
Experimental Analysis of Polycaprolactone High-Resolution Fused Deposition Manufacturing-Based Electric Field-Driven Jet Deposition



Abstract
:1. Introduction
2. Process Principle
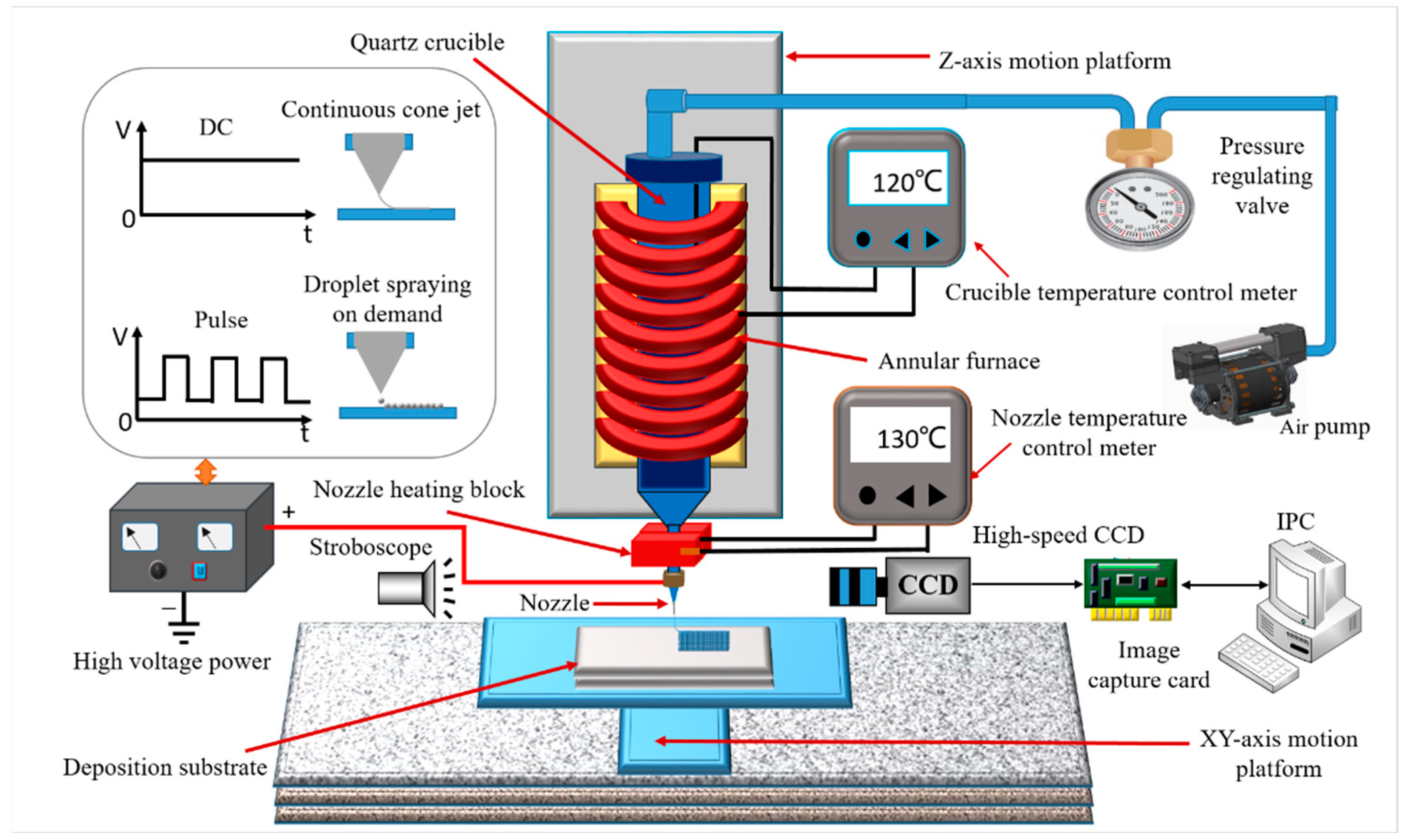
3. Experiment System
4. Experiment Results and Discussion
4.1. Change of Extrusion Morphology of Fused PCL
