
Influence of Milling Time and Ball-to-Powder Ratio on Mechanical Behavior of FeMn30Cu5 Biodegradable Alloys Prepared by Mechanical Alloying and Hot-Forging
 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
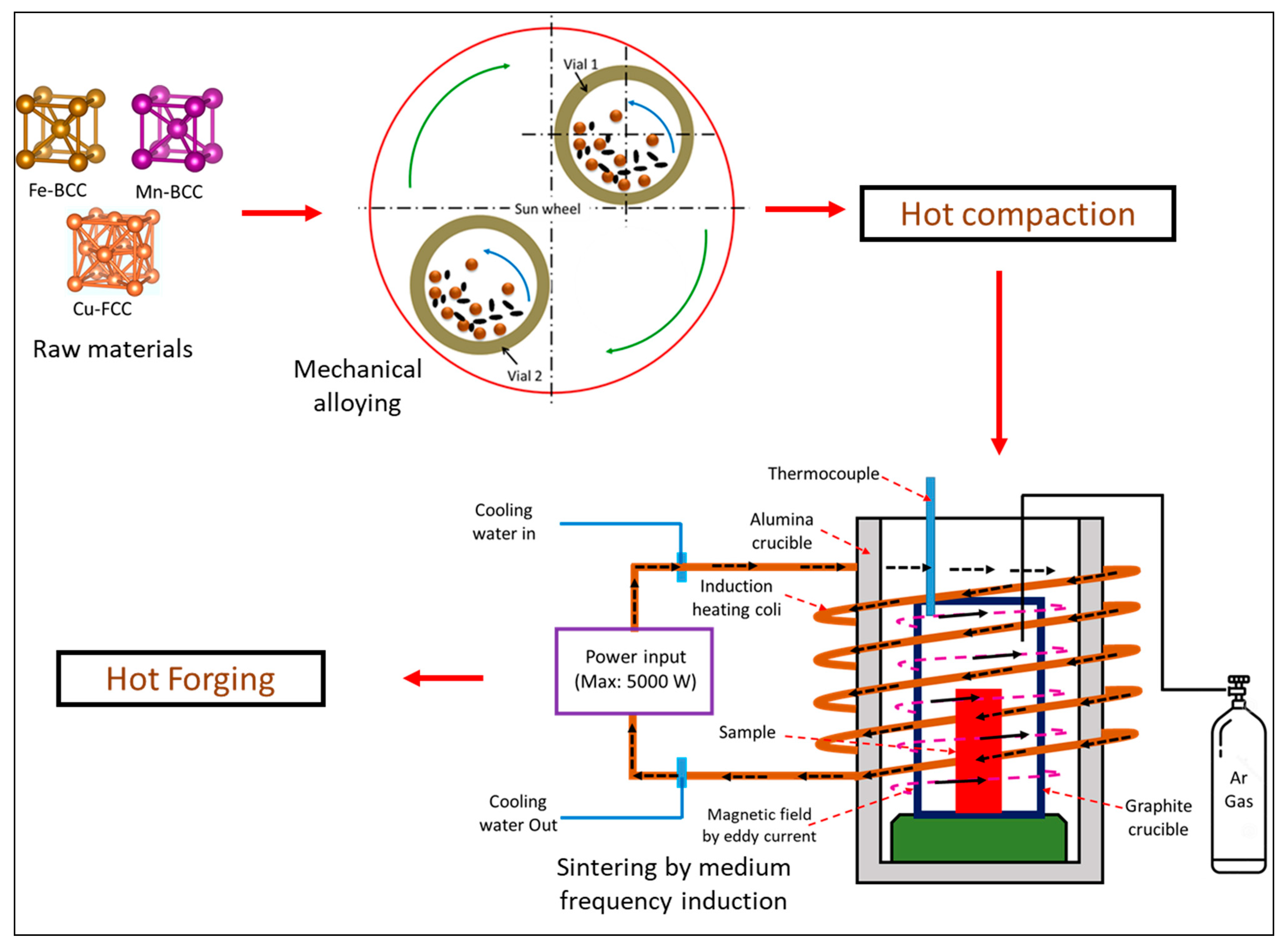
2.1. Materials Synthesis Using Different Milling Parameters
2.2. Hot-Compaction, Sintering, and Hot-Forging
2.3. Mechanical Testing and Characterization
3. Results and Discussion
3.1. Influence of Milling Time and BPR on Thermal and X-ray Diffraction Analyses
3.2. FE-SEM Microstructural Analyses of Hot-Forged Alloys
