Stacked Wire Mesh Monoliths for the Simultaneous Abatement of VOCs and Diesel Soot

 , , ,
, , ,
Abstract
:1. Introduction
2. Results and Discussion
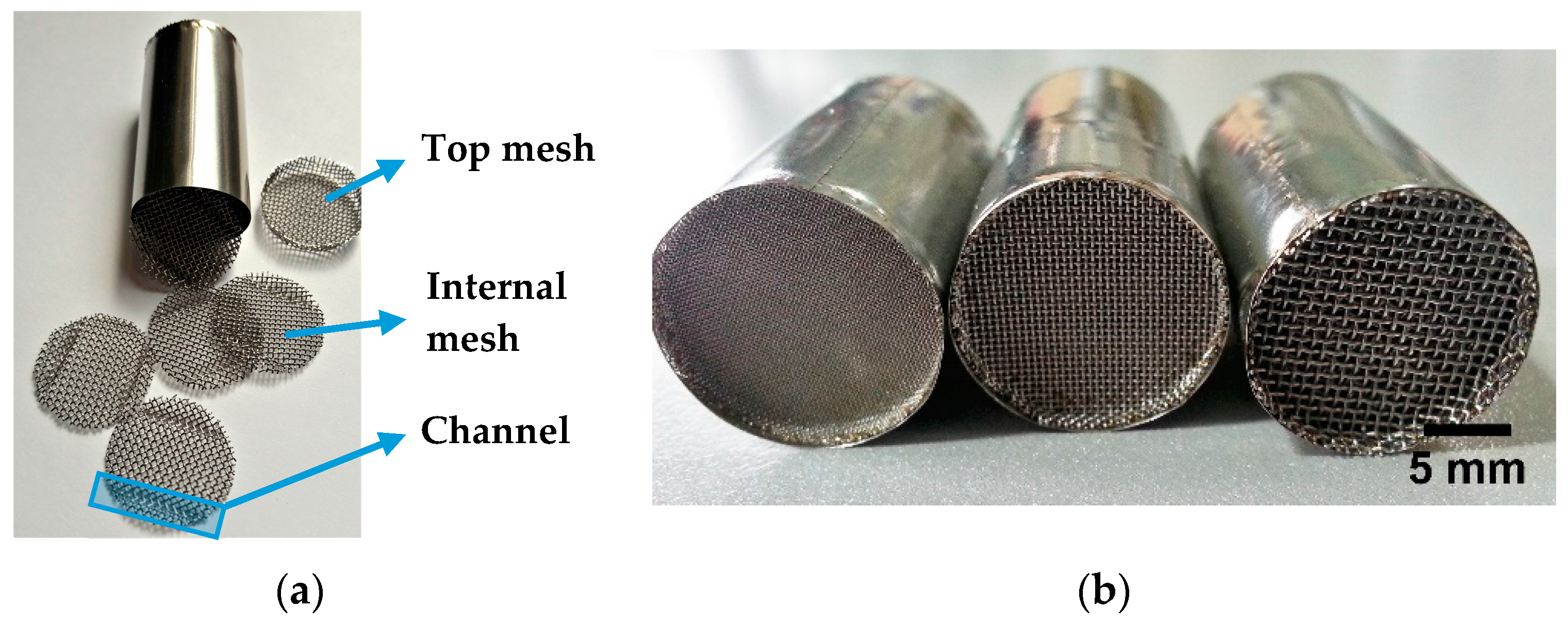
2.1. Construction of the Catalyst Structures
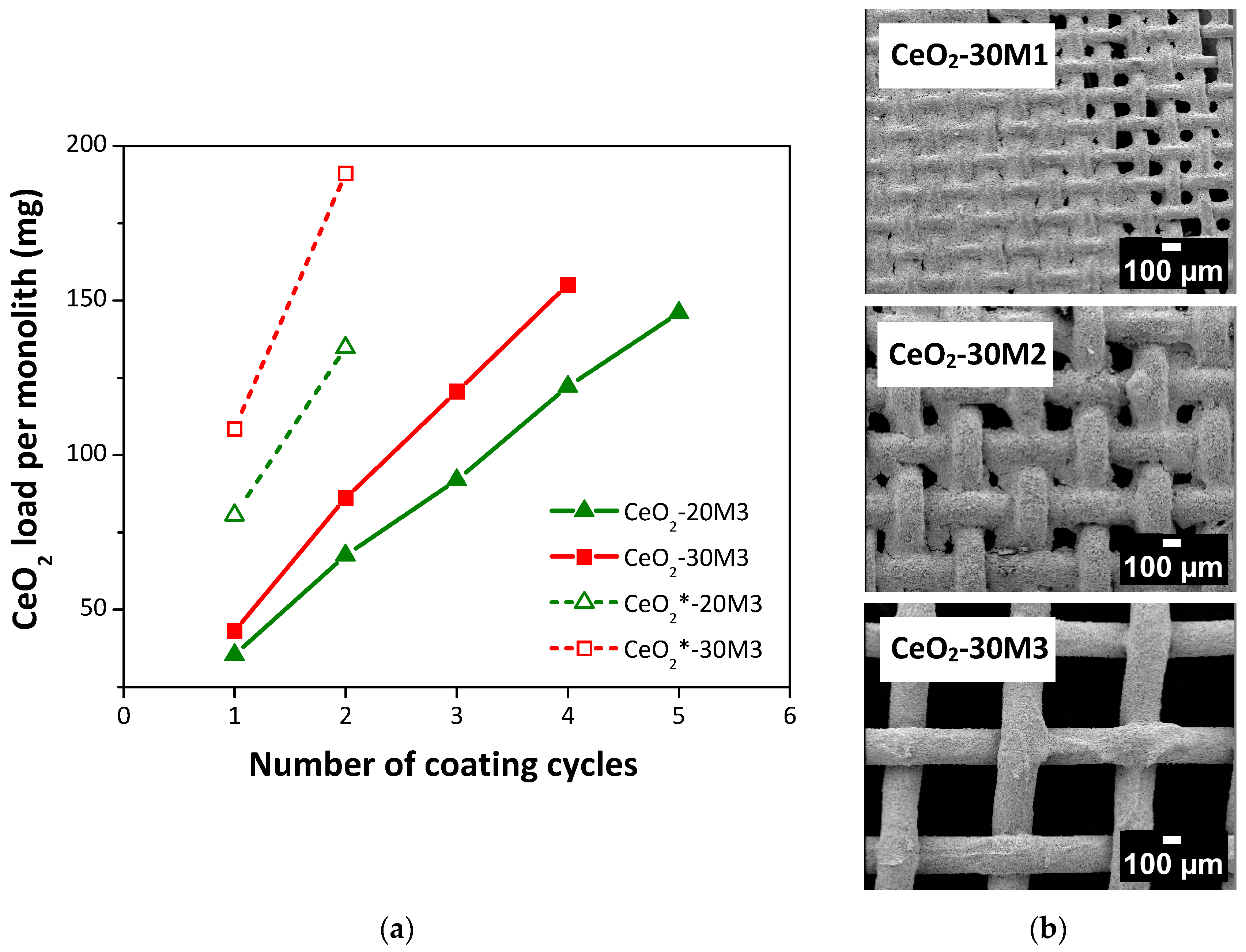
2.2. Catalytic Monoliths: Coating Deposition
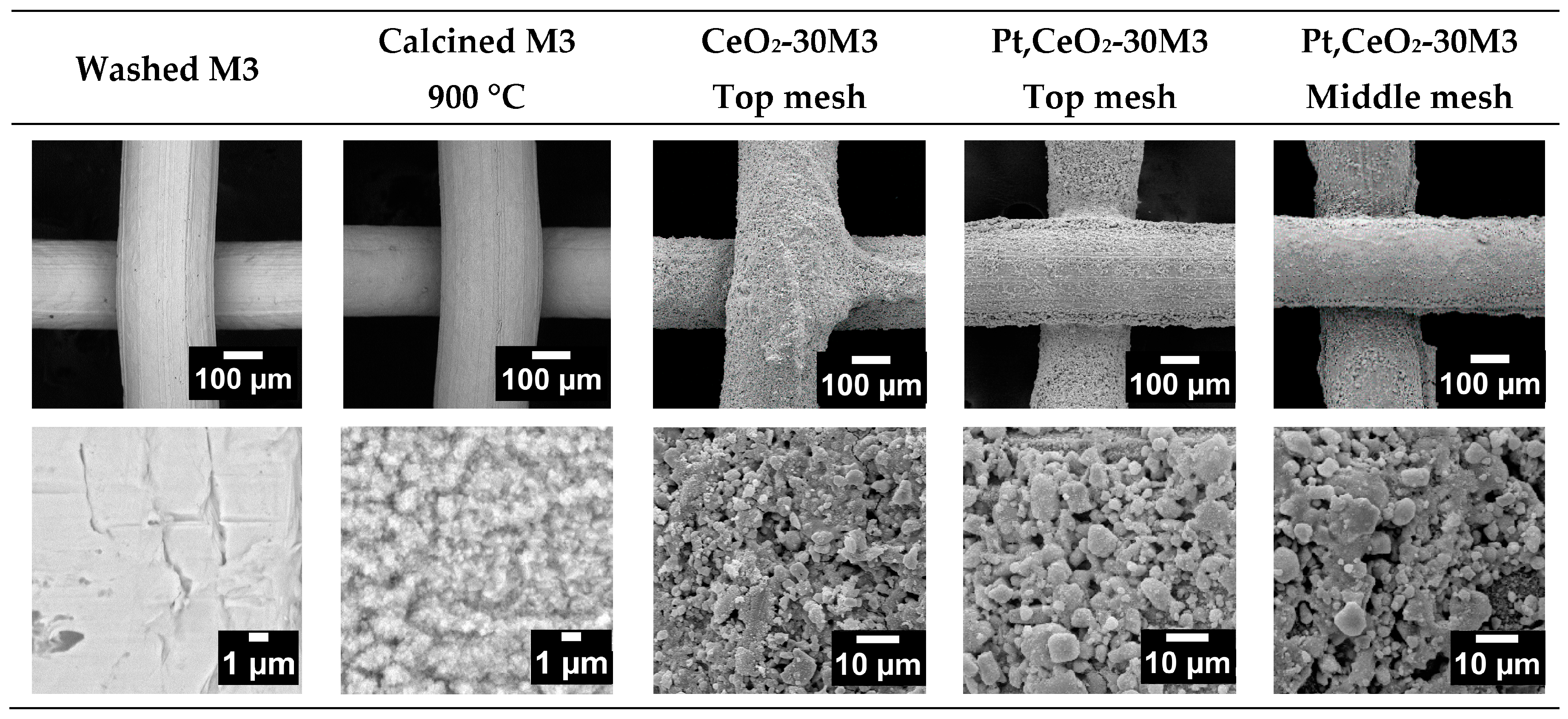
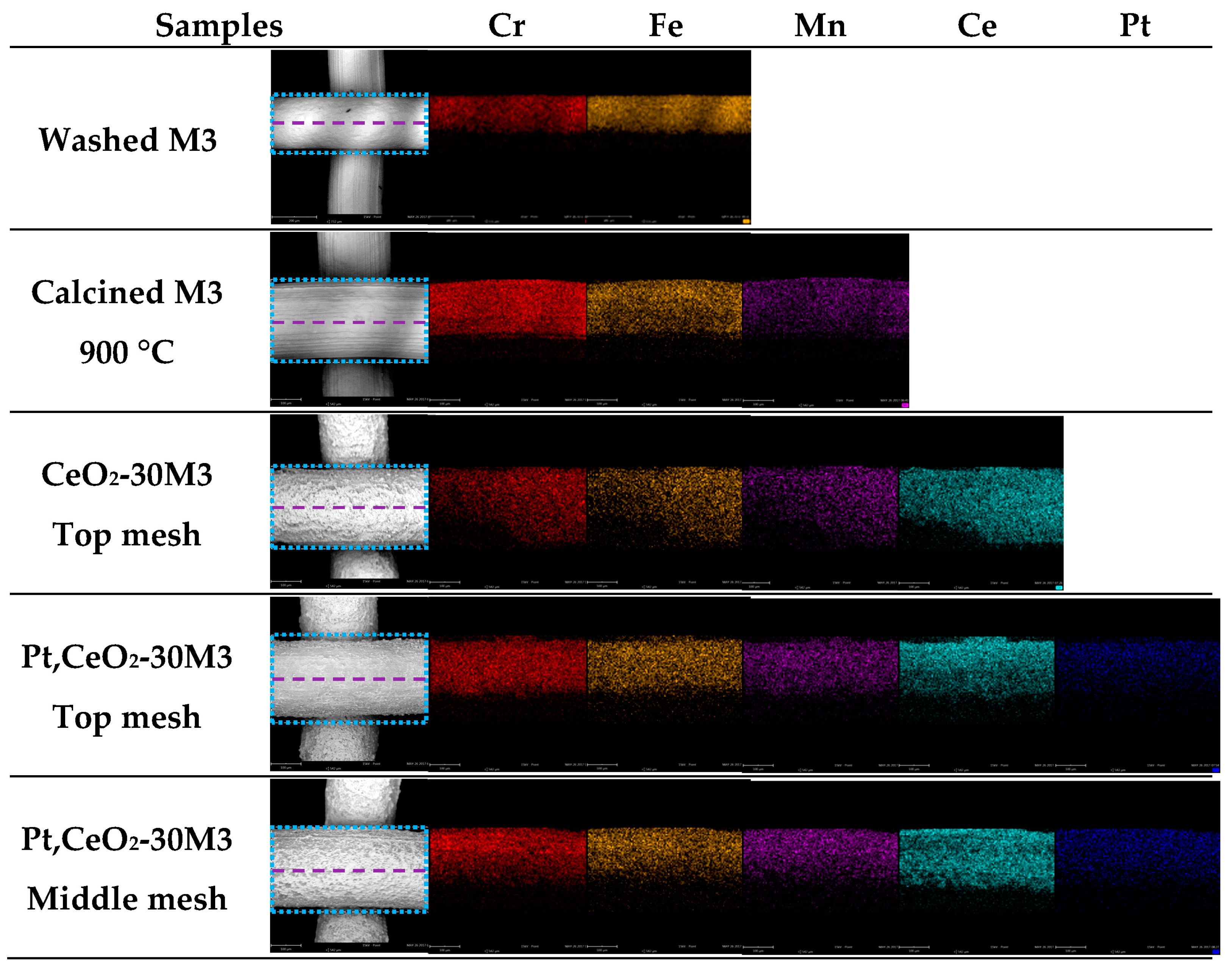
2.3. Characterization of Catalytic Structures
2.4. Catalyst Performance of the Stacked Wire Mesh Monoliths: Soot Combustion and VOC Removal
3. Materials and Methods
3.1. Construction of the Stacked Wire Mesh Monoliths
3.2. Pretreatment of the Structured Substrates
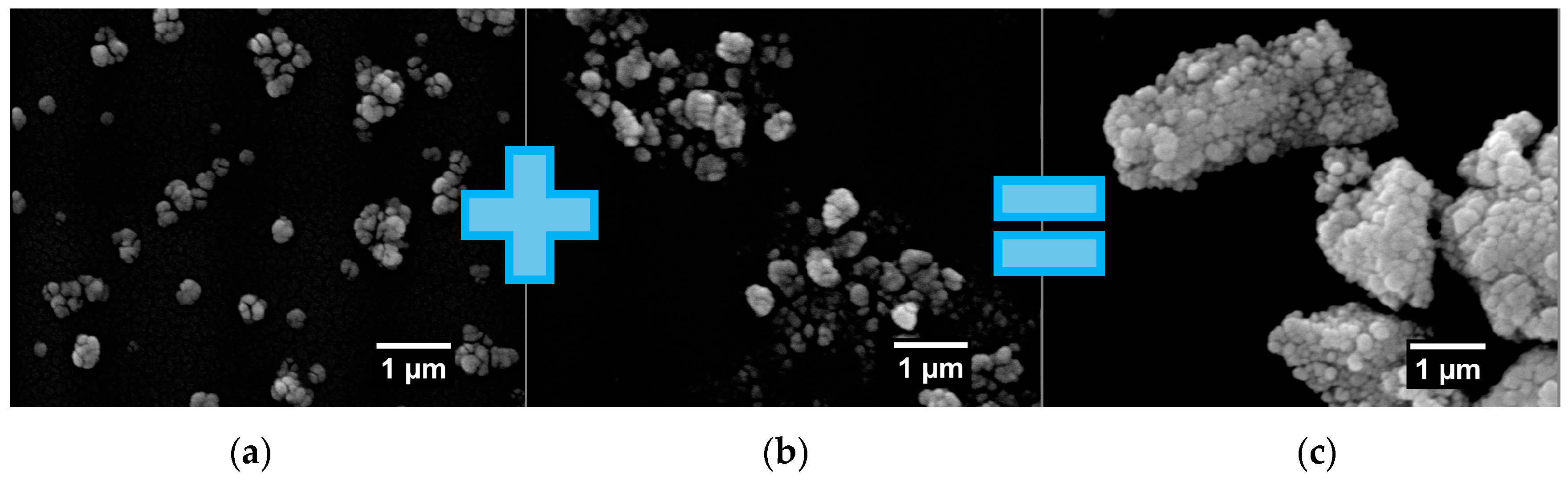
3.3. Catalyst Preparation and Washcoating of the Structures
3.4. Characterization of the Catalysts
3.5. Catalytic Tests
3.5.1. Simultaneous Soot and VOC Combustion
3.5.2. VOC Oxidation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Avila, P.; Montes, M.; Miró, E.E. Monolithic reactors for environmental applications: A review on preparation technologies. Chem. Eng. J. 2005, 109, 11–36. [Google Scholar] [CrossRef]
- Sanz, O.; Banús, E.D.; Goya, A.; Larumbe, H.; Delgado, J.J.; Monzón, A.; Montes, M. Stacked wire mesh monoliths for VOCs combustion: Effect of the mesh-opening in the catalytic performance. Catal. Today 2017. [Google Scholar] [CrossRef]