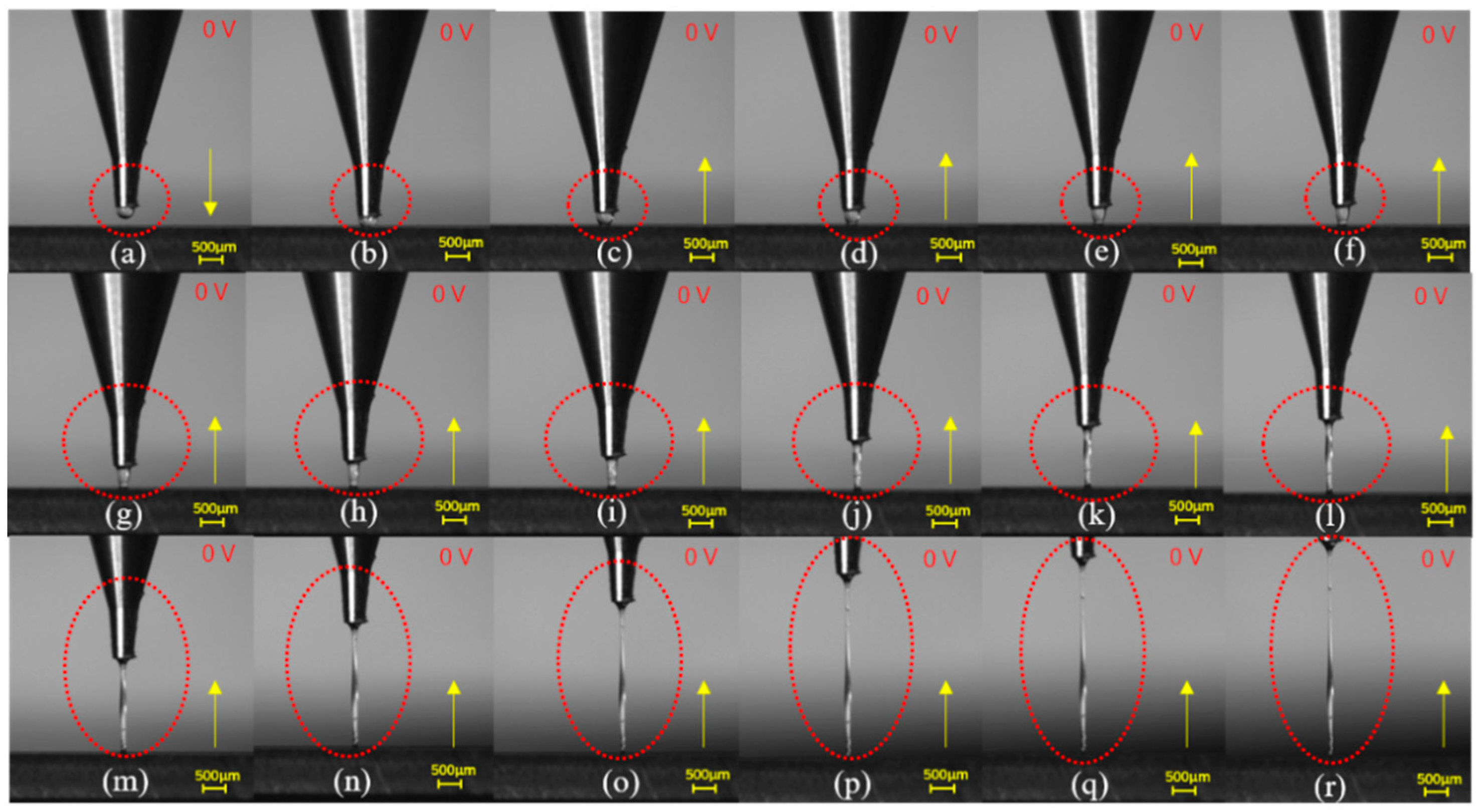
4.2. Continuous Cone Jet and Tensile Morphology
4.3. Morphology of Jet at Different Deposition Heights
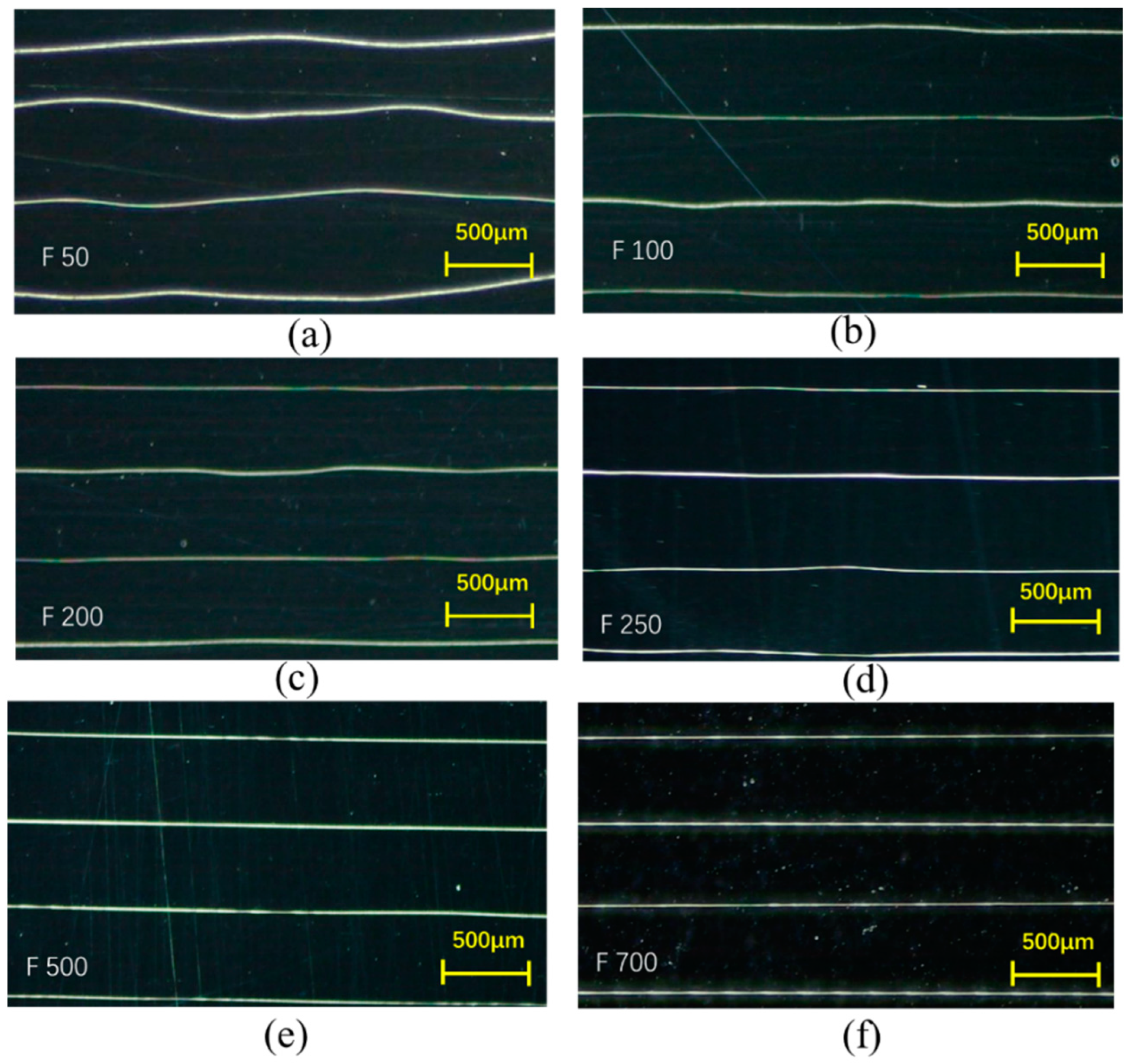
4.4. Width of Deposition Lines
4.5. Straightness of Deposition Lines
4.6. Deposition Single Layer Linear Grid
5. Conclusions
- (1)
- A novel PCL high-resolution fused deposition 3D Printing based on electric field-driven (EFD) jet deposition is proposed to manufacture PCL porous scaffold structures. The process principle of the continuous cone-jet printing mode was analyzed and an experimental system was constructed based on an EFD continuous cone-jet.