3.3. Examination of Percentage Theoretical Density and Vickers Hardness Strength
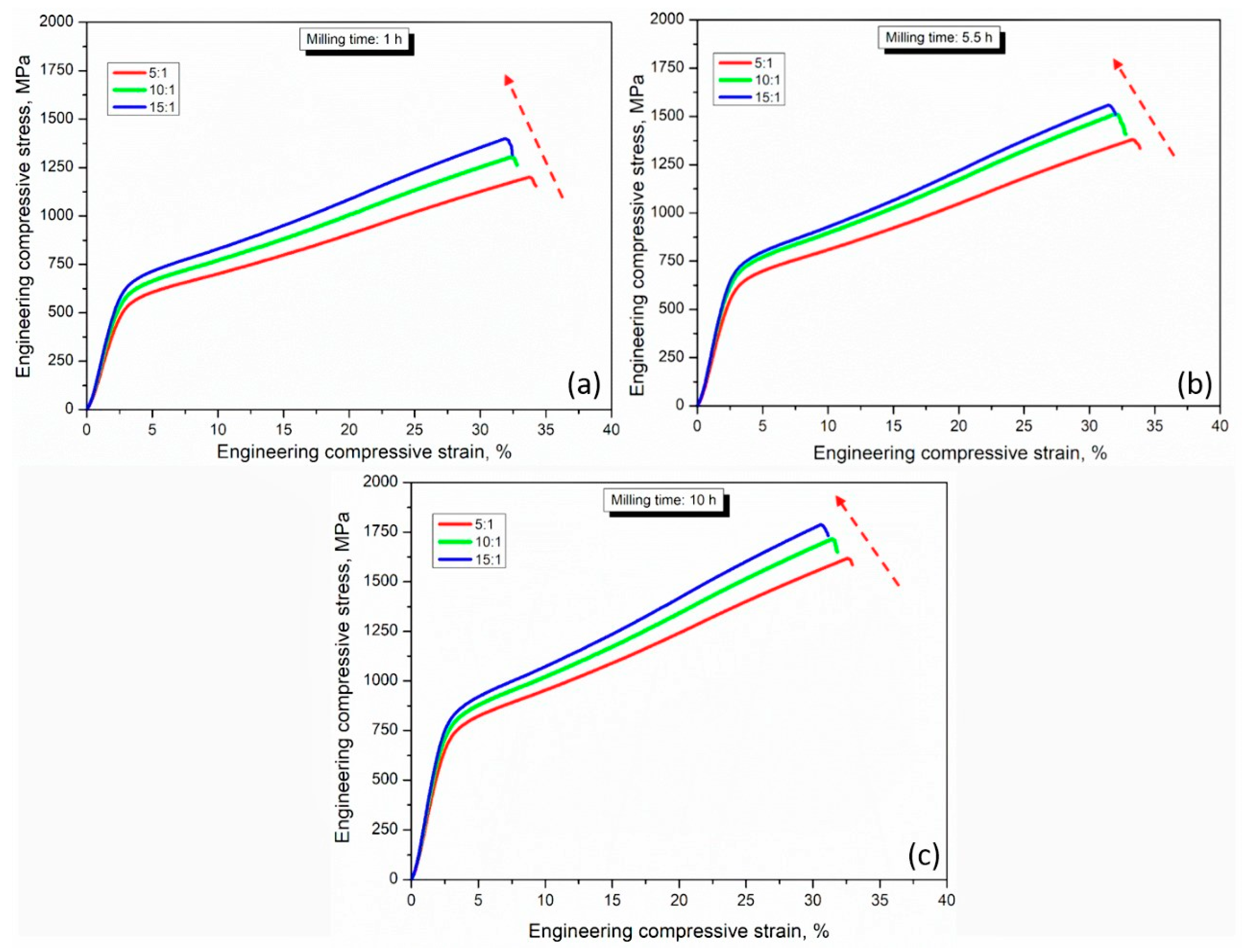
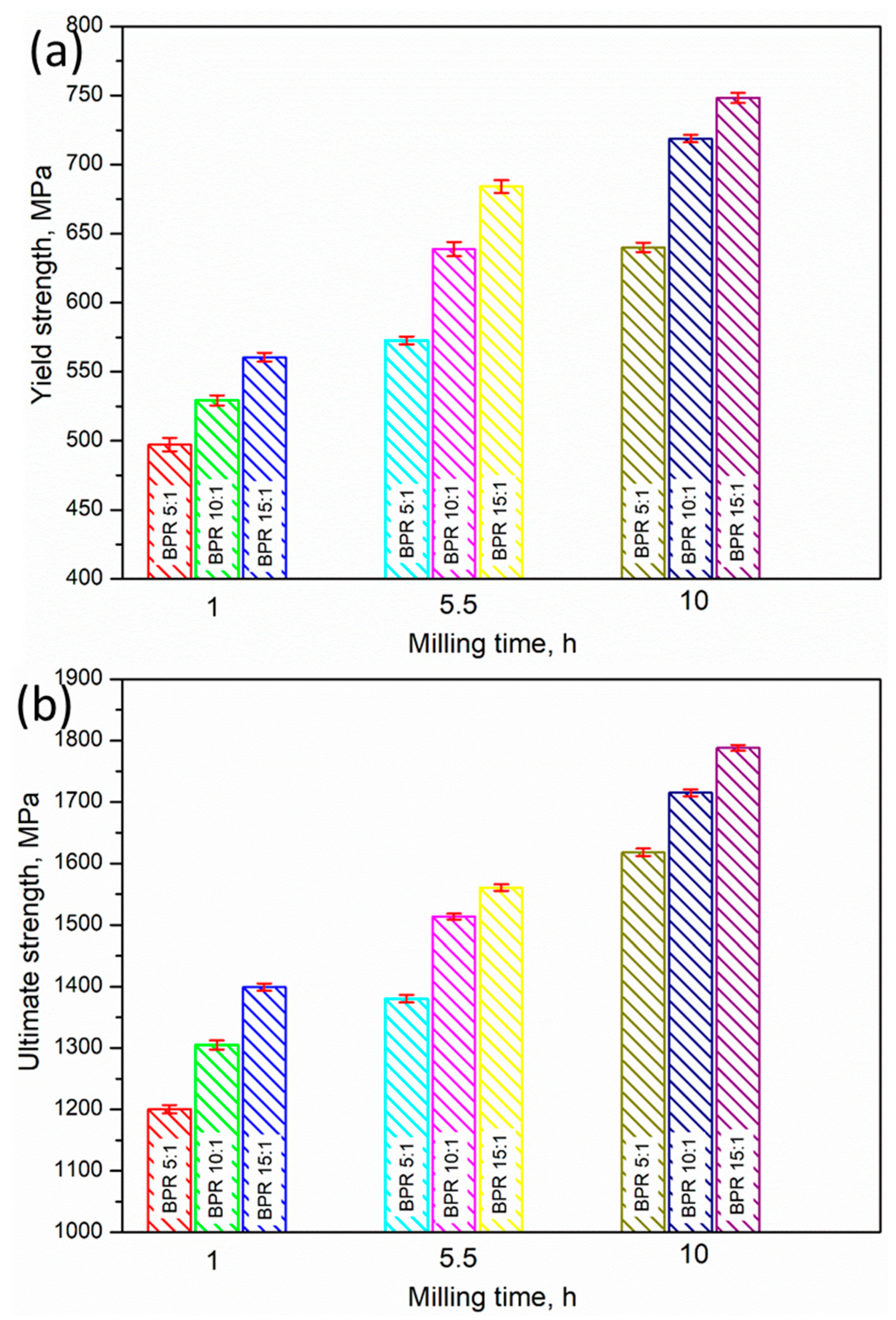
3.4. Examination of Mechanical Behavior by Compressive Stress–Strain Curves
4. Conclusions
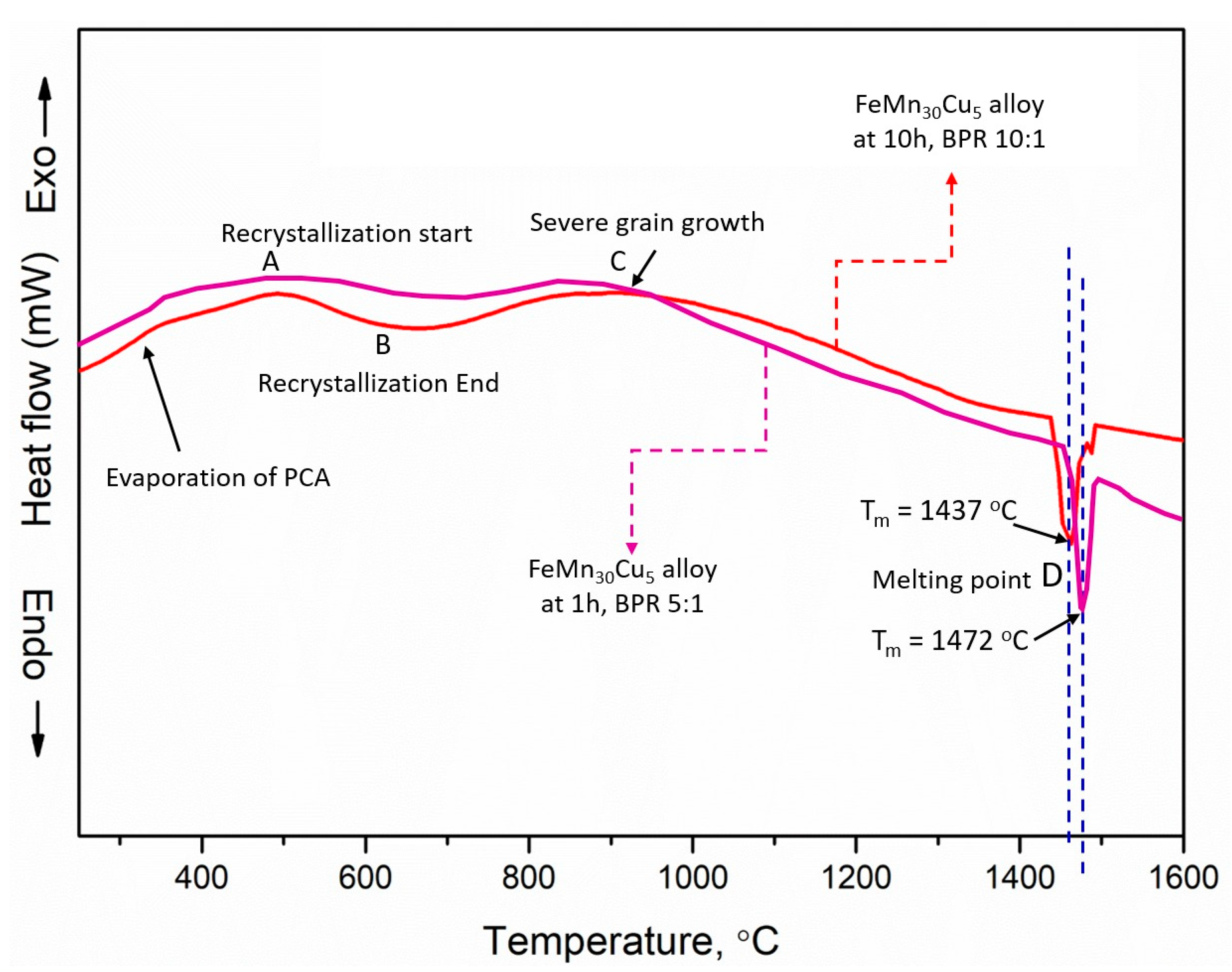
- Based on the DSC results of the synthesized powders, the observed melting point of the FeMn30Cu5 biodegradable alloy powders milled for 10 h and a BPR of 10:1 was shifted to a lower value (1437 °C), owing to the import of more kinetic energy by mechanical collisions and the presence of more specific energy.
