
Achieving High Tensile Strength of Heat-Resistant Ni-Fe-Based Alloy by Controlling Microstructure Stability for Power Plant Application

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Thermodynamic Calculation
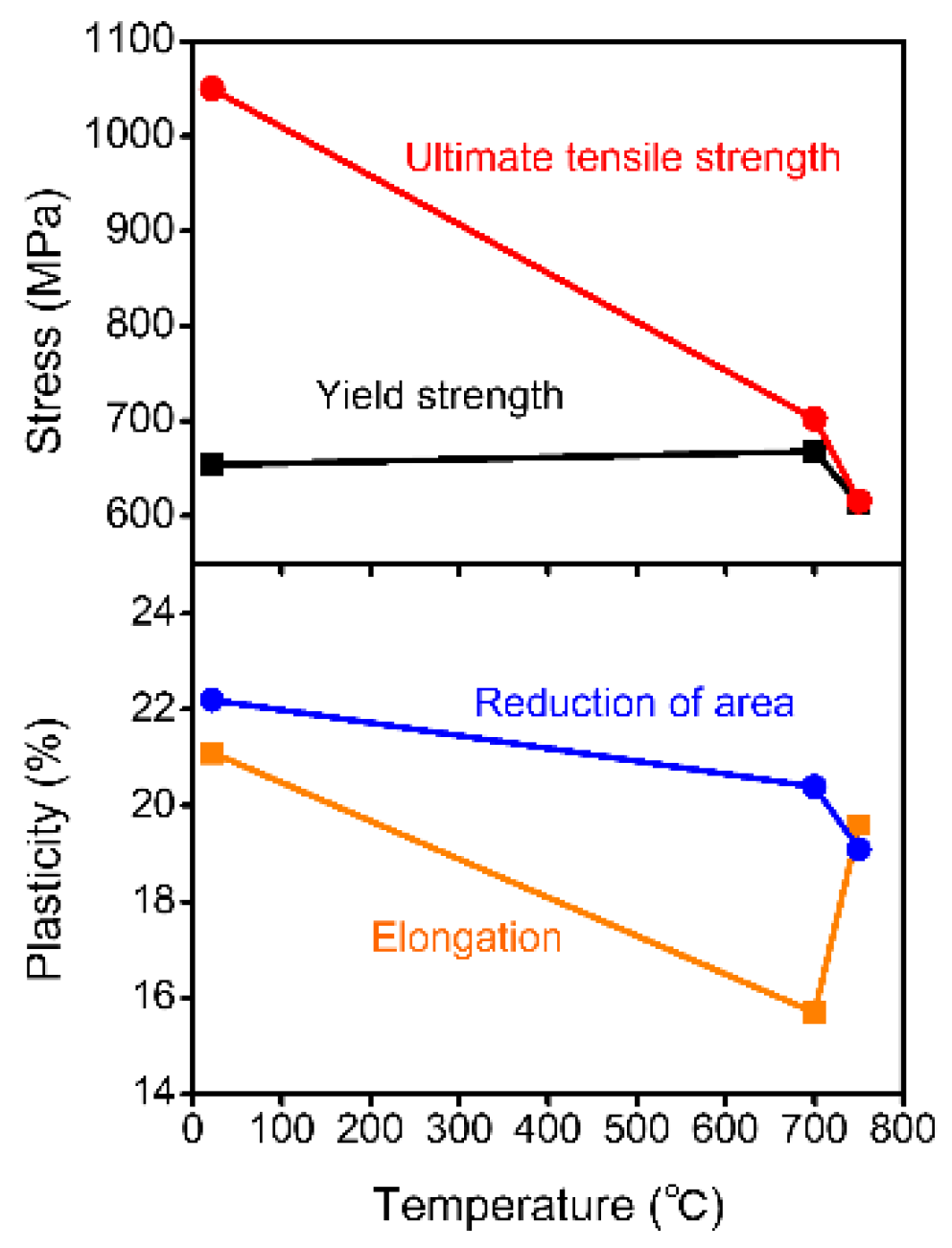
3.2. Tensile Properties
3.3. Fracture Surface Characterization
3.4. Microstructure Evolution
4. Discussion
5. Conclusions
- (1)
- The Ni-Fe-based alloy with a volume fraction of γ′ precipitates around 20% displayed good yield strength around 700 MPa at 700 °C.
