Fermentative Conversion of Two-Step Pre-Treated Lignocellulosic Biomass to Hydrogen

 ,
,  , and
, and
Abstract
:1. Introduction
2. Results
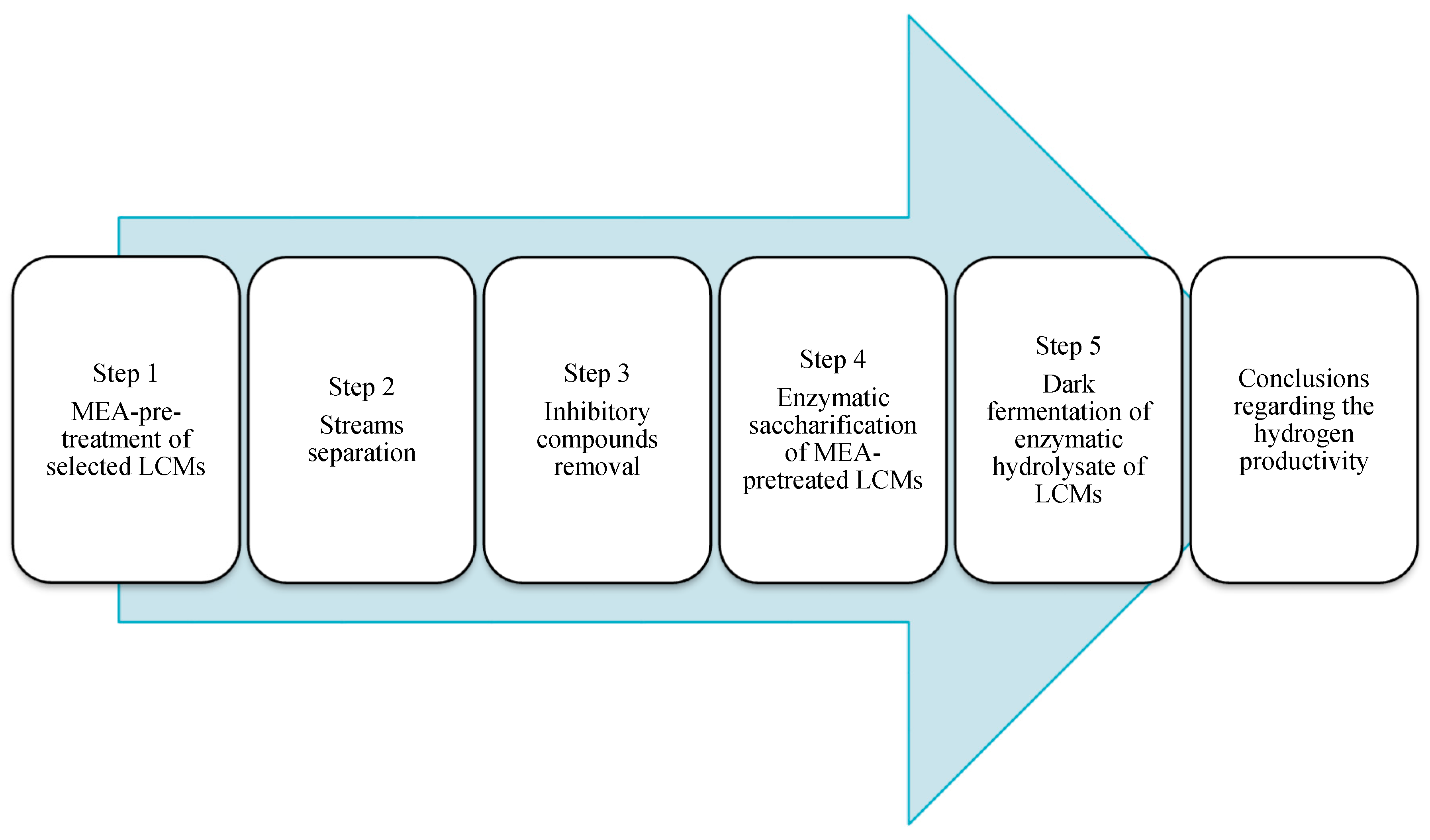
2.1. Design of Experiment
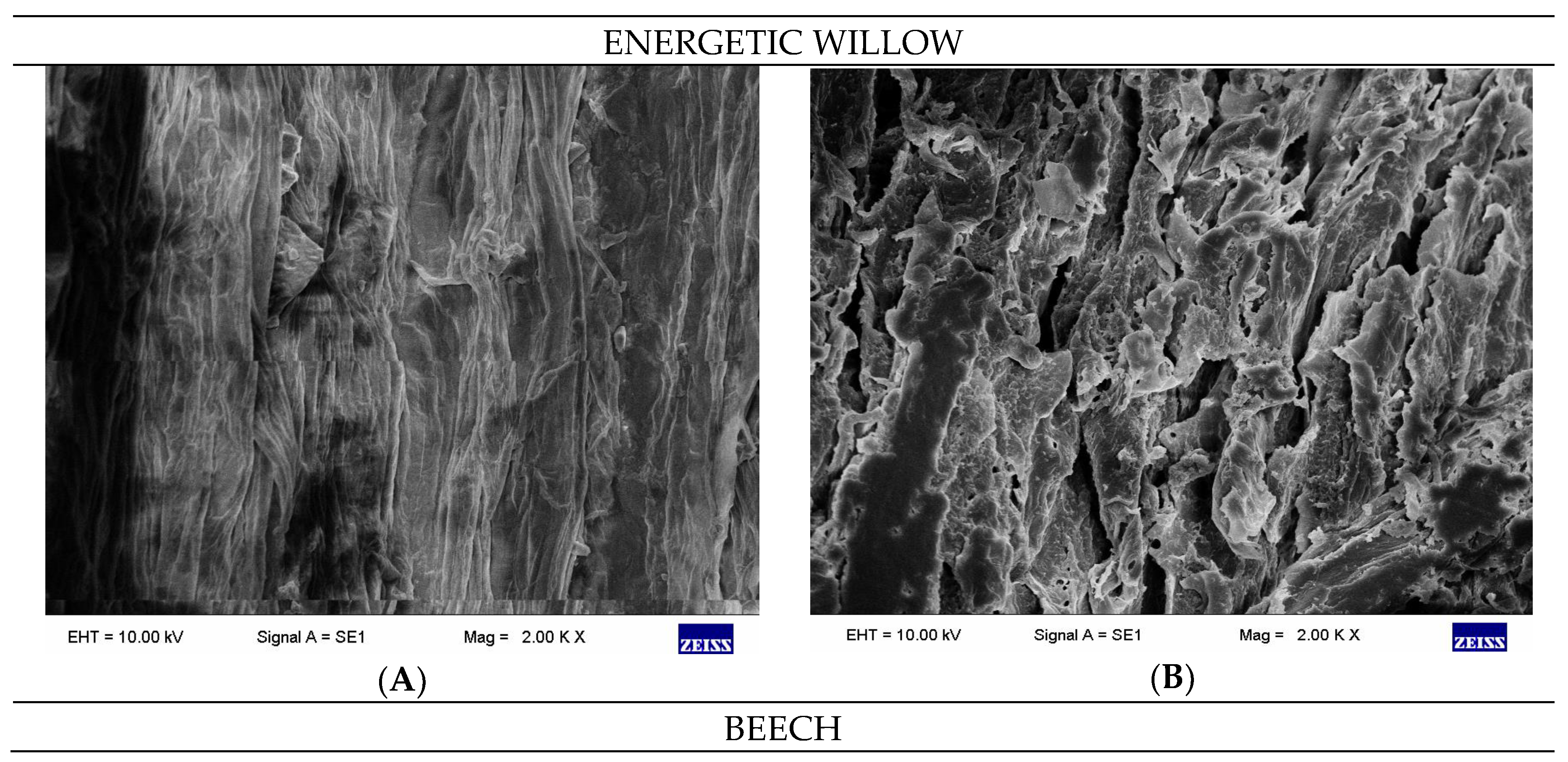
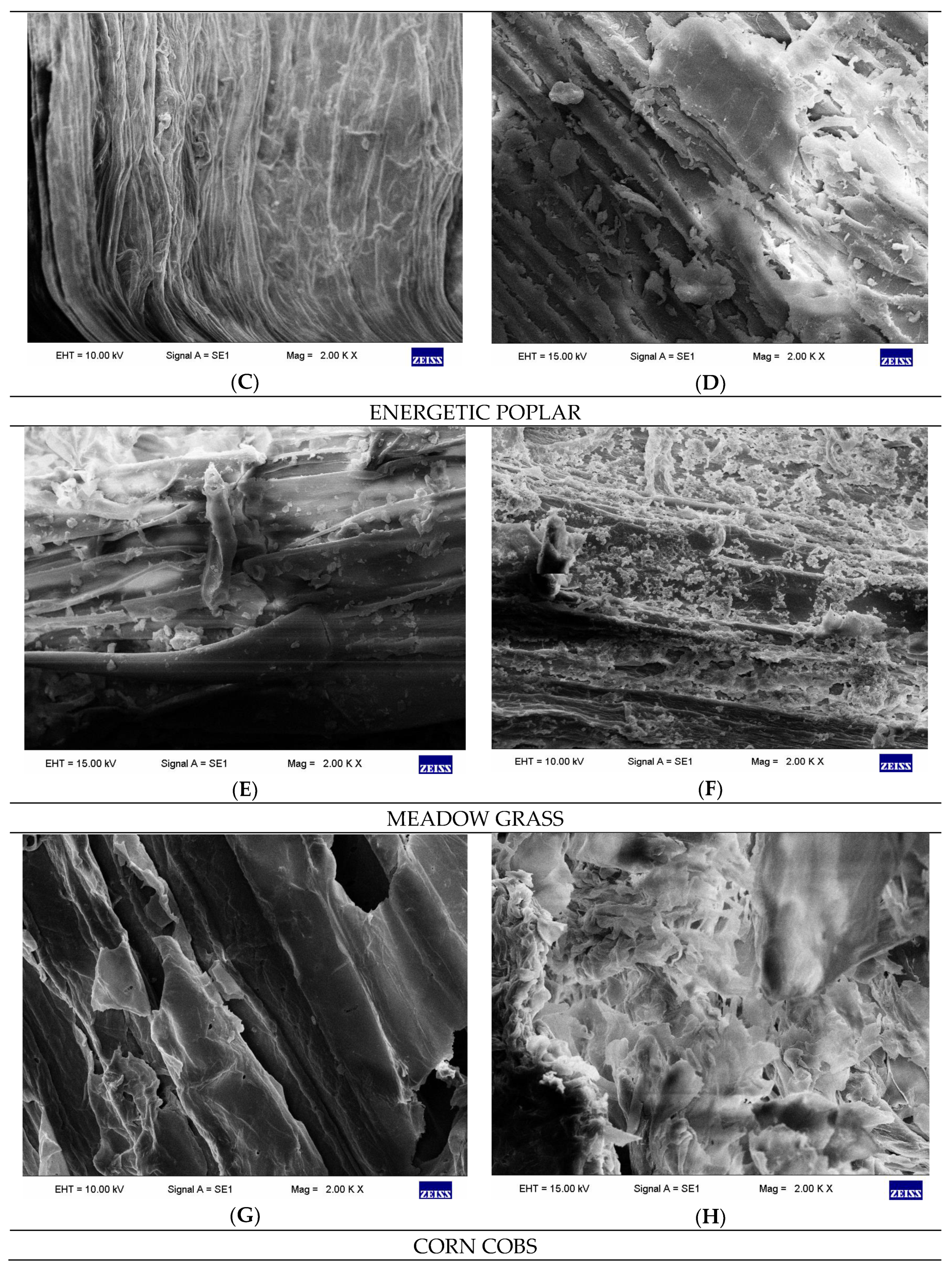
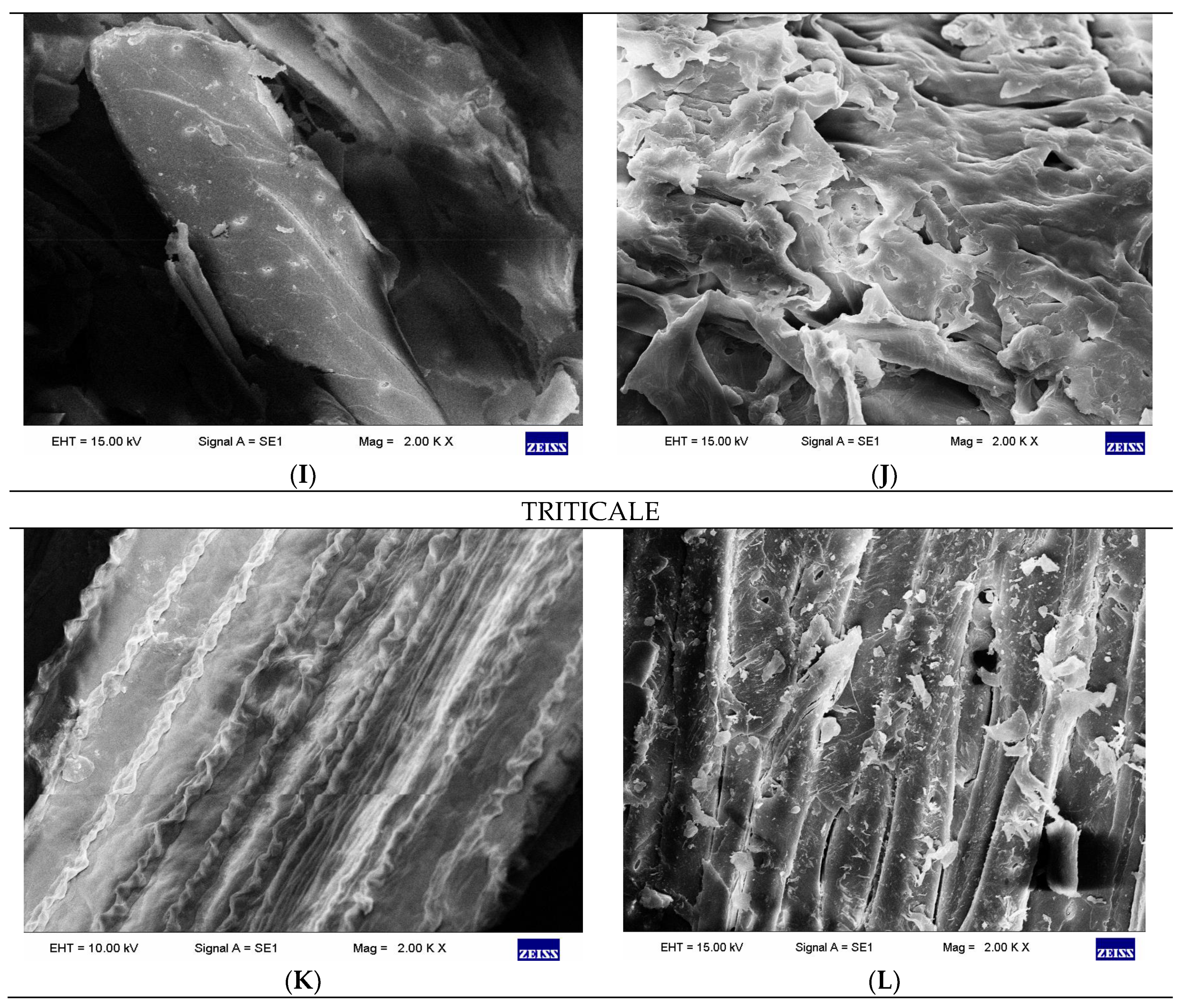
2.2. Effect of MEA Pre-Treatment on the Biomass Content and Structure
2.2.1. Structural Changes in Biomass During MEA Pre-Treatment
2.2.2. Changes in Content of Six Different Lignocellulosic Biomasses After MEA Pre-Treatment
2.2.3. Inhibitory Compounds Formation During Alkaline Hydrolysis
2.2.4. Enzymatic Hydrolysis Method Development
2.2.5. Enzymatic Hydrolysis of Pre-Treated Lignocellulosic Materials
