3.1. General Distribution and Morphology of Rhenium-Rich Particles
Based on the authors’ previous study, rhenium-rich particles can be generally discovered in the boundary region of surface defect grains and the base material.
Figure 2 shows the typical morphology and distribution of the particles in the boundary (the detailed observation of the particles was introduced in References 16,17). However, as similar microstructures can also be formed along the boundary region with misorientation greater than 10° by the discontinuous precipitation phenomenon [
21,
22,
23,
24,
25,
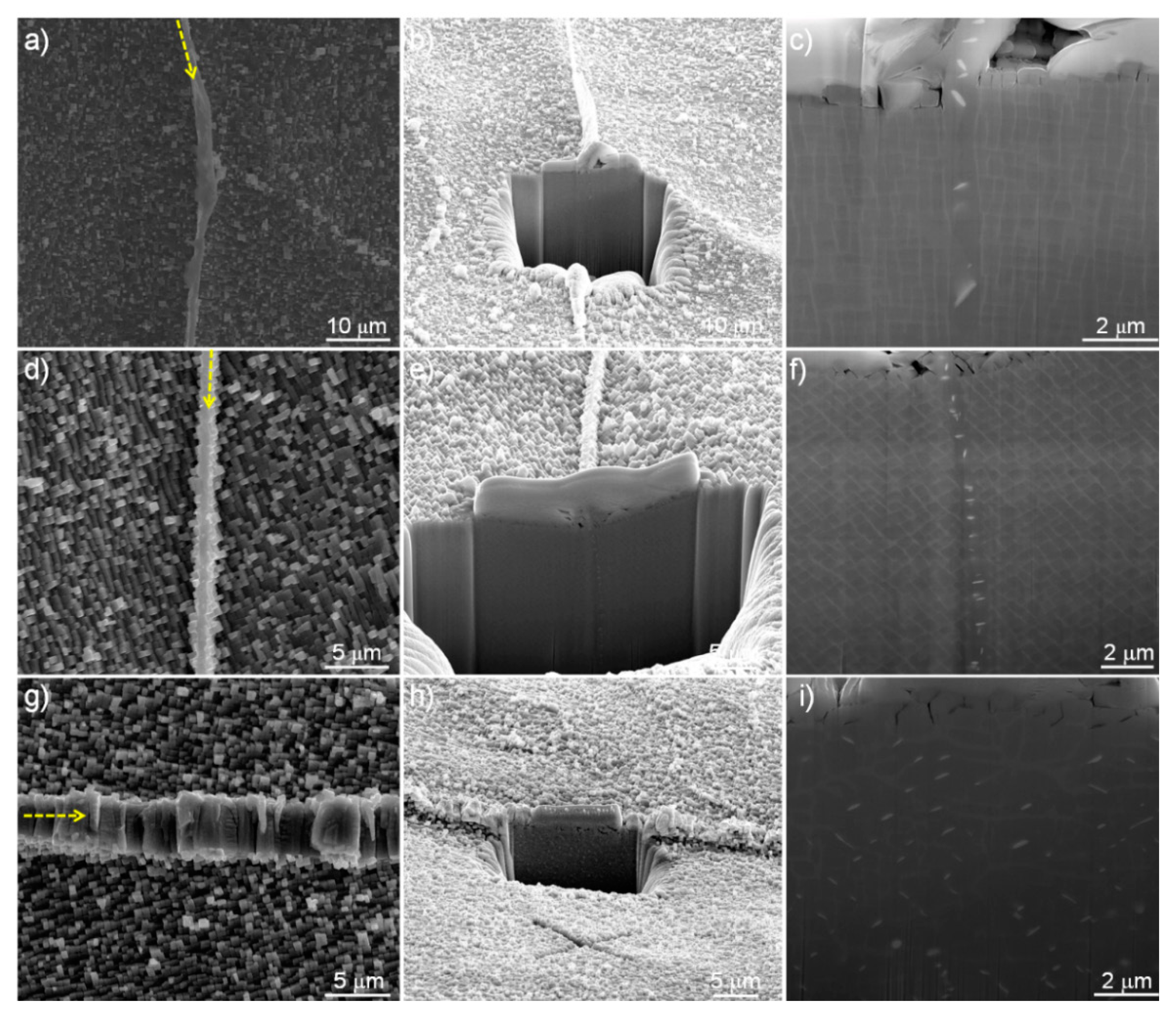
26], a low-angle grain boundary of 7.1°, which was measured by a reflected Laue X-ray system, was selected and observed in order to investigate the formation mechanism of the particles. Clearly, there is a thin intermediate layer in the grain boundary region between a defect grain and the base material (
Figure 2a). Then, the region was cross sectioned by a FIB milling technique after depositing a protective platinum layer on a selected area (
Figure 2b). This figure also confirms that there is an intermediate layer which was slightly protruded from the surface. A magnified image of the cross section (
Figure 2c) shows that there are several fine particles along the boundary regions of two grains which look like the same orientation of {001} of the γ
′ phase (exactly the misorientation of 7.1°). This observation is in good agreement with a previous study which showed a similar microstructure of the particles in a low-angle grain boundary of 6.1° [
16].
Then, as a misorientation of over 10° is essential for the discontinuous precipitation [
21,
22,
23,
24,
25,
26], another grain boundary with a misorientation of just 10.2° was also selected and observed. Similar microstructures of the thin intermediate layer (
Figure 2d) and fine particles along the boundary (
Figure 2e,f) were observed. However, compared with the microstructure with a misorientation of 7.1°, there are greater amounts of the particles in the boundary with a higher misorientation angle. This result means that the fine particles clearly form even in the low-angle boundary, which can form between a defect grain and the base material. Then, for reference, a new turbine blade with a high-angle boundary with a misorientation of 16.5° was observed. As already shown in previous studies [
16,
17], at the high-angle grain boundary, the intermediate layer becomes wider and clearer (
Figure 2g) and most of all, the fine particles are easily recognized along the coherent interface. It should be noted that for more clear visualization of the distribution of the particles, a cross section was made along the intermediate layer, as shown in
Figure 2h, which is different from the directions in
Figure 2b,e. It is clear that there are a number of fine particles (
Figure 2i) within the layer.
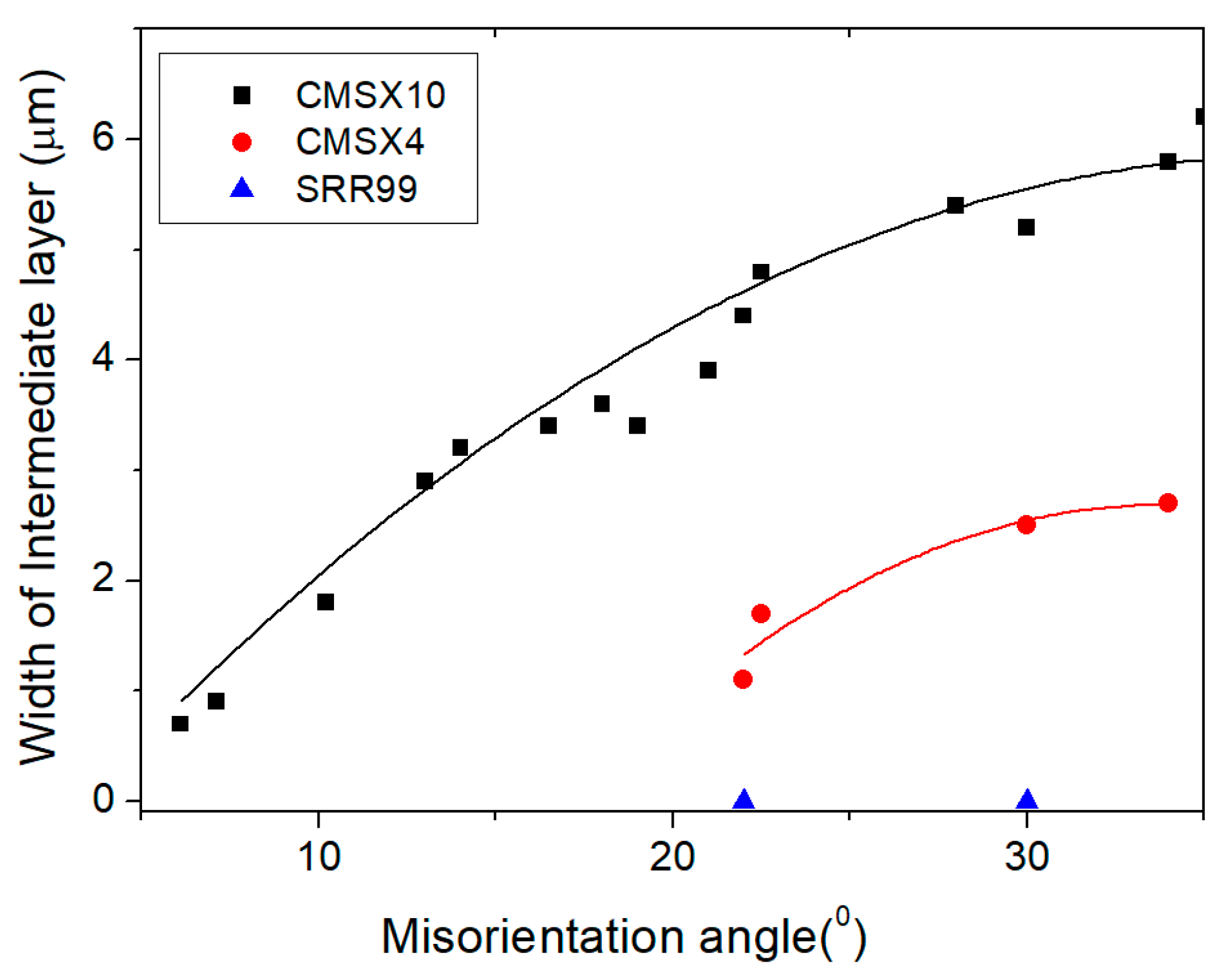
Figure 2 also shows that as the misorientation angle increases, it seems that the intermediate layer becomes thicker. For further investigation into the effect of the misorientation angle on the formation of the intermediate layer, a number of turbine blades containing a high- or low-angle grain boundary were cross sectioned by FIB and then, the misorientation and the width of the intermediate layer were measured by a reflected Laue X-ray system and the {001} orientations of γ
′ in neighbouring two grains.