- (2)
- A mixed trans-granular and intergranular fracture mode was observed at room temperature, 700 °C, and 750 °C. Intergranular fracture mode became dominant above 700 °C.
- (3)
- The predominant deformation behaviors in the grain interiors were planar slip and γ′ precipitate shearing by dislocation pairs at room temperature, Orowan, and dislocation shearing mechanisms at 700 °C and 750 °C.
- (4)
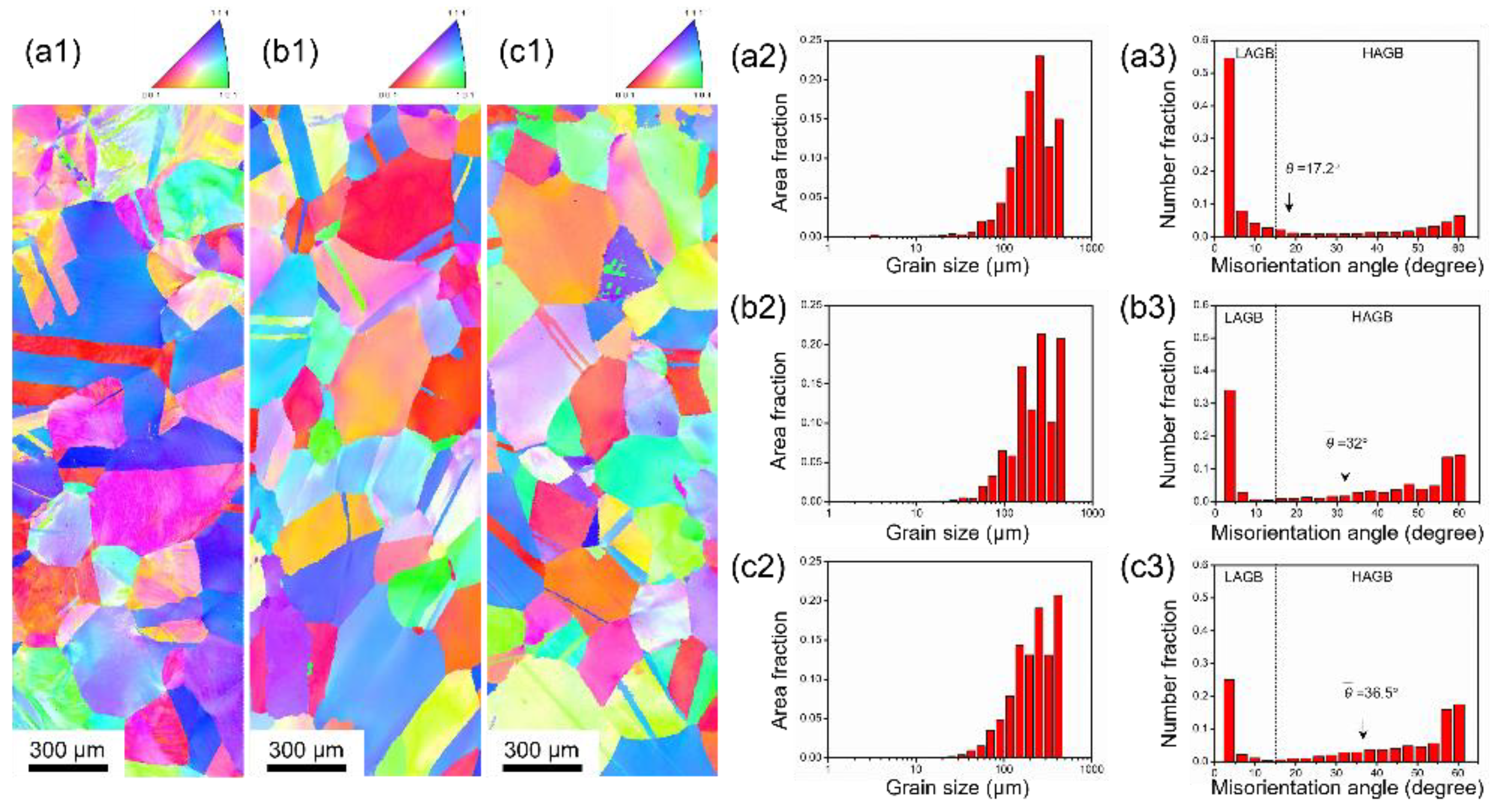
- Dynamic recrystallization occurred above 700 °C with increasing average misorientation angles combined with the sub-grain boundary migration and dislocation absorption into grain boundaries.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Weitzel, P.S. Steam generator for advanced ultra supercritical power plants 700 °C to 760 °C. In Proceedings of the ASME 2011 Power Conference Collocated with JSME ICOPE 2011, Denver, CO, USA, 12–14 July 2011; pp. 281–291. [Google Scholar]
- Fukuda, Y. Development of advanced ultra supercritical fossil power plants in Japan: Materials and high temperature corrosion properties. Mater. Sci. Forum 2011, 696, 236–241. [Google Scholar] [CrossRef]
- Sun, F.; Gu, Y.F.; Yan, J.B.; Zhong, Z.H.; Yuyama, M. Phenomenological and microstructural analysis of intermediate temperatures creep in a Ni-Fe-based alloy for advanced ultra-supercritical fossil power plants. Acta Mater. 2016, 102, 70–78. [Google Scholar] [CrossRef]
- Sun, F.; Gu, Y.F.; Yan, J.B.; Zhong, Z.H.; Yuyama, M. Creep deformation and rupture mechanism of an advanced wrought Ni-Fe-based superalloy for 700 °C class A-USC steam turbine rotor application. J. Alloys Compd. 2016, 687, 389–401. [Google Scholar] [CrossRef]
- Blum, P. Preliminary considerations for the design of a pulverized coal-fired steam boiler with ultra-super advanced steam parameters. Advanced (700 °C) PF Power Plant. 1997, EC Contact No. SF/1001/97/DK.
- Smith, G.D.; Sizek, H.W. Introduction of an advanced superheater alloy for coal-fired boilers. In Proceedings of the NACE Corrosion 2000, Houston TX NACE Paper 00256, Orlando, FL, USA, 26–31 March 2000. [Google Scholar]