2.3. Dark Fermentation
2.3.1. Process Parameters
2.3.2. Process Course
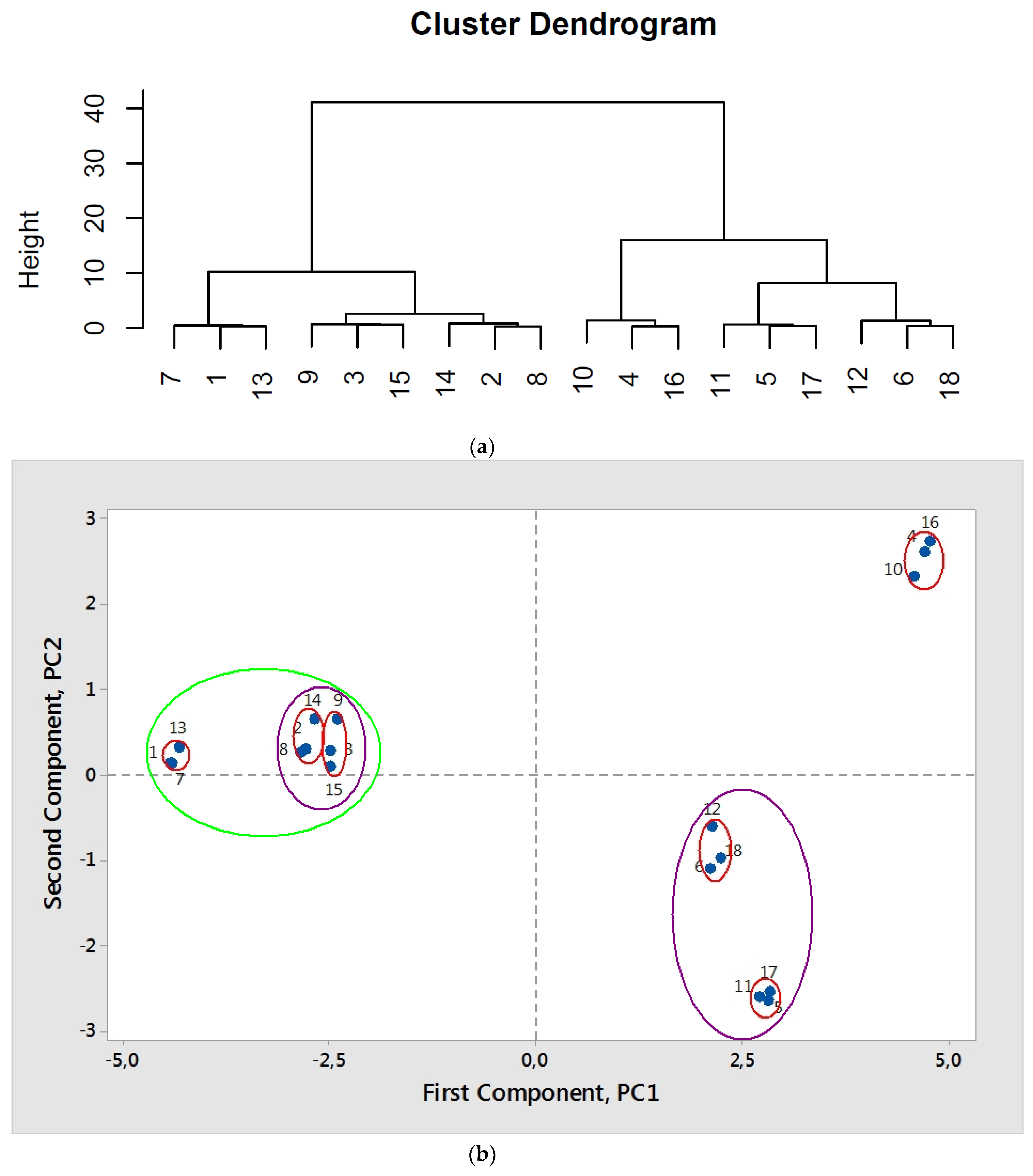
2.3.3. Chemometric Analysis of the Results of Hydrolysis and Fermentation Steps
3. Material and Methods
3.1. Origin, Collection and Preparation of Lignocellulosic Materials
3.2. Alkaline Pre-Treatment
3.3. Separation of Inhibitory Compounds
3.4. Enzymatic Hydrolysis of Solid Residues of LCMs After MEA-Pre-Treatment
3.5. Dark Fermentation
3.6. Analytical Methods for Sugars Determination of Enzymatic Hydrolysates and Fermentation Broth
3.7. Analytical Methods for Inhibitory Compounds Determination in Alkaline and Enzymatic Hydrolysates of LCMs
3.8. Determination of Hydrogen Yield Obtained During Dark Fermentation Process
3.9. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Białas, W.; Szymanowska, D.; Grajek, W. Fuel ethanol production from granular corn starch using Saccharomyces cerevisiae in a long term repeated SSF process with full stillage recycling. Bioresour. Technol. 2010, 101, 3126–3131. [Google Scholar] [CrossRef] [PubMed]
- Graboski, M.S.; McCormick, R.L. Combustion of fat and vegetable oil derives fuels in diesel engines. Prog. Energy Combust. Sci. 1998, 24, 125–164. [Google Scholar]
- Randolph, K.; Studer, S.; Liu, H.; Beliaev, A.; Holladay, J. Hydrogen Production Cost from Fermentation; DOE Hydrogen and Fuel Cells Program: Washington, DC, USA, 2017.