- Merino, D.; Sanz, O.; Montes, M. Effect of the thermal conductivity and catalyst layer thickness on the Fischer-Tropsch synthesis selectivity using structured catalysts. Chem. Eng. J. 2017, 327, 1033–1042. [Google Scholar] [CrossRef]
- Sheng, M.; Yang, H.; Cahela, D.R.; Tatarchuk, B.J. Novel catalyst structures with enhanced heat transfer characteristics. J. Catal. 2011, 281, 254–262. [Google Scholar] [CrossRef]
- Sheng, M.; Yang, H.; Cahela, D.R.; Yantz, W.R.; Gonzalez, C.F.; Tatarchuk, B.J. High conductivity catalyst structures for applications in exothermic reactions. Appl. Catal. A Gen. 2012, 445–446, 143–152. [Google Scholar] [CrossRef]
- Tronconi, E.; Groppi, G.; Visconti, C.G. Structured catalysts for non-adiabatic applications. Curr. Opin. Chem. Eng. 2014, 5, 55–67. [Google Scholar] [CrossRef]
- Groppi, G.; Tronconi, E. Design of novel monolith catalyst supports for gas/solid reactions with heat exchange. Science 2000, 55, 2161–2171. [Google Scholar] [CrossRef]
- Groppi, G.; Tronconi, E. Honeycomb supports with high thermal conductivity for gas/solid chemical processes. Catal. Today 2005, 105, 297–304. [Google Scholar] [CrossRef]
- Visconti, C.G.; Groppi, G.; Tronconi, E. Highly conductive “packed foams”: A new concept for the intensification of strongly endo- and exo-thermic catalytic processes in compact tubular reactors. Catal. Today 2016, 273, 178–186. [Google Scholar] [CrossRef]
