
Effects of Recrystallization on Tensile Anisotropic Properties for IN738LC Fabricated by Laser Powder Bed Fusion

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
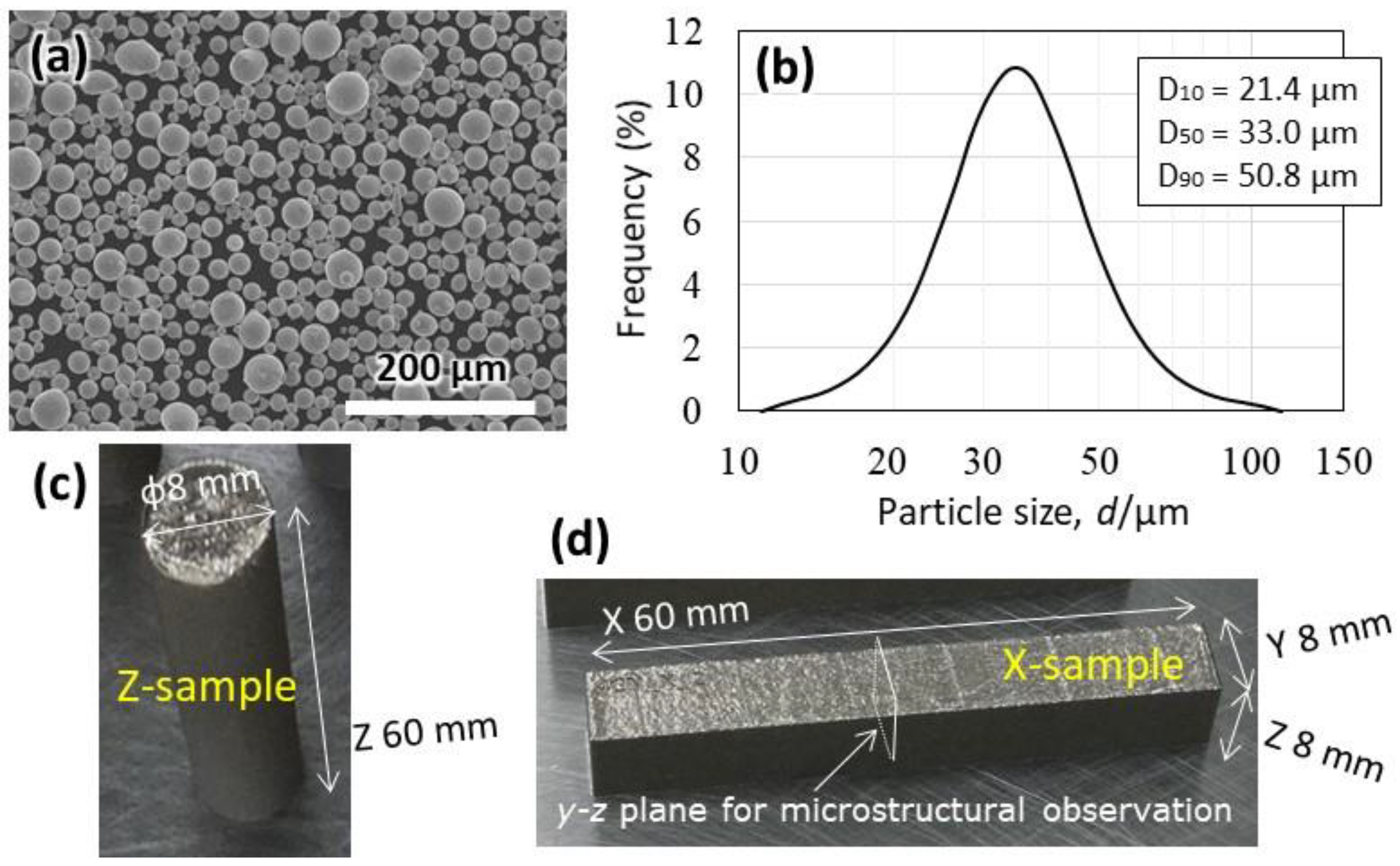
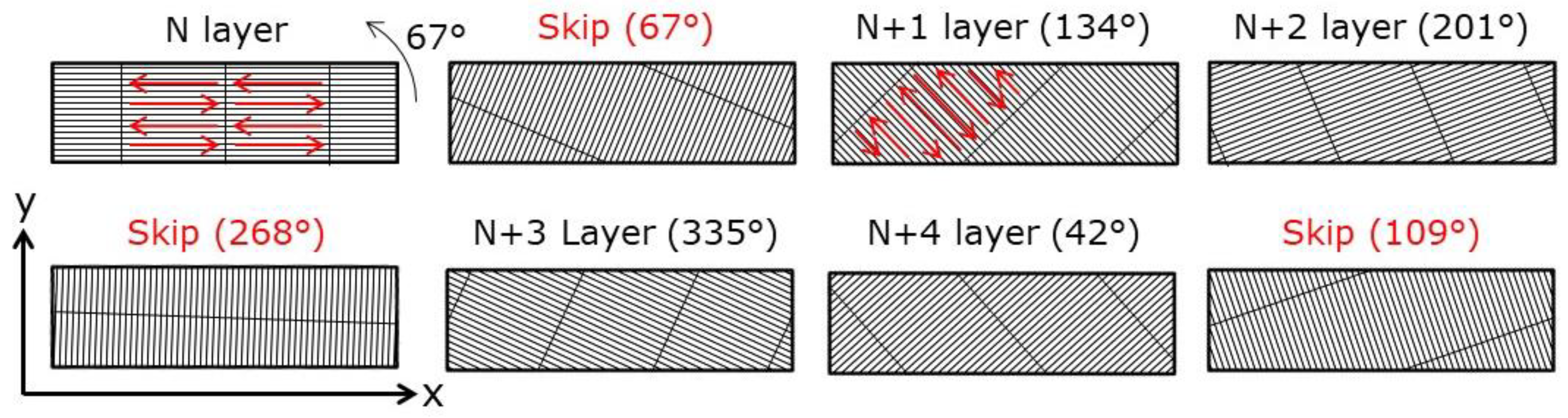
2.1. Fabrication of IN738LC Samples via LPBF Process
2.2. Heat Treatments
2.3. Microstructure Characterization
2.4. Tensile Tests
3. Results
