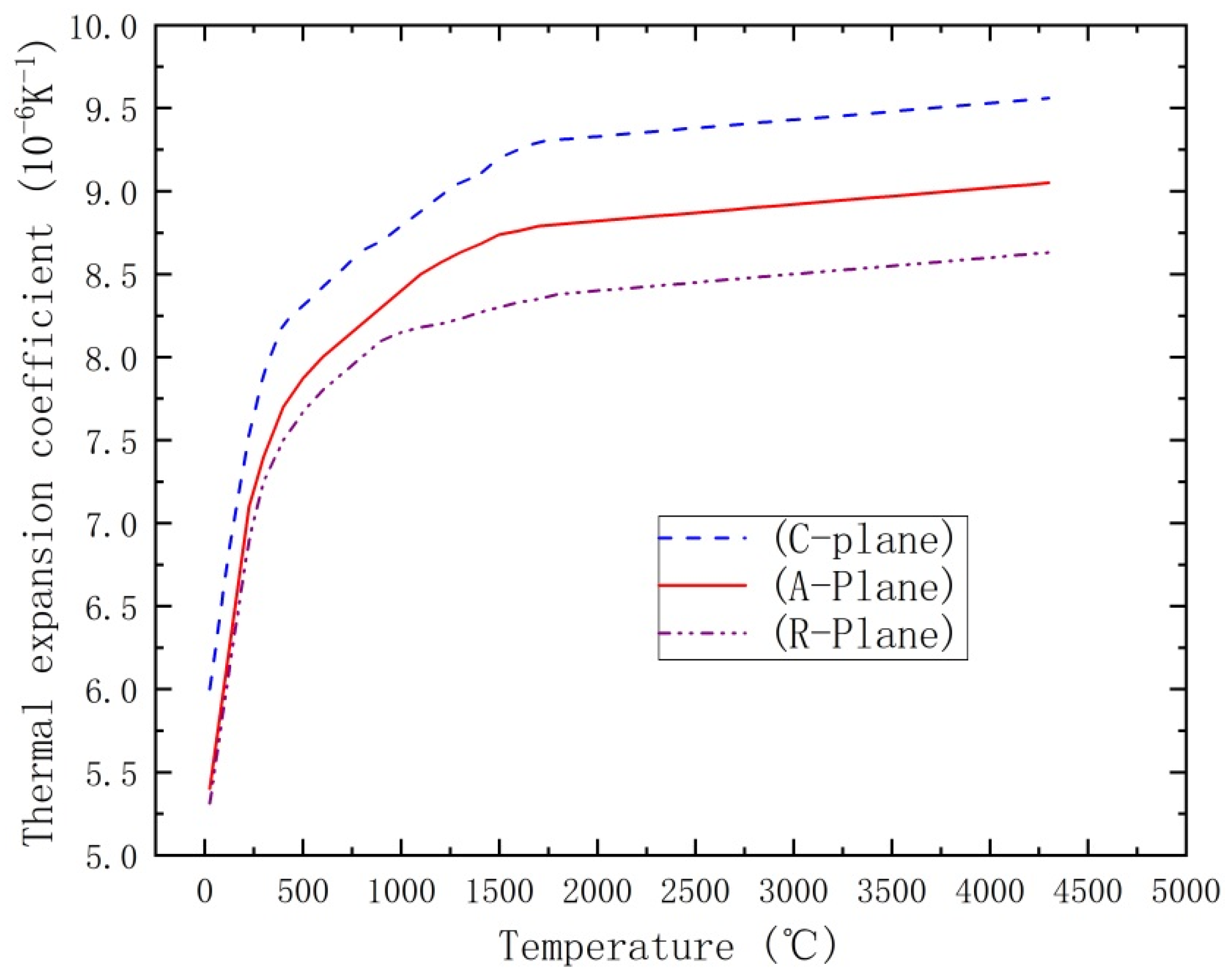
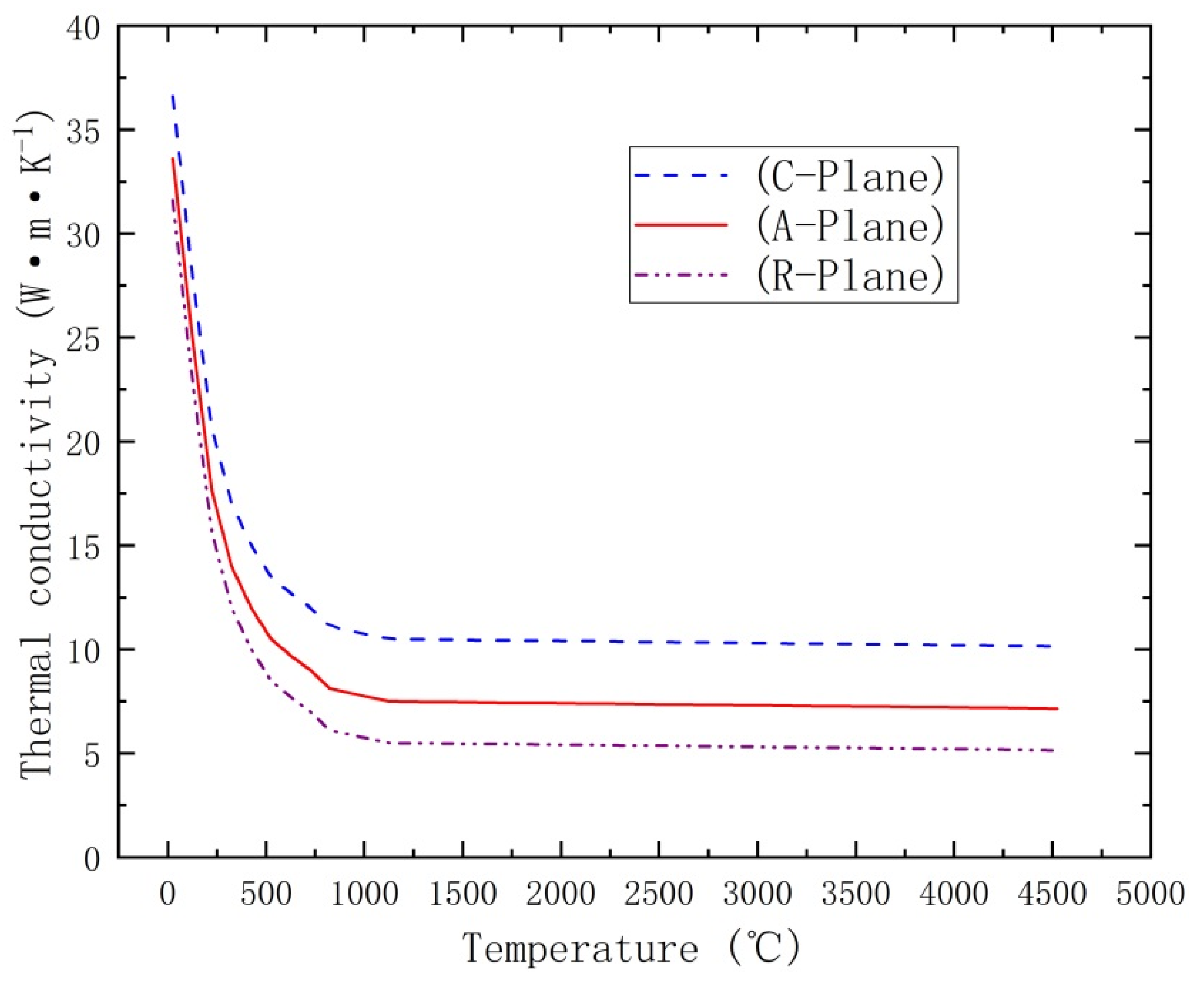
2.1. Sapphire Material
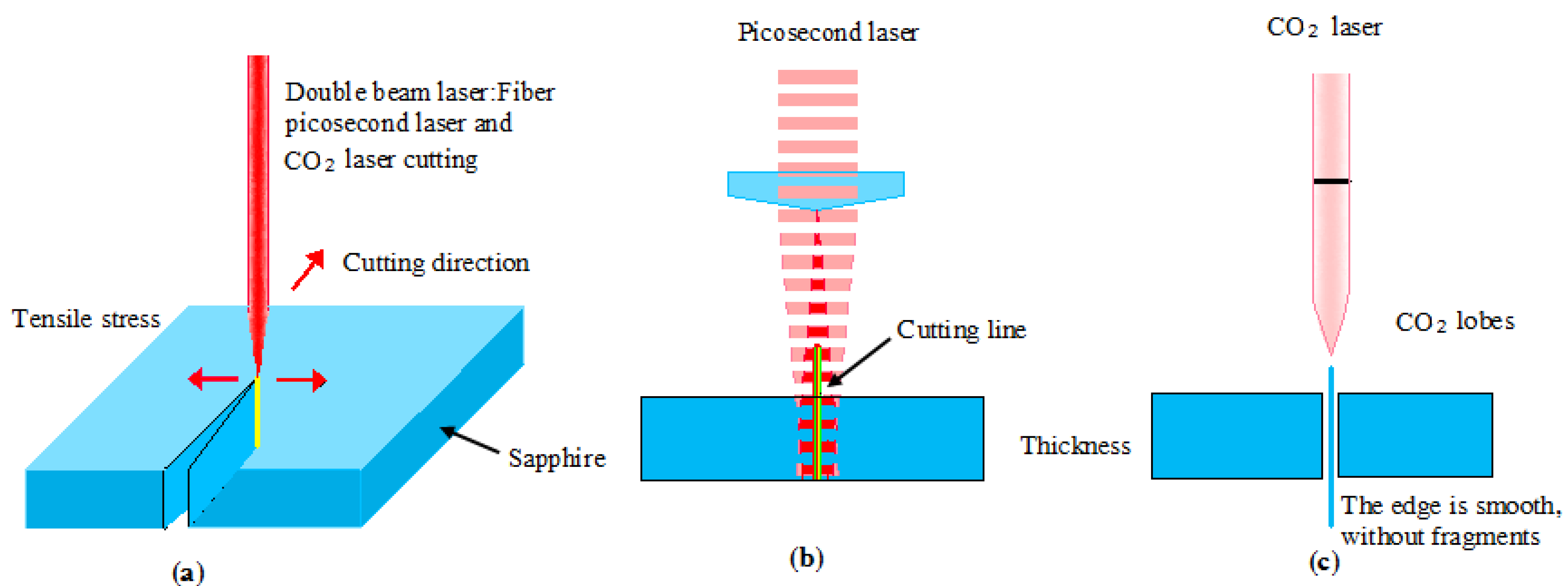
2.2. Principles of Ultrafast Double-Laser Cutting Machining
2.3. Analysis of Laser Cutting
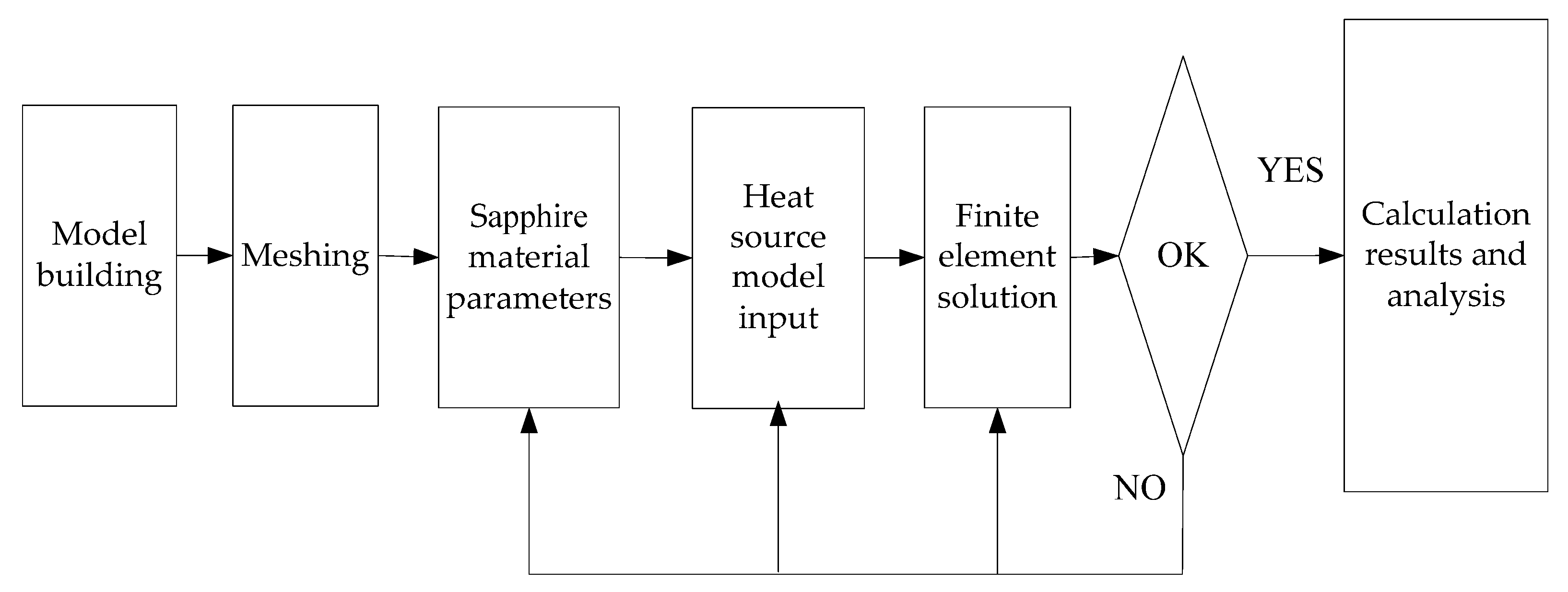
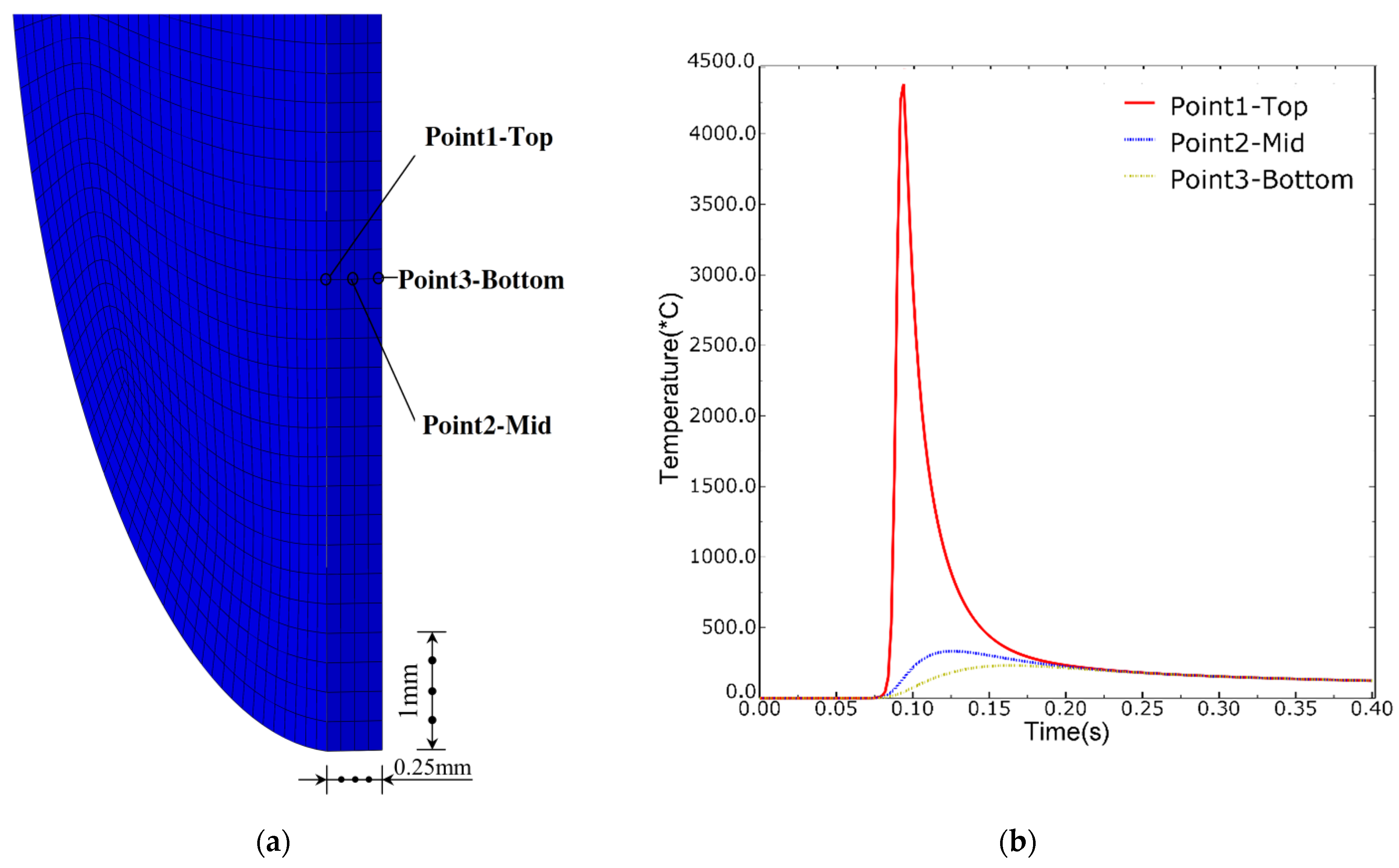
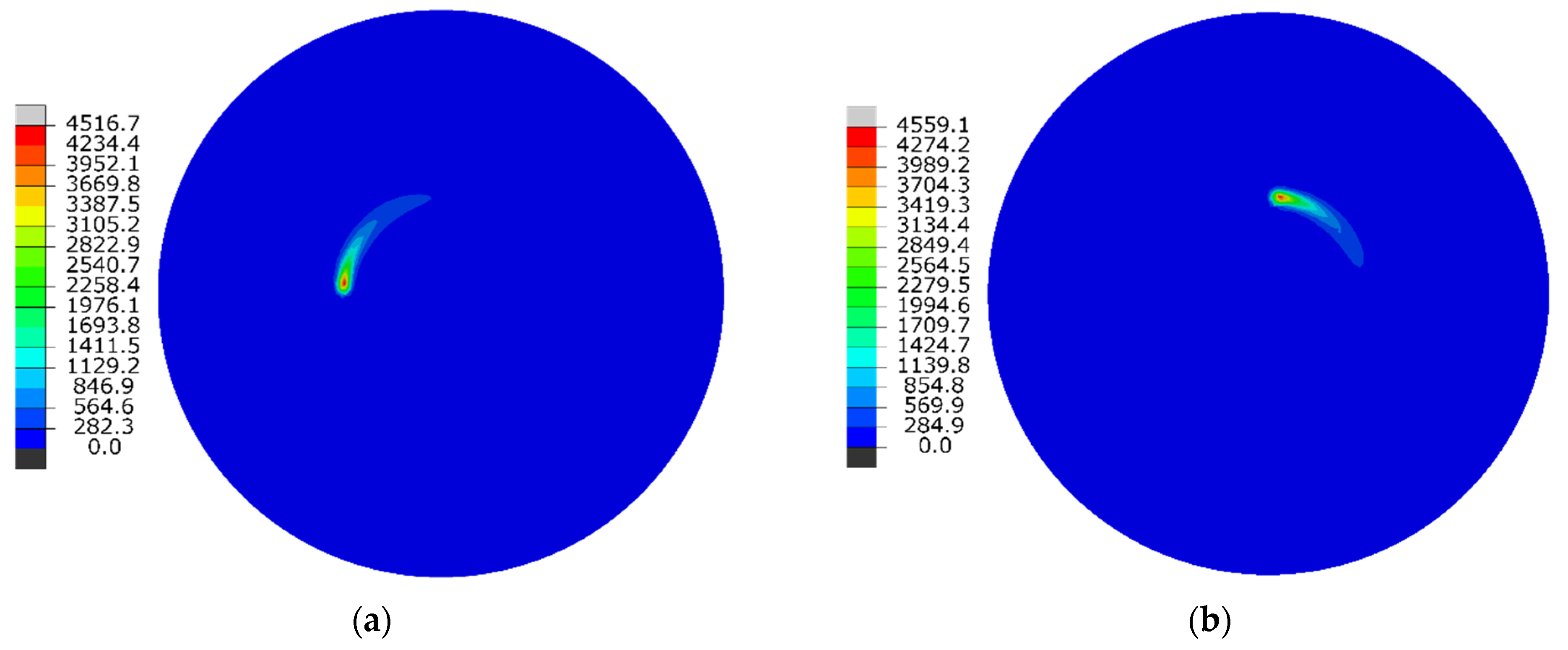
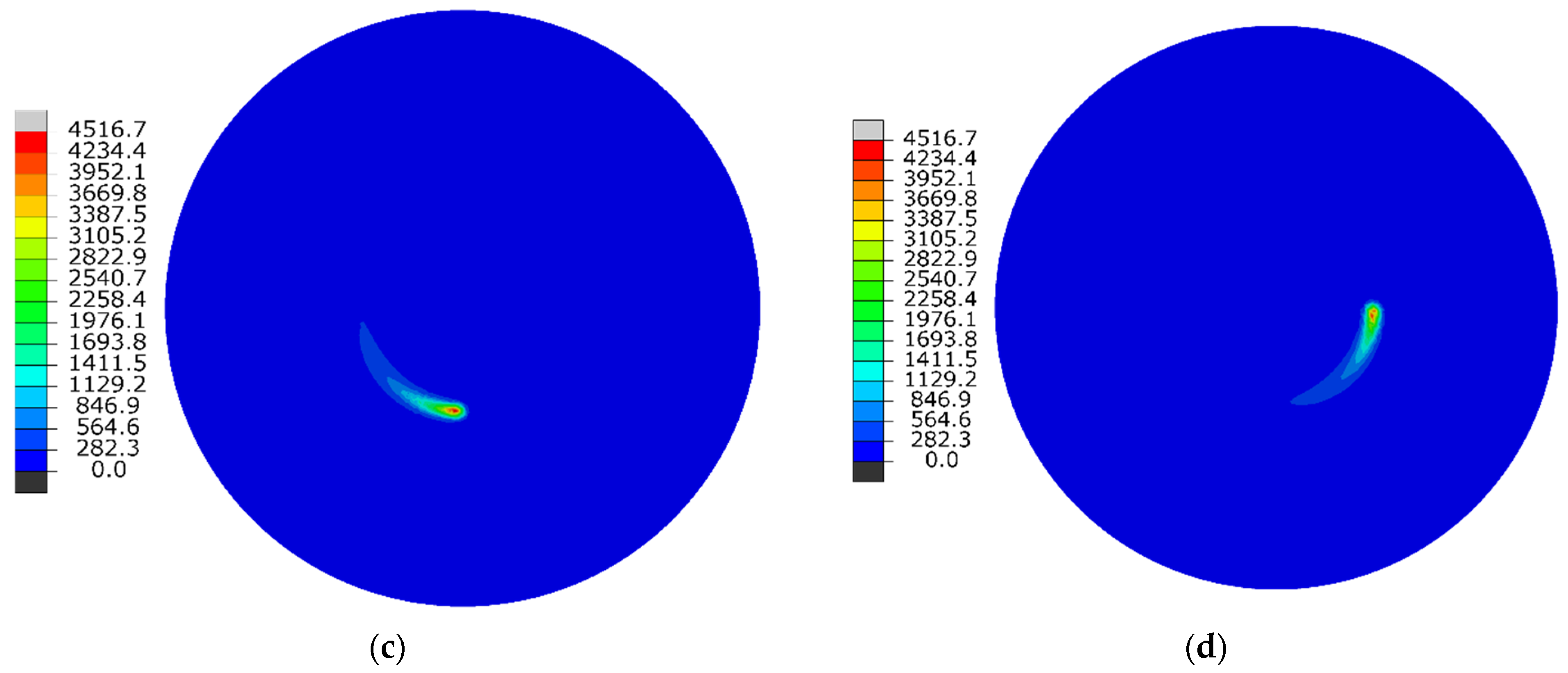
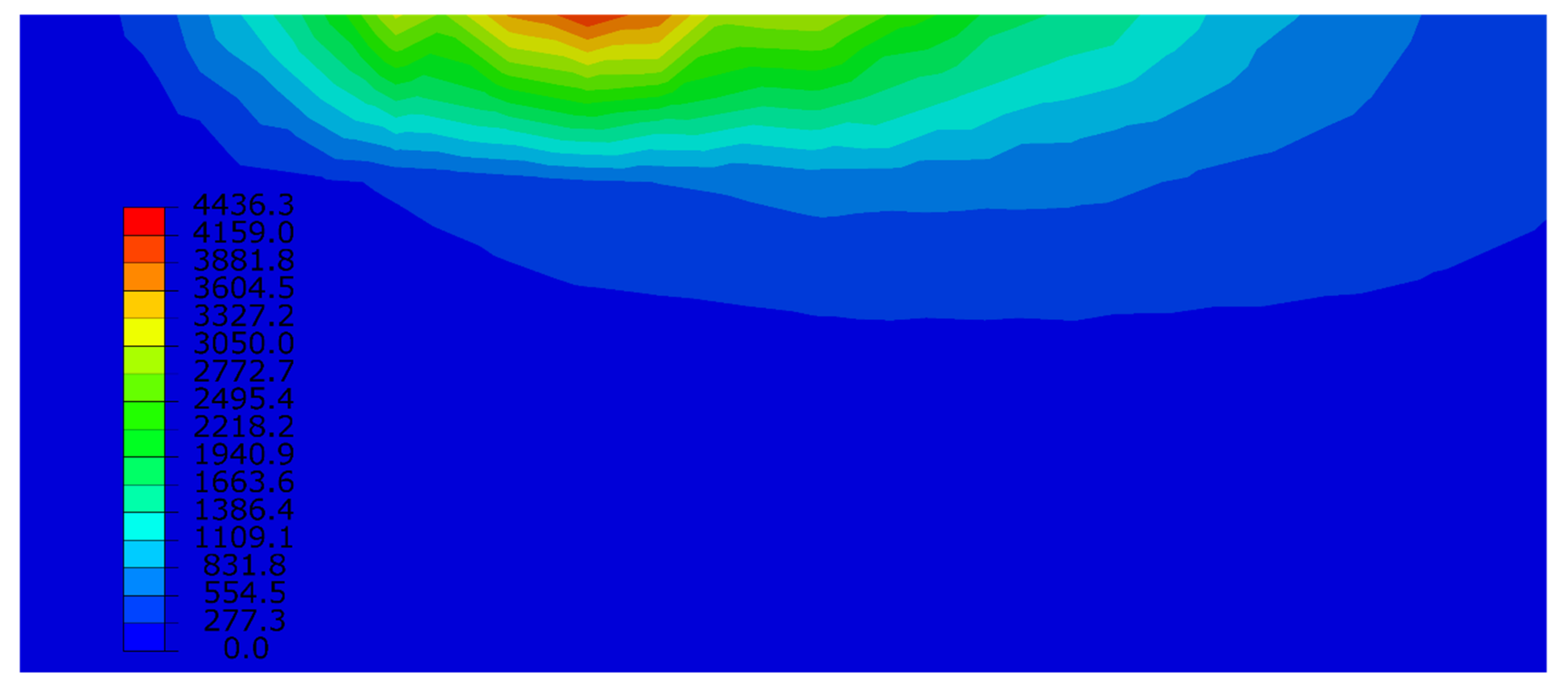
2.4. Temperature Simulation and Analysis
3. Experimental Equipment and Method
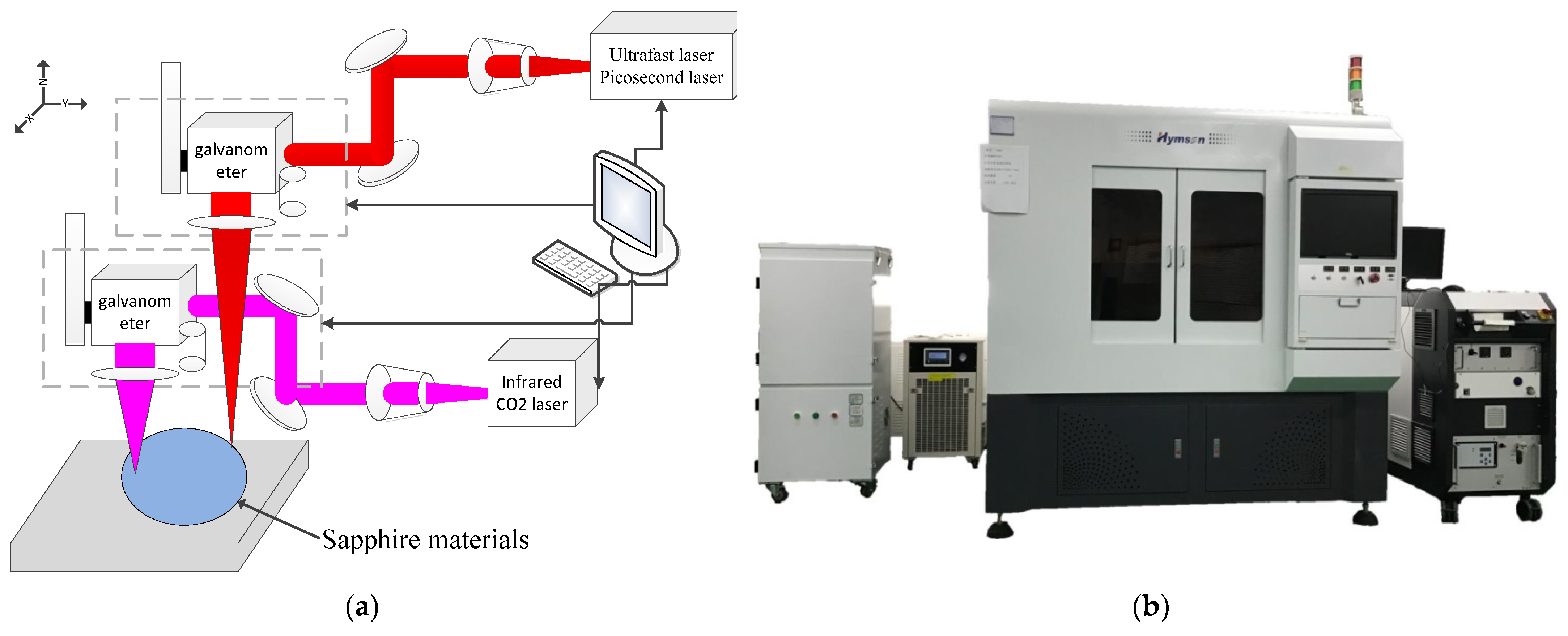
3.1. Experimental Equipment
3.2. Test Materials, Laser Parameters, and Methods
4. Results and Discussion
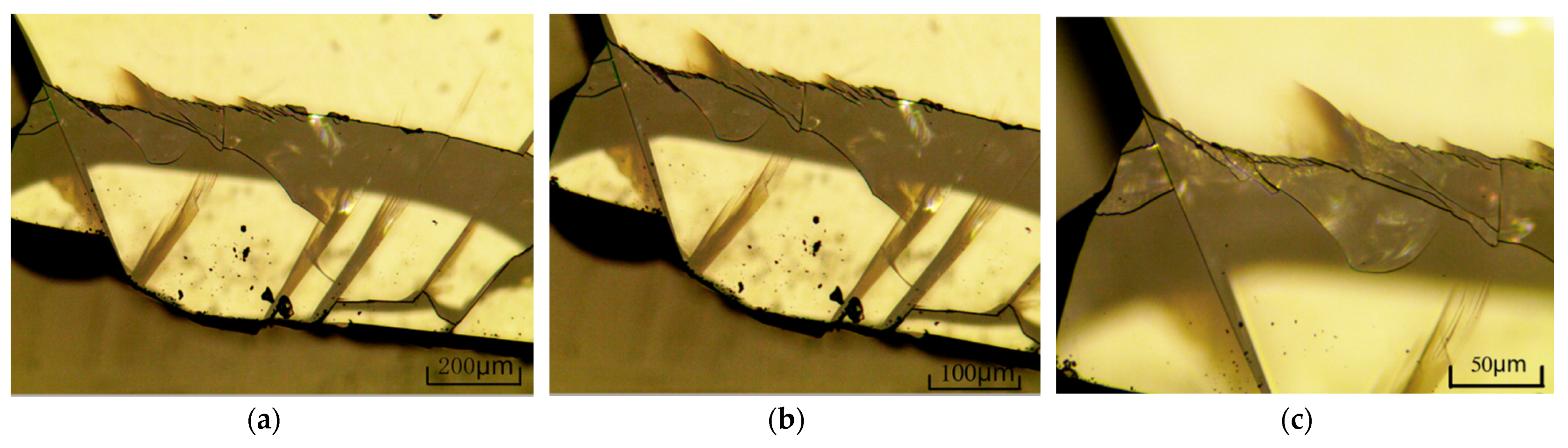
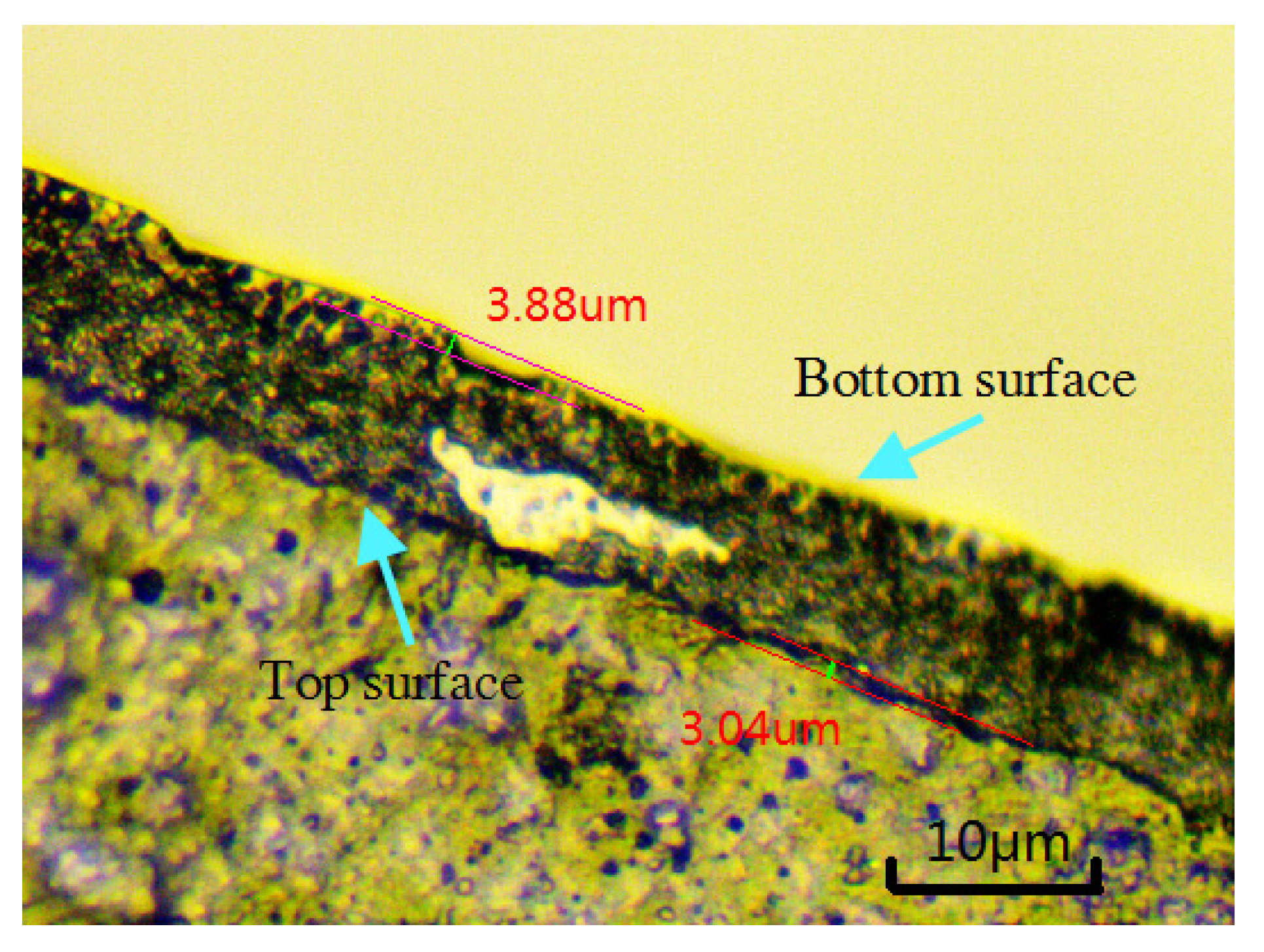
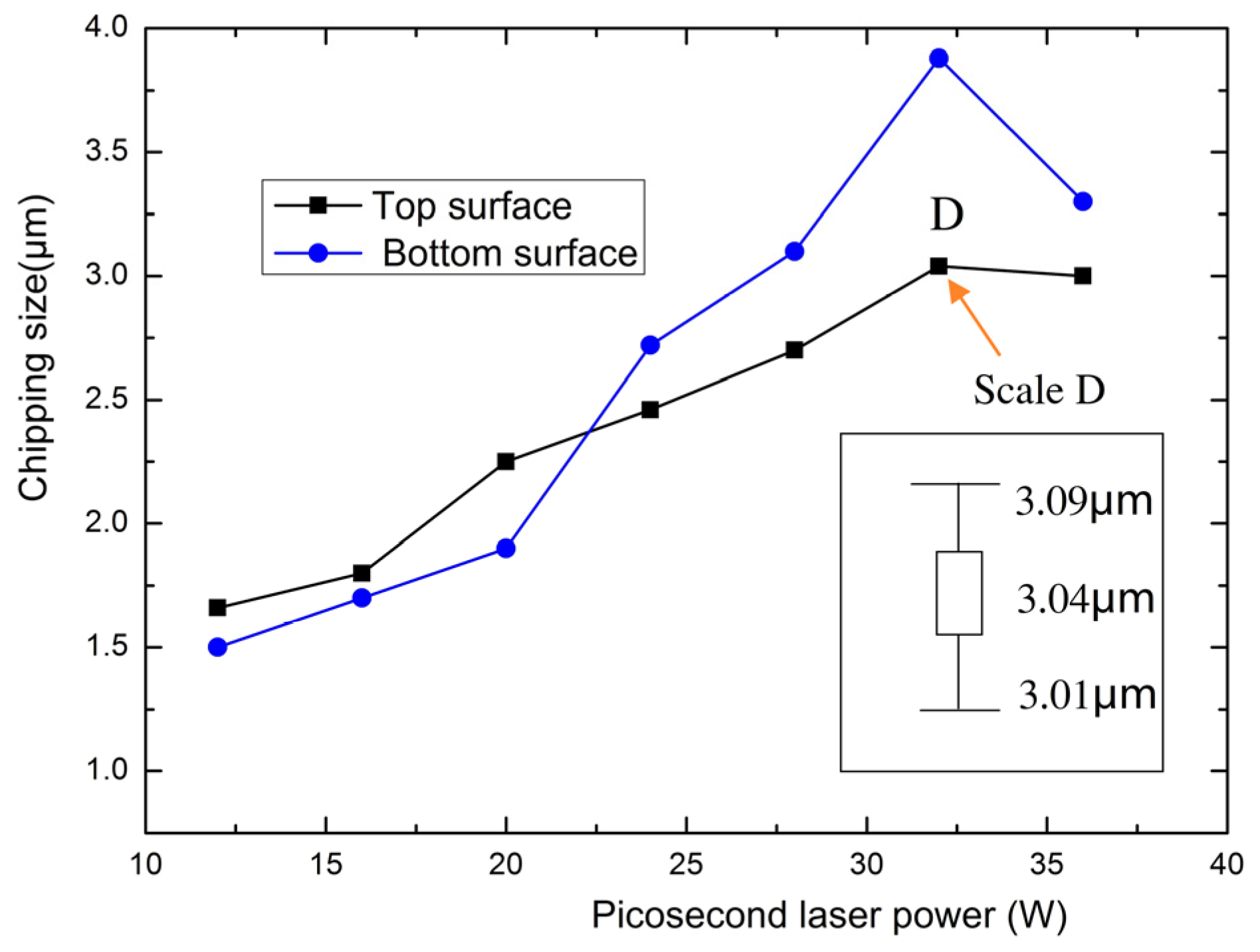
4.1. Influence of the Laser Cutting of Sapphire on the Chipped Edge Phenomenon
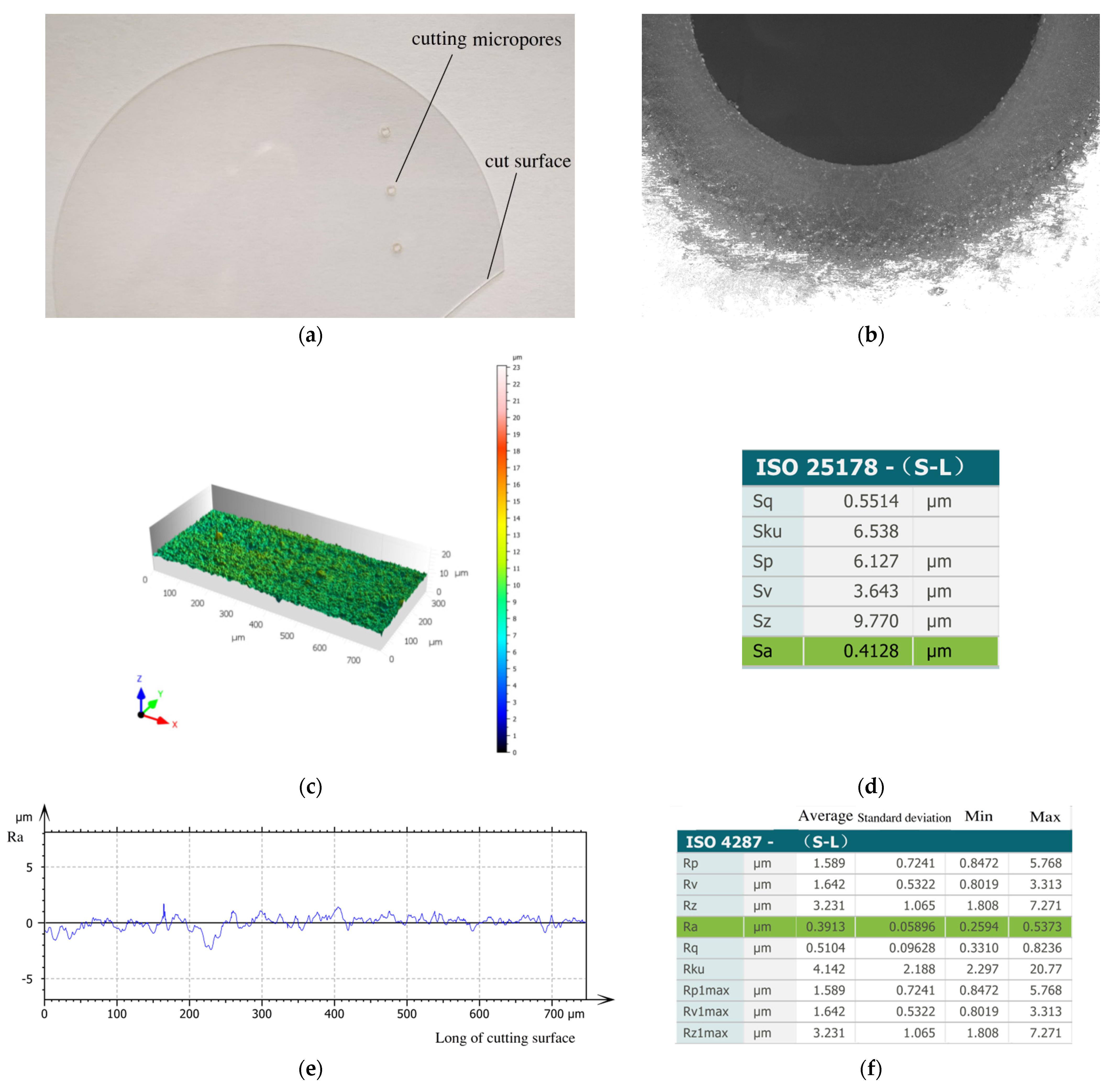
4.2. Test for Sapphire Cutting
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Strickland, D.; Mourou, G. Compression of amplified chirped optical pulse. Opt. Commun. 1985, 56, 219–221. [Google Scholar] [CrossRef]
- Ashkenasi, D.; Rosenfeld, A.; Varel, H.; Wähmer, M.; Campbell, E.E.B. Laser processing of processing of sapphire with picosecond and sub-picosecond pulses. Appl. Surf. Sci. 1997, 120, 65–80. [Google Scholar] [CrossRef]