- (2)
- EFD continuous cone-jet mode was studied, a Taylor cone-jet was generated under the action of the Fs, FV, FN, FT and FP. The Taylor cone-jet was further stretched by the viscous dragging force (FD), the diameter of the jet is usually less than one-tenth of the nozzle diameter.
- (3)
- There is an effective range of deposition height (H) to realize stable jet printing. Under the stretching of electric field force and viscous drag force (FD), with the increasing of the movement velocities (Vs) the width of deposition lines was gradually decreased. The width of the deposition line and the velocity of the deposition platform is approximately a quadratic curve. The bending phenomenon of deposition lines also gradually decreases with the increase of the movement velocities.
- (4)
- A single layer linear grid structure was printed under the appropriate process parameters with a compact structure, uniform size and good straightness. The experimental results verify that the PCL porous scaffold structure can be accurately printed and manufactured.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bodnariuk, M.; Melentiev, R. Bibliometric analysis of micro-nano manufacturing technologies. Nanotechnol. Precis. Eng. 2019, 2, 61–70. [Google Scholar] [CrossRef]
- Kuo, C.L.; Yeh, T.H.; Nien, Y.P.; Chen, Y. Multi-objective optimization of edge quality and surface integrity when wire electrical discharge machining of polycrystalline diamonds in cutting tool manufacture. J. Manuf. Process. 2022, 74, 520–534. [Google Scholar] [CrossRef]
- Sigita, G.; Aukse, N.; Edvinas, S.; Mangirdas, M.; Angels, S.; Jolita, O. Vegetable Oil-Based Thiol-Ene/Thiol-Epoxy Resins for Laser Direct Writing 3D Micro-/Nano-Lithography. Polymers 2021, 13, 872. [Google Scholar]
- Hamid, H.M.A.; Celik-Butler, Z. A novel MEMS triboelectric energy harvester and sensor with a high vibrational operating frequency and wide bandwidth fabricated using UV-LIGA technique. Sens. Actuators A Phys. 2020, 313, 112175. [Google Scholar] [CrossRef]
- Xu, J.; Su, Q.; Shan, D.B.; Guo, B. Sustainable micro-manufacturing of superhydrophobic surface on ultrafine-grained pure aluminum substrate combining micro-embossing and surface modification. J. Clean. Prod. 2019, 232, 705–712. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Shao, G.G.; Li, L.Q. Micro/nano functional devices fabricated by additive manufacturing. Prog. Mater. Sci. 2022, 131, 101020. [Google Scholar] [CrossRef]
- Liu, P.P.; Guo, Y.W.; Chen, J.Y.; Yang, Y.B. A Low-Cost Electrochemical Metal 3D Printer Based on a Microfluidic System for Printing Mesoscale Objects. Crystals 2020, 10, 257. [Google Scholar] [CrossRef] [Green Version]
- Pearre, B.W.; Michas, C.; Tsang, J.-M.; Gardner, T.J.; Otchy, T.M. Fast micron-scale 3D printing with a resonant-scanning two-photon microscope. Addit. Manuf. 2019, 30, 100887. [Google Scholar] [CrossRef]
- Farjam, N.; Cho, T.H.; Dasgupta, N.P.; Barton, K. Subtractive patterning: High-resolution electrohydrodynamic jet printing with solvents. Appl. Phys. Lett. 2020, 117, 133702. [Google Scholar] [CrossRef]
- Liang, P.; Shang, L.D.; Wang, Y.T.; Booth, M.J.; Li, B. Laser induced forward transfer isolating complex-shaped cell by beam shaping. Biomed. Opt. Express. 2021, 12, 7024–7032. [Google Scholar] [CrossRef]
