
Microstructure and Mechanical Property of a Multi-Scale Carbide Reinforced Co–Cr–W Matrix Composites

Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
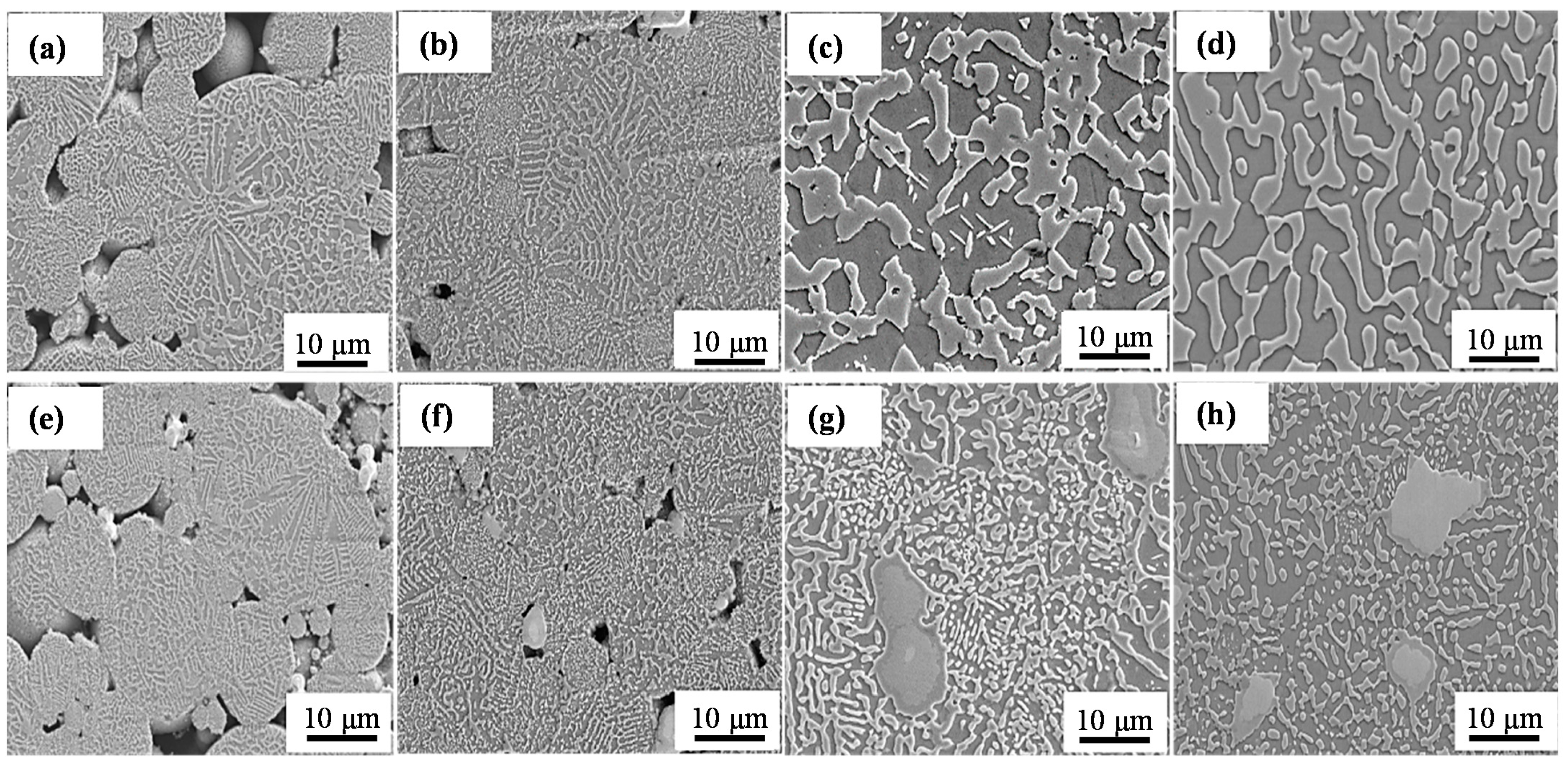
3.1. The Effect of Sintering Temperature on the Microstructures
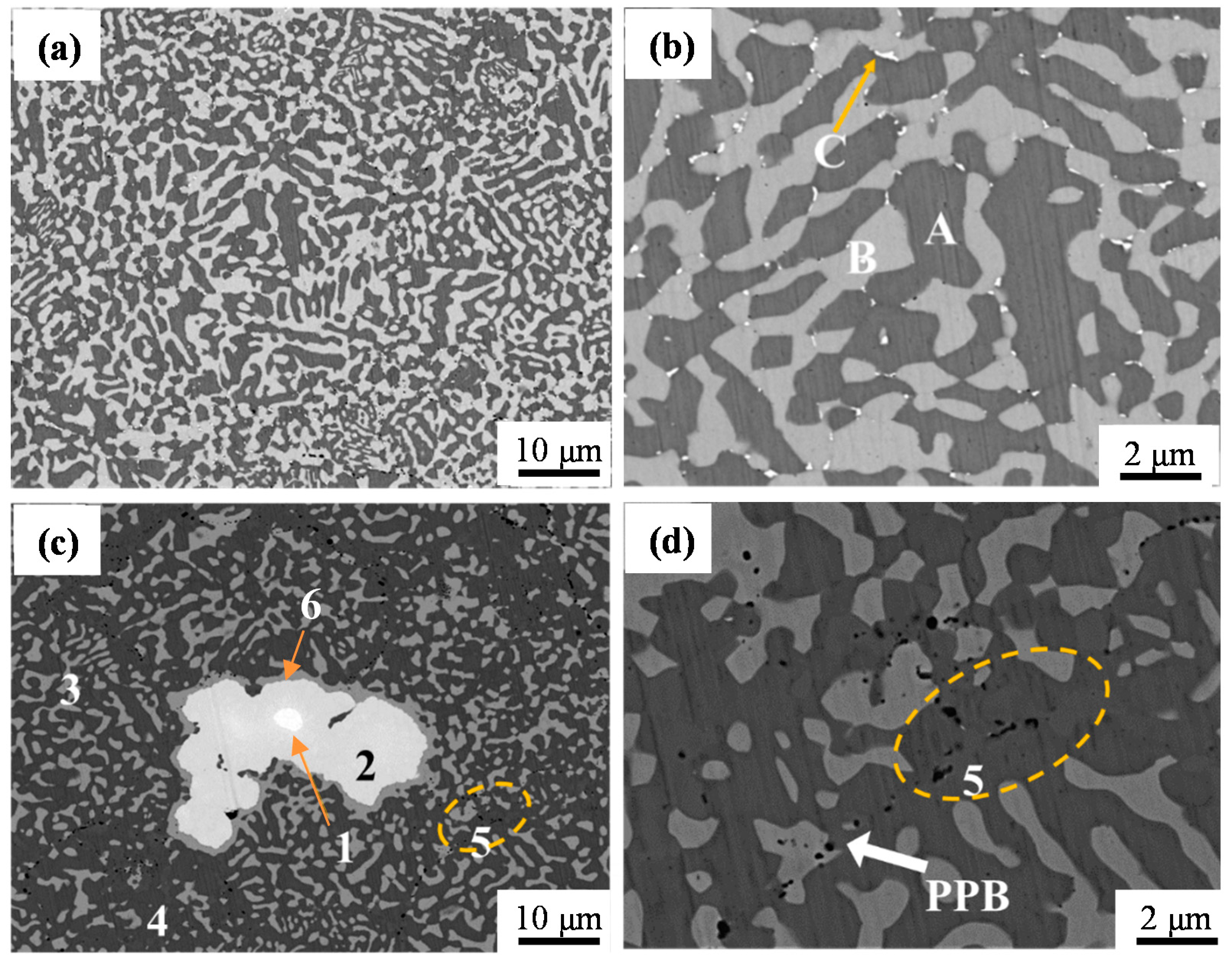
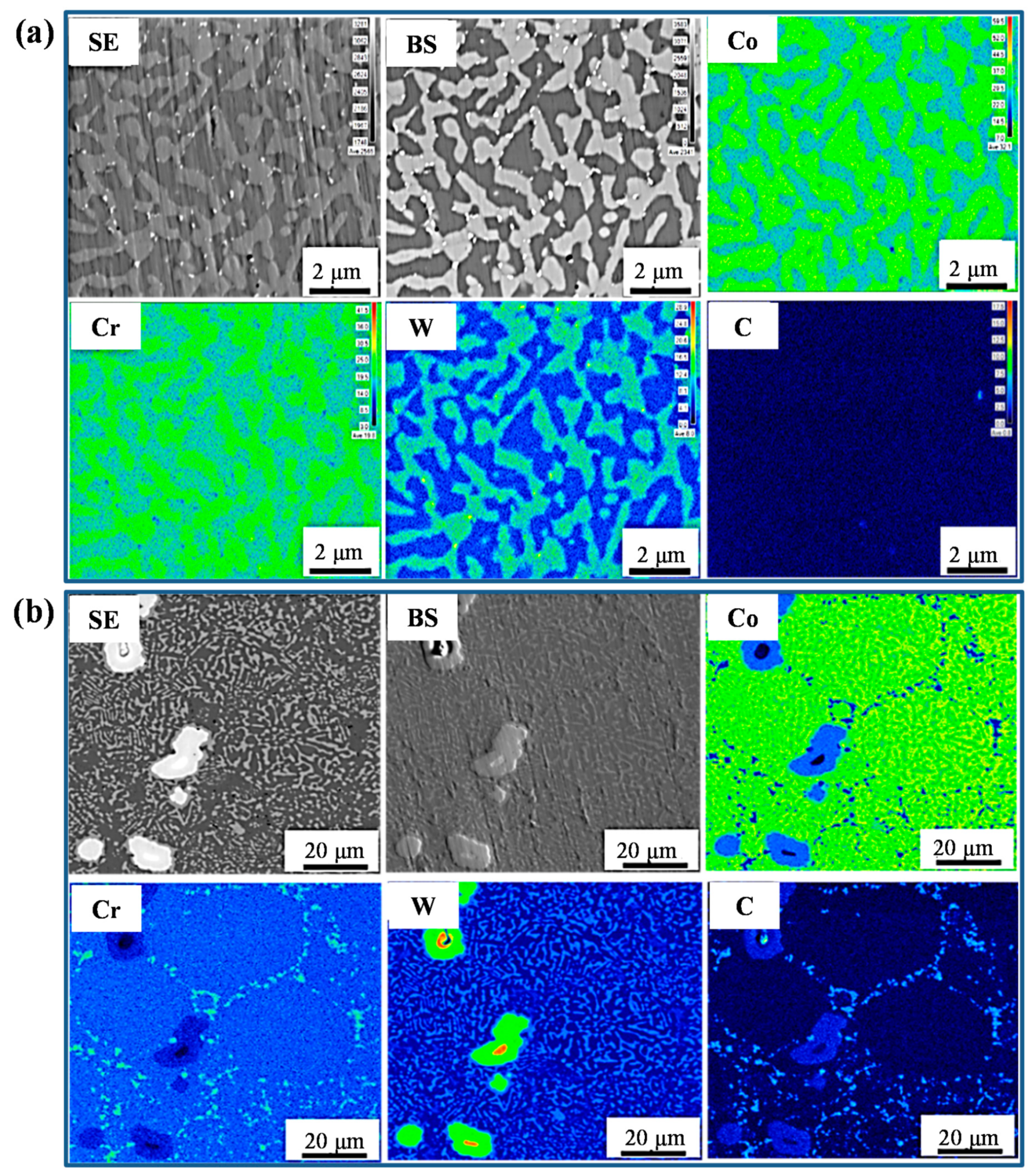
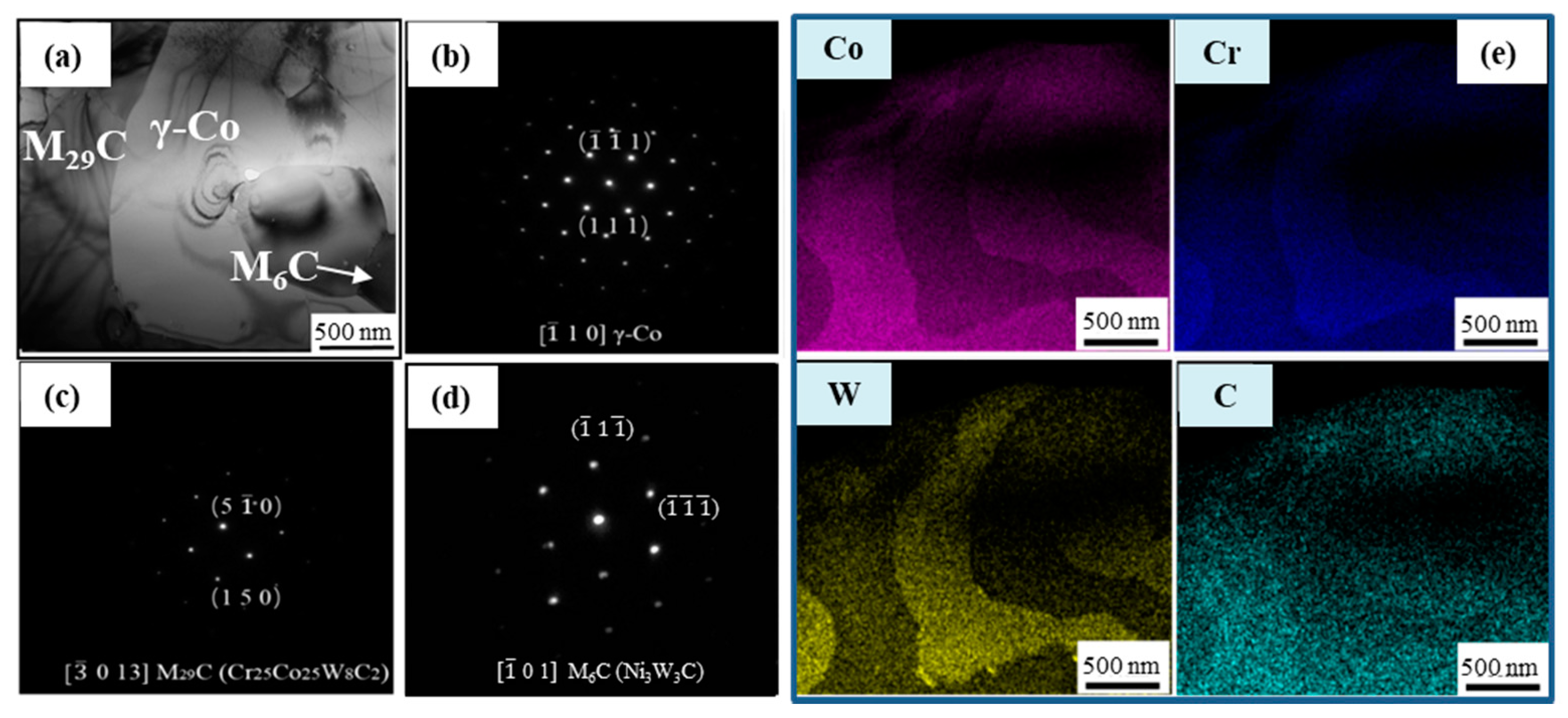
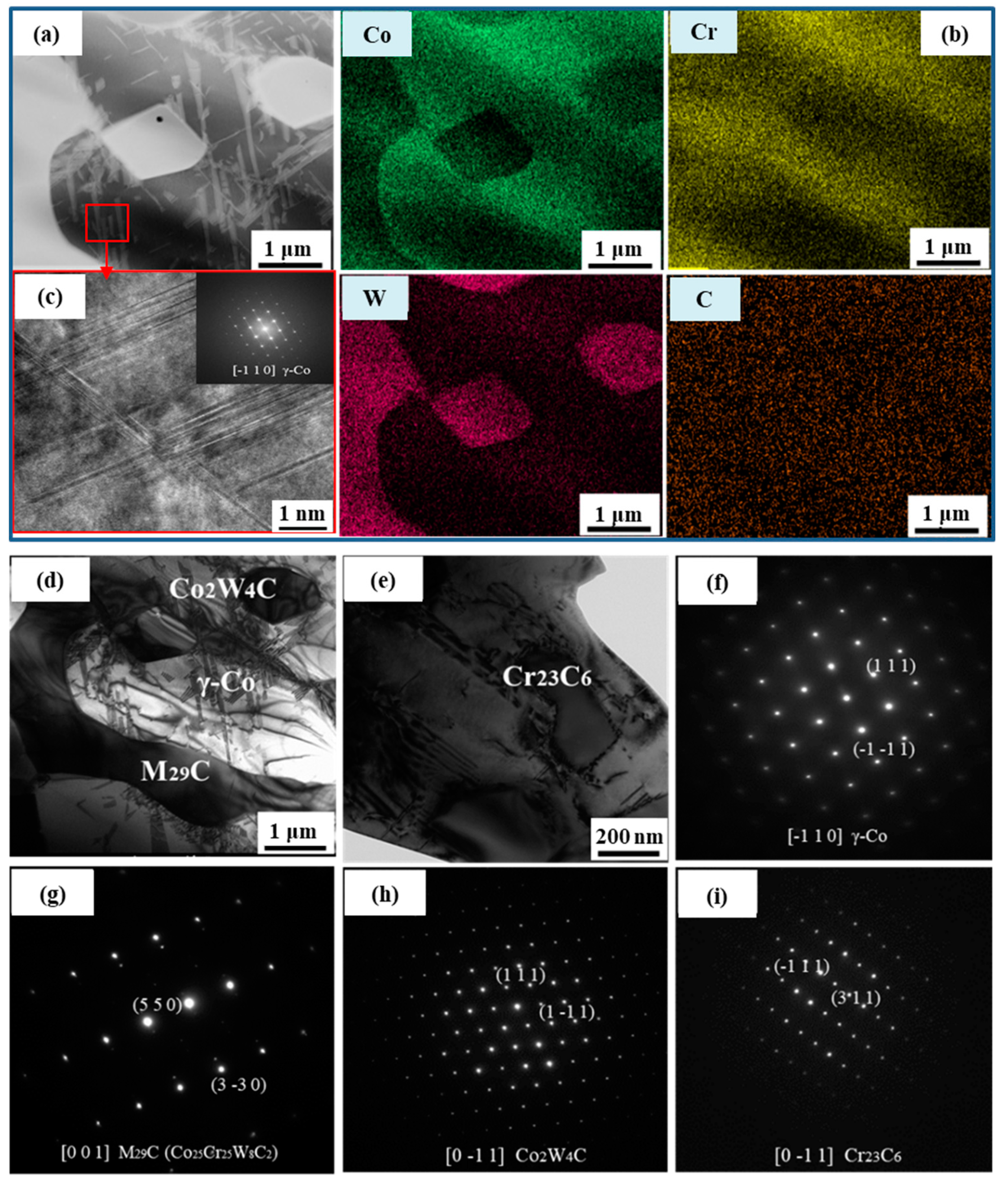
3.2. Microstructure Identification
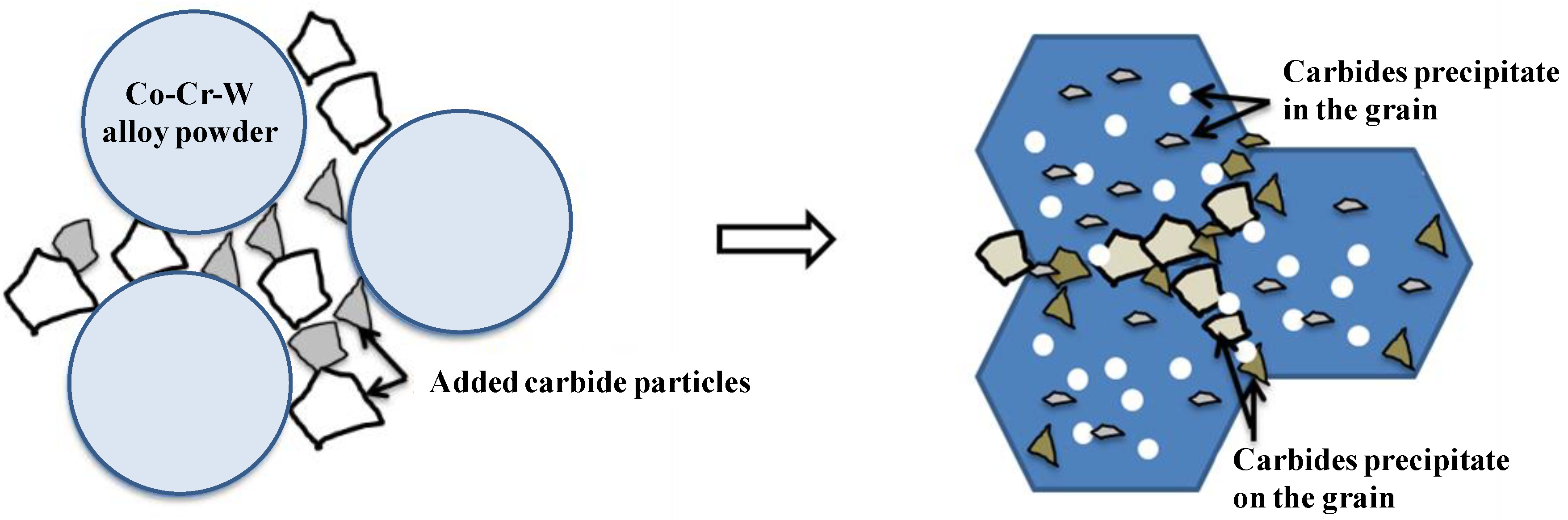
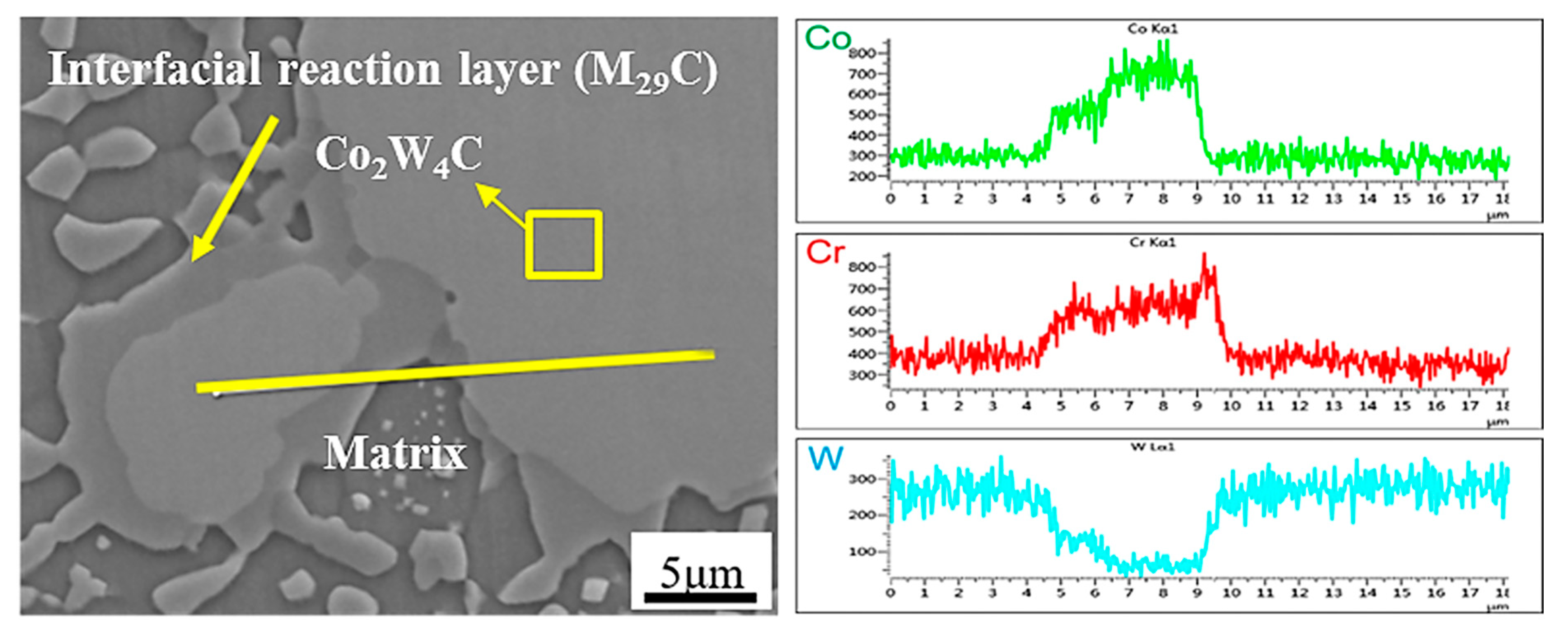
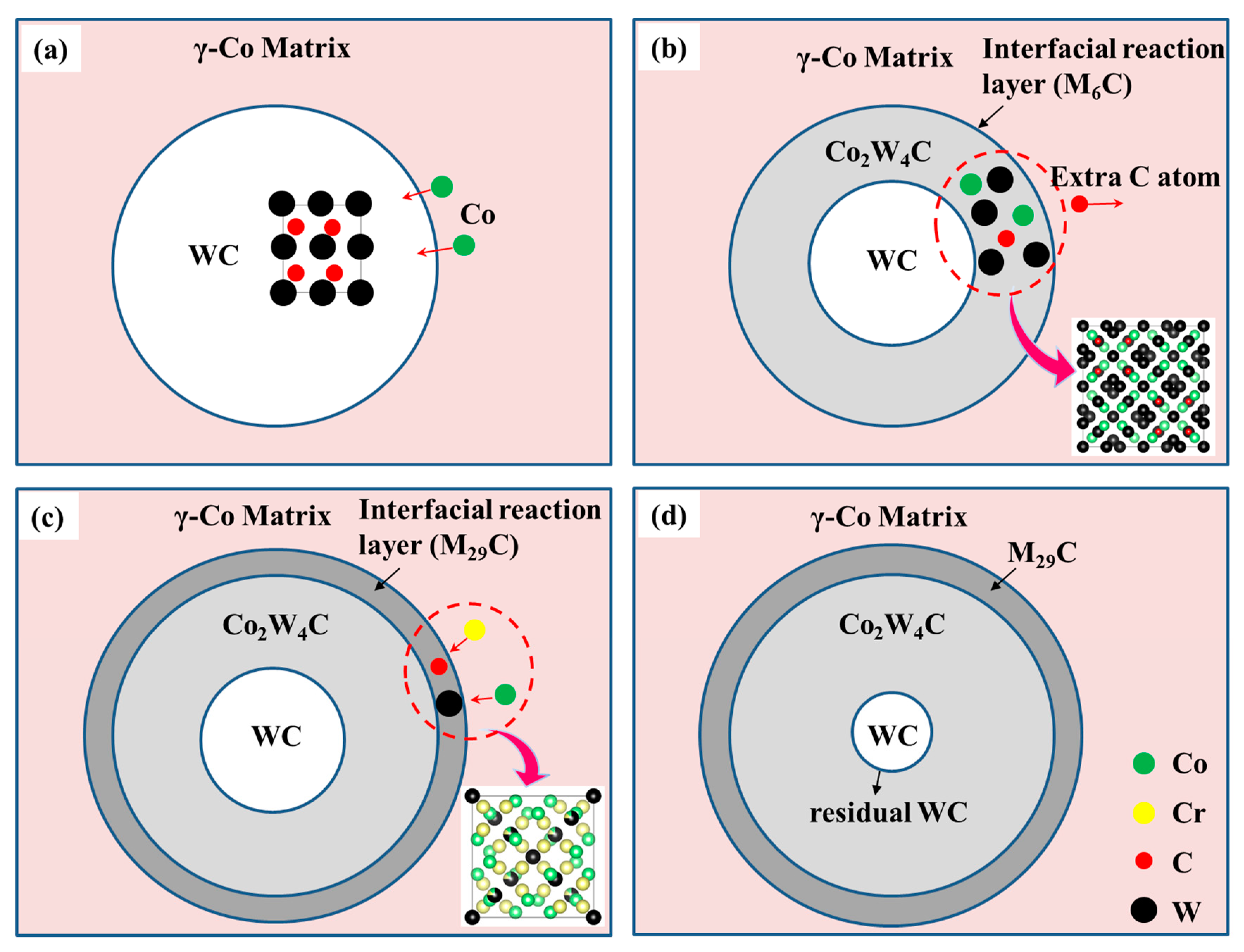
3.3. Formation Mechanisms of the Reinforced Phases


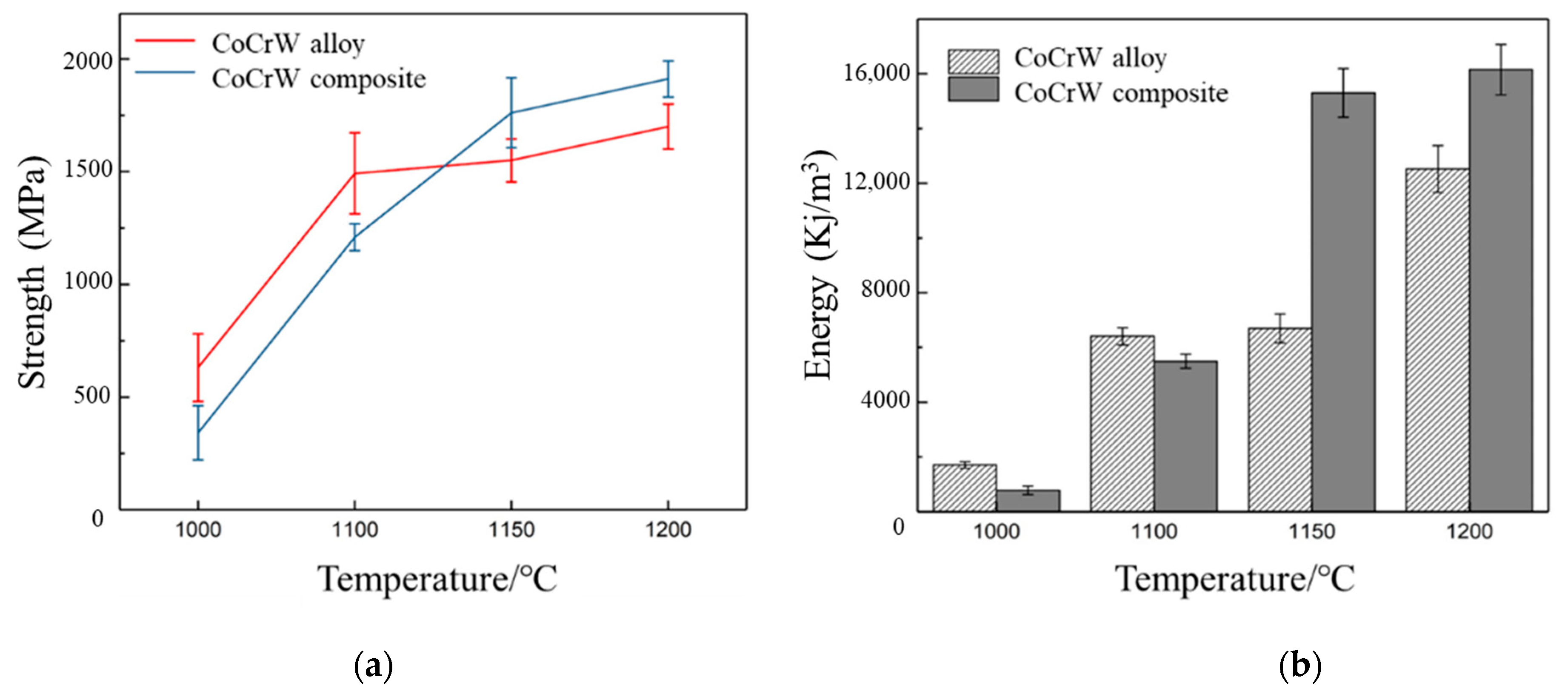
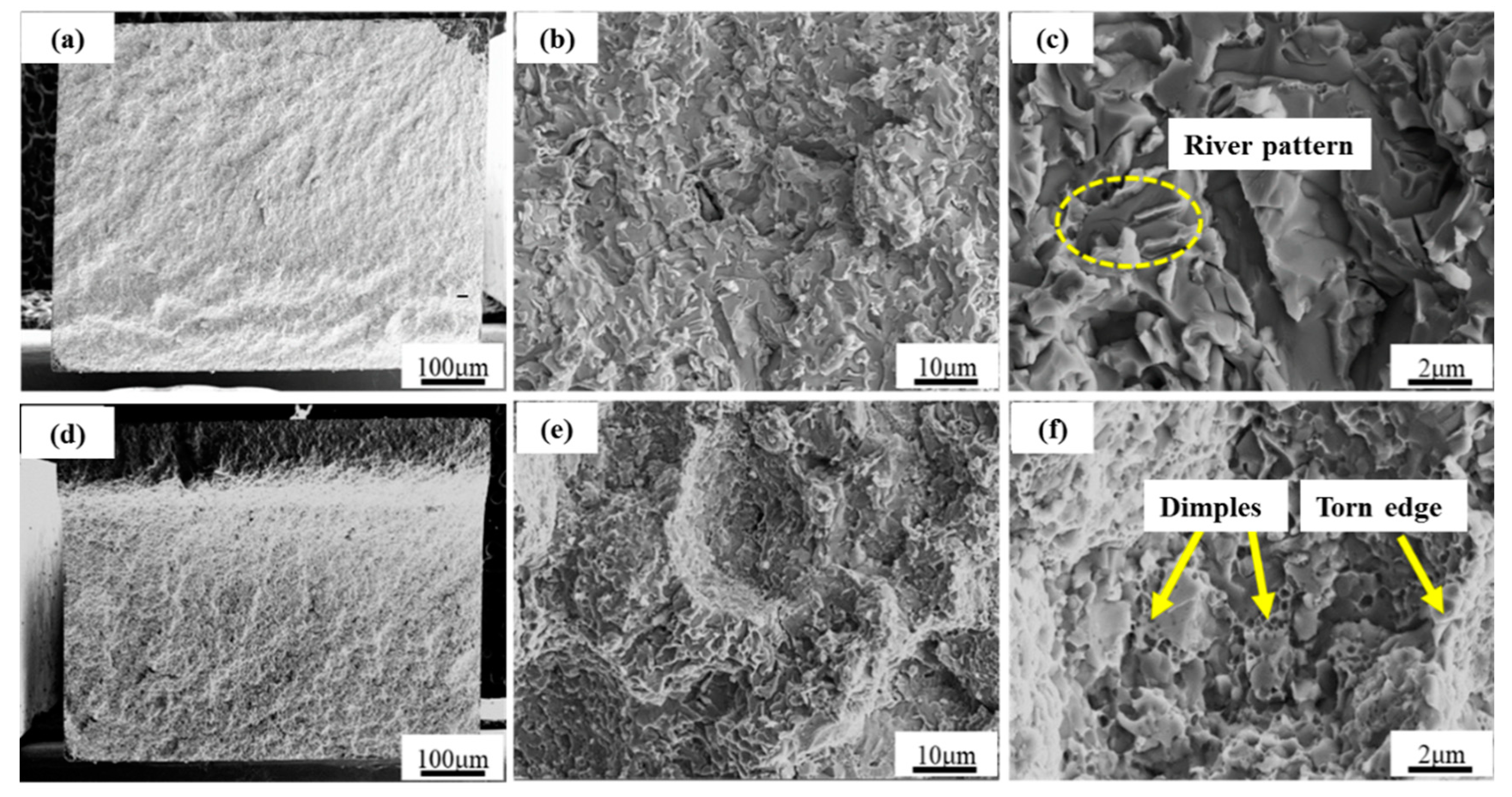
3.4. Mechanical Property
4. Conclusions
- (1)
- With the increase of the hot-pressing sintering temperature, the element diffusion in the material becomes sufficient, leading to the denser microstructure of the Co–Cr–W alloy and the composite materials;
- (2)
- The Co–Cr–W alloy is composed of the γ-Co matrix, the M6C (Ni3W3C) carbide particles, and the dendritic M29C (Cr25Co25W8C2) carbide, and the main reinforced phase is the M29C; the Co–Cr–W matrix composites are composed of the γ-Co matrix, the M23C6 (Cr23C6) carbide particles, the blocky M6C (Co2W4C) carbide and the dendritic M29C (Cr25Co25W8C2);