- Kaiser, A.; Rethfeld, B.; Vicanek, M.; Simon, G. Microscopic processes in dielectrics under irradiation by sub-picosecond laser pulses. Phys. Rev. B 2000, 61, 11437–11450. [Google Scholar] [CrossRef]
- He, C.; Zibner, F.; Fornaroli, C.; Ryll, J.; Holtkamp, J.; Gillner, A. High-precision Helical Cutting Using Ultra-short Laser Pulses. Phys. Procedia 2014, 56, 1066–1072. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, Q. Friction reduction of steel by laser-induced periodic surface nanostructures with atomic layer deposited TiO2 coating. Surf. Coat. Technol. 2018, 344, 269–275. [Google Scholar] [CrossRef]
- Pronko, P.P.; VanRompay, P.; Horvath, A.; Loesel, C.F.; Juhasz, T.; Liu, X.; Mourou, G. Avalanche ionization and dielectric breakdown in silicon with ultrafast laser pulses. Phys. Rev. B 1998, 58, 2387–2390. [Google Scholar] [CrossRef]
- Stonge, L.; Detalle, V.; Sabsabi, M. Enhanced laser-induced breakdown spectroscopy using the combination of fourth-harmonic and fundamental Nd:YAG laser pulses. Spectrochim. Acta Part B 2002, 57, 121–135. [Google Scholar] [CrossRef]
- Scaffidi, J.M.; Angel, S.; Cremers, D.A. Emission enhancement mechanisms in dual pulse LIBS. In Analytical Chemistry; American Chemical Society: Washington, DC, USA, 2006; pp. 25–32. [Google Scholar]
- Kondratenko, S.V.; Borisovskiy, V.Y.; Naumov, A.S. New Laser Cutting Technology of Sapphire Wafers on Crystals. Adv. Mater. Res. 2013, 2291, 30–34. [Google Scholar] [CrossRef]