- Wang, M.; Peng, Z.Y.; Huang, D.; Ning, Z.Q.; Chen, J.L.; Li, W.; Chen, J. Improving loading amount of nanodendrite array photo-electrodes on quantum dot sensitized solar cells by second electrochemical deposition. Mater. Sci. Semicond. Process. 2022, 137, 106219. [Google Scholar] [CrossRef]
- Wilkinson, N.J.; Kay, R.W.; Harris, R.A. Electrohydrodynamic and aerosol jet printing for the copatterning of polydimethylsiloxane and graphene platelet inks. Adv. Mater. Technol. 2020, 5, 2000148. [Google Scholar] [CrossRef]
- Ge, Q.; Li, Z.; Wang, Z.; Kowsari, K.; Zhang, W.; He, X. Projection micro stereolithography based 3D printing and its applications. Int. J. Extrem. Manufac. 2020, 2, 022004. [Google Scholar] [CrossRef]
- Kumar Singh, A.; Choudhary, A.K. On the electrical characterization of focused ion/electron beam fabricated platinum and tungsten nano wires. Mater. Today Proc. 2020, 28, 127–130. [Google Scholar] [CrossRef]
- Lee, Y.W.; Ceylan, H.; Yasa, I.C.; Kilic, U.; Sitti, M. 3D-printed multi-stimuli-responsive mobile micromachines. ACS Appl. Mater. Interfaces 2021, 13, 12759–12766. [Google Scholar] [CrossRef]
- Lee, K.H.; Lee, S.S.; Ahn, D.B.; Lee, J.; Byun, D.; Lee, S.Y. Ultrahigh areal number density solid-state on-chip microsupercapacitors via electrohydrodynamic jet printing. Sci. Adv. 2020, 6, 1692. [Google Scholar] [CrossRef] [Green Version]
- Udofia, E.N.; Zhou, W. 3D printed optics with a soft and stretchable optical material. Addit. Manu. 2020, 31, 100912. [Google Scholar]
- Ding, A.; Lee, S.J.; Ayyagari, S.; Tang, R.; Cong, T.H.; Alsberg, E. 4D biofabrication via instantly generated graded hydrogel scaffolds. Bioact. Mater. 2022, 7, 324–332. [Google Scholar] [CrossRef]
- Soundarya, S.P.; Menon, A.H.; Chandran, S.V. Bone tissue engineering: Scaffold preparation using chitosan and other biomaterials with different design and fabrication techniques. Int. J. Biol. Macromol. 2018, 119, 1228–1239. [Google Scholar] [CrossRef]
- He, J.; Xia, P.; Li, D. Development of melt electrohydrodynamic 3D printing for Coplex microscale poly (s-caprolactone) scaffolds. Biofabrication 2016, 8, 035008. [Google Scholar] [CrossRef]
- Qu, X.; Xia, P.; He, J.; Li, D. Microscale electrohydrodynamic printing of biomimetic PCL/nHA composite scaffolds for bone tissue engineering. Mater. Lett. 2016, 185, 554–557. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Khademhosseini, A.; Mironov, V. The Synergy of Scaffold-Based andScaffold-Free Tissue Engineering Strategies. Trends Biotechnol. 2018, 36, 348–357. [Google Scholar] [CrossRef] [PubMed]
- Hong, X.Y.; Xiao, G.Q.; Zhang, Y.Z.; Zhou, J. Research on gradient additive remanufacturing of ultra-large hot forging die based on automatic wire arc additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2021, 116, 2243–2254. [Google Scholar] [CrossRef]
- Dou, Y.B.; Luo, J.; Qi, L.H.; Lian, H.C.; Huang, J.G. Drop-on-demand printing of recyclable circuits by partially embedding molten metal droplets in plastic substrates. J. Mater. Process. Tech. 2021, 297, 117268. [Google Scholar] [CrossRef]
- Wohlers Report 2022, Analysis, Trends, Forecasts, 3D Printing and Additive Manufacturing State of the Industry. Available online: https://wohlersassociates.com/product/wohlers-report-2022/ (accessed on 20 October 2022).