- Saito, E.; Nishinoto, S.; Endo, H.; Yamamoto, R.; Kawasaki, K.; Sato, J. Development of 700 °C Class Steam Turbine Technology. Mitsubishi Heavy Ind. Tech. Rev. 2017, 54, 10–15. [Google Scholar]
- Imano, S.; Doi, H.; Kajikawa, K. Modification of alloy 706 for high-temperature steam turbine rotor application. In Proceedings of the Superalloys 718, 625, 706 and Derivatives, Pittsburgh, PA, USA, 2–5 October 2005. [Google Scholar]
- Schike, P.W.; Schwant, R.C. Alloy 706 use, process optimization, and future directions for GE gas turbine rotor materials. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives, Pittsburgh, PA, USA, 17–20 June 2001. [Google Scholar]
- Yamamoto, R.; Kadoya, Y.; Nakano, T.; Tanaka, Y.; Magoshi, R.; Ueta, S.; Noda, T. Development of Ni-based superalloy for advanced 700 °C-class steam turbine. In Proceedings of the Fifth International Conference on Advances in Materials Technology for Fossil Power Plants, Marco Island, FL, USA, 3–5 October 2007. [Google Scholar]
- Yamamoto, R.; Kadoya, Y.; Nishinoto, S.; Tanaka, Y.; Okajima, T.; Ishikawa, K.; Uno, K. Development and trial manufacturing of Ni-based superalloy LTES700R for advanced 700 °C class steam turbines. In Proceedings of the Seventh International Conference on Advances in Materials Technology for Fossil Power Plants, Waikoloa, HI, USA, 22–25 October 2013. [Google Scholar]
- Grant, B.M.B.; Francis, E.M.; Fonseca, J.Q.; Daymond, M.R.; Preuss, M. Deformation behaviour of an advanced nickel-based superalloy studied by neutron diffraction and electron microscopy. Acta Mater. 2012, 60, 6829–6841. [Google Scholar] [CrossRef]
- Reedhill, R.E.; Abbaschian, R. Physical Metallurgy Principles, 3rd ed.; Brooks/Cole Publication: Boston, MA, USA, 1994; pp. 181–183. [Google Scholar]
- Heilmaier, M.; Leetz, U.; Reppich, B. Order strengthening in the cast nickel-based superalloy IN 100 at room temperature. Mater. Sci. Eng. A 2001, 319–321, 375–378. [Google Scholar] [CrossRef]
- Kocks, U.F. Theory of an obstacle-controlled yield strength: Report after an international workshop. Mater. Sci. Eng. 1977, 27, 291–298. [Google Scholar] [CrossRef]