Figure 3 shows the width change of intermediate layers over the misorientation angles. It should be mentioned that for a reference, several other turbine blades made from other raw materials with less or no rhenium content, such as CMSX-4 with 3 wt% rhenium or SRR99 containing no rhenium, were also measured and displayed in the figure, even though the images were not shown here (the general images and cross-sections of CMSX-4 and SRR99 are found in Reference [
17]). It is clear that as the misorientation angle increases, the intermediate layer becomes wide even though there is some deviation. It should be also mentioned that the aforementioned fine particles were observed at every boundary in CMSX-10 samples containing 6 wt% rhenium, proving that a number of fine particles may form along the boundary region regardless of the misorientation angle in CMSX-10 turbine blades. For other turbine blades containing lower amounts of rhenium, the width becomes narrow in CMSX-4 samples containing 3 wt% rhenium even at high-angle boundaries. However, some fine particles were detected along the boundaries in CMSX-4. It is worth mentioning that there was no particle or intermediate layer even in a high-angle grain boundary of the SRR-99 sample containing no rhenium. These results suggest that the formation of the intermediate layer and the fine particles is probably related to rhenium in turbine blades. At this point, it is necessary to restate that the particles are also detected in other defect grain boundaries, such as stray, freckle chain and equax grains [
16,
17,
27,
28]. Therefore, this result suggests that if there is a boundary region which is formed by a defect grain and the base material, fine particles can be detected.
After observing the cross section, a TEM sample was taken exactly from the region as shown in
Figure 2i in order to analyse the fine particles.
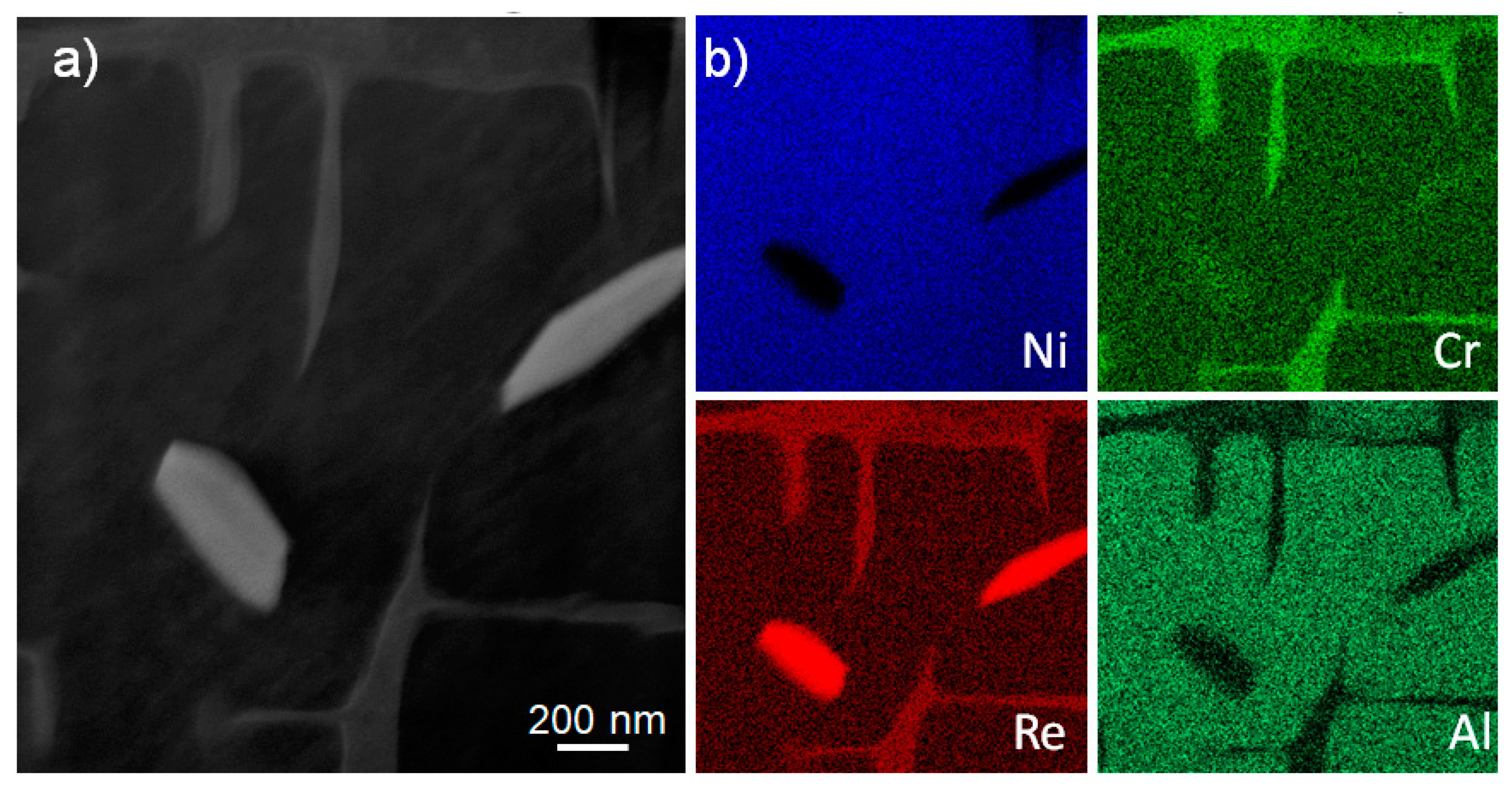
Figure 4 shows STEM images and STEM-EDX element maps near two bright particles. It is worth mentioning that the γ phase is not continuous near the region where two bright particles were formed. Element maps in
Figure 4b clearly show the low contrast of nickel and aluminium, slightly bright contrast of chromium, and high contrast of rhenium on the two particles. Most of all, the rhenium contrast is much higher than that on the γ phase. The composition of the particles, which was acquired by STEM-EDX point analysis, is summarized in
Table 1. Clearly, the bright particles are rhenium-rich, and therefore, they are called rhenium-rich particles. In
Figure 4, as the rhenium-rich particles were formed, the γ-forming elements, such as rhenium and chromium, become depleted and dissolve, and as a result, the rhenium-rich particles are surrounded with the γ
′ phase.