- Kollamaram, G.; Croker, D.M.; Walker, G.M.; Goyanes, A.; Basit, A.W.; Gaisford, S. Low temperature fused deposition modeling (FDM) 3D printing of thermolabile drugs. Int. J. Pharm. 2018, 545, 144–152. [Google Scholar] [CrossRef] [Green Version]
- Corcione, C.E.; Gervaso, F.; Scalera, F.; Padmanabhan, S.K.; Madaghiele, M.; Montagna, F.; Sannion, A.; Licciulli, A.; Maffezzoli, A. Highly loaded hydroxyapatite microsphere/PLA porous scaffolds obtained by fused deposition modelling. Ceram. Int. 2019, 452, 2803–2810. [Google Scholar] [CrossRef]
- Zuo, M.; Pan, N.; Liu, Q.; Ren, X.H.; Liu, Y.; Huang, T.S. Three-dimensionally printed polylactic acid/cellulose acetate scaffolds with antimicrobial effect. RSC Adv. 2020, 10, 2952–2958. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Ramezani, I.H.; Sun, M. 3D printing of high-strength chitosan hydrogel scaffolds without any organic solvents. Biomater. Sci. 2020, 8, 5020–5028. [Google Scholar] [CrossRef]
- Giustina, G.D.; Gandin, A.; Brigo, L.; Panciera, T.; Giulitti, S.; Sgarbossa, P.; D’Alessandro, D.; Trombi, L.; Danti, S.; Brusatin, G. Polysaccharide hydrogels for multiscale 3D printing of pullulan scaffolds. Mater. Des. 2019, 165, 107566. [Google Scholar] [CrossRef]
- Meng, Z.; He, J.; Cai, Z.; Wang, F.; Zhang, J.; Wang, L.; Di, R.; Li., C. Design and additive manufacturing of flexible polycaprolactone scaffolds with highly-tunable mechanical properties for soft tissue engineering. Mater. Des. 2020, 189, 108508. [Google Scholar] [CrossRef]
- Kaifur, R.; Abdullah, K.; Ranya, S.; Stuart, B. Fused filament fabrication of nylon 6/66 copolymer: Parametric study comparing full factorial and Taguchi design of experiments. Rapid Prototyp. J. 2022, 28, 1111–1128. [Google Scholar]
- Chanun, S.; Anchalee, M. On the build orientation effect in as-printed and as-sintered bending properties of 17-4PH alloy fabricated by metal fused filament fabrication. Rapid Prototyp. J. 2022, 28, 1076–1085. [Google Scholar]
- Chitralekha, N.; Kumar, G.P. Transient thermal finite-element analysis of fused filament fabrication process. Rapid Prototyp. J. 2022, 28, 1097–1110. [Google Scholar]
- He, Y.; Yang, F.; Zhao, H.; Gao, Q.; Xia, B.; Fu, Z.J. Research on the printability of hydrogels in 3D bioprinting. Sci. Rep. 2016, 6, 29977. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, F.; Wu, R.; Shen, M.; Xie, L.; Gou, Z. Rational design of bioceramic scaffolds with tuning pore geometry bystereolithography: Microstructure evaluation and mechanical evolution. J. Eur. Ceram. Soc. 2021, 41, 1672–1682. [Google Scholar] [CrossRef]
- Kolan, K.C.; Li, J.; Roberts, S.; Semon, J.A.; Park, J.; Day, D.E.; Ming, C.L. Near-field electrospinning of a polymer/bioactive glass composite to fabricate 3D biomimetic structures. Int. J. Bioprinting 2019, 5, 163. [Google Scholar] [CrossRef]