- Sharma, S.; Ghoshal, S.K. Hydrogen the future transportation fuel: From production to applications. Renew. Sustain. Energy Rev. 2015, 43, 1151–1158. [Google Scholar] [CrossRef]
- Nowak, P.; Kucharska, K.; Kaminski, M. Ecological and Health Effects of Lubricant Oils Emitted into the Environment. Int. J. Environ. Res. Public Health 2019, 16, 3002. [Google Scholar] [CrossRef]
- Argun, H.; Kargi, F.; Kapdan, I. Microbial culture selection for bio-hydrogen production from waste ground wheat by dark fermentation. Int. J. Hydrogen Energy 2009, 34, 2195–2200. [Google Scholar] [CrossRef]
- Manish, S.; Banerjee, R. Comparison of biohydrogen production processes. Int. J. Hydrogen Energy 2008, 33, 279–286. [Google Scholar]
- Chi, C.; Chang, H.; Li, Z.; Jameel, H.; Zhang, Z. A method for rapid determination of sugars in lignocellulose prehydrolyzate. BioResources 2013, 8, 172–181. [Google Scholar] [CrossRef]
- Azman, N.F.; Abdeshahian, P.; Al-Shorgani, N.K.N.; Hamid, A.A.; Kalil, M.S. Production of hydrogen energy from dilute acid-hydrolyzed palm oil mill effluent in dark fermentation using an empirical model. Int. J. Hydrogen Energy 2016, 41, 16373–16384. [Google Scholar] [CrossRef]
- Kucharska, K.; Hołowacz, I.; Konopacka-Łyskawa, D.; Rybarczyk, P.; Kamiński, M. Key issues in modeling and optimization of lignocellulosic biomass fermentative conversion to gaseous biofuels. Renew. Energy 2018, 129, 384–408. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, P.; Pei, Z.J.; Wang, D. Relationships between cellulosic biomass particle size and enzymatic hydrolysis sugar yield: Analysis of inconsistent reports in the literature. Renew. Energy 2013, 60, 127–136. [Google Scholar] [CrossRef]
- Phummala, K.; Imai, T.; Reungsang, A.; Higuchi, T.; Sekine, M.; Yamamoto, K.; Kanno, A. Optimization of Enzymatic Hydrolysis for Pretreated Wood Waste by Response Surface Methodology in Fermentative Hydrogen Production. J. Water Environ. Technol. 2015, 13, 153–166. [Google Scholar] [CrossRef] [Green Version]
- Lo, Y.C.; Lu, W.C.; Chen, C.Y.; Chang, J.S. Dark fermentative hydrogen production from enzymatic hydrolysate of xylan and pretreated rice straw by Clostridium butyricum CGS5. Bioresour. Technol. 2010, 101, 5885–5891. [Google Scholar] [CrossRef] [PubMed]
- Quéméneur, M.; Bittel, M.; Trably, E.; Dumas, C.; Fourage, L.; Ravot, G.; Steyer, J.P.; Carrère, H. Effect of enzyme addition on fermentative hydrogen production from wheat straw. Int. J. Hydrogen Energy 2012, 37, 10639–10647. [Google Scholar] [CrossRef]
- Hendriks, A.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Roberto, I.C. Optimal Experimental Condition for Hemicellulosic Hydrolyzate Treatment with Activated Charcoal for Xylitol Production. Biotechnol. Prog. 2004, 20, 134–139. [Google Scholar] [CrossRef]
- Bansal, P.; Hall, M.; Realff, M.J.; Lee, J.H.; Bommarius, A.S. Modeling cellulase kinetics on lignocellulosic substrates. Biotechnol. Adv. 2009, 27, 833–848. [Google Scholar] [CrossRef]
- Zhang, C.M.; Mao, Z.G.; Wang, X.; Zhang, J.H.; Sun, F.B.; Tang, L.; Zhang, H.J. Effective ethanol production by reutilizing waste distillage anaerobic digestion effluent in an integrated fermentation process coupled with both ethanol and methane fermentations. Bioprocess. Biosyst. Eng. 2010, 33, 1067–1075. [Google Scholar] [CrossRef]
- Gu, F.; Yang, L.; Jin, Y.; Han, Q.; Chang, H.; Jameel, H.; Phillips, R. Green liquor pretreatment for improving enzymatic hydrolysis of corn stover. Bioresour. Technol. 2012, 124, 299–305. [Google Scholar] [CrossRef]
- Liu, T.; Williams, D.L.; Pattathil, S.; Li, M.; Hahn, M.G.; Hodge, D.B. Coupling alkaline pre-extraction with alkaline-oxidative post-treatment of corn stover to enhance enzymatic hydrolysis and fermentability. Biotechnol. Biofuels 2014, 7, 48. [Google Scholar] [CrossRef]
- De Vrije, T.; De Haas, G.; Tan, G.B.; Keijsers, E.R.P.; Claassen, P.A.M. Pretreatment of Miscanthus for hydrogen production by Thermotoga elfii. Int. J. Hydrogen Energy 2002, 27, 1381–1390. [Google Scholar] [CrossRef]
- Poggio, D.; Walker, M.; Nimmo, W.; Ma, L.; Pourkashanian, M. Modelling the anaerobic digestion of solid organic waste—Substrate characterisation method for ADM1 using a combined biochemical and kinetic parameter estimation approach. Waste Manag. 2016, 53, 40–54. [Google Scholar] [CrossRef] [PubMed]
- Wyman, C.E.; Dale, B.E.; Elander, R.T.; Holtzapple, M.; Ladisch, M.R.; Lee, Y.Y. Coordinated development of leading biomass pretreatment technologies. Bioresour. Technol. 2005, 96, 1959–1966. [Google Scholar] [CrossRef] [PubMed]
- Nissilä, M.E.; Lay, C.H.; Puhakka, J.A. Dark fermentative hydrogen production from lignocellulosic hydrolyzates—A review. Biomass Bioenergy 2014, 67, 145–159. [Google Scholar] [CrossRef]
- Chookaew, T.; Prasertsan, P.; Ren, Z.J. Two-stage conversion of crude glycerol to energy using dark fermentation linked with microbial fuel cell or microbial electrolysis cell. New Biotechnol. 2014, 31, 179–184. [Google Scholar] [CrossRef]
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kamiński, M. Pretreatment of Lignocellulosic Materials as Substrates for Fermentation Processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef]
- El-Ahmady, N.; Deraz, S.; Khalil, A. Bioethanol Production from Lignocellulosic Feedstocks Based on Enzymatic Hydrolysis: Current Status and Recent Developments. Biotechnology 2014, 13, 1–21. [Google Scholar] [CrossRef]
- Kumar, G.; Bakonyi, P.; Periyasamy, S.; Kim, S.H.; Nemestóthy, N.; Bélafi-Bakó, K. Lignocellulose biohydrogen: Practical challenges and recent progress. Renew. Sustain. Energy Rev. 2015, 44, 728–737. [Google Scholar] [CrossRef]
- Kucharska, K.; Łukajtis, R.; Słupek, E.; Cieśliński, H.; Rybarczyk, P.; Kamiński, M. Hydrogen Production from Energy Poplar Preceded by MEA Pre-Treatment and Enzymatic Hydrolysis. Molecules 2018, 23, 3029. [Google Scholar] [CrossRef]
- Cao, W.; Sun, C.; Liu, R.; Yin, R.; Wu, X. Comparison of the effects of five pretreatment methods on enhancing the enzymatic digestibility and ethanol production from sweet sorghum bagasse. Bioresour. Technol. 2012, 111, 215–221. [Google Scholar] [CrossRef]
- Cao, X.; Peng, X.; Sun, S.; Zhong, L.; Wang, S.; Lu, F.; Sun, R. Impact of regeneration process on the crystalline structure and enzymatic hydrolysis of cellulose obtained from ionic liquid. Carbohydr. Polym. 2014, 111, 400–403. [Google Scholar] [CrossRef] [PubMed]
- Kaya, B.; Irmak, S.; Hasanoglu, A.; Erbatur, O. Evaluation of various carbon materials supported Pt catalyts for aqueous-phase reforming of lignocellulosic biomass hydrolysate. Int. J. Hydrogen Energy 2014, 39, 10135–10140. [Google Scholar] [CrossRef]
- Łukajtis, R.; Kucharska, K.; Hołowacz, I.; Rybarczyk, P.; Wychodnik, K.; Słupek, E.; Nowak, P.; Kamiński, M. Comparison and Optimization of Saccharification Conditions of Alkaline Pre-Treated Triticale Straw for Acid and Enzymatic Hydrolysis Followed by Ethanol Fermentation. Energies 2018, 11, 639. [Google Scholar] [CrossRef]
- Łukajtis, R.; Rybarczyk, P.; Kucharska, K.; Konopacka-Łyskawa, D.; Słupek, E.; Wychodnik, K.; Kamiński, M. Optimization of saccharification conditions of lignocellulosic biomass under alkaline pre-treatment and enzymatic hydrolysis. Energies 2018, 11, 886. [Google Scholar] [CrossRef]
- Marcar, N.; Ismail, S.; Hossain, A.; Ahmad, R. Trees, Shrubs and Grasses for Saltlands: An Annotated Bibliography; The Australian Centre for International Agricultural Research: Canberra, Australia, 1999; p. 316.