- Visconti, C.G.; Tronconi, E.; Groppi, G.; Lietti, L.; Iovane, M.; Rossini, S.; Zennaro, R. Monolithic catalysts with high thermal conductivity for the Fischer-Tropsch synthesis in tubular reactors. Chem. Eng. J. 2011, 171, 1294–1307. [Google Scholar] [CrossRef]
- Razza, S.; Heidig, T.; Bianchi, E.; Groppi, G.; Schwieger, W.; Tronconi, E.; Freund, H. Heat transfer performance of structured catalytic reactors packed with metal foam supports: Influence of wall coupling. Catal. Today 2016, 273, 187–195. [Google Scholar] [CrossRef]
- Hernández-Giménez, A.; Lozano Castelló, D.; Bueno-López, A. Diesel soot combustion catalysts: Review of active phases. Chem. Pap. 2014, 68, 1154–1168. [Google Scholar] [CrossRef] [Green Version]
- Banús, E.D.; Sanz, O.; Milt, V.G.; Miró, E.E.; Montes, M. Development of a stacked wire mesh structure for diesel soot combustion. Chem. Eng. J. 2014, 246, 353–365. [Google Scholar] [CrossRef]
- Zagoruiko, A.N.; Lopatin, S.A.; Mikenin, P.E.; Pisarev, D.A.; Zazhigalov, S.V.; Baranov, D.V. Novel structured catalytic systems—Cartridges on the base of fibrous catalysts. Chem. Eng. Process. Process Intensif. 2017. [Google Scholar] [CrossRef]
- Guo, H.; Xue, B.; Chen, M. Catalytic oxidation of VOCs over the structured bimetallic catalyst 0.1% Pt-0.75% CeO2/SSWM. Sustain. Environ. Res. 2015, 25, 167–170. [Google Scholar]
- Hsu, M.H.; Chang, C.J. Ag-doped ZnO nanorods coated metal wire meshes as hierarchical photocatalysts with high visible-light driven photoactivity and photostability. J. Hazard. Mater. 2014, 278, 444–453. [Google Scholar] [CrossRef] [PubMed]