- Park, Y.S.; Kim, J.; Oh, J.M.; Park, S.Y.; Cho, S.; Ko, H.; Cho, Y.K. Near-field electrospinning for three-dimensional stacked nanoarchitectures with high aspect ratios. Nano Lett. 2019, 20, 441–448. [Google Scholar] [CrossRef]
- Robinson, T.M.; Hutmacher, D.W.; Dalton, P.D. The next frontier in melt electrospinning: Taming the jet. Adv. Funct. Mater. 2019, 29, 1904664. [Google Scholar] [CrossRef] [Green Version]
- Ding, H.; Cao, K.; Zhang, F.; Bettcher, W.; Chang, R.C. A fundamental study of charge effects on melt electrowritten polymer fibers. Mater. Des. 2019, 178, 107857. [Google Scholar] [CrossRef]
- Brown, T.D.; Dalto, P.D.; Hutmacher, D.W. Direct writing by way of melt electrospinning. Adv. Mater. 2011, 23, 5651–5657. [Google Scholar] [CrossRef]
- He, F.L.; Li, D.W.; He, J.; Liu, Y.Y.; Ahmad, F.; Liu, Y.L.; Deng, X.; Ye, Y.J.; Yin, D.C. A novel layer-structured scaffold with large pore sizes suitable for 3D cell culture prepared by near-field electrospinning. Mater. Sci. Eng. C 2018, 86, 18–27. [Google Scholar] [CrossRef] [PubMed]
- Eichholz, K.F.; Hoey, D.A. Mediating human stem cell behaviour via defined fibrous architectures by melt electrospinning writing. Acta Biomater. 2018, 75, 140–151. [Google Scholar] [CrossRef] [PubMed]
- Hrynevich, A.; Elçi, B.Ş.; Haigh, J.N. Dimension based design of melt electrowritten scaffolds. Small 2018, 14, 1800232. [Google Scholar] [CrossRef] [PubMed]
- Kan, Y.Y.; Bondareva, J.V.; Statnik, E.S.; Cvjetinovic, J.; Lipovskikh, S.; Abdurashitov, A.S.; Kirsanova, M.A.; Sukhorukhov, G.B.; Evlashin, A.A.; Salimon, A.I.; et al. Effect of Graphene Oxide and Nanosilica Modifications on Electrospun Core-Shell PVA–PEG–SiO2PVA–GO Fiber Mats. Nanomaterials 2022, 12, 998. [Google Scholar] [CrossRef] [PubMed]
- Tourlomousis, F.; Ding, H.; Kalyon, D.M.; Chang, R.C. Melt electrospinning writing process guided by a “Printability Number”. J. Manuf. Sci. Eng. 2017, 139, 081004. [Google Scholar] [CrossRef]
- Chao, Y.P.; Yi, H.; Cao, F.L.; Li, Y.H.; Cen, H.; Lu, S. Experimental Analysis of Wax Micro-Droplet 3D Printing Based on a High-Voltage Electric Field-Driven Jet Deposition Technology. Crystals 2022, 12, 277. [Google Scholar] [CrossRef]
- Zhang, G.; Lan, H.; Qian, L.; Zhao, J.; Wang, F. A microscale 3D printing based on the electric-field-driven jet. 3D Print. Add. Manufact. 2020, 7, 37–44. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, G.M.; Huang, H.; Qian, L.; Liu, X.L.; Lan, H.B. The self-induced electric-field-driven jet printing for fabricating ultrafine silver grid transparent electrode. Virtual Phys. Prototyp. 2021, 16, 113–123. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | |||||||