- Cruz, J.M.; Domínguez, J.M.; Domínguez, H.; Parajó, J.C. Solvent extraction of hemicellulosic wood hydrolysates: A procedure useful for obtaining both detoxified fermentation media and polyphenols with antioxidant activity. Food Chem. 1999, 67, 147–153. [Google Scholar] [CrossRef]
- Ghaffar, S.H.; Fan, M. Structural analysis for lignin characteristics in biomass straw. Biomass Bioenergy 2013, 57, 264–279. [Google Scholar] [CrossRef]
- Sant’Anna, C.; Souza, W. De Microscopy as a tool to follow deconstruction of lignocellulosic biomass. Curr. Microsc. Contrib. Adv. Sci. Technol. 2012, 17, 639–645. [Google Scholar]
- Bharathiraja, B.; Sudharsanaa, T.; Bharghavi, A.; Sri Sowmeya, G.; Balaram, G. Insights on lignocellulosic pretreatments for biofuel production- SEM and reduction of lignin analysis. Int. J. ChemTech Res. 2014, 6, 4334–4444. [Google Scholar]
- Wi, S.G.; Cho, E.J.; Lee, D.-S.; Lee, S.J.; Lee, Y.J.; Bae, H.-J. Lignocellulose conversion for biofuel: A new pretreatment greatly improves downstream biocatalytic hydrolysis of various lignocellulosic materials. Biotechnol. Biofuels 2015, 8, 228. [Google Scholar] [CrossRef]
- Behera, B.K.; Arora, M.; Sharma, D.K. Scanning electron microscopic (SEM) studies on structural architecture of lignocellulosic materials of Calotropis procera during its processing for saccharification. Bioresour. Technol. 1996, 58, 241–245. [Google Scholar] [CrossRef]
- Pronyk, C.; Mazza, G.; Tamaki, Y. Production of Carbohydrates, Lignins, and Minor Components from Triticale Straw by Hydrothermal Treatment. J. Agric. Food Chem. 2011, 59, 3788–3796. [Google Scholar] [CrossRef] [PubMed]
- Jung, M.Y.; Jung, H.M.; Lee, J.; Oh, M.K. Alleviation of carbon catabolite repression in Enterobacter aerogenes for efficient utilization of sugarcane molasses for 2,3-butanediol production. Biotechnol. Biofuels 2015, 8, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Xu, Q.; Liu, J.; Yin, D.; Su, S.; Ding, H. Hydrolysis of cellulose into reducing sugars in ionic liquids. Fuel 2016, 164, 46–50. [Google Scholar] [CrossRef]
- Agbogbo, F.K.; Wenger, K.S. Production of ethanol from corn stover hemicellulose hydrolyzate using Pichia stipitis. J. Ind. Microbiol. Biotechnol. 2007, 34, 723–727. [Google Scholar] [CrossRef] [PubMed]
- Rafiqul, I.S.M.; Mimi Sakinah, A.M. Kinetic studies on acid hydrolysis of Meranti wood sawdust for xylose production. Chem. Eng. Sci. 2012, 71, 431–437. [Google Scholar] [CrossRef]
- Nichols, N.N.; Sharma, L.N.; Mowery, R.A.; Chambliss, C.K.; van Walsum, G.P.; Dien, B.S.; Iten, L.B. Fungal metabolism of fermentation inhibitors present in corn stover dilute acid hydrolysate. Enzyme Microb. Technol. 2008, 42, 624–630. [Google Scholar] [CrossRef]
- Glinka, M.; Łukajtis, R.; Nowak, P.; Kamiński, M. Liquid chromatography techniques, used in technical analysis of hydrolysis processes, of lignocellulosic biomass. Camera Sep. 2017, 9, 92–105. [Google Scholar]
- Jin, Z.; Matsumoto, Y.; Tange, T.; Iiyama, K. Structural characteristics of lignin in primitive pteridophytes: Selaginella species. J. Wood Sci. 2007, 53, 412–418. [Google Scholar] [CrossRef]
- Towers, G.H.N.; Gibbs, R.D. Lignin chemistry and the taxonomy of higher plants. Nature 1953, 172, 25. [Google Scholar] [CrossRef]
- Lora, J.H.; Glasser, W.G. Recent Industrial Applications of Lignin: A Sustainable Alternative to Nonrenewable Materials. J. Polym. Environ. 2002, 10, 39–48. [Google Scholar] [CrossRef]
- Kucharska, K.; Słupek, E.; Cieśliński, H.; Kamiński, M. Advantageous conditions of saccharification of lignocellulosic biomass for biofuels generation via fermentation processes. Chem. Pap. 2020, in press. [Google Scholar]
- Jönsson, L.J.; Martin, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Akobi, C.; Hafez, H.; Nakhla, G. The impact of furfural concentrations and substrate-to-biomass ratios on biological hydrogen production from synthetic lignocellulosic hydrolysate using mesophilic anaerobic digester sludge Furfural:sugars exerted a greater effect on H 2 inhibition than f. Bioresour. Technol. 2016, 221, 598–606. [Google Scholar] [CrossRef] [PubMed]
- Ghimire, A.; Frunzo, L.; Pontoni, L.; d’Antonio, G.; Lens, P.N.L.; Esposito, G.; Pirozzi, F. Dark fermentation of complex waste biomass for biohydrogen production by pretreated thermophilic anaerobic digestate. J. Environ. Manag. 2015, 152, 43–48. [Google Scholar] [CrossRef] [PubMed]
- Xie, R.; Tu, M.; Wu, Y.; Adhikari, S. Improvement in HPLC separation of acetic acid and levulinic acid in the profiling of biomass hydrolysate. Bioresour. Technol. 2011, 102, 4938–4942. [Google Scholar] [CrossRef]
- Rambo, M.K.D.; Schmidt, F.L.; Ferreira, M.M.C. Analysis of the lignocellulosic components of biomass residues for biorefinery opportunities. Talanta 2015, 144, 696–703. [Google Scholar] [CrossRef]
- Hernández, E.; García, A.; López, M.; Puls, J.; Parajó, J.C.; Martín, C. Dilute sulphuric acid pretreatment and enzymatic hydrolysis of Moringa oleifera empty pods. Ind. Crops Prod. 2013, 44, 227–231. [Google Scholar] [CrossRef]
- Michalska, K.; Ledakowicz, S. Alkali pre-treatment of Sorghum Moench for biogas production. Chem. Pap. 2013, 67, 1130–1137. [Google Scholar] [CrossRef]