- Schwarz, R.B.; Labusch, R. Dynamic simulation of solution hardening. J. Appl. Phys. 1978, 49, 5174. [Google Scholar] [CrossRef]
- Dollar, M.; Bernstein, I.M. The Effect of Temperature on the Deformation Structure of Single Crystal Nickel Base Superalloys. In Proceedings of the 6th International Symposium on Superalloys, The Metallurgical Society, Warrendale, PA, USA, 18–22 September 1988. [Google Scholar]
- Yuan, Y.; Zhong, Z.H.; Yu, Z.S.; Yin, H.F.; Dang, Y.Y.; Zhao, X.B.; Yang, Z.; Lu, J.T.; Yan, J.B.; Gu, Y.F. Microstructural evolution and compressive deformation of a new Ni–Fe base superalloy after long term thermal exposure at 700 °C. Mater. Sci. Eng. A 2014, 619, 364–369. [Google Scholar] [CrossRef]
- Gopinath, K.; Gogia, A.K.; Kamat, S.V.; Balamuralikrishnan, R.; Ramamurty, U. Tensile Properties of Ni-Based Superalloy 720Li: Temperature and Strain Rate Effects. Metall. Mater. Trans. A 2008, 39, 2340–2350. [Google Scholar] [CrossRef]
- Rao, K.B.S.; Seetharaman, V.; Mannan, S.L.; Rodriguez, P. Precipitation, deformation and fracture behaviour of a thermomechanically processed nimonic PE 16 superalloy. J. Nucl. Mater. 1981, 102, 7–16. [Google Scholar] [CrossRef]
- Shapiro, E.; Dieter, G.E. High temperature-high strain rate fracture of Inconel 600. Metall. Trans. 1970, 1, 1711–1719. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, F. Achieving High Tensile Strength of Heat-Resistant Ni-Fe-Based Alloy by Controlling Microstructure Stability for Power Plant Application. Crystals 2022, 12, 1433. https://doi.org/10.3390/cryst12101433
Sun F. Achieving High Tensile Strength of Heat-Resistant Ni-Fe-Based Alloy by Controlling Microstructure Stability for Power Plant Application. Crystals. 2022; 12(10):1433. https://doi.org/10.3390/cryst12101433
Chicago/Turabian StyleSun, Fei. 2022. "Achieving High Tensile Strength of Heat-Resistant Ni-Fe-Based Alloy by Controlling Microstructure Stability for Power Plant Application" Crystals 12, no. 10: 1433. https://doi.org/10.3390/cryst12101433