- Jing, W.; Cheng, Y.; Gao, W.; Jiang, Z.; Jiang, K.; Shi, J.; Zhou, F. Different photo-catalytic degradation of methylene blue by varied ZnO nanorods on dissimilar stainless steel wire sieves. Mater. Res. Bull. 2017, 86, 313–321. [Google Scholar] [CrossRef]
- Boukha, Z.; De La Torre, U.; Pereda-Ayo, B.; González-Velasco, J.R. Catalytic properties of CuO/Al2O3-based microreactors in SCR of NOx with NH3. Top. Catal. 2016, 59, 1002–1007. [Google Scholar] [CrossRef]
- Song, B. Simple and fast fabrication of superhydrophobic metal wire mesh for efficiently gravity-driven oil/water separation. Mar. Pollut. Bull. 2016, 113, 211–215. [Google Scholar] [CrossRef] [PubMed]
- Fino, D.; Bensaid, S.; Piumetti, M.; Russo, N. A review on the catalytic combustion of soot in Diesel particulate filters for automotive applications: From powder catalysts to structured reactors. Appl. Catal. A Gen. 2016, 509, 75–96. [Google Scholar] [CrossRef]
- Banús, E.D.; Milt, V.G.; Miró, E.E.; Ulla, M.A. Structured catalyst for the catalytic combustion of soot: Co,Ba,K/ZrO2 supported on Al2O3 foam. Appl. Catal. A Gen. 2009, 362, 129–138. [Google Scholar] [CrossRef]
- Banús, E.D.; Milt, V.G.; Miró, E.E.; Ulla, M.A. Co,Ba,K/ZrO2 coated onto metallic foam (AISI 314) as a structured catalyst for soot combustion: Coating preparation and characterization. Appl. Catal. A Gen. 2010, 379, 95–104. [Google Scholar] [CrossRef]