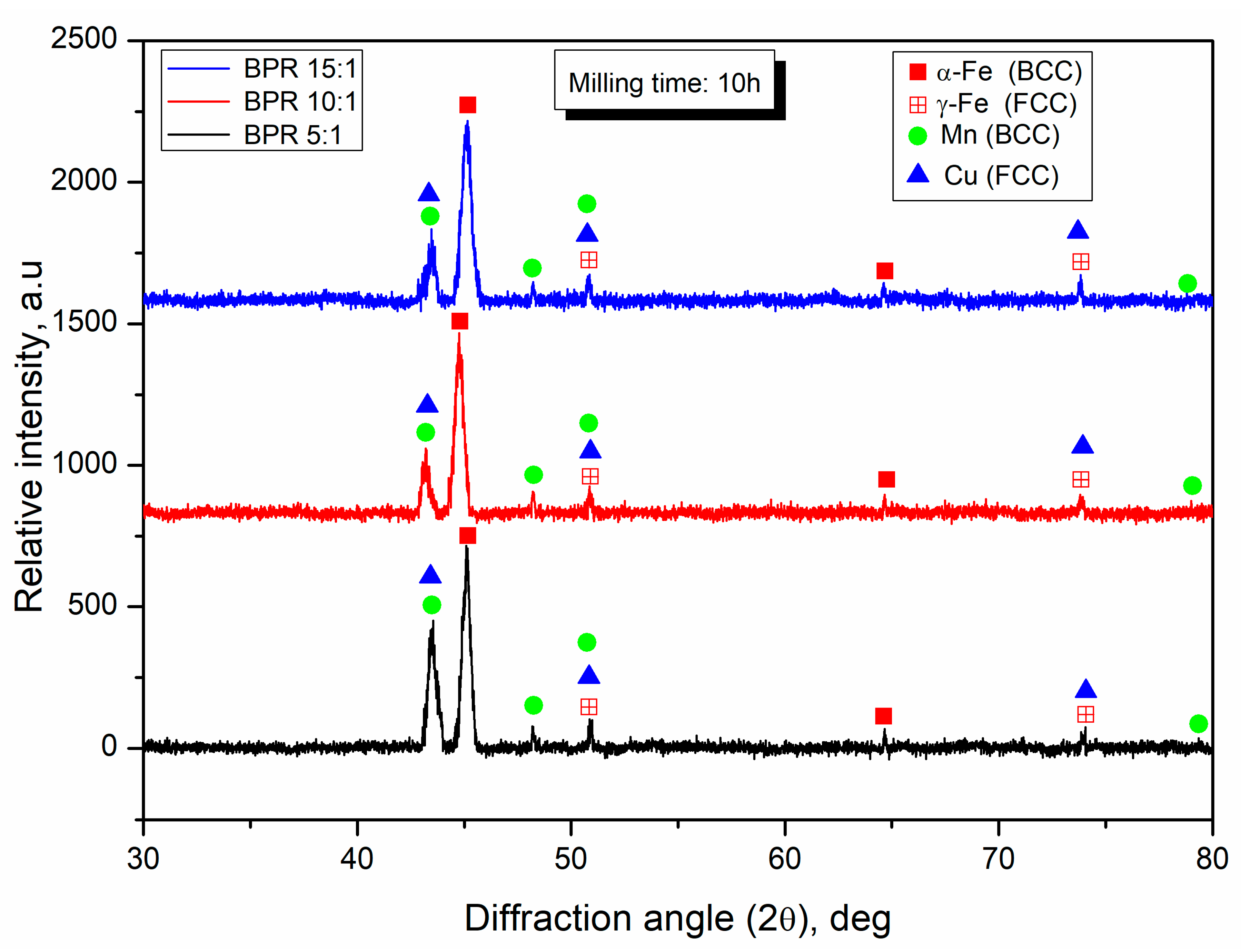
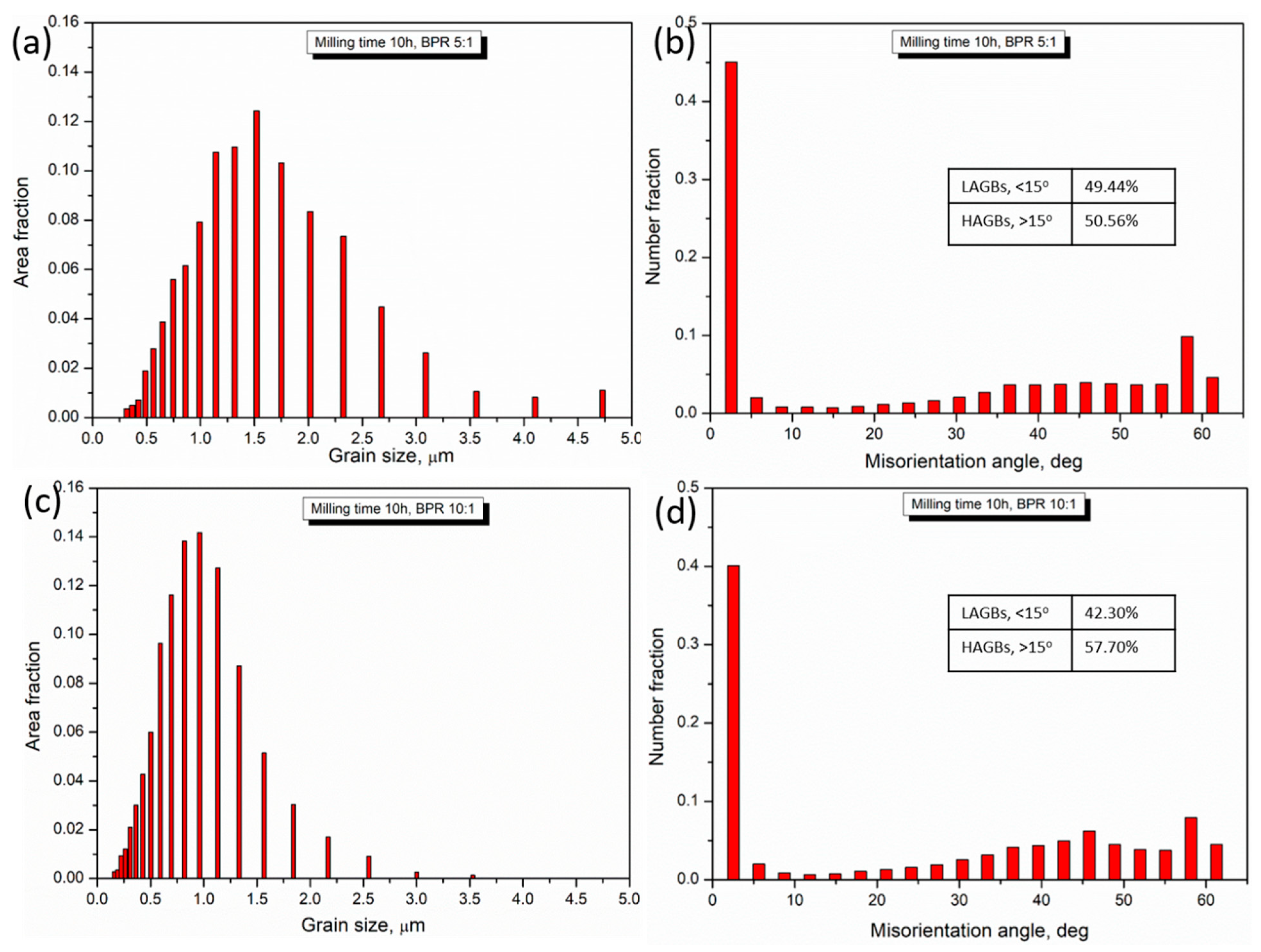
- The X-ray peak profile results demonstrated the formation of ferrite (α-Fe, BCC), retained austenite (γ-Fe, FCC), FCC-Mn, and FCC-Cu phases in the hot-forged samples. The BPR 15:1 sample exhibited a reduction in the peak intensity and an increase in peak width, owing to more kinetic/mechanical energy collisions occurring in the charged materials, leading to a greater amount of specific energy and grain refinement.