- (3)
- At the proper hot-pressing sintering temperature, the added reinforced phases in the Co–Cr–W matrix composites can react with the matrix and form a good bonding interface, which can strengthen the grain boundary;
- (4)
- The prepared Co–Cr–W matrix composites have the multi-scale carbide strengthening effect, namely the dendritic M29C strengthens the grain and the M23C6 and M6C strengthen the grain boundary, which makes the composites have greater bending strength and toughness than the pure Co–Cr–W alloy.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, R.; Yao, J.H.; Zhang, Q.L.; Yao, M.X.; Collier, R. Microstructures and Hardness/Wear Performance of High-Carbon Stellite Alloys Containing Molybdenum. Metall. Mater. Trans. A 2015, 46, 5504–5513. [Google Scholar] [CrossRef]
- Dilawary, S.; Motallebzadeh, A.; Paksoy, A.H.; Afzal, M.; Atar, E.; Cimenoglu, H. Influence of laser surface melting on the characteristics of Stellite 12 plasma transferred arc hardfacing deposit. Surf. Coat. Technol. 2017, 317, 110–116. [Google Scholar] [CrossRef]
- Rong, L.; Yao, J.; Zhang, Q.; Yao, M.X.; Collier, R. Effects of molybdenum content on the wear/erosion and corrosion performance of low-carbon Stellite alloys. Mater. Des. 2015, 78, 95–106. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Kuramoto, K.; Chiba, A. Development of new Co–Cr–W-based biomedical alloys: Effects of microalloying and thermomechanical processing on microstructures and mechanical properties. Mater. Des. 2014, 55, 987–998. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, X.; Yang, C.; Ren, L.; Luo, K. In vitro insights into the role of copper ions released from selective laser melted CoCrW-xCu alloys in the potential attenuation of inflammation and osteoclastogenesis. J. Mater. Sci. Technol. 2020, 41, 58–69. [Google Scholar] [CrossRef]
- Miyake, M.; Matsuda, T.; Sano, T.; Hirose, A.; Sasaki, M. Microstructure and mechanical properties of additively manufactured CoCrW alloy using laser metal deposition. Weld. World Le Soudage Dans Le Monde 2020, 64, 1397–1407. [Google Scholar] [CrossRef]