- Banús, E.D.; Ulla, M.A.; Miró, E.E.; Milt, V.G. Co,Ba,K/ZrO2 coated onto metallic foam (AISI 314) as a structured catalyst for soot combustion: Catalytic activity and stability. Appl. Catal. A Gen. 2011, 393, 9–16. [Google Scholar] [CrossRef]
- Tuler, F.E.; Portela, R.; Ávila, P.; Banús, E.D.; Miró, E.E.; Milt, V.G. Structured catalysts based on sepiolite with tailored porosity to remove diesel soot. Appl. Catal. A Gen. 2015, 498, 41–53. [Google Scholar] [CrossRef]
- Tuler, F.E.; Banús, E.D.; Zanuttini, M.A.; Miró, E.E.; Milt, V.G. Ceramic papers as flexible structures for the development of novel diesel soot combustion catalysts. Chem. Eng. J. 2014, 246, 287–298. [Google Scholar] [CrossRef]
- Guan, B.; Zhan, R.; Lin, H.; Huang, Z. Review of the state-of-the-art of exhaust particulate filter technology in internal combustion engines. J. Environ. Manag. 2015, 154, 225–258. [Google Scholar] [CrossRef] [PubMed]
- Boningari, T.; Smirniotis, P.G. Impact of nitrogen oxides on the environment and human health: Mn-based materials for the NOx abatement. Curr. Opin. Chem. Eng. 2016, 13, 133–141. [Google Scholar] [CrossRef]
- Alves, C.A.; Lopes, D.J.; Calvo, A.I.; Evtyugina, M.; Rocha, S.; Nunes, T. Emissions from light-duty diesel and gasoline in-use vehicles measured on chassis dynamometer test cycles. Aerosol Air Qual. Res. 2015, 15, 99–116. [Google Scholar] [CrossRef]