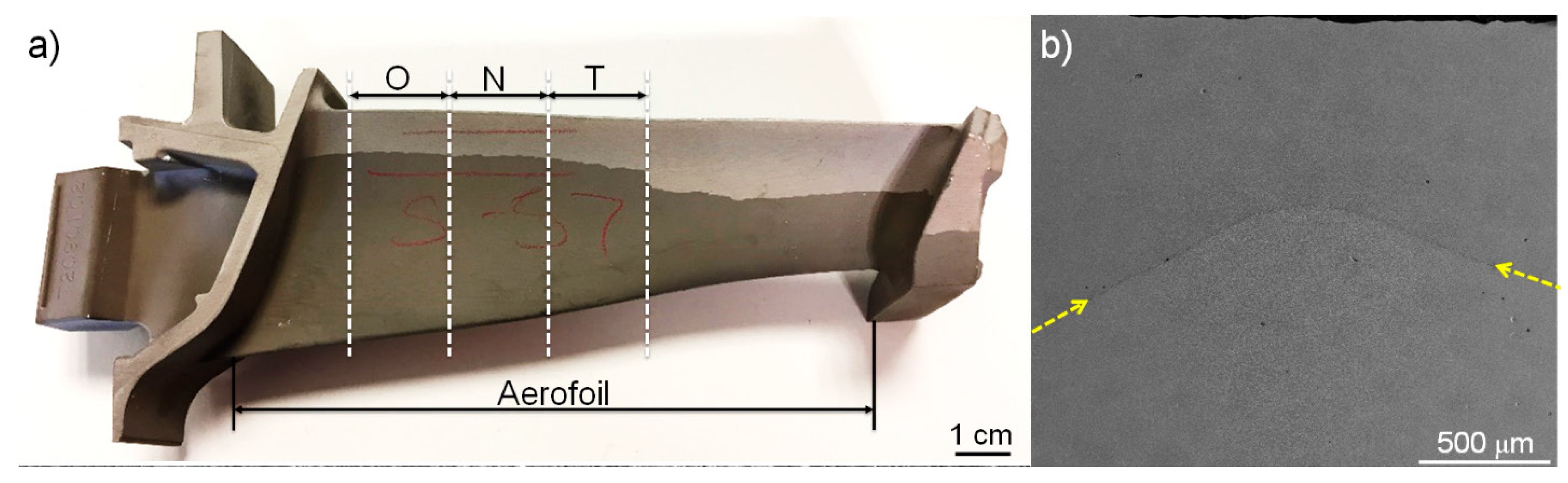
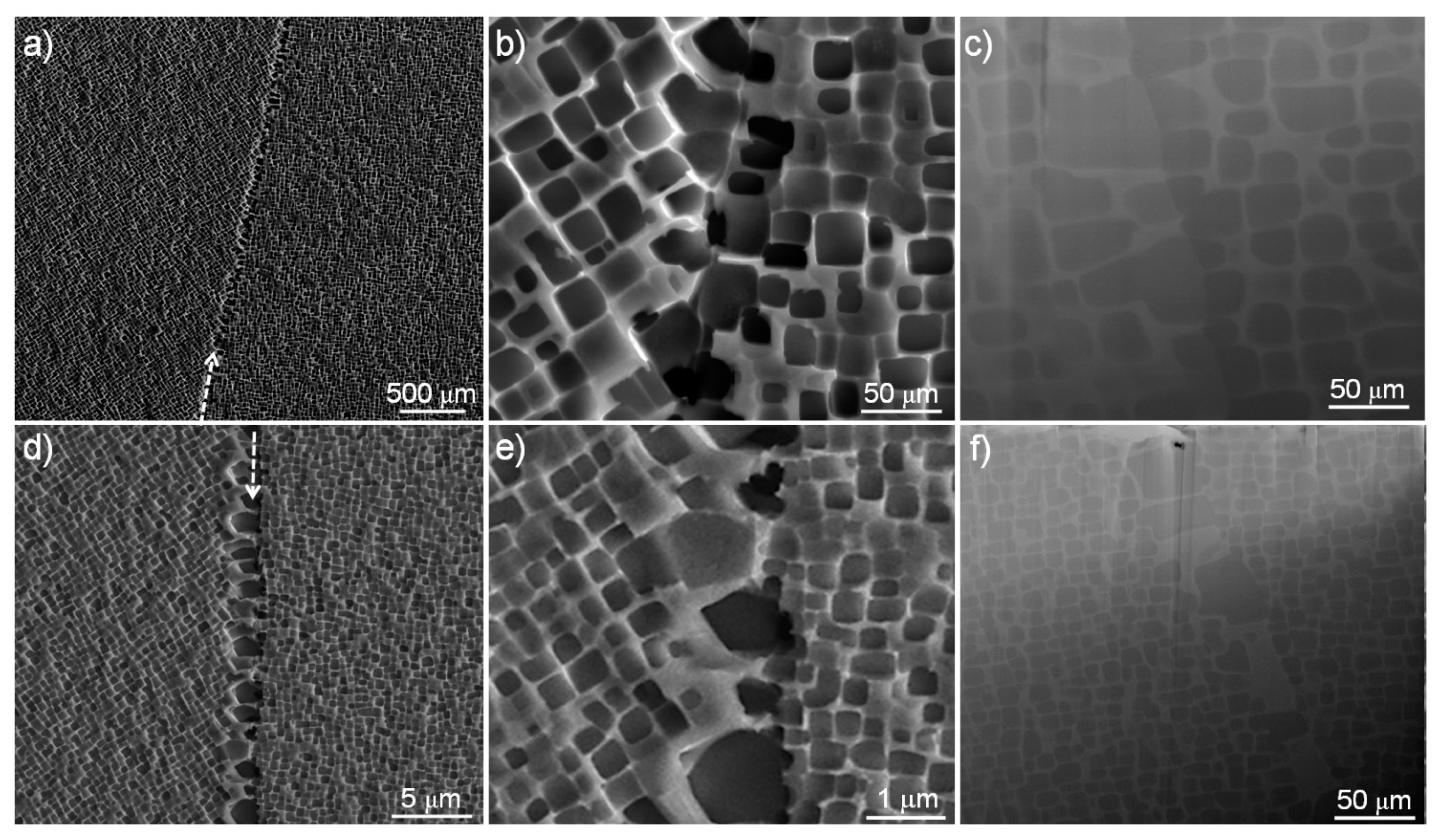
Based on the observations, it is clear that rhenium-rich particles can be detected just along grain boundaries, which can tie up rhenium atoms which were diffused in from two neighbouring grains (a defect grain and a matrix grain). It should be noted that every grain boundary has a misorientation angle. For further investigation of the effect of misorientation angles, a specific turbine blade containing a boundary changing the misorientation angle was selected and observed. A reflected Laue X-ray system showed that the angle was gradually changed from 12° near the edge of the platform to almost zero near the inside. Then, the boundary region was cut out and observed by electron microscopy. The boundary is easily recognised due to the different orientation of γ
′ (001) planes and morphology as marked with an arrow in
Figure 5a. Along the boundary line, several cross sections were serially fabricated by FIB milling and after that, the existence of fine particles was confirmed, which means that the boundary region with a misorientation of 12° contained the fine particles (
Figure 5b). Then, the serial milling process was continuously performed along the boundary until reaching the region with an almost zero misorientation angle. It should be noted that the images in
Figure 5c were acquired near the boundary region with almost zero misorientation angle. Considering the {001} orientations of γ
′ in the neighbouring two grains, their misorientation angle is lower than just a few degrees. Near the central region in
Figure 5a, the cross section (
Figure 5b) clearly shows the existence of fine particles only along the boundary region although it is really hard to distinguish the boundary without the existence of some blocky γ
′ phases. On the contrary, there are not any fine particles near the zero-boundary region, as shown in
Figure 5c. In addition, it is almost impossible to recognise any boundary line in the cross section. These observation results support that grain boundaries can tie up rhenium atoms diffused in from two neighbouring grains and induce the formation of fine particles. If there is not any boundary, rhenium atoms in the left grain (or vice versa) with a driving force at a high enough temperature can be diffused further into the right grain beyond the boundary without piling up at the grain boundaries like the diffusion inside the matrix grain.