3.1. Microstructure Characterization before and after Heat Treatments
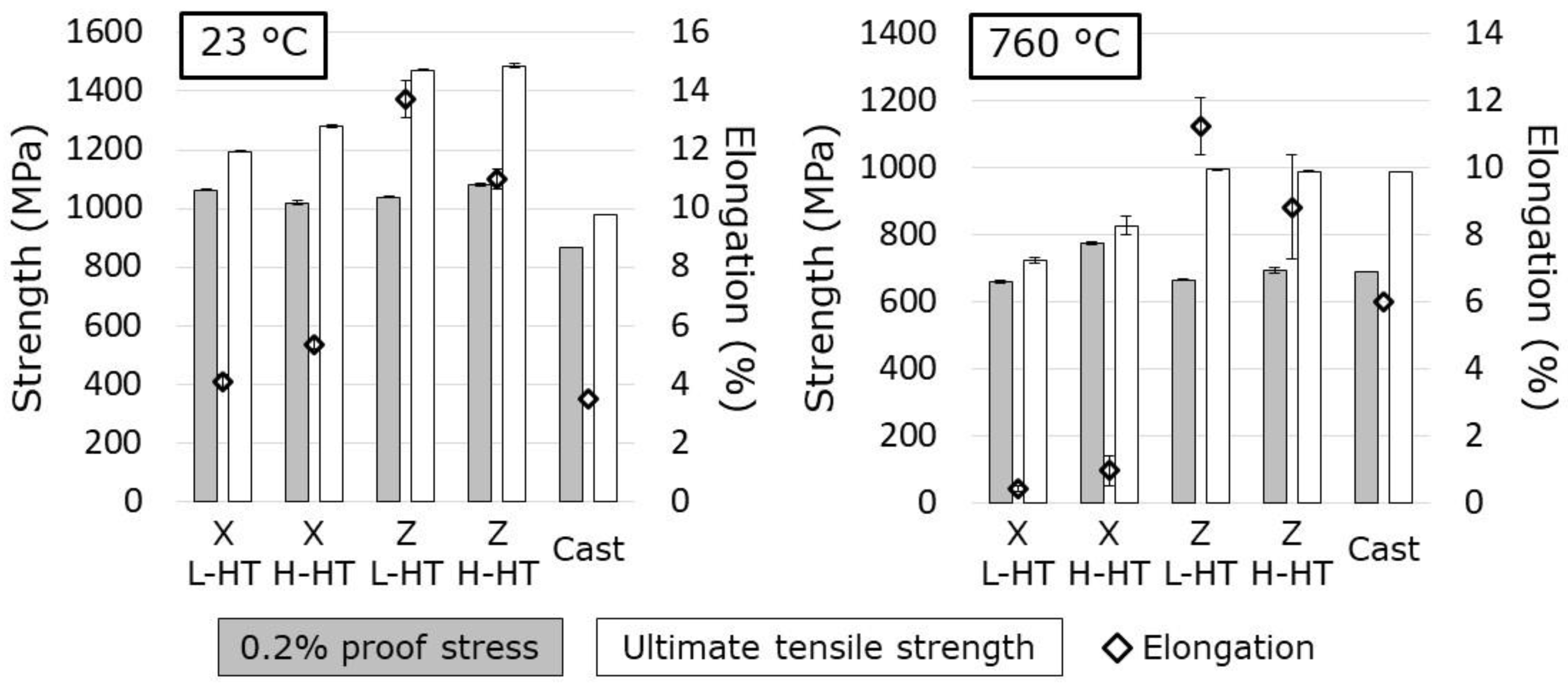
3.2. Tensile Properties Depending on Test Direction and Heat Treatment Conditions
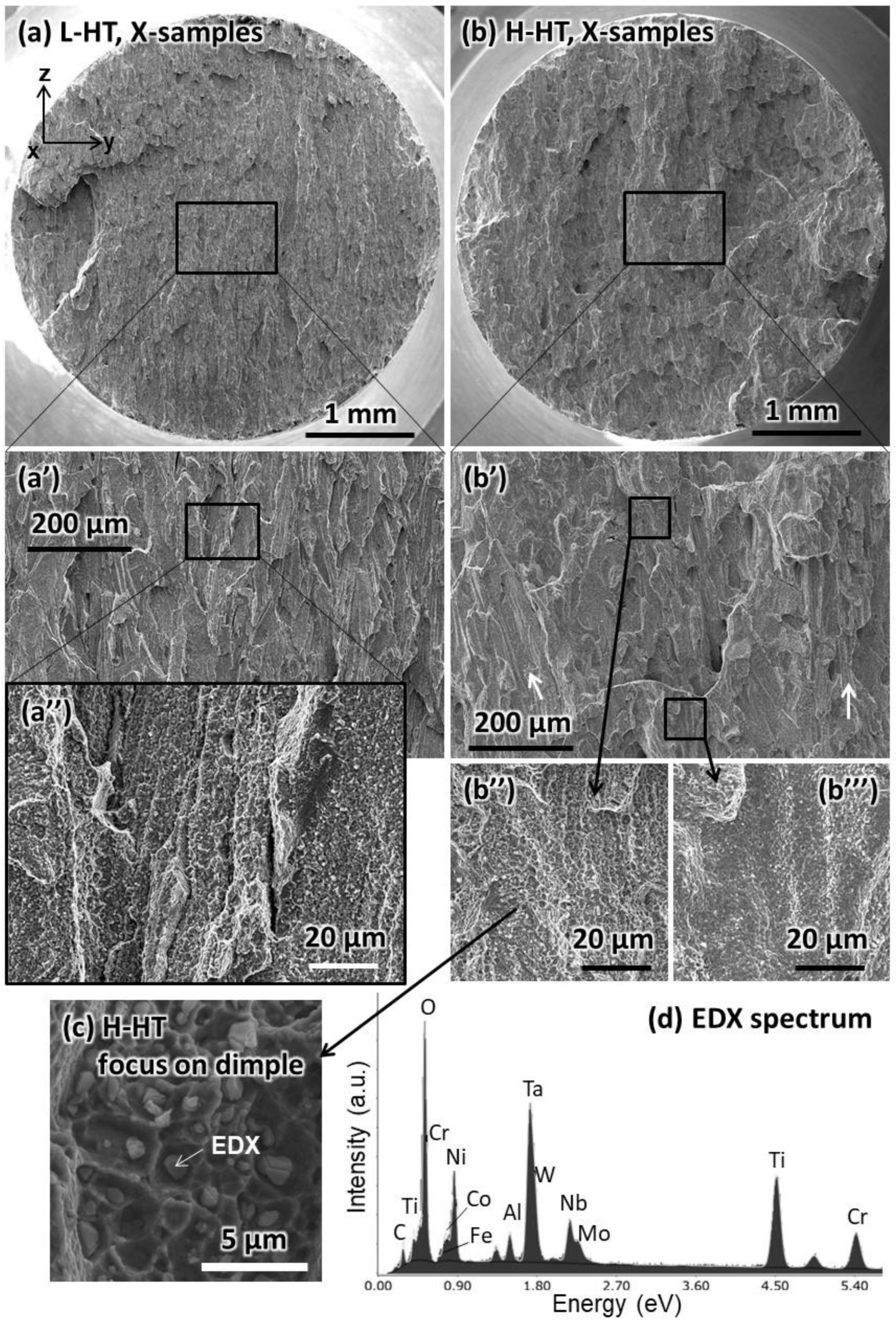
3.3. Identification of Fracture Location in X-Samples
4. Discussion
4.1. Microstructure Evolution during Heat Treatment
4.2. Future Prospects for Improvement of High-Temperature Strength