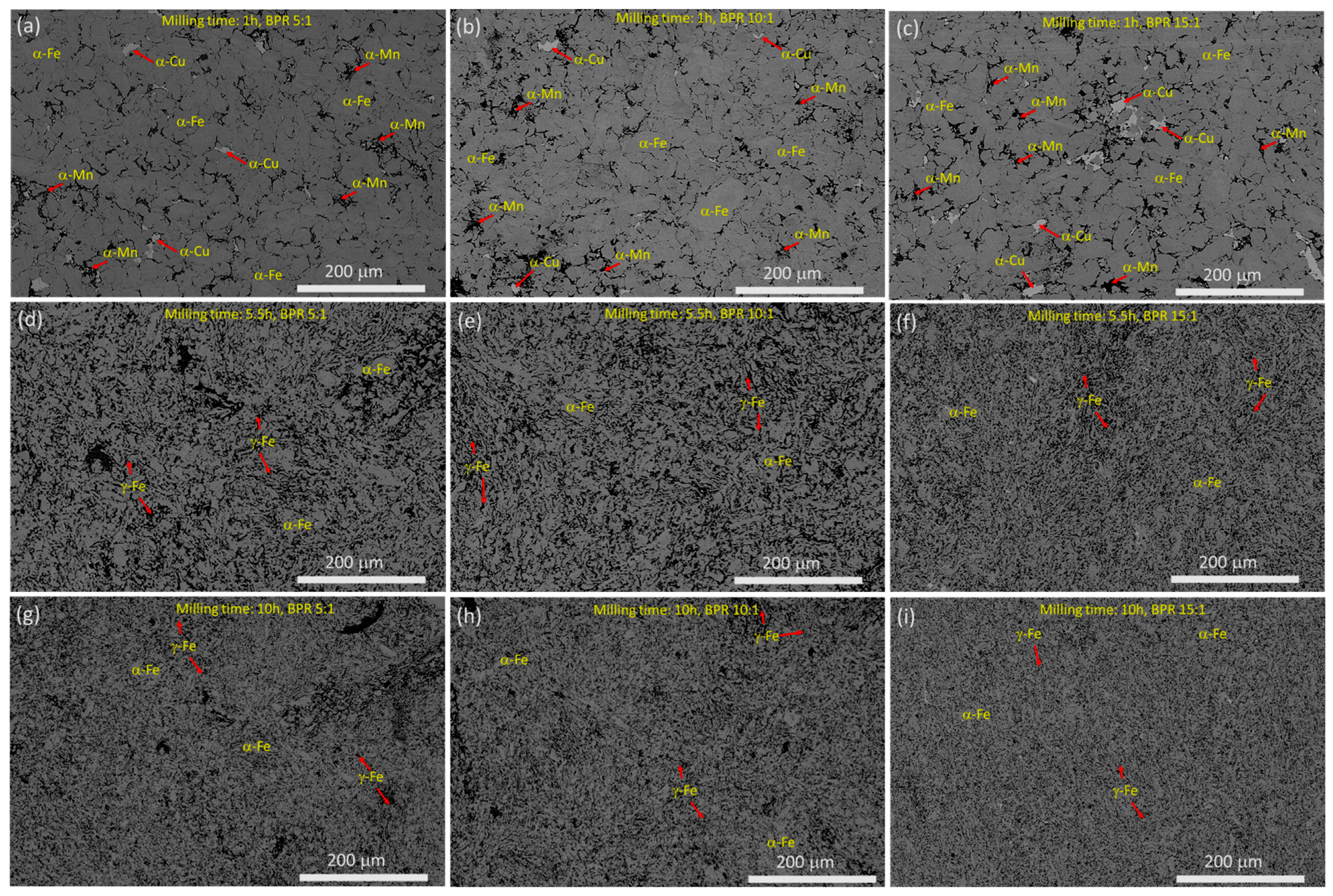
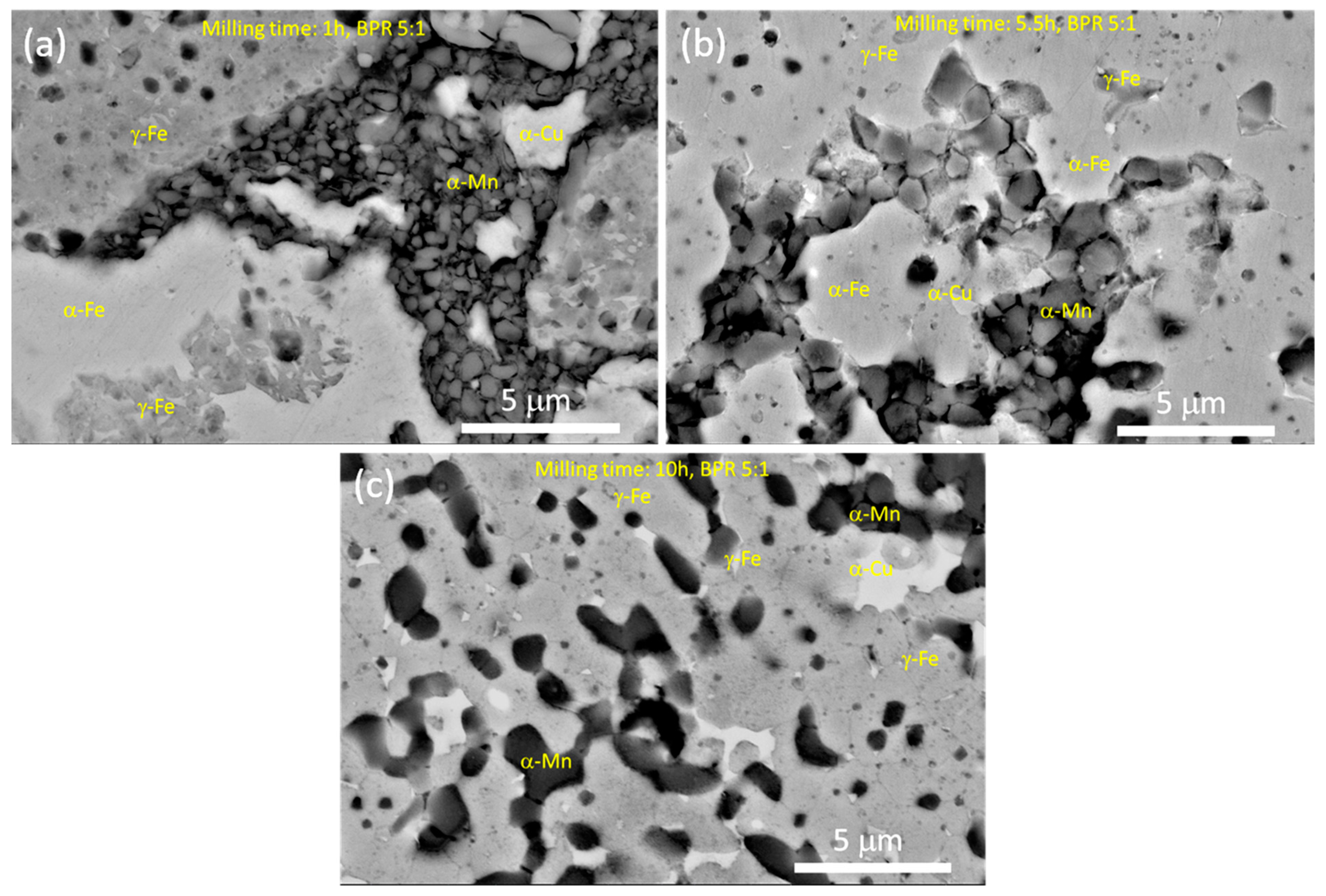
- The FE-SEM microstructures showed that after milling for 5.5 h, the hot-forged alloys exhibited a retained austenite-iron (γ-Fe) phase in addition to the α-Fe phase, owing to severe plastic deformation and dislocations occurring in the structure, leading to the promotion of the γ-Fe phase after sintering and hot-forging.