- He, B.; Nie, Q.; Zhang, H.; Wei, H. Effects of solution treatment on microstructure and wear-resistant properties of cocrw alloys. Acta Met. Sin. 2016, 52, 484–490. [Google Scholar] [CrossRef]
- Peng, H.S. Study on Microstructure and Properties o f Co–Cr–W Alloy Prepared by Powder Metallury. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2016; pp. 23–27. [Google Scholar]
- Yan-Hong, L.V.; Zhang, Q.F.; Zi-Jian, W.U. Extended Behavior of Crack During Thermal Shock Testing of HVOF Sprayed CoCrW Coatings. China Surf. Eng. 2015, 28, 81–87. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Li, J.; Zhao, C.; Zhuo, D.; Lin, J. Investigation on the microstructure, mechanical property and corrosion behavior of the selective laser melted CoCrW alloy for dental application. Mater. Sci. Eng. C 2015, 49, 517–525. [Google Scholar] [CrossRef] [PubMed]
- Nadolski, M.; Golański, G.; Klimas, J.; Szota, M.; Szymański, J. Microstructure And Functional Properties of Prosthetic Cobalt Alloys CoCrW. Arch. Met. Mater. 2015, 60 Pt A, 1999–2003. [Google Scholar] [CrossRef] [Green Version]