- (1)
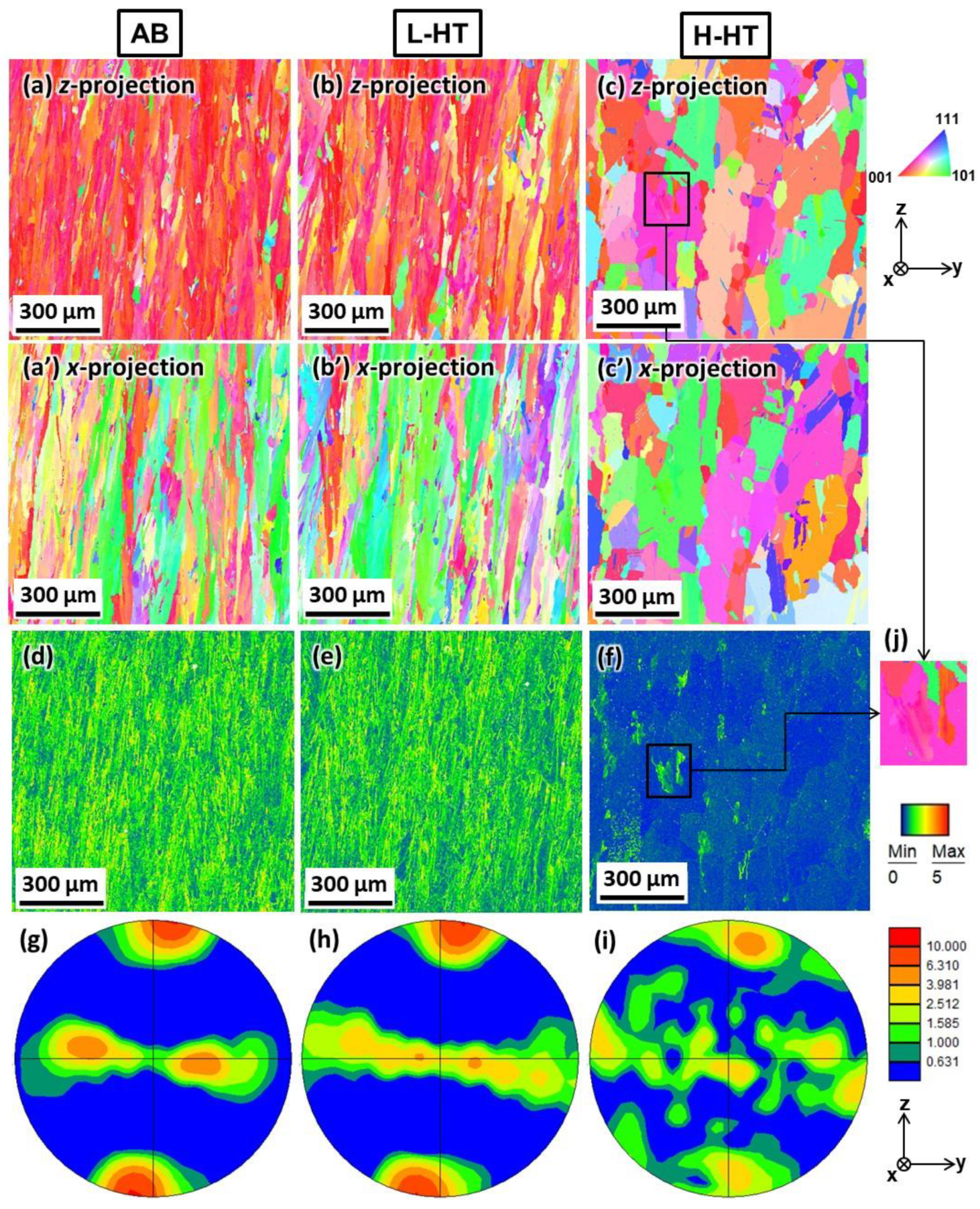
- It is clear that the nonrecrystallized region is undesirable, considering the results for the L-HT-ed materials. In general, the progress of recrystallization can be controlled by both temperature and holding time [48]. Therefore, by optimizing the heat treatment conditions, the nonrecrystallized region (as shown in Figure 3j) can be eliminated.