- Li, C.Q.; Wu, W.L.; Zuo, H.B.; Zhang, M.F. Analysis of Fracture Surface for Sapphire Cut by Long Pulse Laser. J. Synth. Cryst. 2010, 39, 997–1001. [Google Scholar]
- Fang, X.; Dou, J.; Dong, X.; Duan, W. Research on sapphire micro-blind-hole machining based on femtosecond laser. Ferroelectrics 2020, 563, 31–44. [Google Scholar] [CrossRef]
- Cai, Z.; Gao, X.; Yang, W.; Sun, Z.; Ye, Y. Study on Fiber Laser Cutting of Sapphire Substrate. Laser Optoelectron. Prog. 2015, 52, 081403. [Google Scholar]
- Yan, T.; Ji, L.; Ma, R.; Lin, Z. Modification characteristics of filamentary traces induced by loosely focused picosecond laser in sapphire. Ceram. Int. 2020, 46, 16074–16079. [Google Scholar] [CrossRef]
- Hao, Y.; Sun, M.; Guo, Y.; Shi, S.; Pan, X.; Pang, X.; Zhu, J. Asymmetrical damage growth of multilayer dielectric gratings induced by picosecond laser pulses. Opt. Express 2018, 26, 8791–8799. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.D.; Michalowski, A. Laser drilling of stainless steel with nanosecond double-pulse. Opt. Laser Technol. 2009, 41, 148–153. [Google Scholar] [CrossRef]
- Pan, Y.; Zhang, H.; Ni, X. Millisecond laser machining of transparent materials assisted by nanosecond laser. Opt. Express 2015, 23, 765–771. [Google Scholar] [CrossRef]