Rhenium-rich particles are always detected along the boundary made by a defect grain and the base material. The rhenium-rich particles are formed by the diffusion of rhenium atoms from the dendrite core into the interdendritic region during heat treatment or even during casting, which will be discussed later. When they diffuse, if there is any obstacle or high-energy part, such as a grain boundary in this study, they can be piled up and finally form rhenium-rich particles [
27]. However, considering the dendritic microstructure, rhenium atoms can diffuse every direction along the γ phase at high temperatures. In addition, the surface of as-cast or as-heat-treated blades are covered with aluminium oxide, which was formed by the interaction of the mould and the base materials and could block further diffusion of rhenium atoms. Therefore, there is a possibility of the formation of the particles near the top surface of the turbine blades as well as grain boundaries. However, it should be noted that the previous figures were acquired after an etching process, which means that the turbine blades were removed from the manufacturing runner system and etched to expose any defect grains which might be present, because the etchant attacks preferentially into the boundary region. This etching process removes the top surface of turbine blades and reveals the inside microstructure, including the boundary. Therefore, it is necessary to observe the surface of turbine blades without any etching process, or any surface region survived from the etching.
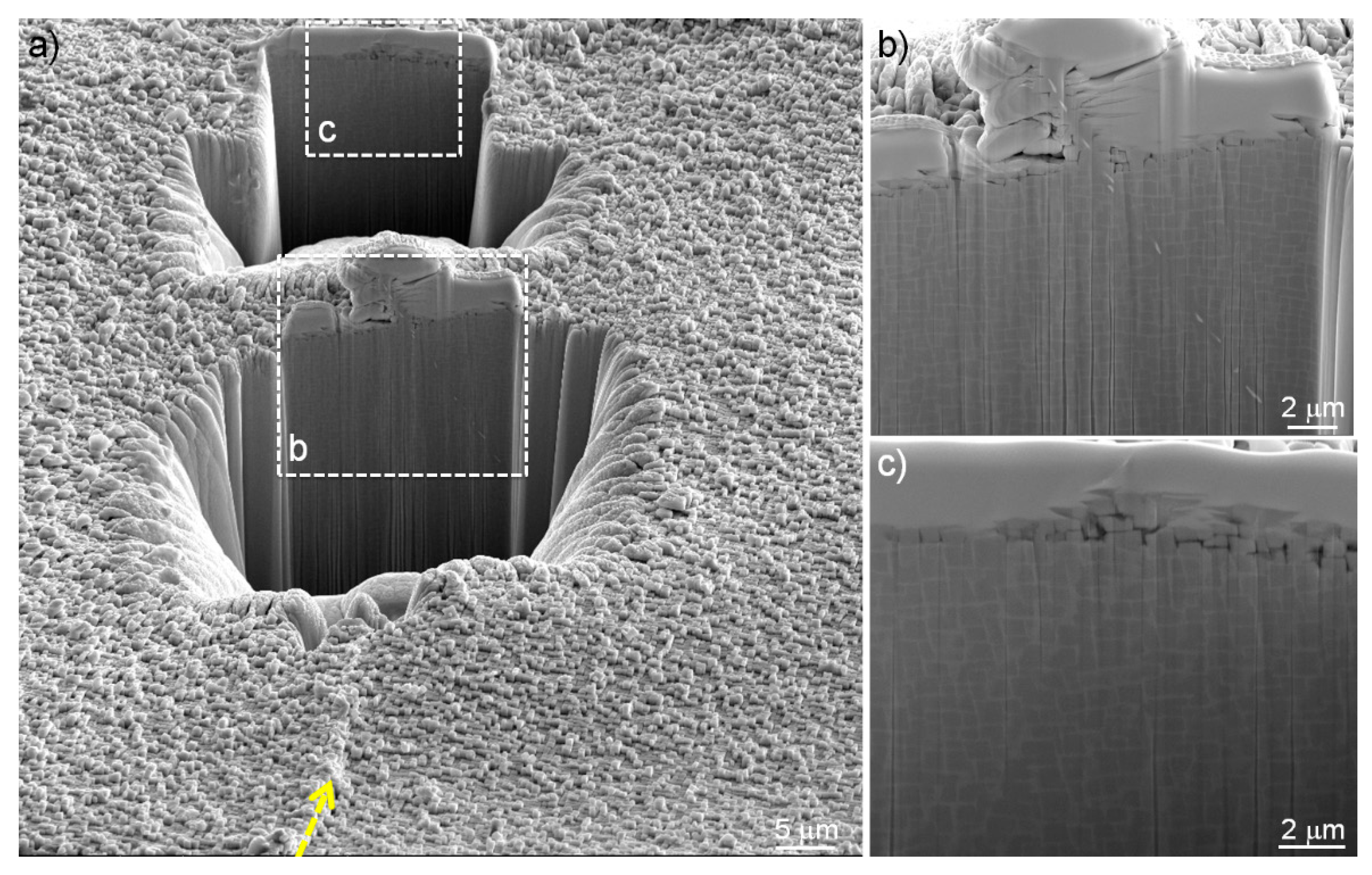
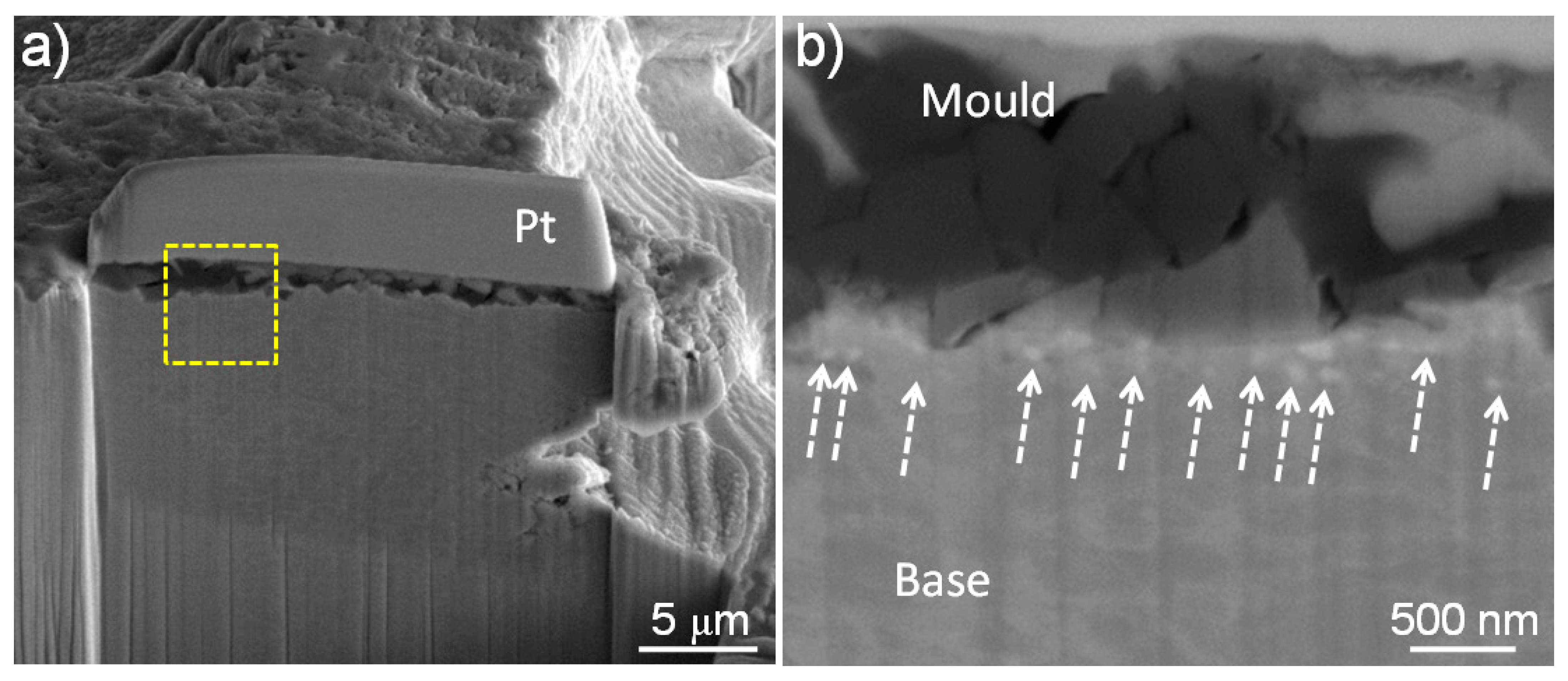
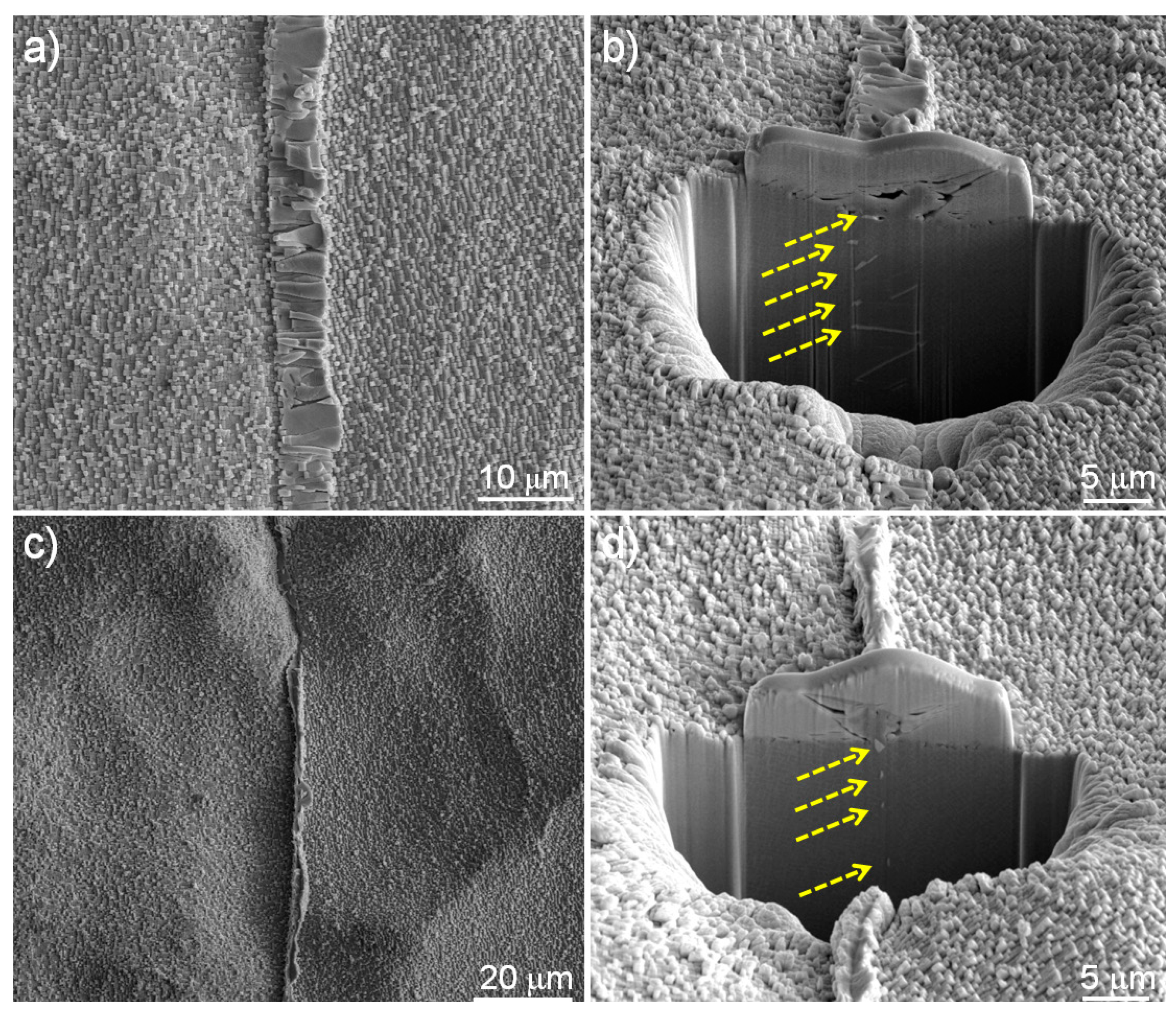
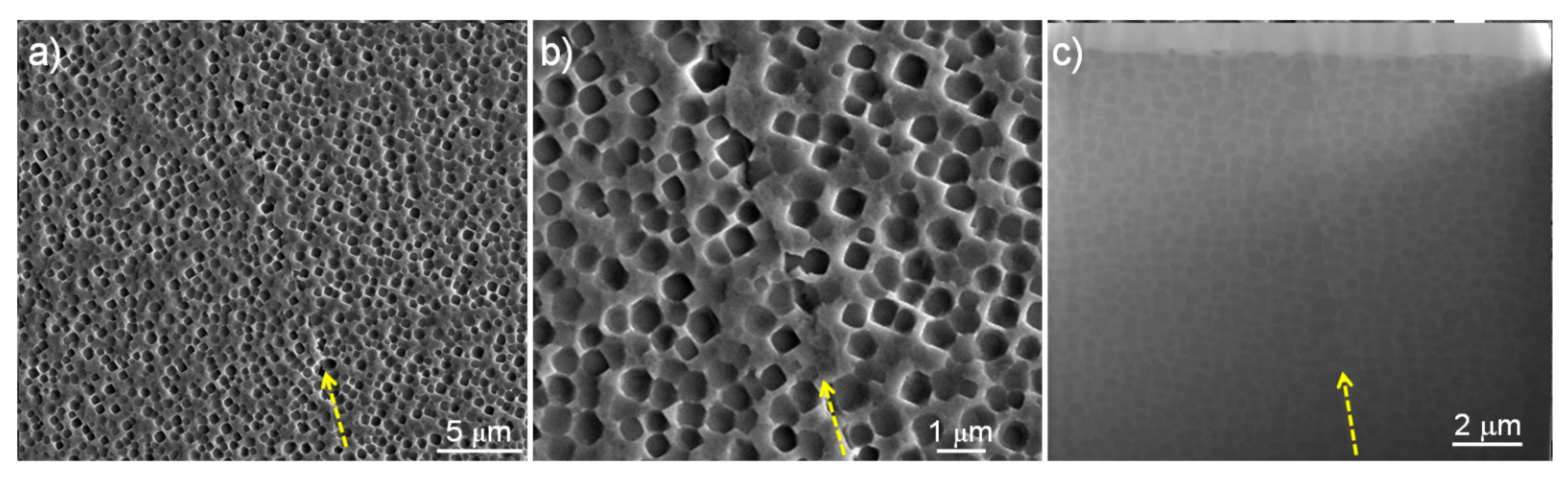
Figure 6 shows SEM images of the top surface of a turbine blade. Accidentally, the mould wall material remained after knocking out the mould and the top surface of the turbine blade component was preserved even after the etching process. The detailed observation of the top surface is described elsewhere [
29]. After a protective platinum layer was deposited on the central region, it was cross sectioned by FIB (
Figure 6a). It is clear that there are a number of fine rhenium-rich particles which were marked with arrows on the top surface of the base material (
Figure 6b). Therefore, this observation suggests that rhenium-rich particles can form not only near grain boundaries but also near the top surface of every single turbine blade.
3.2. Comparison of Rhenium-Rich Particles with Other Particles Detected in the Same Raw Material
One of the most common particles or plates detected in nickel-based single crystal turbine blades manufactured with the same process and raw materials is topologically close packed (TCP) phases [
30,
31,
32,
33,
34,
35,
36,
37].