- (2)
- Fractures at the recrystallized grain boundaries may cause ductility degradation; thus, the addition of grain boundary strengthening elements, including B and Zr, among others, can be effective. In particular, the IN738LC powder used in this study had a B-value of 0.004 wt.%, much smaller than that of general IN738LC castings (0.010 wt.%) [34]. To optimize the value of B, it is necessary to consider the promotion of microcracks in the LPBF process owing to the segregation of B [49].
- (3)
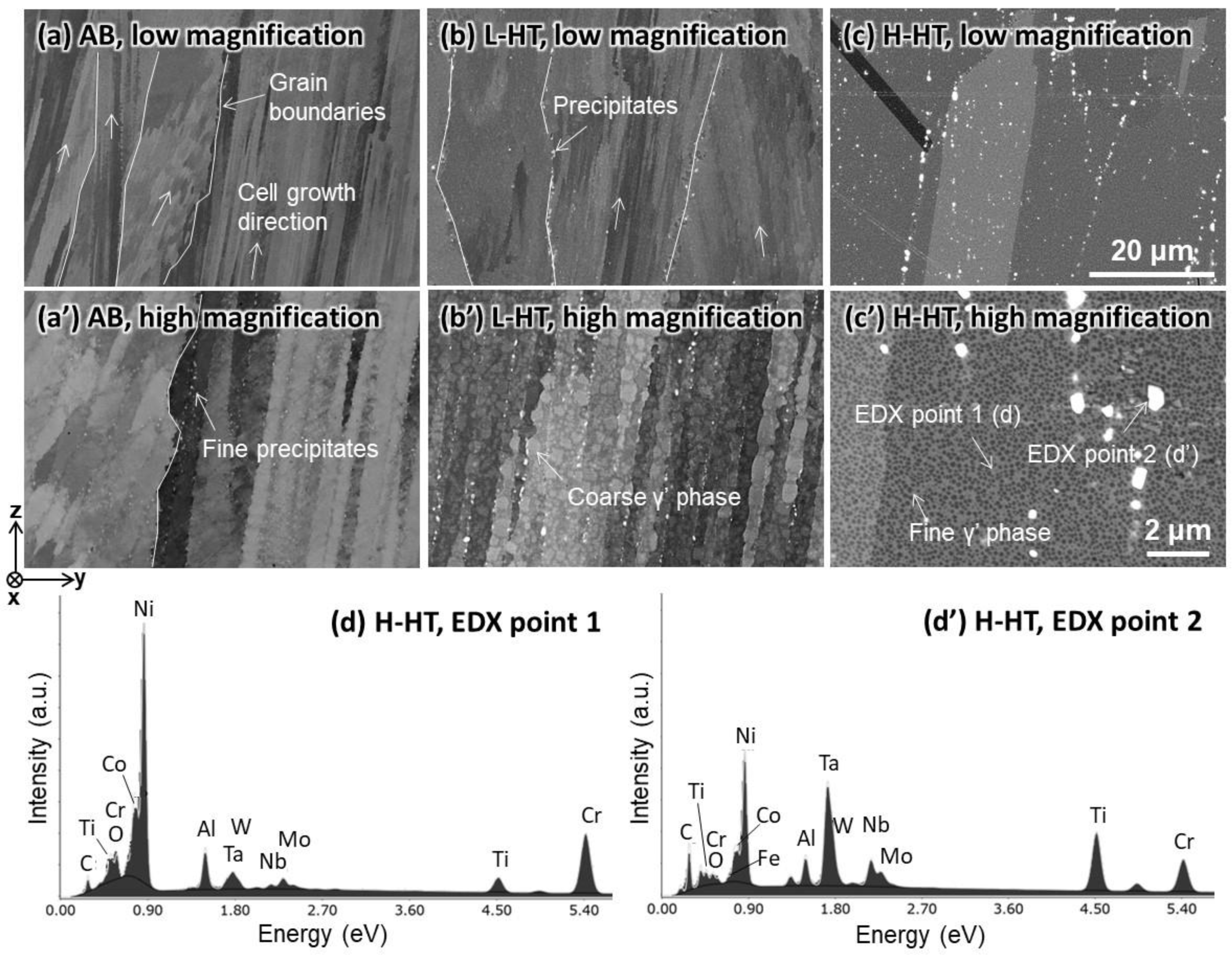
- The MC carbides appeared in almost all the dimples, suggesting that they acted as “inclusions” to inhibit dislocation migration, although these dimples may have contributed to the slight ductility. Here, the word “inclusion(s)” is used because the size of the MC carbide was determined to be several hundred nanometers too large against the Burgers vector and, hence, would not lead to increased strength. In general, oxide dispersion-strengthened alloys have very fine oxide particles, 5–50 nm in size [50]. The amount of MC carbides can be controlled by the content of MC carbide former elements, such as Ta, Nb, and Ti [34]. In addition, there is a research example of an AM process in which metal powder is mixed with TiC particles for strengthening by MC carbides [51]. Therefore, by optimizing the heat treatment conditions, segregation at the cell grain boundaries, or the content of MC carbide former elements, the fine MC carbides are positively dispersed inside the recrystallized grains, which may lead to control of the mechanical properties.