- Cheng, N.; Koda, K.; Tamai, Y.; Yamamoto, Y.; Takasuka, T.E.; Uraki, Y. Optimization of simultaneous saccharification and fermentation conditions with amphipathic lignin derivatives for concentrated bioethanol production. Bioresour. Technol. 2017, 232, 126–132. [Google Scholar] [CrossRef]
- Bu, Q.; Lei, H.; Ren, S.; Wang, L.; Holladay, J.; Zhang, Q.; Tang, J.; Ruan, R. Phenol and phenolics from lignocellulosic biomass by catalytic microwave pyrolysis. Bioresour. Technol. 2011, 102, 7004–7007. [Google Scholar] [CrossRef]
- Ishola, M.M.; Ylitervo, P.; Taherzadeh, M.J. Co-Utilization of glucose and xylose for enhanced lignocellulosic ethanol production with reverse membrane bioreactors. Membranes (Basel) 2015, 5, 844–856. [Google Scholar] [CrossRef] [PubMed]
- Monlau, F.; Aemig, Q.; Trably, E.; Hamelin, J.; Steyer, J.P.; Carrere, H. Specific inhibition of biohydrogen-producing Clostridium sp. after dilute-acid pretreatment of sunflower stalks. Int. J. Hydrogen Energy 2013, 38, 12273–12282. [Google Scholar] [CrossRef]
- Daoutidis, P.; Kelloway, A.; Marvin, W.A.; Rangarajan, S.; Torres, A.I. Process systems engineering for biorefineries: New research vistas. Curr. Opin. Chem. Eng. 2013, 2, 442–447. [Google Scholar] [CrossRef]
- Menegazzo, F.; Ghedini, E.; Signoretto, M. 5-Hydroxymethylfurfural (HMF) Production from Real Biomasses. Molecules 2018, 23, 2201. [Google Scholar] [CrossRef]
- Mendonça, A.D.M.; Siqueira, P.M.; Souza, M.M.V.M.; Pereira, N. Optimization of production of 5-hydroxymethylfurfural from glucose in a water: Acetone biphasic system. Braz. J. Chem. Eng. 2015, 32, 501–508. [Google Scholar] [CrossRef]
- Słupek, E.; Kucharska, K.; Gębicki, J. Alternative methods for dark fermentation course analysis. SN Appl. Sci. 2019, 1, 469. [Google Scholar] [CrossRef] [Green Version]
- Thomas, L.; Joseph, A.; Gottumukkala, L.D. Xylanase and cellulase systems of Clostridium sp.: An insight on molecular approaches for strain improvement. Bioresour. Technol. 2014, 158, 343–350. [Google Scholar] [CrossRef]
- Khoshnevisan, K.; Poorakbar, E.; Baharifar, H.; Barkhi, M. Recent Advances of Cellulase Immobilization onto Magnetic Nanoparticles: An Update Review. Magnetochemistry 2019, 5, 36. [Google Scholar] [CrossRef]
- De Gioannis, G.; Muntoni, A.; Polettini, A.; Pomi, R. A review of dark fermentative hydrogen production from biodegradable municipal waste fractions. Waste Manag. 2013, 33, 1345–1361. [Google Scholar] [CrossRef]
- Deutscher, J. The mechanisms of carbon catabolite repression in bacteria. Curr. Opin. Microbiol. 2008, 11, 87–93. [Google Scholar] [CrossRef]
- Nobre, B.P.; Villalobos, F.; Barragán, B.E.; Oliveira, A.C.; Batista, A.P.; Marques, P.A.; Mendes, R.L.; Sovová, H.; Palavra, A.F.; Gouveia, L. A biorefinery from Nannochloropsissp. Microalga—Extraction of oilsand pigments. Production of biohydrogen from the leftover biomass. Biores. Technol. 2013, 135, 128–136. [Google Scholar] [CrossRef] [PubMed]
- Batista, A.P.; Gouveia, L.; Marques, P. Fermentative hydrogen production from microalgal biomass by asingle strain of bacterium Enterobacter aerogenes Effect of operational conditions, and fermentation kinetics. Renew. Energy 2018, 119, 203–209. [Google Scholar] [CrossRef]
- RStudio Team (2015) RStudio: Integrated Development for R. RStudio, Inc., Boston, MA. Available online: http://www.rstudio.com/.
- Beukes, N.; Pletschke, B.I. Effect of alkaline pre-treatment on enzyme synergy for efficient hemicellulose hydrolysis in sugarcane bagasse. Bioresour. Technol. 2011, 102, 5207–5213. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Gao, Y.; Wang, H.; Li, B.; Liu, C.; Yu, G.; Mu, X. Comparison of different alkali-based pretreatments of corn stover for improving enzymatic saccharification. Bioresour. Technol. 2012, 125, 193–199. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Z.; Rezende, C.A.; Simister, R.; McQueen-Mason, S.J.; Macquarrie, D.J.; Polikarpov, I.; Gomez, L.D. Efficient sugar production from sugarcane bagasse by microwave assisted acid and alkali pretreatment. Biomass Bioenergy 2016, 93, 269–278. [Google Scholar] [CrossRef] [Green Version]
- Minitab 17; Statistical Software Computer Software; Minitab, LLC: State College, PA, USA, 2010.
- Lin, R.; Cheng, J.; Ding, L.; Song, W.; Zhou, J.; Cen, K. Inhibitory effects of furan derivatives and phenolic compounds on dark hydrogen fermentation. Bioresour. Technol. 2015, 196, 250–255. [Google Scholar] [CrossRef] [PubMed]
- Fernández de Simón, B.; Cadahía, E.; Conde, E.; García-Vallejo, M.C. Low Molecular Weight Phenolic Compounds in Spanish Oak Woods. J. Agric. Food Chem. 1996, 44, 1507–1511. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass: Laboratory Analytical Procedure (LAP); NREL: Golden, CO, USA, 2008; p. 18.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Process Samples (LAP); NREL: Golden, CO, USA, 2008; pp. 1–14.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. NREL/TP-510-42618 Analytical Procedure—Determination of Structural Carbohydrates and Lignin in BIOMASS (LAP); NREL: Golden, CO, USA, 2012; p. 17.
- Väljamäe, P.; Pettersson, G.; Johansson, G. Mechanism of substrate inhibition in cellulose synergistic degradation. Eur. J. Biochem. 2001, 268, 4520–4526. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass: Laboratory Analytical Procedure (LAP); Technical Report NREL/TP-510-42619; NREL: Golden, CO, USA, 2008; pp. 1–9, 12.