- Mohankumar, S.; Senthilkumar, P. Particulate matter formation and its control methodologies for diesel engine: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 80, 1227–1238. [Google Scholar] [CrossRef]
- Song, S.; Jung, J.; Song, S.; Chun, K.M. Experimental study of soot oxidation characterization of Pt/CeO2 catalyst with NO and O2 using a flow reactor system. SAE Tech. Pap. 2009. [Google Scholar] [CrossRef]
- Martínez, T.L.M.; Sanz, O.; Centeno, M.A.; Odriozola, J.A. AISI 304 austenitic stainless steel monoliths: Modification of the oxidation layer and catalytic coatings after deposition and its catalytic implications. Chem. Eng. J. 2010, 162, 1082–1090. [Google Scholar] [CrossRef]
- Bortolozzi, J.P.; Banús, E.D.; Milt, V.G.; Gutierrez, L.B.; Ulla, M.A. The significance of passivation treatments on AISI 314 foam pieces to be used as substrates for catalytic applications. Appl. Surf. Sci. 2010, 257, 495–502. [Google Scholar] [CrossRef]
- Frías, D.M.; Nousir, S.; Barrio, I.; Montes, M.; Martínez, T.L.M.; Centeno, M.A.; Odriozola, J.A. Nucleation and growth of manganese oxides on metallic surfaces as a tool to prepare metallic monoliths. Appl. Catal. A Gen. 2007, 325, 205–212. [Google Scholar] [CrossRef]