5. Conclusions
- (1)
- A columnar grain microstructure with the first orientation in the [001]//z-direction and the second orientation rotated randomly in the x-y plane was obtained by the rotation scan strategy. It did not recrystallize after ST at 1120 °C but recrystallized by HIP and ST at 1204 °C.
- (2)
- The tensile properties strongly depend on whether recrystallization occurred as well as on the tensile direction. This can be explained by microstructure characterization, featuring the Taylor factor in the tensile direction, average grain size estimated by ellipse approximation, and the relationship between the grain shape and tensile direction.
- (3)
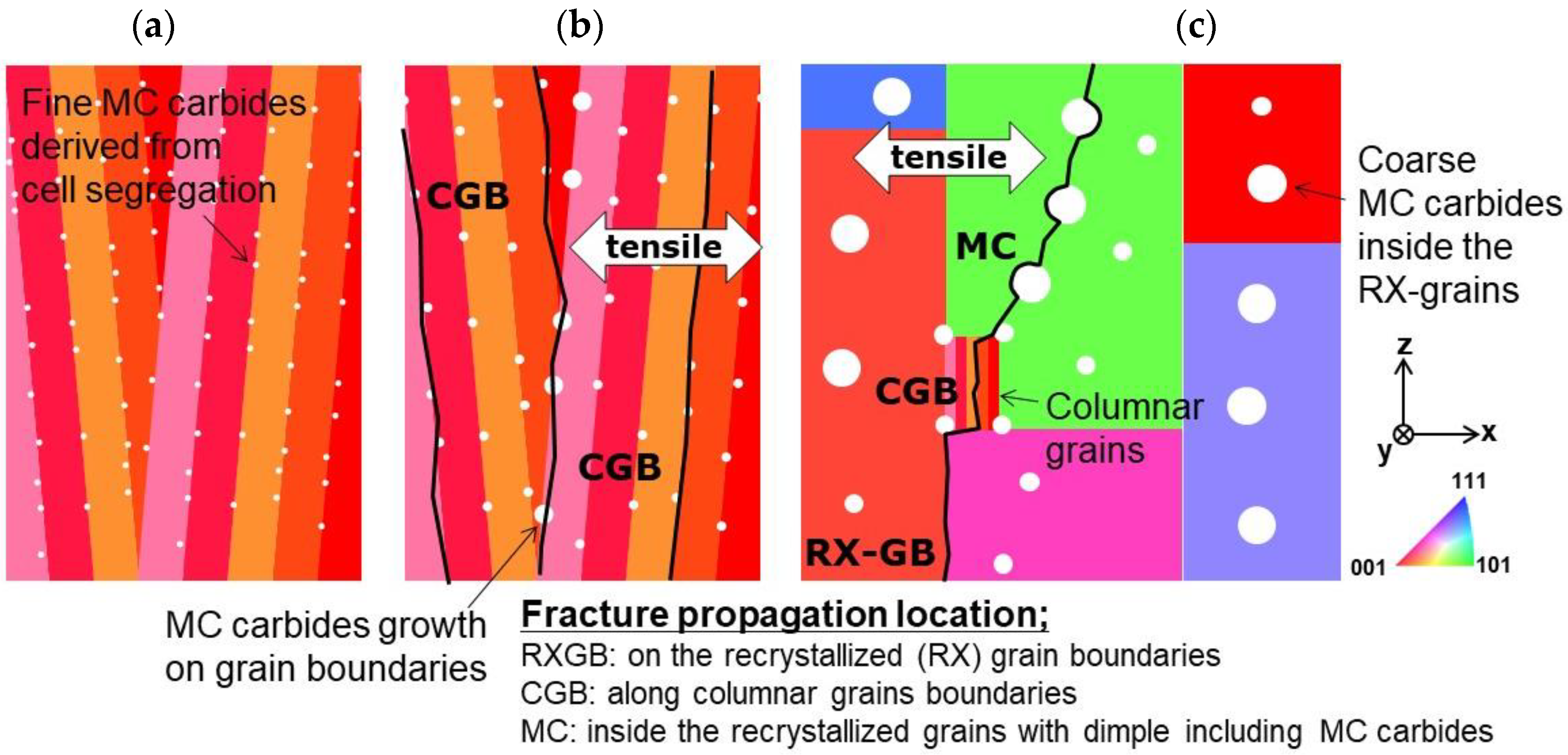
- The shape of the recrystallized grains and the distribution of coarse MC carbides inside the recrystallized grains were determined by the microstructure in the as-built state. This suggests the importance of controlling the cell solidification direction and grain boundary distribution before recrystallization.