- Singh, A.; Sevda, S.; Abu Reesh, I.M.; Vanbroekhoven, K.; Rathore, D.; Pant, D. Biohydrogen production from lignocellulosic biomass: Technology and sustainability. Energies 2015, 8, 13062–13080. [Google Scholar] [CrossRef]
- Zhang, C.; Lv, F.-X.; Xing, X.-H. Bioengineering of the Enterobacter aerogenes strain for biohydrogen production. Bioresour. Technol. 2011, 102, 8344–8349. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass | Cellulose Content (%) | Hemicellulose Content (%) | Lignin Content (%) | Ash and Extractives (Ethanol) (%) | Cellulose Content after Delignification (%) * | Hemicellulose Content after Delignification (%) * | Lignin Content after Delignification (%) * | Cellulose Removal (%) | Hemicellulose Removal (%) | Lignin Removal (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| EW | 46.5 ± 0.5 | 15.6 ± 0.5 | 29.4 ± 0.5 | 8.5 ± 0.5 | 46.5 ± 0.5 | 14.3 ± 0.5 | 5.9 ± 0.5 | <LOD | 8.2 ± 0.5 | 79.9 ± 0.5 |
| B | 38.6 ± 0.5 | 19.9 ± 0.5 | 28. ± 0.5 | 13.2 ± 0.5 | 38.6 ± 0.5 | 17.6 ± 0.5 | 6.2 ± 0.5 | <LOD | 11.4 ± 0.5 | 79.9 ± 0.5 |
| EP | 39.5 ± 0.5 | 22.2 ± 0.5 | 26.3 ± 0.5 | 11.7 ± 0.5 | 39.5 ± 0.5 | 19.5 ± 0.5 | 5.2 ± 0.5 | <LOD | 12.1 ± 0.5 | 80.2 ± 0.5 |
| MG | 27.1 ± 0.5 | 22.6 ± 0.5 | 16.8 ± 0.5 | 33.5 ± 0.5 | 26.7 ± 0.5 | 19.8 ± 0.5 | 3.3 ± 0.5 | 1.4 ± 0.5 | 12.4 ± 0.5 | 80 ± 0.5. |
| CC | 41.0 ± 0.5 | 22.6 ± 0.5 | 14.2 ± 0.5 | 22.2 ± 0.5 | 40.6 ± 0.5 | 19.8 ± 0.5 | 0.4 ± 0.5 | 1.1 ± 0.5 | 12.8 ± 0.5 | 97.5 ± 0.5 |
| TP | 39.1 ± 0.5 | 25.4 ± 0.5 | 18.4 ± 0.5 | 7.1 ± 0.5 | 38.8 ± 0.5 | 21.5 ± 0.5 | 1.4 ± 0.5 | 0.8 ± 0.5 | 15.4 ± 0.5 | 92.5 ± 0.5 |
| Biomass | EW | B | EP | MG | CC | TP |
|---|---|---|---|---|---|---|
| Biomass amount recovery after delignification (%) | 75.45 ± 0.17 | 73.6 ± 0.26 | 74.54 ± 0.33 | 59.09 ± 0.23 | 40.90 ± 0.31 | 55.45 ± 0.54 |
| Carbon Source | HMF, g/L | Furfural, g/L | TPC, g/L | Levulinic Acid g/L |
|---|---|---|---|---|
| Alkaline Hydrolysates/Enzymatic Hydrolysates | ||||
| EW | 0.02 ± 0.01/<LOD | 0.01 ± 0.01/<LOD | 0.07 ± 0.02/<LOD | 0.01 ± 0.01/<LOD |
| B | 0.05 ± 0.02/<LOD | 0.07 ± 0.02/<LOD | 0.08 ±0.02/<LOD | 0.02 ± 0.01/<LOD |
| EP | 0.07 ± 0.02/<LOD | 0.04 ± 0.01/<LOD | 0.11 ± 0.02/<LOD | 0.01 ± 0.01/<LOD |
| MG | 0.23 ± 0.03/<LOD | 0.31 ± 0.04/<LOD | 0.51 ± 0.04/<LOD | 0.07 ± 0.01/<LOD |
| CC | 0.19 ± 0.01/<LOD | 0.22 ± 0.03/<LOD | 0.48 ± 0.08/<LOD | 0.08 ± 0.01/<LOD |
| TP | 0.19 ± 0.02/<LOD | 0.24 ± 0.02/<LOD | 0.44 ± 0.04/<LOD | 0.06 ± 0.01/<LOD |
| Raw Material | Glucose | Xylose | Galactose | Mannose and Arabinose | Cellobiose | YTRS |
|---|---|---|---|---|---|---|
| (mg/gbiomass) | ||||||
| EW | 479 ± 0.81 | 30 ± 0.08 | 16 ± 0.38 | 14 ± 0.02 | 11 ± 0.09 | 550 ± 1.38 |
| B | 470 ± 0.83 | 33 ± 0.22 | 6 ± 0.12 | 7 ± 0.21 | 11 ± 0.11 | 527 ± 1.49 |
| EP | 472 ± 0.58 | 39 ± 0.41 | 14 ± 0.22 | 11 ± 0.23 | 2 ± 0.14 | 538 ± 1.58 |
| MG | 376 ± 0.68 | 81 ± 0.24 | 48 ± 0.41 | 13 ± 0.41 | 20 ± 0.16 | 482 ± 1.90 |
| CC | 401 ± 0.76 | 45 ± 0.18 | 25 ± 0.18 | 16 ± 0.32 | 5 ± 0.06 | 492 ± 1.50 |
| TP | 422 ± 0.33 | 36 ± 0.38 | 26 ± 0.14 | 18 ± 0.16 | 14 ± 0.09 | 516 ± 1.10 |
| Carbon Source | Time, h | Disaccharides, g/L | Glucose, g/L | Galactose, g/L | Pentoses, g/L | YTRS, g/L |
|---|---|---|---|---|---|---|
| Glucose | Initial | 0.00 ± 0.05 | 5.50 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 5.50 ± 0.2 |
| 6 | 0.00 ± 0.05 | 3.47 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 3.47 ± 0.2 | |
| 20 | 0.00 ± 0.05 | 2.01 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 2.01 ± 0.2 | |
| 32 | 0.00 ± 0.05 | 1.22 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 1.22 ± 0.2 | |
| 50 | 0.00 ± 0.05 | 0.05 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.05 ± 0.2 | |
| Final | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.2 | |
| Blank | Initial | 0.00 ± 0.05 | 0.50 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.50 ± 0.2 |
| 6 | 0.00 ± 0.05 | 0.32 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.32 ± 0.2 | |
| 20 | 0.00 ± 0.05 | 0.14 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.14 ± 0.2 | |
| 32 | 0.00 ± 0.05 | 0.04 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.04 ± 0.2 | |
| 50 | 0.00 ± 0.05 | 0.02 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.02 ± 0.2 | |
| Final | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.2 | |
| EP | Initial | 0.14 ± 0.05 | 4.61 ± 0.05 | 0.22 ± 0.05 | 0.53 ± 0.05 | 5.50 ± 0.2 |
| 2 | 0.11 ± 0.05 | 4.22 ± 0.05 | 0.18 ± 0.05 | 0.44 ± 0.05 | 4.95 ± 0.2 | |
| 4 | 0.04 ± 0.05 | 3.01 ± 0.05 | 0.17 ± 0.05 | 0.31 ± 0.05 | 3.89 ± 0.2 | |