- Xin, X.-Z.; Chen, J.; Xiang, N.; Wei, B. Surface Properties and Corrosion Behavior of Co–Cr Alloy Fabricated with Selective Laser Melting Technique. Cell Biochem. Biophys. 2013, 67, 983–990. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Guo, S.; Yang, Y.; Liu, Y.; Zhou, Y.; Wu, S.; Zhao, C.; Lin, J. Effect of thermal treatment and fluoride ions on the electrochemical corrosion behavior of selective laser melted CoCrW alloy. J. Alloys Compd. 2018, 730, 552–562. [Google Scholar] [CrossRef]
- Wang, S.Y.; Hou, X.Y.; Wang, L.; Zhang, H.Y.; Zhang, W.B.; Xia, Y.P.; Sun, Y.; Zhou, Y.Z. Effect of ball-milling process in combination with the addition of carbide microparticles on the microstructure and wear resistance of a Co–Cr–W alloy prepared by powder metallurgy method. Mater. Res. Express 2021, 8, 066506. [Google Scholar] [CrossRef]
- Luo, J.; Wu, S.; Lu, Y.; Guo, S.; Yang, Y.; Zhao, C.; Lin, J.; Huang, T.; Lin, J. The effect of 3wt.% Cu addition on the microstructure, tribological property and corrosion resistance of CoCrW alloys fabricated by selective laser melting. J. Mater. Sci. Mater. Med. 2018, 29, 37. [Google Scholar] [CrossRef]
- Wang, G.G.; You, X.H.; Wang, J.; Tao, Y.U.; Jian-Hui, L.I.; Zhang, Z.Y. Microstructure and Mechanical Properties of As-cast and Hot-pressed CoCrW Alloys. Foundry Equip. Technol. 2015, 37–40. [Google Scholar]