- Yan, T.; Ji, L.; Li, L.; Wang, W.; Lin, Z.; Yang, Q. Submicron Fine Cutting-Surface of Sapphire Obtained by Chemical Corrosion Assisted Picosecond Laser Filamentation Technology. Chin. J. Lasers 2017, 44, 1002002. [Google Scholar]
- Wang, Q.; Zhang, Q.; Zhang, Z.; Wang, W.; Xu, J. Material removal and surface formation mechanism of C-plane sapphire in multipass ablation by a nanosecond UV laser. Ceram. Int. 2020, 46, 21461–21470. [Google Scholar] [CrossRef]
- Haloui, H.; Lee, T.; Müllers, L. Cutting Glass, Sapphire, Ceramics and Other Brittle Materials. Photonics Views 2020, 3, 23–25. [Google Scholar] [CrossRef]
- Lin, J.; Jiang, F.; Xu, X.; Lu, J.; Tian, Z.; Wen, Q.; Lu, X. Molecular dynamics simulation of nanoindentation on C-plane sapphire. Mech. Mater. 2021, 154, 103716. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, Q.; Zhang, Z.; Su, H.; Fu, Y.; Xu, J. Surface micro-structuring of Sapphire by a Q-switched DPSS nanosecond pulsed laser. Mater. Sci. Semicond. Process. 2020, 107, 104864. [Google Scholar] [CrossRef]
- Waugh, D.G.; Walton, C.D. Micro-Machining of Diamond, Sapphire and Fused Silica Glass Using a Pulsed Nano-Second Nd:YVO4 Laser. Optics 2021, 2, 169–183. [Google Scholar] [CrossRef]
- Wen, Q.; Wang, H.; Cheng, G.; Jiang, F.; Lu, J.; Xu, X. Improvement of ablation capacity of sapphire by gold film-assisted femtosecond laser processing. Opt. Lasers Eng. 2020, 128, 106007. [Google Scholar] [CrossRef]