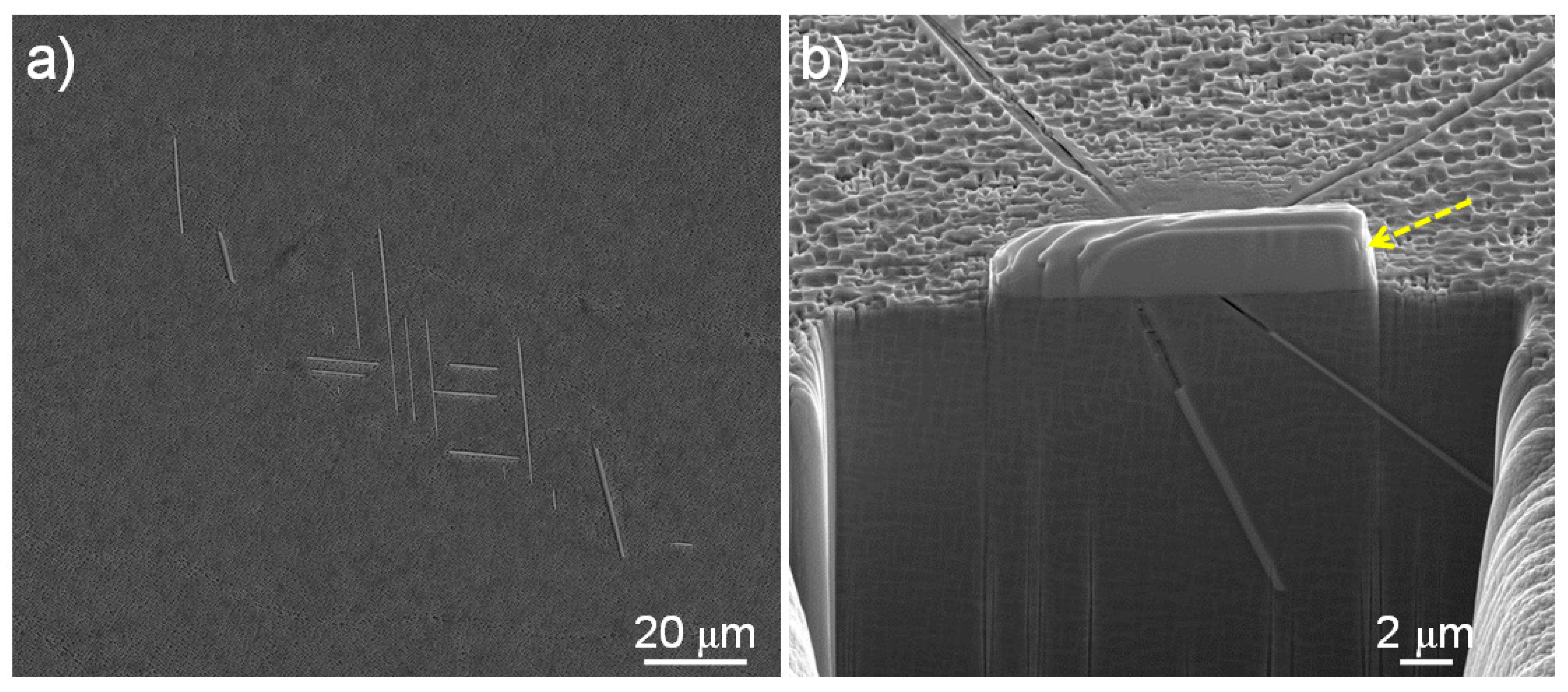
Figure 7 shows the typical morphology of TCP phases. On the polished and etched surface, the TCP phases appear as needles when viewed in the shown orientation. Compared with the rhenium-rich particles with a size of below just 1 µm, the length of TCP phases is usually much longer. In addition, even though the TCP phases look like needles, they are actually plates, as shown in
Figure 7b. Most of all, TCP phases are usually formed in the dendrite core, which contains large amounts of refractory elements, while rhenium-rich particles are formed in just any boundary region which is made by a defect grain and the base material, and consequently, probably contains a lower amount of the elements. As a result, their compositions acquired by STEM-EDX point analysis are completely different, as shown in
Table 1. The TCP phases contain large amounts of refractory elements, such as tungsten and rhenium, while the rhenium-rich particles are mainly composed of rhenium and nickel. Therefore, these different sizes, morphologies and compositions indicate that the rhenium-rich particles and TCP phases are clearly different.
One previous study showed that there was a possibility to form a similar particle at the boundary region of a recrystallized grain and the base material [
16]. Therefore, it is necessary to compare the two particles even though they were formed in different boundary regions, respectively.
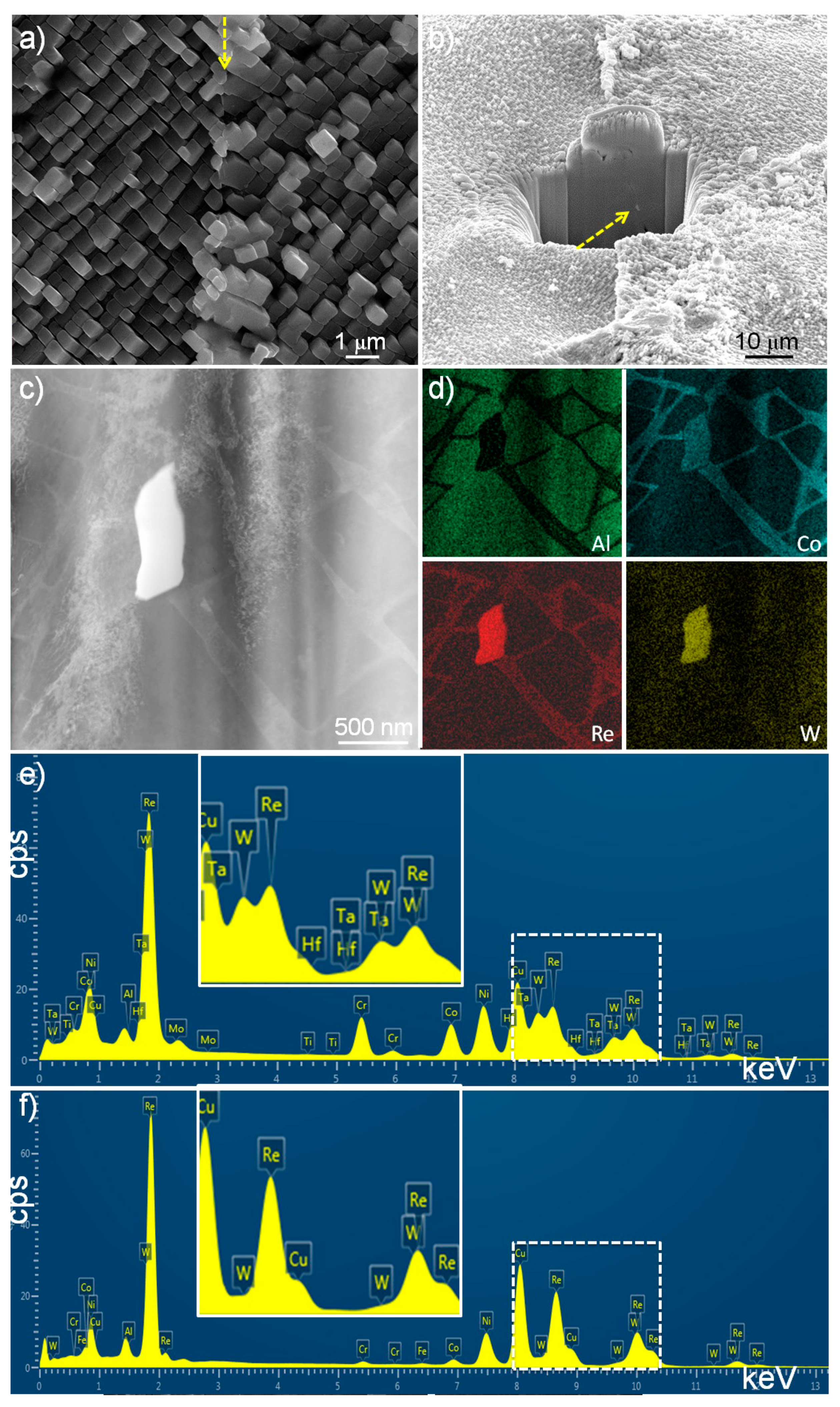
Figure 8a shows the boundary region (marked with an arrow) of a recrystallized grain and a matrix grain, which can be easily recognised due to the different {001} orientations of γ
′ in neighbouring two grains. Compared with the intermediate layer containing rhenium-rich particles, there is not any notable intermediate layer, even though the bright region near the boundary line looked slightly elongated, or an extremely thin layer, which is also shown in a previous study [
16]. The cross section of the layer clearly confirms this fact, as well as no rhenium-rich particles (
Figure 8b). However, there is only one fine particle deep inside the surface, as marked with an arrow. After the detection of the particle, the region was further fabricated into a TEM sample by FIB.
Figure 8c shows an STEM-HAADF image of the fine particle, which means that the particle was fabricated into a TEM sample without any critical damage during TEM sampling even though it existed deep inside. However, as the region was not uniformly thinned due to the depth, it shows a curtaining effect on the thin lamellae, and most of all, the region was quite thick.