- You, X.; Wang, G.; Wang, J.; Xu, T.; Wei, H. Effect of Solid Solution Treatment Onmicrostructure and Mechanicalproperties of Hot-Press CoCrW Alloys. Acta Met. Sin. 2016, 52, 161–167. [Google Scholar]
- Liang, J.K.; Hou, X.Y.; Cui, Y.; Zhang, H.Y.; Jin, T. Effect of sintering temperature on microstructures and mechanical properties of Co-based wear-resistant alloy. Fenmo Yejin Jishu/Powder Metall. Technol. 2017, 35, 188–194. [Google Scholar] [CrossRef]
- Abbas, G.; West, D. Laser surface cladding of stellite and stellite-SiC composite deposits for enhanced hardness and wear. Wear 1991, 143, 353–363. [Google Scholar] [CrossRef]
- Zhong, M.L.; Liu, W.J. Microstructure Evolution of Stellite 6+Wcby High Power Laser Cladding. Acta Met. Sin. 2002, 38, 495–500. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, Y.; Zhang, K.F.; Zhang, G.Q. Microstructures and Properties of Laser Cladding Stellite6/WC. China Surf. Eng. 2008, 21, 37–40. [Google Scholar] [CrossRef]
- An, Q.; Huang, L.J.; Bao, Y.; Zhang, R.; Jiang, S.; Geng, L.; Xiao, M. Dry sliding wear characteristics of in-situ TiBw/Ti6Al4V composites with different network parameters. Tribol. Int. 2018, 121, 252–259. [Google Scholar] [CrossRef]
- Inoue, A.; Masumoto, T. Carbide reactions (M3C → M7C3 → M23C6 → M6C) during tempering of rapidly solidified high carbon Cr–W and Cr-Mo steels. Metall. Trans. A 1980, 11, 739–747. [Google Scholar] [CrossRef]
- Materials Project Database. Available online: https://materialsproject.org/ (accessed on 20 November 2021).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cr | W | Ni | V | Fe | C | Co |
|---|---|---|---|---|---|---|---|
| Co–Cr–W | 30~32 | 18~20 | 3~4 | 3~5 | 3~4 | 0.2~0.8 | Bal. |
| Element Position | Cr | Co | W | Fe | Ni | V | C | Phase |
|---|---|---|---|---|---|---|---|---|
| A | 36.3521 | 48.6485 | 1.9206 | 4.9969 | 5.0036 | 0.0120 | 1.35215 | γ-Co |
| B | 42.4743 | 33.6507 | 13.6504 | 0 | 0.2370 | 0.0384 | 3.6116 | M29C |
| C | 21.5239 | 12.3681 | 24.3164 | 2.2588 | 30.1207 | 0 | 9.0615 | M6C |
| Element Position | Cr | Co | W | Fe | Ni | V | C | Phase |
|---|---|---|---|---|---|---|---|---|
| 1 | 2.8648 | 3.3265 | 49.4971 | 0 | 0.167 | 0.012 | 43.2621 | WC |