- Wen, Q.; Wei, X.; Jiang, F.; Lu, J.; Xu, X. Focused Ion Beam Milling of Single-Crystal Sapphire with A-, C-, and M-Orientations. Materials 2020, 13, 2871. [Google Scholar] [CrossRef] [PubMed]
- Wan, L.; Dai, P.; Li, L.; Deng, Z.; Hu, Y. Investigation on ultra-precision lapping of A-plane and C-plane sapphires. Ceram. Int. 2019, 45, 12106–12112. [Google Scholar] [CrossRef]
- Wang, N.; Jiang, F.; Xu, X.; Lu, X. Effects of Crystal Orientation on the Crack Propagation of Sapphire by Sequential Indentation Testing. Crystals 2017, 8, 3. [Google Scholar] [CrossRef] [Green Version]
- Pan, A.; Wang, W.; Liu, B.; Mei, X.; Yang, H.; Zhao, W. Formation of high-spatial-frequency periodic surface structures on indium-tin-oxide films using picosecond laser pulses. Mater. Des. 2017, 121, 126–135. [Google Scholar] [CrossRef]
- Mishchik, K.; Beuton, R.; Caulier, O.D.; Skupin, S.; Chimier, B.; Duchateau, G.; Chassagne, B.; Kling, R.; Hönninger, C.; Mottay, E.; et al. Improved laser glass cutting by spatio-temporal control of energy deposition using bursts of femtosecond pulses. Opt. Express 2017, 25, 33271–33282. [Google Scholar] [CrossRef]
- Zibner, F.; Fornaroli, C.; Ryll, J.; He, C.; Holtkamp, J.; Gillner, A. Ultra-high-precision helical laser cutting of sapphire. In Proceedings of the 2014 33rd International Congress on Laser Materials Processing, Laser Microprocessing and Nanomanufacturing, San Diego, CA, USA, 19–23 October 2014. [Google Scholar] [CrossRef]