- (4)
- In the high-temperature tensile tests in the x-direction, a brittle fracture caused by the separation of the columnar grains occurred. In contrast, dimples were observed at the fracture surface after recrystallization, indicating the possibility of further improvement in ductility.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, J.H.; Zhang, W.H.; Xia, L. Topology optimization in aircraft and aerospace structures design. Arch. Comput. Methods Eng. 2016, 23, 595–622. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 108164. [Google Scholar] [CrossRef]
- Ikeo, N.; Fukuda, H.; Matsugaki, A.; Inoue, T.; Serizawa, A.; Matsuzaka, T.; Ishimoto, T.; Ozasa, R.; Gokcekaya, O.; Nakano, T. 3D puzzle in cube pattern for anisotropic/isotropic mechanical control of structure fabricated by metal additive manufacturing. Crystals 2021, 11, 959. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Tsutsumi, Y.; Ishimoto, T.; Oishi, T.; Manaka, T.; Chen, P.; Ashida, M.; Doi, K.; Katayama, H.; Hanawa, T.; Nakano, T. Crystallographic texture- and grain boundary density-independent improvement of corrosion resistance in austenitic 316L stainless steel fabricated via laser powder bed fusion. Addit. Manuf. 2021, 45, 102066. [Google Scholar] [CrossRef]
- Ishimoto, T.; Wu, S.Q.; Ito, Y.; Sun, S.H.; Amano, H.; Nakano, T. Crystallographic orientation control of 316L austenitic stainless steel via selective laser melting. ISIJ Int. 2020, 60, 1758–1764. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; Wada, T.; Suzuki, A.; Takata, N.; Kobashi, M.; Kato, M. Effect of annealing on anisotropic tensile properties of Al-12%Si alloy fabricated by laser powder bed fusion. Crystals 2020, 10, 1007. [Google Scholar] [CrossRef]
- Takase, A.; Ishimoto, T.; Suganuma, R.; Nakano, T. Lattice distortion in selective laser melting (SLM)-manufactured unstable, β-type Ti-15Mo-5Zr-3Al alloy analyzed by high-precision X-ray diffractometry. Scr. Mater. 2021, 201, 113953. [Google Scholar] [CrossRef]
- Takase, A.; Ishimoto, T.; Morita, N.; Ikeo, N.; Nakano, T. Comparison of phase characteristics and residual stresses in Ti-6Al-4V alloy manufactured by laser powder bed fusion (L-PBF) and electron beam powder bed fusion (EB-PBF) techniques. Crystals 2021, 11, 796. [Google Scholar] [CrossRef]
- Ishimoto, T.; Ozasa, R.; Nakano, K.; Weinmann, M.; Schnitter, C.; Stenzel, M.; Matsugaki, A.; Nagase, T.; Matsuzaka, T.; Todai, M.; et al. Development of TiNbTaZrMo bio-high entropy alloy (BioHEA) super-solid solution by selective laser melting, and its improved mechanical property and biocompatibility. Scr. Mater. 2021, 194, 113658. [Google Scholar] [CrossRef]
- Ikeda, T.; Yonehara, M.; Ikeshoji, T.T.; Nobuki, T.; Hatate, M.; Kuwabara, K.; Otsubo, Y.; Kyogoku, H. Influences of process parameters on the microstructure and mechanical properties of CoCrFeNiTi based high-entropy alloy in a laser powder bed fusion process. Crystals 2021, 11, 549. [Google Scholar] [CrossRef]
- Hagihara, K.; Ishimoto, T.; Suzuki, M.; Ozasa, R.; Matsugaki, A.; Wang, P.; Nakano, T. Factor which governs the feature of texture developed during additive manufacturing; clarified from the study on hexagonal C40-NbSi2. Scr. Mater. 2021, 203, 114111. [Google Scholar] [CrossRef]
- Walachowicz, F.; Bernsdorf, I.; Papenfuss, U.; Zeller, C.; Graichen, A.; Navrotsky, V.; Rajvanshi, N.; Kiener, C. Comparative energy, resource and recycling lifecycle analysis of the industrial repair process of gas turbine burners using conventional machining and additive manufacturing. J. Ind. Ecol. 2017, 21, S203–S215. [Google Scholar] [CrossRef] [Green Version]
- Nomura, Y.; Igashira, K. Research and development on customized anisotropic components for aerospace and energy systems. Mater. Jpn. 2015, 54, 511–512. [Google Scholar] [CrossRef] [Green Version]
- Min, Z.; Huang, G.; Parbat, S.N.; Yang, L.; Chyu, M.K. Experimental investigation on additively manufactured transpiration and film cooling structures. J. Turbomach. 2019, 141, 031009. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Corrado, G.; Argenio, P. Laser powder-bed fusion of Inconel 718 to manufacture turbine blades. Int. J. Adv. Manuf. Technol. 2017, 93, 4023–4031. [Google Scholar] [CrossRef] [Green Version]
- Hibino, S. Development of manufacturing technology for Ni-base superalloys powder. Mater. Jpn. 2021, 60, 634–638. [Google Scholar] [CrossRef]