- The FE-SEM live and elemental map results confirm that the incorporated elements were dispersed uniformly after 5.5 h of MA, indicating the successful formation of an alloy when milling for 5.5 h with any BPRs (5:1, 10:1, or 15:1).
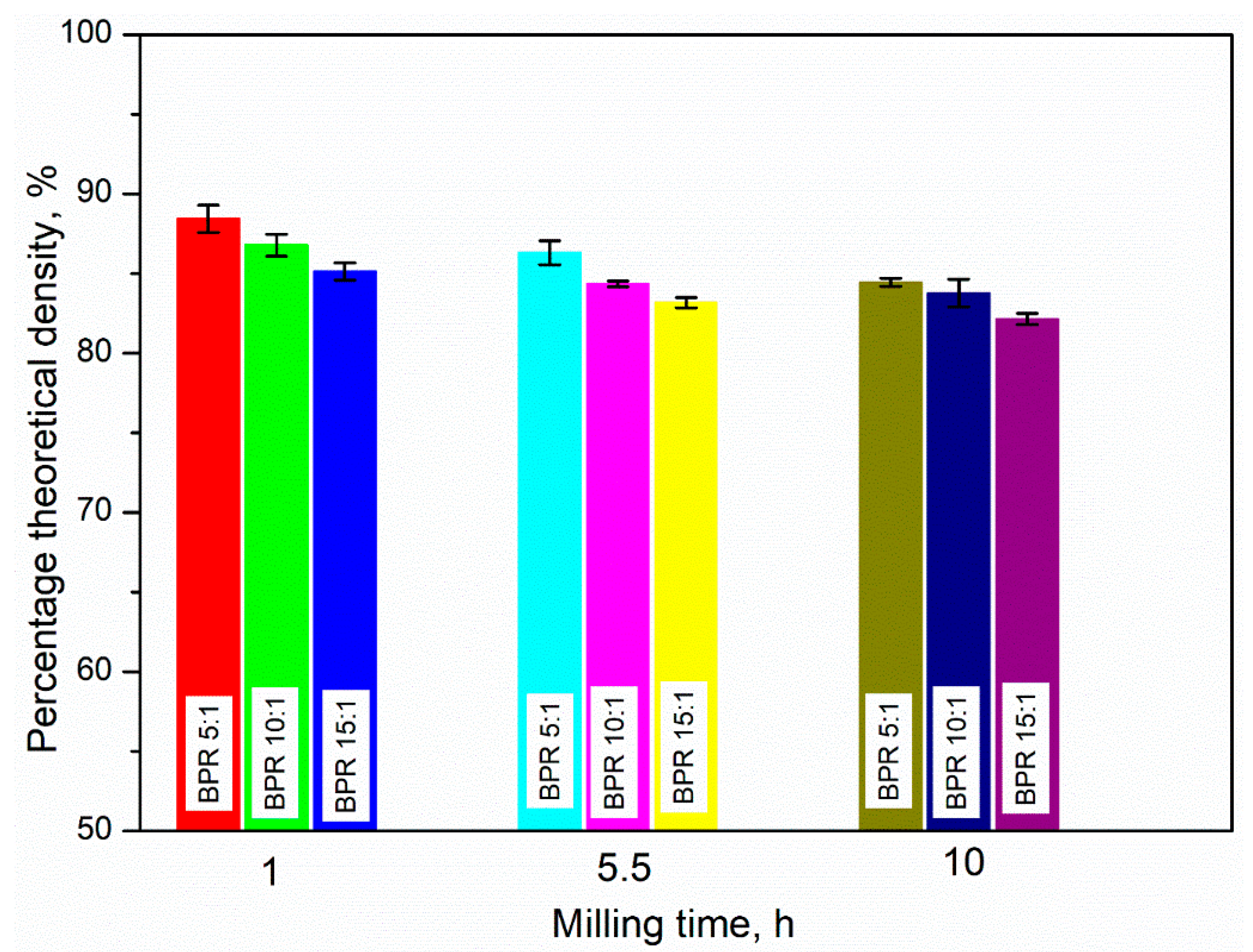
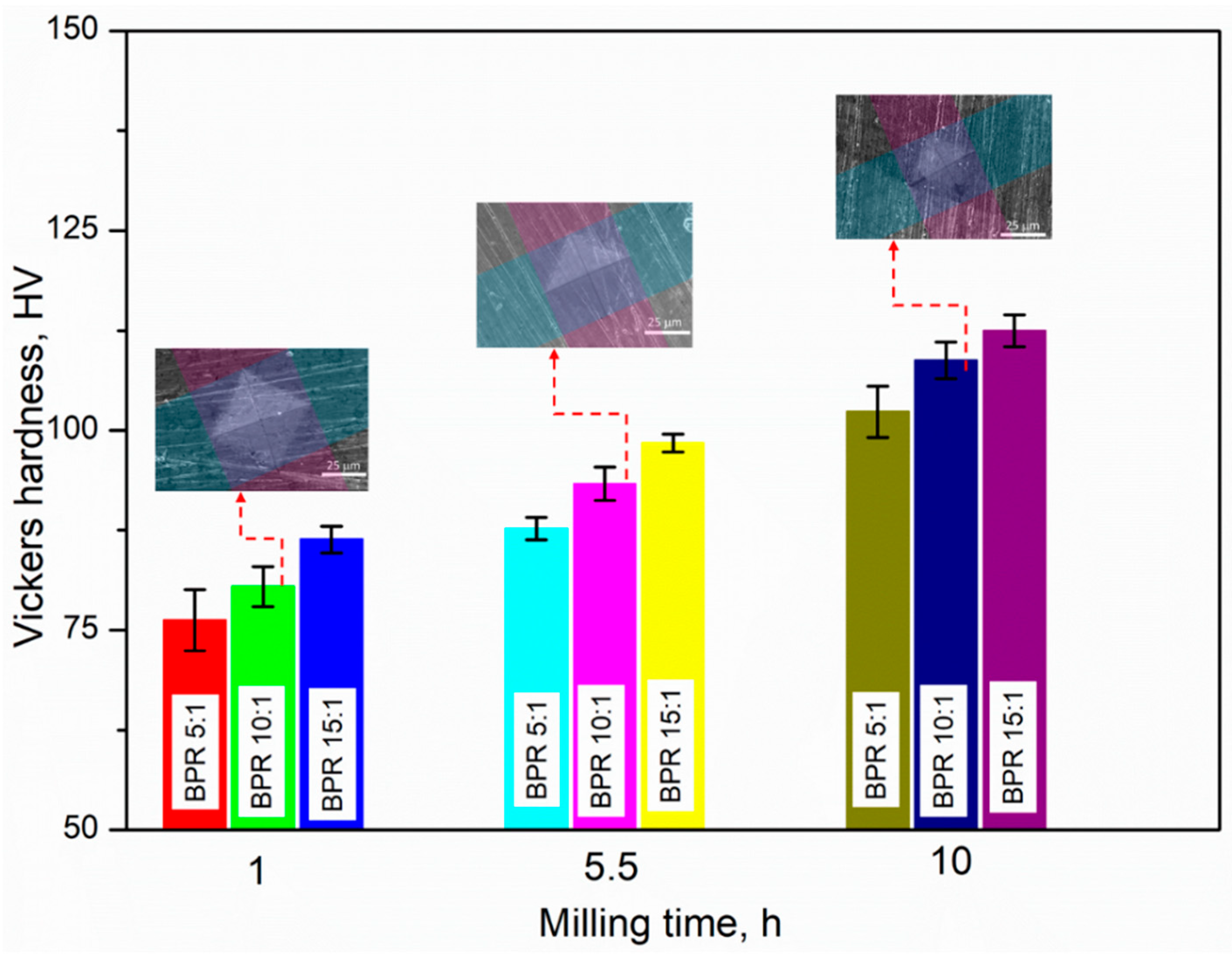
- The measured percentage theoretical density results showed that the percentage theoretical density started to decrease significantly with the milling time and BPRs. Furthermore, the Vickers hardness strength increased significantly with milling time and BPRs, owing to the increase in the severe plastic deformation of the charged materials, dislocations, structural refinements, strain hardening, and specific energy.