| 2 | 21.7007 | 25.0675 | 35.6068 | 2.2588 | 1.4424 | 0.0384 | 13.6116 | M6C |
| 3 | 37.5239 | 42.6844 | 13.9852 | 1.6506 | 1.9036 | 0 | 2.2523 | M29C |
| 4 | 32.2855 | 54.8159 | 3.8849 | 3.2369 | 4.1207 | 0 | 1.6526 | γ-Co |
| 5 | 51.6644 | 13.3681 | 3.9206 | 1.9969 | 0.9653 | 0.0382 | 13.5808 | M23C6 |
| 6 | 36.4743 | 39.6507 | 13.5084 | 2.1115 | 1.8103 | 0 | 2.0615 | M29C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Zhan, S.; Hou, X.; Wang, L.; Zhang, H.; Zhang, H.; Sun, Y.; Huang, L. Microstructure and Mechanical Property of a Multi-Scale Carbide Reinforced Co–Cr–W Matrix Composites. Crystals 2022, 12, 198. https://doi.org/10.3390/cryst12020198
Wang S, Zhan S, Hou X, Wang L, Zhang H, Zhang H, Sun Y, Huang L. Microstructure and Mechanical Property of a Multi-Scale Carbide Reinforced Co–Cr–W Matrix Composites. Crystals. 2022; 12(2):198. https://doi.org/10.3390/cryst12020198
Chicago/Turabian StyleWang, Shiyang, Sheng Zhan, Xingyu Hou, Long Wang, Hongwei Zhang, Hongyu Zhang, Yuan Sun, and Lujun Huang. 2022. "Microstructure and Mechanical Property of a Multi-Scale Carbide Reinforced Co–Cr–W Matrix Composites" Crystals 12, no. 2: 198. https://doi.org/10.3390/cryst12020198