| 24 | 0.00 ± 0.05 | 0.84 ± 0.05 | 0.14 ± 0.05 | 0.27 ± 0.05 | 1.25 ± 0.2 | |
| 48 | 0.00 ± 0.05 | 0.04 ± 0.05 | 0.02 ± 0.05 | 0.17 ± 0.05 | 0.23 ± 0.2 | |
| Final | 0.00 ± 0.05 | 0.02 ± 0.05 | 0.00 ± 0.05 | 0.09 ± 0.05 | 0.11 ± 0.2 | |
| EW | Initial | 0.09 ± 0.05 | 4.51 ± 0.05 | 0.34 ± 0.05 | 0.56 ± 0.05 | 5.50 ± 0.2 |
| 2 | 0.07 ± 0.05 | 4.37 ± 0.05 | 0.29 ± 0.05 | 0.42 ± 0.05 | 5.15 ± 0.2 | |
| 5 | 0.04 ± 0.05 | 3.98 ± 0.05 | 0.29 ± 0.05 | 0.38 ± 0.05 | 4.69 ± 0.2 | |
| 24 | 0.04 ± 0.05 | 1.98 ± 0.05 | 0.18 ± 0.05 | 0.27 ± 0.05 | 2.47 ± 0.2 | |
| 48 | 0.02 ± 0.05 | 1.11 ± 0.05 | 0.14 ± 0.05 | 0.12 ± 0.05 | 1.39 ± 0.2 | |
| Final | 0.00 ± 0.05 | 0.01 ± 0.05 | 0.02 ± 0.05 | 0.05 ± 0.05 | 0.08 ± 0.2 | |
| B | Initial | 0.08 ± 0.05 | 4.44 ± 0.05 | 0.41 ± 0.05 | 0.57 ± 0.05 | 5.50 ± 0.2 |
| 2 | 0.08 ± 0.05 | 4.38 ± 0.05 | 0.38 ± 0.05 | 0.51 ± 0.05 | 5.35 ± 0.2 | |
| 5 | 0.06 ± 0.05 | 4.15 ± 0.05 | 0.35 ± 0.05 | 0.48 ± 0.05 | 5.04 ± 0.2 | |
| 24 | 0.04 ± 0.05 | 2.24 ± 0.05 | 0.33 ± 0.05 | 0.37 ± 0.05 | 2.98 ± 0.2 | |
| 48 | 0.04 ± 0.05 | 0.25 ± 0.05 | 0.22 ± 0.05 | 0.05 ± 0.05 | 0.56 ± 0.2 | |
| Final | 0.03 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.02 ± 0.05 | 0.05 ± 0.2 | |
| CC | Initial | 0.12 ± 0.05 | 4.49 ± 0.05 | 0.42 ± 0.05 | 0.47 ± 0.05 | 5.50 ± 0.2 |
| 2 | 0.01 ± 0.05 | 4.33 ± 0.05 | 0.37 ± 0.05 | 0.38 ± 0.05 | 5.09 ± 0.2 | |
| 5 | 0.09 ± 0.05 | 4.02 ± 0.05 | 0.31 ± 0.05 | 0.34 ± 0.05 | 4.76 ± 0.2 | |
| 24 | 0.04 ± 0.05 | 1.98 ± 0.05 | 0.22 ± 0.05 | 0.32 ± 0.05 | 2.56 ± 0.2 | |
| 48 | 0.04 ± 0.05 | 0.42 ± 0.05 | 0.14 ± 0.05 | 0.22 ± 0.05 | 0.82 ± 0.2 | |
| Final | 0.02 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.08 ± 0.05 | 0.10 ± 0.2 | |
| TP | Initial | 0.16 ± 0.05 | 4.01 ± 0.05 | 0.68 ± 0.05 | 0.65 ± 0.05 | 5.50 ± 0.2 |
| 2 | 0.12 ± 0.05 | 3.85 ± 0.05 | 0.52 ± 0.05 | 0.56 ± 0.05 | 5.05 ± 0.2 | |
| 5 | 0.12 ± 0.05 | 3.16 ± 0.05 | 0.48 ± 0.05 | 0.49 ± 0.05 | 4.25 ± 0.2 | |
| 24 | 0.08 ± 0.05 | 1.55 ± 0.05 | 0.47 ± 0.05 | 0.41 ± 0.05 | 2.51 ± 0.2 | |
| 48 | 0.04 ± 0.05 | 0.32 ± 0.05 | 0.21 ± 0.05 | 0.00 ± 0.05 | 0.57 ± 0.2 | |
| Final | 0.04 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.04 ± 0.2 | |
| MG | Initial | 0.07 ± 0.05 | 3.98 ± 0.05 | 0.60 ± 0.05 | 0.85 ± 0.05 | 5.50 ± 0.2 |
| 2 | 0.07 ± 0.05 | 3.57 ± 0.05 | 0.52 ± 0.05 | 0.85 ± 0.05 | 5.01 ± 0.2 | |
| 5 | 0.07 ± 0.05 | 3.41 ± 0.05 | 0.49 ± 0.05 | 0.84 ± 0.05 | 4.81 ± 0.2 | |
| 24 | 0.07 ± 0.05 | 1.53 ± 0.05 | 0.40 ± 0.05 | 0.81 ± 0.05 | 2.81 ± 0.2 | |
| 48 | 0.00 ± 0.05 | 0.24 ± 0.05 | 0.31 ± 0.05 | 0.00 ± 0.05 | 0.55 ± 0.2 | |
| Final | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.05 | 0.00 ± 0.2 |
| Raw Biomass | G | EW | B | EP | MG | CC | TP | |
|---|---|---|---|---|---|---|---|---|
| Overall hydrogen productivity | mL/gbiomass | - | 25.44 ± 0.42 | 24.01 ± 0.87 | 23.41 ± 1.55 | 7.22 ± 0.89 | 14.37 ± 1.05 | 17.82 ± 1.52 |
| mL/YTRS | 727.31 ± 3.55 | 283.45 ± 1.87 | 264.27 ± 2.44 | 278.22 ± 1.98 | 140.51 ± 0.89 | 202.39 ± 4.25 | 231.21 ± 3.22 |
| Biomass Type | Energetic Willow (EW) | Beech (B) | Energetic Poplar (EP) | Meadow Grass (MG) | Corn Cobs (CC) | Triticale (TP) |
|---|---|---|---|---|---|---|
| Source | Local farm Wejherowo Poland | Local forest Wejherowo Poland | Local farm Wejherowo Poland | Local farm Pępowo Poland | Local farm Kościerzyna Poland | Local farm Wejherowo Poland |
| Geographical coordinates | 54.635538 N 18.246602 E | 54.601425 N 18.175480 E | 54.635538 N 18.246602 E | 54.370719 N 18.399078 E | 54.080518 N 17.928266 E | 54.635538 N 18.246602 E |
| Collection time | September 2016 | October 2016 | September 2016 | August 2016 | September 2016 | September 2016 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kucharska, K.; Cieśliński, H.; Rybarczyk, P.; Słupek, E.; Łukajtis, R.; Wychodnik, K.; Kamiński, M. Fermentative Conversion of Two-Step Pre-Treated Lignocellulosic Biomass to Hydrogen. Catalysts 2019, 9, 858. https://doi.org/10.3390/catal9100858
Kucharska K, Cieśliński H, Rybarczyk P, Słupek E, Łukajtis R, Wychodnik K, Kamiński M. Fermentative Conversion of Two-Step Pre-Treated Lignocellulosic Biomass to Hydrogen. Catalysts. 2019; 9(10):858. https://doi.org/10.3390/catal9100858
Chicago/Turabian StyleKucharska, Karolina, Hubert Cieśliński, Piotr Rybarczyk, Edyta Słupek, Rafał Łukajtis, Katarzyna Wychodnik, and Marian Kamiński. 2019. "Fermentative Conversion of Two-Step Pre-Treated Lignocellulosic Biomass to Hydrogen" Catalysts 9, no. 10: 858. https://doi.org/10.3390/catal9100858