- Kołodziej, A.; Łojewska, J. Optimization of structured catalyst carriers for VOC combustion. Catal. Today 2005, 105, 378–384. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, Y.; Quan, X.; Chen, S.; Qu, Z.; Zhou, Y. Wire mesh honeycomb catalyst for selective catalytic reduction of NOx under lean-burn conditions. Catal. Today 2008, 139, 130–134. [Google Scholar] [CrossRef]
- Gómez, D.M.; Gatica, J.M.; Hernández Garrido, J.C.; Cifredo, G.A.; Montes, M.; Sanz, O.; Rebled, J.M.; Vidal, H. A novel CoOx/La-modified-CeO2 formulation for powdered and washcoated onto cordierite honeycomb catalysts with application in VOCs oxidation. Appl. Catal. B Environ. 2014, 144, 425–434. [Google Scholar] [CrossRef]
- Payri, F.; Broatch, A.; Serrano, J.R.; Piqueras, P. Experimental-theoretical methodology for determination of inertial pressure drop distribution and pore structure properties in wall-flow diesel particulate filters (DPFs). Energy 2011, 36, 6731–6744. [Google Scholar] [CrossRef]
- Jia, A.-P.; Jiang, S.-Y.; Lu, J.-Q.; Luo, M.-F. Study of catalytic activity at the CuO−CeO2 interface for CO oxidation. J. Phys. Chem. C 2010, 114, 21605–21610. [Google Scholar] [CrossRef]
- Mei, Z.; Li, Y.; Fan, M.; Zhao, L.; Zhao, J. Effect of the interactions between Pt species and ceria on Pt/ceria catalysts for water gas shift: The XPS studies. Chem. Eng. J. 2015, 259, 293–302. [Google Scholar] [CrossRef]
- Jirátová, K.; Kovanda, F.; Balabánová, J.; Kšírová, P. Aluminum wire meshes coated with Co-Mn-Al and Co oxides as catalysts for deep ethanol oxidation. Catal. Today 2017, 1–7. [Google Scholar] [CrossRef]