- The mechanical behavior in terms of compressive stress–strain curves showed that the stress–strain curves started to increase significantly with the milling time and increased considerably with the BPRs. With increasing milling time, the strain hardening and flow softening behavior began to increase in all the BPRs after yielding. In addition, both milling times (1, 5.5, and 10 h), and BPRs (5:1, 10:1, and 15:1) significantly influenced the yield and ultimate strengths, owing to the structural changes and grain refinement by MA.
- Overall, by considering strength and more deformation by strain, the 10 h with BPR 15:1 sample exhibited considerable ultimate strength (1788 MPa) and strain (30.58%), which may be recommended for biodegradable/biomedical applications.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gąsior, G.; Szczepański, J.; Radtke, A. Biodegradable iron-based materials—What was done and what more can be done? Materials 2021, 14, 3381. [Google Scholar] [CrossRef]
- Francis, A.; Yang, Y.; Virtanen, S.; Boccaccini, A.R. Iron and iron-based alloys for temporary cardiovascular applications. J. Mater. Sci. Mater. Med. 2015, 26, 1–16. [Google Scholar] [CrossRef]
- Gorejová, R.; Haverová, L.; Oriňaková, R.; Oriňak, A.; Oriňak, M. Recent advancements in Fe-based biodegradable materials for bone repair. J. Mater. Sci. 2019, 54, 1913–1947. [Google Scholar] [CrossRef]
- Oriňaková, R.; Oriňak, A.; Giretová, M.; Medvecký, L.; Kupková, M.; Hrubovčáková, M.; Maskal’ová, I.; Macko, J.; Kal’avský, F. A study of cytocompatibility and degradation of iron-based biodegradable materials. J. Biomater. Appl. 2016, 30, 1060–1070. [Google Scholar] [CrossRef] [PubMed]
- de Andrade, L.M.; Paternoster, C.; Chevallier, P.; Gambaro, S.; Mengucci, P.; Mantovani, D. Surface processing for iron-based degradable alloys: A preliminary study on the importance of acid pickling. Bioact. Mater. 2022, 11, 166–180. [Google Scholar] [CrossRef]
- Huang, C.-C.; Lam, T.-N.; Amalia, L.; Chen, K.-H.; Yang, K.-Y.; Muslih, M.R.; Singh, S.S.; Tsai, P.-I.; Lee, Y.-T.; Jain, J. Tailoring grain sizes of the biodegradable iron-based alloys by pre-additive manufacturing microalloying. Sci. Rep. 2021, 11, 1–12. [Google Scholar] [CrossRef]
- Dargusch, M.S.; Dehghan-Manshadi, A.; Shahbazi, M.; Venezuela, J.; Tran, X.; Song, J.; Liu, N.; Xu, C.; Ye, Q.; Wen, C. Exploring the Role of Manganese on the Microstructure, Mechanical Properties, Biodegradability, and Biocompatibility of Porous Iron-Based Scaffolds. ACS Biomater. Sci. Eng. 2019, 5, 1686–1702. [Google Scholar] [CrossRef]
- Kumar, K.; Das, A.; Prasad, S.B. Biodegradable metal matrix composites for orthopedic implant applications: A review. Adv. Eng. Mater. 2021, 557–565. [Google Scholar] [CrossRef]
- Jain, T.; Jain, J.K.; Saxena, K.K. Design and Comprehensive Study of Biodegradable Zinc–based Implants for Bio–medical Applications. Adv. Mater. Process. Technol. 2021, 1–18. [Google Scholar] [CrossRef]
- Waizy, H.; Seitz, J.-M.; Reifenrath, J.; Weizbauer, A.; Bach, F.-W.; Meyer-Lindenberg, A.; Denkena, B.; Windhagen, H. Biodegradable magnesium implants for orthopedic applications. J. Mater. Sci. 2013, 48, 39–50. [Google Scholar] [CrossRef]
- Kubásek, J.; Vojtěch, D.; Jablonská, E.; Pospíšilová, I.; Lipov, J.; Ruml, T. Structure, mechanical characteristics and in vitro degradation, cytotoxicity, genotoxicity and mutagenicity of novel biodegradable Zn–Mg alloys. Mater. Sci. Eng. C 2016, 58, 24–35. [Google Scholar] [CrossRef] [PubMed]
- Ding, Y.; Lin, J.; Wen, C.; Zhang, D.; Li, Y. Mechanical properties, corrosion, and biocompatibility of Mg-Zr-Sr-Dy alloys for biodegradable implant applications. J. Biomed. Mater. Res. Part B Appl. Biomater. 2018, 106, 2425–2434. [Google Scholar] [CrossRef] [PubMed]
- Bairagi, D.; Mandal, S. A comprehensive review on biocompatible Mg-based alloys as temporary orthopaedic implants: Current status, challenges, and future prospects. J. Magnes. Alloy 2021, 10, 627–669. [Google Scholar] [CrossRef]
- Yuan, W.; Xia, D.; Wu, S.; Zheng, Y.; Guan, Z.; Rau, J.V. A review on current research status of the surface modification of Zn-based biodegradable metals. Bioact. Mater. 2022, 7, 192–216. [Google Scholar] [CrossRef]
- Li, H.F.; Shi, Z.Z.; Wang, L.N. Opportunities and challenges of biodegradable Zn-based alloys. J. Mater. Sci. Technol. 2020, 46, 136–138. [Google Scholar] [CrossRef]
- Niu, J.; Tang, Z.; Huang, H.; Pei, J.; Zhang, H.; Yuan, G.; Ding, W. Research on a Zn-Cu alloy as a biodegradable material for potential vascular stents application. Mater. Sci. Eng. C 2016, 69, 407–413. [Google Scholar] [CrossRef] [PubMed]
- Schinhammer, M.; Hänzi, A.C.; Löffler, J.F.; Uggowitzer, P.J. Design strategy for biodegradable Fe-based alloys for medical applications. Acta Biomater. 2010, 6, 1705–1713. [Google Scholar] [CrossRef] [PubMed]
- Paul, B.; Lode, A.; Placht, A.-M.; Voß, A.; Pilz, S.; Wolff, U.; Oswald, S.; Gebert, A.; Gelinsky, M.; Hufenbach, J. Cell–Material Interactions in Direct Contact Culture of Endothelial Cells on Biodegradable Iron-Based Stents Fabricated by Laser Powder Bed Fusion and Impact of Ion Release. ACS Appl. Mater. Interfaces 2021, 14, 439–451. [Google Scholar] [CrossRef] [PubMed]