- Li, Y.; Liu, H.; Hong, M. High-quality Sapphire Microprocessing by Dual-beam Laser Induced Plasma Assisted Ablation. Opt. Express 2019, 28, 6242–6250. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; Von Alvensleben, F.; Tünnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Yuze, H.; Khamesee, M.B.; Toyserkani, E. A comprehensive analytical model for laser powder-fed additive manufacturing. Addit. Manuf. 2016, 12, 90–99. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S. Laser Cladding; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Jun, S.C.; Lianhan, Z.; Jiaqi, H.; Fangfang, Z.; Shilie, P.; Yin, H. Study on Thermal Properties of Sapphire Crystal. J. Synth. Cryst. 2015, 44, 2652–2657. [Google Scholar]
- Nye, J.F. Physical Properties of Crystals: Their Representation by Tensors and Matrices; Oxford University Press: Oxford, UK, 1998; Volume 106, p. 195. [Google Scholar]
- Lu, C.W.; Chen, J.C.; Chen, C.H.; Chen, C.H.; Hsu, W.C.; Liu, C.M. Effects of RF Coil Position on the Transport Processes during the Stages of Sapphire Czochralski Crystal Growth. J. Cryst. Growth 2010, 312, 1074–1079. [Google Scholar] [CrossRef]
- Wang, J.; Feng, P.; Zhang, J.; Zhang, C.; Pei, Z. Modeling the dependency of edge chipping size on the properties and cutting force for rotary ultrasonic drilling of brittle materials. Int. J. Mach. Tools Manuf. 2016, 101, 18–27. [Google Scholar] [CrossRef]
- Shi, H.; Liu, G.; Yang, G.; Bi, Q.; Zhao, Y.; Wang, B.; Sun, X.; Liu, X.; Qi, H.; Xu, W.; et al. Analytical modelling of edge chipping in scratch of soda-lime glass considering strain-rate hardening effect. Ceram. Int. 2021, 47, 26552–26566. [Google Scholar] [CrossRef]
- Link, S.; Burda, C.; Nikoobakht, B.; El-Sayed, M.A. Laser-Induced Shape Changes of Colloidal Gold Nanorods Using Femtosecond and Nanosecond Laser Pulses. J. Phys. Chem. B 2000, 104, 104–6152. [Google Scholar] [CrossRef]
- Kang, Y.; Derouach, H.; Berger, N.; Herrmann, T.; L’huillier, J. Experimental research of picosecond laser based edge preparation of cutting tools. J. Laser Appl. 2020, 32, 022043. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Elements | Density (g/cm3) | Hardness (HV) | Thermal Coefficient of Expansion | Refractive Index | Melting Point (°C) | Boiling Point (°C) |
|---|---|---|---|---|---|---|
| Al2O3 | 3.95–4.1 | 1700 | 5~40 W/(m·°C) | 1.762~1.770 | 2050 | 3500 |
| Parameters | Numerical Value | Parameters | Numerical Value |
|---|---|---|---|
| Diameter | 51 mm | Laser spot radius | 0.05 mm |
| Thickness | 0.3 mm | Cutting speed | 200 mm/s |
| Thermal coefficient of expansion | 5 W/m2 | The grid size | 0.25 mm |