Figure 8d shows STEM-EDX element maps near the particle. Even though the image quality in
Figure 8c was not great, the maps of aluminium and cobalt show that the γ and γ
′ phases in the upper-left part are not continuous into the bottom right one, which means that there is a boundary region or line between the two regions. In addition, it confirms that the particle exists at the interface. It should be emphasized that there are high contrasts of tungsten as well as rhenium in the particles. In order to confirm the existence of tungsten in the particle, STEM-EDX point analysis was carried out on the particle and clearly displays the peaks corresponding to tungsten (
Figure 8e). For reference, an STEM-EDX spectrum which was acquired on a rhenium-rich particle is also shown in
Figure 8f. Comparing the two spectra, the particle existed at the boundary of a recrystallized grain, and a matrix grain contains large amounts of tungsten, chromium, and cobalt, while the rhenium-rich particle contains just little amounts of them, which means that the compositions of the two particles are completely different. In addition, the recrystallized grain was formed by strain relaxation through recrystallisation, which was induced by extensive plastic deformation during manufacturing turbine blades and subsequent heat treatments. On the contrary, the rhenium-rich particles in the grain boundaries were formed by the diffusion of refractory elements, such as rhenium, during heat treatment or even during casting. Therefore, particles in the recrystallized boundary can rarely be formed, while a number of rhenium-rich particles can be formed at the boundary region of the defect grains which is formed during casting of the base material.
3.3. Dissolution of Rhenium-Rich Particles
Based on the current study as well as previous studies, it is clear that rhenium-rich particles can be always formed in any grain boundary, regardless of the misorientation angle, and induce the inhomogeneous distribution of alloying elements, especially rhenium, and the change in the microstructure in the surrounding area. Therefore, it is necessary to investigate the possibility of the removal of the rhenium-rich particles. As a previous study showed that an additional heat treatment could dissolve TCP phases [
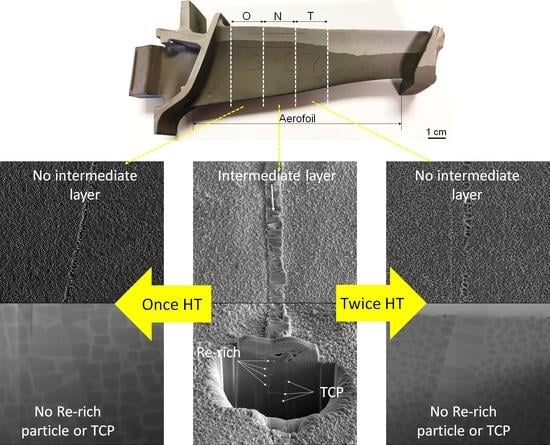
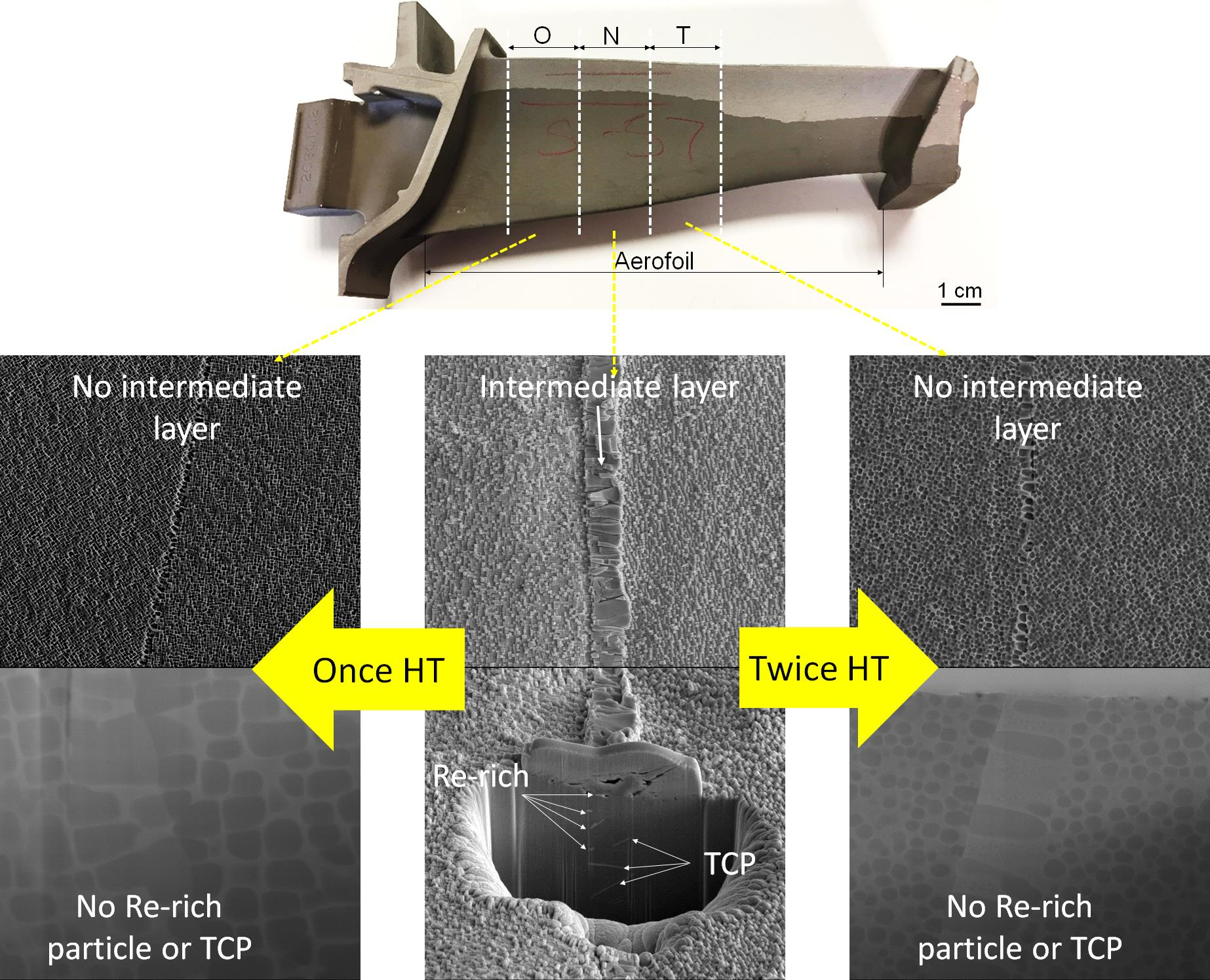
38], a turbine blade containing a grain boundary was additionally heat-treated in order to investigate whether an additional heat treatment could also dissolve the rhenium-rich particles. A turbine blade with a long defect grain boundary was selected, as already shown in
Figure 1a, and then heat-treated after the aerofoil part was divided into three regions, i.e., ‘N’ means no additional heat treatment, ‘O’ one additional heat treatment, and ‘T’ twice heat treatment. First of all, without a further heat treatment process, the region marked as ‘N’ was observed to confirm the existence of rhenium-rich particles. Even though the region was vast, using SEM, it was carefully scanned, and it was found that there were two representative regions. First of all, as shown in
Figure 9a,b, there is a clear and wide intermediate layer containing rhenium-rich particles as well as some TCP plates. Further to this, there is another region showing a relatively narrow intermediate layer (
Figure 9c,d). However, it should be emphasized that regardless of the regions, there were a number of rhenium-rich particles along the boundary region.
Then, the region marked as ‘O’ in
Figure 1a was additionally heat-treated.