- Nie, P.L.; Ojo, O.A.; Li, Z.G. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Ishimoto, T.; Hagihara, K.; Hisamoto, K.; Sun, S.H.; Nakano, T. Crystallographic texture control of beta-type Ti-15Mo-5Zr-3Al alloy by selective laser melting for the development of novel implants with a biocompatible low Young’s modulus. Scr. Mater. 2017, 132, 34–38. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Sun, S.H.; Hagihara, K.; Nakano, T. Effect of scanning strategy on texture formation in Ni-25 at.% Mo alloys fabricated by selective laser melting. Mater. Des. 2018, 140, 307–316. [Google Scholar] [CrossRef]
- Sun, S.H.; Ishimoto, T.; Hagihara, K.; Tsutsumi, Y.; Hanawa, T.; Nakano, T. Excellent mechanical and corrosion properties of austenitic stainless steel with a unique crystallographic lamellar microstructure via selective laser melting. Scr. Mater. 2019, 159, 89–93. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Ishimoto, T.; Hibino, S.; Yasutomi, J.; Narushima, T.; Nakano, T. Unique crystallographic texture formation in Inconel 718 by laser powder bed fusion and its effect on mechanical anisotropy. Acta Mater. 2021, 212, 116876. [Google Scholar] [CrossRef]
- Hagihara, K.; Nakano, T. Control of anisotropic crystallographic texture in powder bed fusion additive manufacturing of metals and ceramics-A review. JOM 2022, 74, 1760–1773. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Hayashi, N.; Ishimoto, T.; Ueda, K.; Narushima, T.; Nakano, T. Crystallographic orientation control of pure chromium via laser powder bed fusion and improved high temperature oxidation resistance. Addit. Manuf. 2020, 36, 101624. [Google Scholar] [CrossRef]
- Hibino, S.; Todo, T.; Ishimoto, T.; Gokcekaya, O.; Koizumi, Y.; Igashira, K.; Nakano, T. Control of crystallographic texture and mechanical properties of Hastelloy-X via laser powder bed fusion. Crystals 2021, 11, 1064. [Google Scholar] [CrossRef]
- Weavwe, J.S.; Rosenthal, I. Understanding Anisotropic Tensile Properties of Laser Powder Bed Fusion Additive Metals: A Detailed Review of Select Examples; Advanced Manufacturing Series (NIST AMS) 100-44; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2021. [CrossRef]
- Tomus, D.; Tian, Y.; Rometsch, P.A.; Heilmaier, M.; Wu, X.H. Influence of post heat treatments on anisotropy of mechanical behaviour and microstructure of Hastelloy-X parts produced by selective laser melting. Mater. Sci. Eng. A 2016, 667, 42–53. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Kanagarajah, P.; Brenne, F.; Niendorf, T.; Maier, H.J. Inconel 939 processed by selective laser melting: Effect of microstructure and temperature on the mechanical properties under static and cyclic loading. Mater. Sci. Eng. A 2013, 588, 188–195. [Google Scholar] [CrossRef]
- Geiger, F.; Kunze, K.; Etter, T. Tailoring the texture of IN738LC processed by selective laser melting (SLM) by specific scanning strategies. Mater. Sci. Eng. A 2016, 661, 240–246. [Google Scholar] [CrossRef]
- Zhao, J.R.; Hung, F.Y.; Lu, C.S.; Lai, I.C. Comparison of laser powder bed fusion and cast Inconel 713 alloy in terms of their microstructure, mechanical properties, and fatigue life. Adv. Eng. Mater. 2021, 23, 2001366. [Google Scholar] [CrossRef]
- Munoz-Moreno, R.; Divya, V.D.; Driver, S.L.; Messe, O.; Illston, T.; Baker, S.; Carpenter, M.A.; Stone, H.J. Effect of heat treatment on the microstructure, texture and elastic anisotropy of the nickel-based superalloy CM247LC processed by selective laser melting. Mater. Sci. Eng. A 2016, 674, 529–539. [Google Scholar] [CrossRef]
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. Superalloys II: High-Temperature Materials for Aerospace and Industrial Power; John Wiley & Sons: Hoboken, NJ, USA, 1987; pp. 97–133. [Google Scholar]
- Kunze, K.; Etter, T.; Grasslin, J.; Shklover, V. Texture, anisotropy in microstructure and mechanical properties of IN738LC alloy processed by selective laser melting (SLM). Mater. Sci. Eng. A 2015, 620, 213–222. [Google Scholar] [CrossRef]
- Messe, O.; Munoz-Moreno, R.; Illston, T.; Baker, S.; Stone, H.J. Metastable carbides and their impact on recrystallisation in IN738LC processed by selective laser melting. Addit. Manuf. 2018, 22, 394–404. [Google Scholar] [CrossRef]
- Gu, D.D.; Shen, Y.F. Effects of processing parameters on consolidation and microstructure of W-Cu components by DMLS. J. Alloys Compd. 2009, 473, 107–115. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Esmaeilizadeh, R.; Ali, U.; Enrique, P.D.; Mahmoodkhani, Y.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. Controlling mechanical properties of additively manufactured hastelloy X by altering solidification pattern during laser powder-bed fusion. Mater. Sci. Eng. A 2019, 762, 138081. [Google Scholar] [CrossRef]
- Brown, W.F., Jr.; Gibson, C. (Eds.) Aerospace Structural Metals Handbook, 35th ed.; Code4217; CINDAS/USAF CRDA Handbooks Operation; Purdue University: West Lafayette, IN, USA, 1999; pp. 1–25. [Google Scholar]