- Wegener, B.; Sievers, B.; Utzschneider, S.; Müller, P.; Jansson, V.; Rößler, S.; Nies, B.; Stephani, G.; Kieback, B.; Quadbeck, P. Microstructure, cytotoxicity and corrosion of powder-metallurgical iron alloys for biodegradable bone replacement materials. Mater. Sci. Eng. B 2011, 176, 1789–1796. [Google Scholar] [CrossRef]
- Grodzicka, M.; Gąsior, G.; Wiśniewski, M.; Bartmański, M.; Radtke, A. A Simple Replica Method as the Way to Obtain a Morphologically and Mechanically Bone-like Iron-Based Biodegradable Material. Materials 2022, 15, 4552. [Google Scholar] [CrossRef] [PubMed]
- Zivic, F.; Grujovic, N.; Pellicer, E.; Sort, J.; Mitrovic, S.; Adamovic, D.; Vulovic, M. Biodegradable metals as biomaterials for clinical Practice: Iron-based materials. In Biomaterials in Clinical Practice; Springer: Cham, Switzerland, 2018; pp. 225–280. [Google Scholar]
- Buchanan, F.J. Degradation Rate of Bioresorbable Materials: Prediction and Evaluation, 1st ed.; Woodhead Publishing: Cambridge, UK, 2008. [Google Scholar]
- Phinikarides, A.; Kindyni, N.; Makrides, G.; Georghiou, G.E. Review of photovoltaic degradation rate methodologies. Renew. Sustain. Energy Rev. 2014, 40, 143–152. [Google Scholar] [CrossRef]
- Rafiee, K.; Feng, Q.; Coit, D.W. Reliability modeling for dependent competing failure processes with changing degradation rate. IIE Trans. 2014, 46, 483–496. [Google Scholar] [CrossRef]
- Putra, N.E.; Leeflang, M.A.; Taheri, P.; Fratila-Apachitei, L.E.; Mol, J.M.C.; Zhou, J.; Zadpoor, A.A. Extrusion-based 3D printing of ex situ-alloyed highly biodegradable MRI-friendly porous iron-manganese scaffolds. Acta Biomater. 2021, 134, 774–790. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Zeng, Z.; Li, Y.; Liu, Y.; Chen, Y.; Wu, Y.; Zhang, J.; Li, H.; Xu, R.; Wang, S. Glucose enhanced the oxidation performance of iron-manganese binary oxides: Structure and mechanism of removing tetracycline. J. Colloid Interface Sci. 2020, 573, 287–298. [Google Scholar] [CrossRef]
- Hufenbach, J.; Kochta, F.; Wendrock, H.; Voß, A.; Giebeler, L.; Oswald, S.; Pilz, S.; Kühn, U.; Lode, A.; Gelinsky, M. S and B microalloying of biodegradable Fe-30Mn-1C-Effects on microstructure, tensile properties, in vitro degradation and cytotoxicity. Mater. Des. 2018, 142, 22–35. [Google Scholar] [CrossRef]
- Bagha, P.S.; Khakbiz, M.; Sheibani, S.; Hermawan, H. Design and characterization of nano and bimodal structured biodegradable Fe-Mn-Ag alloy with accelerated corrosion rate. J. Alloys Compd. 2018, 767, 955–965. [Google Scholar] [CrossRef]
- Hong, D.; Chou, D.-T.; Velikokhatnyi, O.I.; Roy, A.; Lee, B.; Swink, I.; Issaev, I.; Kuhn, H.A.; Kumta, P.N. Binder-jetting 3D printing and alloy development of new biodegradable Fe-Mn-Ca/Mg alloys. Acta Biomater. 2016, 45, 375–386. [Google Scholar] [CrossRef] [Green Version]
- Xu, Z.; Hodgson, M.A.; Cao, P. A comparative study of powder metallurgical (PM) and wrought Fe–Mn–Si alloys. Mater. Sci. Eng. A 2015, 630, 116–124. [Google Scholar] [CrossRef]
- Liu, R.-Y.; He, R.-G.; Xu, L.-Q.; Guo, S.-F. Design of Fe–Mn–Ag alloys as potential candidates for biodegradable metals. Acta Metall. Sin. English Lett. 2018, 31, 584–590. [Google Scholar] [CrossRef] [Green Version]
- Hufenbach, J.; Wendrock, H.; Kochta, F.; Kühn, U.; Gebert, A. Novel biodegradable Fe-Mn-CS alloy with superior mechanical and corrosion properties. Mater. Lett. 2017, 186, 330–333. [Google Scholar] [CrossRef]
- Tang, Z.; Niu, J.; Huang, H.; Zhang, H.; Pei, J.; Ou, J.; Yuan, G. Potential biodegradable Zn-Cu binary alloys developed for cardiovascular implant applications. J. Mech. Behav. Biomed. Mater. 2017, 72, 182–191. [Google Scholar] [CrossRef] [PubMed]
- Zhang, E.-L.; Fu, S.; Wang, R.-X.; Li, H.-X.; Liu, Y.; Ma, Z.-Q.; Liu, G.-K.; Zhu, C.-S.; Qin, G.-W.; Chen, D.-F. Role of Cu element in biomedical metal alloy design. Rare Met. 2019, 38, 476–494. [Google Scholar] [CrossRef]
- Ingle, A.P.; Paralikar, P.; Shende, S.; Gupta, I.; Biswas, J.K.; da Silva Martins, L.H.; Rai, M. Copper in medicine: Perspectives and toxicity. In Biomedical Applications of Metals; Springer: Cham, Switzerland, 2018; pp. 95–112. [Google Scholar]
- Roman, A.M.; Geantă, V.; Cimpoeșu, R.; Munteanu, C.; Lohan, N.M.; Zegan, G.; Cernei, E.R.; Ioniță, I.; Cimpoeșu, N.; Ioanid, N. In-vitro analysis of FeMn-Si smart biodegradable alloy. Materials 2022, 15, 568. [Google Scholar] [CrossRef] [PubMed]
- Sivasankaran, S.; Ammar, H.R.; Al-Mufadi, F.A. Continuous hot-compaction behavior of nanostructured FeCrCuMnTi-(V, Zn) high-entropy alloys. Mater. Manuf. Process. 2022, 37, 1122–1131. [Google Scholar] [CrossRef]
- Kuziora, P.; Wyszyńska, M.; Polanski, M.; Bystrzycki, J. Why the ball to powder ratio (BPR) is insufficient for describing the mechanical ball milling process. Int. J. Hydrogen Energy 2014, 39, 9883–9887. [Google Scholar] [CrossRef]
- Ammar, H.R.; Sivasankaran, S.; Alaboodi, A.S. The influence of ball milling processing variables on the microstructure and compaction behavior of Fe--Mn--Cu alloys. Mater. Sci. 2021, 39, 410–429. [Google Scholar] [CrossRef]
- Coşkun, S.; Öveçoğlu, M.L.; Özkal, B.; Tanoğlu, M. Characterization investigations during mechanical alloying and sintering of W–20 vol% SiC composites. J. Alloys Compd. 2010, 492, 576–584. [Google Scholar] [CrossRef] [Green Version]