Figure 10a shows that the boundary region is easily recognized by a different morphology. It should be emphasized that even though a higher magnification image (
Figure 10b) confirms that the {001} orientations of γ
′ in the neighbouring two grains indicate that there is a boundary region, there is not any notable intermediate layer. The cross section of the boundary region (
Figure 10c) clearly shows that there is no intermediate layer even though there are some slightly elongated γ
′. Most of all, no rhenium-rich particle was found. This observation of no intermediate layer or rhenium-rich particle was confirmed in several other regions. Then, a region that looked like an intermediate layer was selected as shown in
Figure 10d. Compared with the other clear and wide intermediate layer, as shown in
Figure 9a, the length is much shorter. In addition, even though it looked like a layer at a low magnification observation, a high magnification image (
Figure 10b) clearly shows that the layer is extremely thin, or not a layer. In other words, the layer is just composed of some slightly elongated γ
′. The cross section made exactly from the central region in
Figure 10e confirms this. Most of all, as already observed in
Figure 10c, there are not any rhenium-rich particles. Therefore, it should be emphasized that the {001} orientations of γ
′ of the neighbouring two grains (a defect grain and a matrix grain) indicate that they make a high angle grain boundary, but there are no rhenium-rich particles along the boundary, except some slightly elongated γ
′. The observation result means that rhenium-rich particles in grain boundaries can be completely dissolved by an additional heat treatment.
As the formation of rhenium-rich particles is related to the diffusion of refractory elements, there is a possibility that another additional heat treatment may stimulate the diffusion, and consequently, rhenium-rich particles may be re-formed. Therefore, the part marked as ‘T’ in
Figure 1a was further heat treated. In other words, that part was twice further heat treated.
Figure 11 clearly shows no further precipitation of rhenium-rich particles. Even though it seems that there is a grain boundary region or line, there is not any intermediate layer after scanning the whole boundary region (
Figure 11a,b). The cross section (
Figure 11c) clearly shows no rhenium-rich particles. This result indicates that any further heat treatment after the complete dissolution of rhenium-rich particles does not induce re-formation of the particles because the driving force for the formation is already diminished, and most of all, uniform distribution of refractory elements, such as rhenium, is achieved through the whole turbine blade.
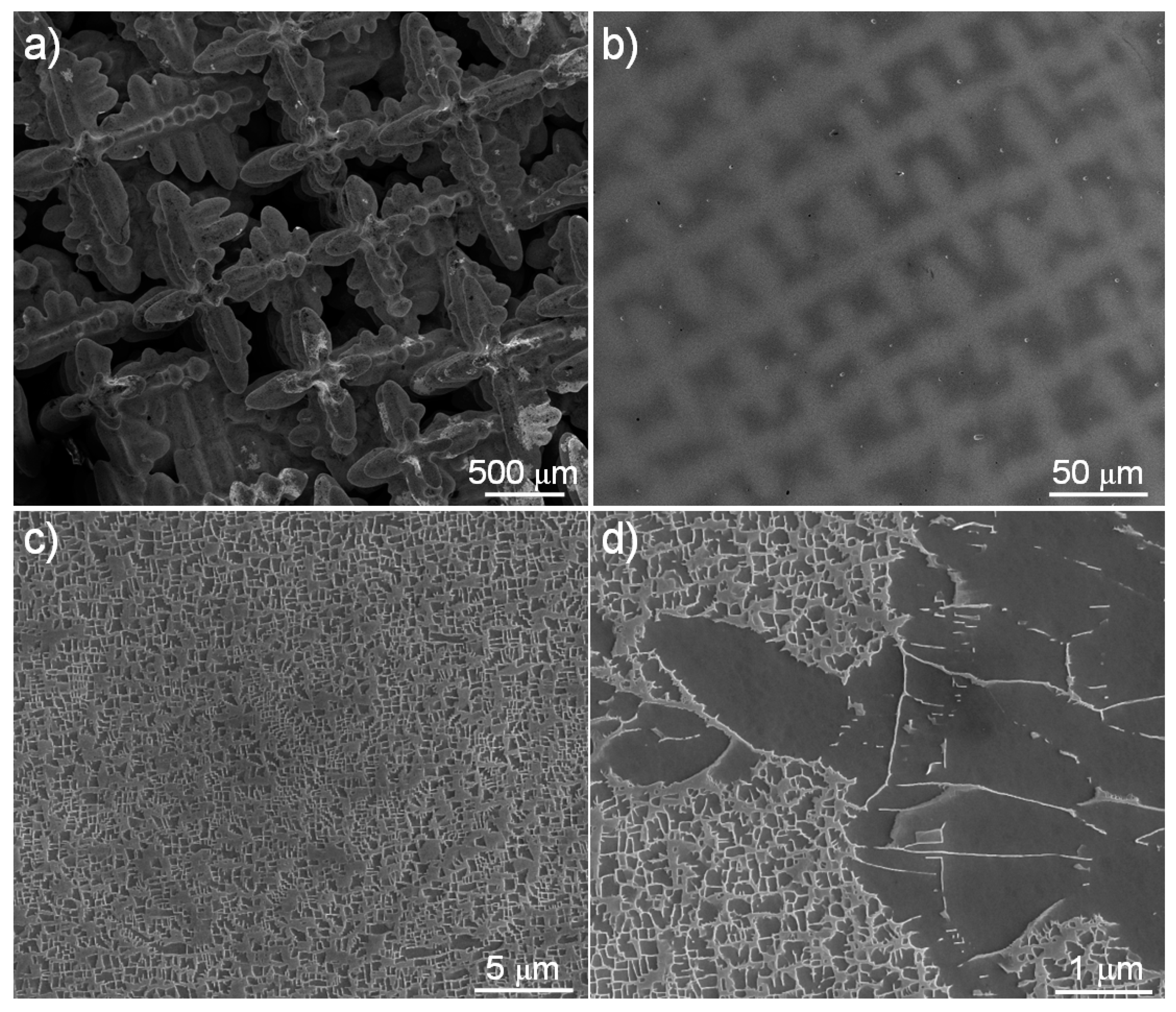
This dissolution mechanism can be supported by the observation of as-cast samples.
Figure 12 shows SEM images of as-cast turbine blades. At the uppermost part of the blade, a complete morphology of dendrites is seen (
Figure 12a). Then, the sample was mounted, polished and etched to observe the cross section of dendrites (
Figure 12b). The dendrite core and the interdendrite region are easily recognized due to the different contrast. Then, the two regions, respectively, were observed at the same magnification (x10,000). It should be emphasized that the dendrite core (
Figure 12c) is almost uniformly composed of γ and γ
′, while the interdendrite region (
Figure 12d) is mainly composed of γ
′ with some γ, which means that the volume fraction of γ
′ is much higher than that of γ in the interdendritic region. As already shown in
Table 1, alloying elements show different partitioning behaviours. Chromium, cobalt, tungsten and rhenium are mainly partitioned into γ, while aluminium and tantalum are partitioned into γ
′. At this point, it is necessary to mention that the compositions of γ (or γ
′) in the core and in the interdendritic region were almost the same regardless of the regions, even though this result is not shown here. Therefore, considering the volume fraction of γ
′ in the interdendritic region, the amounts of chromium, cobalt, tungsten and rhenium in the dendrite core are much higher than those in the interdendritic region. When the γ
′ is dissolved during subsequent heat treatment, they can diffuse from the core into the interdendritic region. Then, finally, γ
′ is uniformly precipitated during heat treatment. However, if there is any obstacle for the diffusion, such as grain boundaries, the diffusion is blocked or slowed down, and finally, rhenium atoms, which have the slowest diffusion coefficient of the alloying elements, are piled up at the boundary and forms rhenium-rich particles. When these rhenium-rich particles are precipitated, as shown in
Figure 4, the elements forming the particles are depleted in the surrounding area. Therefore, γ
′ with lower amounts of the particle-forming elements is formed and elongated until it meets the region with the normal amounts of them, which is the intermediate layer.
However, it is necessary to restate that there are two types of intermediate layers along the same grain boundary (
Figure 9). This can be explained as the following. As shown in
Figure 12, one turbine blade is composed of a number of dendrites with a size of about 500 µm. The dendrite core contains large amounts of chromium, cobalt, tungsten and rhenium. Along a long grain boundary, some regions are close to the dendrite core while some parts are close to the interdendritic region. Therefore, depending on the closure, more amounts of chromium, cobalt, tungsten and rhenium can be piled up in the grain boundary near the dendrite core. As a result, rhenium-rich particles as well as some TCP phases can be formed with a wide intermediate layer as shown in
Figure 9b. On the contrary, some parts close to the interdendritic region contain lower amounts of them and consequently, a shorter intermediate layer is formed, as shown in
Figure 9d. After that, regardless of the types or regions, i.e., the wide or narrow intermediate layer, most of the layer is dissolved during the additional heat treatment and forms a normal microstructure composed of γ and γ
′ when rhenium-rich particles are dissolved.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}