| Picosecond laser power | 40 W | Density | 4000 Kg/(m3) |
| Conductivity | 5~40 W/(m·°C) | Specific heat | 0.7788 J/(g·K) |
| Indoor temperature | 25 °C | Expansion coefficient | 5.2~9.51/10−6 K−1 |
| Picosecond Laser | CO2 Laser | ||
|---|---|---|---|
| Wavelength | 1064 nm | Wavelength | 10,600 nm |
| Optical quality | <1.2 | Optical quality | <1.3 |
| Power | >40 W | Power | 100 W |
| Pulse width | <10 ps | Pulse width | 1 ns |
| Cutting speed | 100–200 mm/s | Cutting speed | 50–200 mm/s |
| Pulse frequency | 200 kHz–8 MHz | Pulse frequency | 10–600 kHz |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, H.; Zhang, W.; Zhou, Y.; Liu, M.; Zhou, G. A Numerical Simulation and Experimental Study on the Ultrafast Double-Laser Precision Cutting of Sapphire Materials. Crystals 2022, 12, 867. https://doi.org/10.3390/cryst12060867
Xiao H, Zhang W, Zhou Y, Liu M, Zhou G. A Numerical Simulation and Experimental Study on the Ultrafast Double-Laser Precision Cutting of Sapphire Materials. Crystals. 2022; 12(6):867. https://doi.org/10.3390/cryst12060867
Chicago/Turabian StyleXiao, Haibing, Wei Zhang, Yongquan Zhou, Mingjun Liu, and Guiyao Zhou. 2022. "A Numerical Simulation and Experimental Study on the Ultrafast Double-Laser Precision Cutting of Sapphire Materials" Crystals 12, no. 6: 867. https://doi.org/10.3390/cryst12060867