- Carter, L.N.; Attallah, M.M.; Reed, R.C. Laser powder bed fabrication of nickel-base superalloys: Influence of parameters; Characterisation, quantification and mitigation of cracking. In Proceedings of the Superalloys 2012, Champion PA, USA, 9–13 September 2012; The Minerals, Metals & Materials Society(TMS): Pittsburgh, PA, USA, 2012; pp. 577–586. [Google Scholar]
- Osada, T.; Gu, Y.F.; Nagashima, N.; Yuan, Y.; Yokokawa, T.; Harada, H. Optimum microstructure combination for maximizing tensile strength in a polycrystalline superalloy with a two-phase structure. Acta Mater. 2013, 61, 1820–1829. [Google Scholar] [CrossRef]
- Ni, M.; Chen, C.; Wang, X.J.; Wang, P.W.; Li, R.D.; Zhang, X.Y.; Zhou, K.C. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. A 2017, 701, 344–351. [Google Scholar] [CrossRef]
- Schneibel, J.H.; Heilmaier, M. Hall-Petch breakdown at elevated temperatures. Mater. Trans. 2014, 55, 44–51. [Google Scholar] [CrossRef] [Green Version]
- Kozar, R.W.; Suzuki, A.; Milligan, W.W.; Schirra, J.J.; Savage, M.F.; Pollock, T.M. Strengthening mechanisms in polycrystalline multimodal nickel-base superalloys. Metall. Mater. Trans. A 2009, 40A, 1588–1603. [Google Scholar] [CrossRef]
- Lou, X.Y.; Andresen, P.L.; Rebak, R.B. Oxide inclusions in laser additive manufactured stainless steel and their effects on impact toughness and stress corrosion cracking behavior. J. Nucl. Mater. 2018, 499, 182–190. [Google Scholar] [CrossRef]
- Zhang, F.; Levine, L.E.; Allen, A.J.; Campbell, C.E.; Lass, E.A.; Cheruvathur, S.; Stoudt, M.R.; Williams, M.E.; Idell, Y. Homogenization kinetics of a nickel-based superalloy produced by powder bed fusion laser sintering. Scr. Mater. 2017, 131, 98–102. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tin, S.; Pollock, T.M. Phase instabilities and carbon additions in single-crystal nickel-base superalloys. Mater. Sci. Eng. A 2003, 348, 111–121. [Google Scholar] [CrossRef]
- Humphries, J.; Rohrer, G.S.; Rollett, A. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2017; pp. 245–304. [Google Scholar]
- Chauvet, E.; Kontis, P.; Jagle, E.A.; Gault, B.; Raabe, D.; Tassin, C.; Blandin, J.J.; Dendievel, R.; Vayre, B.; Abed, S.; et al. Hot cracking mechanism affecting a non-weldable Ni-based superalloy produced by selective electron beam melting. Acta Mater. 2018, 142, 82–94. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater. Sci. 2013, 58, 383–502. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.D.; Dai, D.H.; Alkhayat, M.; Urban, W.; Yuan, P.P.; Cao, S.; Gasser, A.; Weisheit, A.; Kelbassa, I.; et al. Laser additive manufacturing of ultrafine TiC particle reinforced Inconel 625 based composite parts: Tailored microstructures and enhanced performance. Mater. Sci. Eng. A 2015, 635, 118–128. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Co | Cr | Mo | W | Nb | Ta | Al | Ti | Fe | C | B | Zr |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Composition (wt.%) | Bal. | 8.6 | 16.2 | 1.8 | 2.7 | 0.9 | 1.8 | 3.4 | 3.5 | 3.8 | 0.13 | 0.004 | 0.07 |
| Abbreviation | Stress Relief (SR) | Hot Isostatic Pressing (HIP) | Solution Treatment (ST) | Aging |
|---|---|---|---|---|
| AB | - | - | - | - |
| L-HT | - | - | 1120 °C 2 h | 843 °C 24 h |
| H-HT | Below 1204 °C Up to 2 h | 1204 °C 4 h | 1204 °C 2 h | 843 °C 24 h |
| Condition | Taylor Factor | Average Grain Size [μm] (Ellipse Fit) | Ellipse Angle (+z//90°) | |||
|---|---|---|---|---|---|---|
| x- Direction | z- Direction | Minor Axis (x-Direction) | Major Axis (z-Direction) | Aspect Ratio (Minor Axis/Major Axis) | ||
| AB | 3.07 | 2.55 | 17.2 | 193.7 | 0.089 | 96.6° |
| L-HT | 2.91 | 2.55 | 19.3 | 212.5 | 0.091 | 96.9° |
| H-HT | 3.01 | 2.83 | 40.3 | 141.8 | 0.284 | 95.9° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hibino, S.; Fujimitsu, K.; Azuma, M.; Ishimoto, T.; Nakano, T. Effects of Recrystallization on Tensile Anisotropic Properties for IN738LC Fabricated by Laser Powder Bed Fusion. Crystals 2022, 12, 842. https://doi.org/10.3390/cryst12060842
Hibino S, Fujimitsu K, Azuma M, Ishimoto T, Nakano T. Effects of Recrystallization on Tensile Anisotropic Properties for IN738LC Fabricated by Laser Powder Bed Fusion. Crystals. 2022; 12(6):842. https://doi.org/10.3390/cryst12060842
Chicago/Turabian StyleHibino, Shinya, Kazushige Fujimitsu, Makoto Azuma, Takuya Ishimoto, and Takayoshi Nakano. 2022. "Effects of Recrystallization on Tensile Anisotropic Properties for IN738LC Fabricated by Laser Powder Bed Fusion" Crystals 12, no. 6: 842. https://doi.org/10.3390/cryst12060842