|---|---|---|---|---|---|---|---|
| Printing Material | Deposition Substrate | Diameter of the Nozzle: D (μm) | Deposition Height: H (μm) | ||||
| PCL (Polycaprolactone) | PET (Polyethylene terephthalate) | 300 | 200 | ||||
| Electric field voltage: U (v) | Temperature of the crucible: Tc (°C) | Temperature of the nozzle: Tn (°C) | Air pressure: KPa | ||||
| 1600 | 130 | 80 | 15 | ||||
| Movement speed of the deposition platform: vs. (Plus/s) | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| F10 | F20 | F30 | F40 | F50 | F60 | F70 | F100 |
| Line Width (μm) | Line Width (μm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| F10 | Average: 55.15 | F50 | Average: 16.45 | ||||||
| 1. | 54.52 | 3. | 54.68 | 1. | 16.68 | 3. | 16.26 | ||
| 2. | 55.63 | 4. | 55.78 | 2. | 16.94 | 4. | 15.95 | ||
| F20 | Average: 36.43 | F60 | Average: 12.03 | ||||||
| 1. | 36.45 | 3. | 37.23 | 1. | 12.45 | 3. | 12.35 | ||
| 2. | 35.68 | 4. | 36.37 | 2. | 11.86 | 4. | 11.47 | ||
| F30 | Average: 25.98 | F70 | Average: 7.96 | ||||||
| 1. | 26.75 | 3. | 26.32 | 1. | 7.89 | 3. | 8.65 | ||
| 2. | 25.86 | 4. | 24.99 | 2. | 7.96 | 4. | 7.36 | ||
| F40 | Average: 21.99 | F100 | Average: 7.57 | ||||||
| 1 | 21.34 | 3 | 21.76 | 1 | 7.68 | 3 | 7.66 | ||
| 2 | 22.52 | 4 | 22.35 | 2 | 7.18 | 4 | 7.75 | ||
| Process Parameters | |||||
|---|---|---|---|---|---|
| Printing Material | Deposition Substrate | Diameter of the Nozzle: D (μm) | Deposition Height: H (μm) | ||
| PCL (Polycaprolactone) | PET (Polyethylene terephthalate) | 300 | 1000 | ||
| Electric field voltage: U (v) | Temperature of the crucible: Tc (°C) | Temperature of the nozzle: Tn (°C) | Air pressure: KPa | ||
| 1800 | 130 | 80 | 15 | ||
| Movement velocity of the deposition platform: vs. (Plus/s) | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| F50 | F100 | F200 | F250 | F500 | F700 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chao, Y.; Yi, H.; Cao, F.; Lu, S.; Ma, L. Experimental Analysis of Polycaprolactone High-Resolution Fused Deposition Manufacturing-Based Electric Field-Driven Jet Deposition. Crystals 2022, 12, 1660. https://doi.org/10.3390/cryst12111660
Chao Y, Yi H, Cao F, Lu S, Ma L. Experimental Analysis of Polycaprolactone High-Resolution Fused Deposition Manufacturing-Based Electric Field-Driven Jet Deposition. Crystals. 2022; 12(11):1660. https://doi.org/10.3390/cryst12111660
Chicago/Turabian StyleChao, Yanpu, Hao Yi, Fulai Cao, Shuai Lu, and Lianhui Ma. 2022. "Experimental Analysis of Polycaprolactone High-Resolution Fused Deposition Manufacturing-Based Electric Field-Driven Jet Deposition" Crystals 12, no. 11: 1660. https://doi.org/10.3390/cryst12111660