- Hermawan, H.; Alamdari, H.; Mantovani, D.; Dube, D. Iron–manganese: New class of metallic degradable biomaterials prepared by powder metallurgy. Powder Metall. 2008, 51, 38–45. [Google Scholar] [CrossRef]
- Prashanth, M.; Karunanithi, R.; RasoolMohideen, S.; Sivasankaran, S. A comprehensive exploration on the development of nano Y2O3 dispersed in AA 7017 by mechanical alloying and hot-pressing technique. Ceram. Int. 2021, 47, 22924–22938. [Google Scholar] [CrossRef]
- Shu, C.; Chen, K.; Yang, H.; Chen, M.; He, X. Effect of V and ball milling time on microstructure and thermal properties of CoCrCuFeNiVX by mechanical alloying. Phys. B Condens. Matter 2019, 571, 235–242. [Google Scholar] [CrossRef]
- Goudarzi, P.; Moazami-Goudarzi, M.; Masoudi, A. Sintering, microstructure and properties of absorbable Fe–Mn-xCu alloys. Mater. Chem. Phys. 2022, 287, 126368. [Google Scholar] [CrossRef]
- Bhadeshia, H.; Honeycombe, R. Steels: Microstructure and Properties; Butterworth-Heinemann: Oxford, UK, 2017; ISBN 0081002726. [Google Scholar]
- Conti, M.C.; Mallia, B.; Sinagra, E.; Wismayer, P.S.; Buhagiar, J.; Vella, D. The effect of alloying elements on the properties of pressed and non-pressed biodegradable Fe–Mn–Ag powder metallurgy alloys. Heliyon 2019, 5, e02522. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.; Honeycombe, R. Chapter 4—Solutes That Substitute for Iron, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2017; pp. 101–134. ISBN 978-0-08-100270-4. [Google Scholar]
- Olejarz, A.; Huo, W.Y.; Zieliński, M.; Diduszko, R.; Wyszkowska, E.; Kosińska, A.; Kalita, D.; Jóźwik, I.; Chmielewski, M.; Fang, F. Microstructure and mechanical properties of mechanically-alloyed CoCrFeNi high-entropy alloys using low ball-to-power ratio. J. Alloys Compd. 2022, 168196. [Google Scholar] [CrossRef]
- Tehrani, F.; Abbasi, M.H.; Golozar, M.A.; Panjepour, M. The effect of particle size of iron powder on α to γ transformation in the nanostructured high nitrogen Fe–Cr–Mn–Mo stainless steel produced by mechanical alloying. Mater. Sci. Eng. A 2011, 528, 3961–3966. [Google Scholar] [CrossRef]
- Mendez, M.; Mancha, H.; Mendoza, G.; Escalante, J.I.; Cisneros, M.M.; Lopez, H.F. Structure of a Fe-Cr-Mn-Mo-N alloy processed by mechanical alloying. Metall. Mater. Trans. A 2002, 33, 3273–3278. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Alloy | Milling Time, h | Ball-to-Powder Mass Ratio | Other Milling Conditions |
|---|---|---|---|
| FeMn30Cu5 | 1, 5.5, and 10 | 5:1, 10:1, and 15:1 | Wet milling—ethanol. Speed—300 rpm |
| Milling Time, h | Ball-to-Powder Ratio | BCC-Mn Peak | BCC-Fe Peak | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Center of Peak, Deg | Full Width Half Maximum, Deg | Peak Intensity, Cps | Area of Peak | Center of Peak, Deg | Full Width Half Maximum, Deg | Peak Intensity, Cps | Area of Peak | ||
| 10 | 5:1 | 43.51 | 0.3845 | 184.51 | 76.76 | 45.10 | 0.3868 | 635.15 | 296.74 |
| 10 | 10:1 | 43.44 | 0.4307 | 167.41 | 80.69 | 44.92 | 0.4251 | 588.72 | 307.91 |
| 10 | 15:1 | 43.20 | 0.4473 | 153.01 | 85.78 | 44.76 | 0.4601 | 556.81 | 343.17 |
| Milling Time, h | Ball-to-Powder Ratio | Percentage Theoretical Density | Vickers Hardness Strength, HV | Mechanical Properties | |||
|---|---|---|---|---|---|---|---|
| Yield Strength, MPa | Strain at Yield Point | Ultimate Strength, MPa | Strain at Ultimate Point | ||||
| 1 | 5:1 | 88.45 ± 0.85 | 76.23 ± 3.8 | 497.25 ± 4.8 | 2.70 | 1200.45 ± 6.5 | 33.71 |
| 1 | 10:1 | 86.78 ± 0.68 | 80.45 ± 2.5 | 529.32 ± 3.6 | 2.50 | 1304.87 ± 7.5 | 32.36 |
| 1 | 15:1 | 85.14 ± 0.55 | 86.32 ± 1.7 | 560.52 ± 3.1 | 2.42 | 1399.46 ± 5.9 | 31.88 |
| 5.5 | 5:1 | 86.32 ± 0.75 | 87.68 ± 1.4 | 572.76 ± 2.9 | 2.68 | 1380.49 ± 6.4 | 33.27 |
| 5.5 | 10:1 | 84.36 ± 0.18 | 93.34 ± 2.1 | 638.81 ± 5.2 | 2.65 | 1513.64 ± 4.8 | 32.01 |
| 5.5 | 15:1 | 83.18 ± 0.31 | 98.42 ± 1.1 | 684.15 ± 4.6 | 2.82 | 1560.51 ± 5.3 | 31.43 |
| 10 | 5:1 | 84.45 ± 0.25 | 102.35 ± 3.2 | 640.15 ± 3.4 | 2.43 | 1617.93 ± 6.1 | 32.57 |
| 10 | 10:1 | 83.78 ± 0.88 | 108.78 ± 2.3 | 718.84 ± 2.7 | 2.55 | 1714.95 ± 5.5 | 31.40 |
| 10 | 15:1 | 82.14 ± 0.35 | 112.47 ± 2.0 | 748.38 ± 3.6 | 2.49 | 1788.17 ± 4.9 | 30.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sivasankaran, S.; Ammar, H.R.; Almangour, B.; Elborolosy, S.A.; Mekky, A.-b.H.; Alaboodi, A.S. Influence of Milling Time and Ball-to-Powder Ratio on Mechanical Behavior of FeMn30Cu5 Biodegradable Alloys Prepared by Mechanical Alloying and Hot-Forging. Crystals 2022, 12, 1777. https://doi.org/10.3390/cryst12121777
Sivasankaran S, Ammar HR, Almangour B, Elborolosy SA, Mekky A-bH, Alaboodi AS. Influence of Milling Time and Ball-to-Powder Ratio on Mechanical Behavior of FeMn30Cu5 Biodegradable Alloys Prepared by Mechanical Alloying and Hot-Forging. Crystals. 2022; 12(12):1777. https://doi.org/10.3390/cryst12121777
Chicago/Turabian StyleSivasankaran, Subbarayan, Hany R. Ammar, Bandar Almangour, Samir Ali Elborolosy, Abdel-baset H. Mekky, and Abdulaziz S. Alaboodi. 2022. "Influence of Milling Time and Ball-to-Powder Ratio on Mechanical Behavior of FeMn30Cu5 Biodegradable Alloys Prepared by Mechanical Alloying and Hot-Forging" Crystals 12, no. 12: 1777. https://doi.org/10.3390/cryst12121777