- Amin, C.M.; Rathod, P.P.; Goswami, J.J. Copper based catalytic converter. Int. J. Eng. Res. Technol. 2012, 1, 1–6. [Google Scholar]
- Kalam, M.A.; Masjuki, H.H.; Redzuan, M.; Mahlia, T.M.I.; Fuad, M.A.; Mohibah, M.; Halim, K.H.; Ishak, A.; Khair, M.; Shahrir, A.; et al. Development and test of a new catalytic converter for natural gas fuelled engine. Sadhana—Acad. Proc. Eng. Sci. 2009, 34, 467–481. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, S.; Kaur, M. Emission testing of catalytic converter using zirconium oxide (ZrO) and cobalt oxide (CoO) as catalyst. Int. J. Mech. Prod. Eng. Res. Dev. 2017, 7, 333–342. [Google Scholar]
- Martínez T, L.M.; Sanz, O.; Domínguez, M.I.; Centeno, M.A.; Odriozola, J.A. AISI 304 Austenitic stainless steels monoliths for catalytic applications. Chem. Eng. J. 2009, 148, 191–200. [Google Scholar] [CrossRef]
- Ihara, K.; Ohkubo, K.; Yasaki, S.; Yoshino, Y. Method of Manufacturing an Exhaust Gas Purifying Catalyst. U.S. Patent No. 5,208,206, 4 May 1993. [Google Scholar]
- Flujometro Flujotech 250 y 600—HoracioResio.com. Available online: http://www.horacioresio.com/flujometro-flujotech-250-y-600/ (accessed on 7 December 2017).
- Milt, V.G.; Banús, E.D.; Ulla, M.A.; Miró, E.E. Soot combustion and NOx adsorption on Co,Ba,K/ZrO2. Catal. Today 2008, 133–135, 435–440. [Google Scholar] [CrossRef]
- Van Setten, B.A.A.L.; Schouten, J.M.; Makkee, M.; Moulijn, J.A. Realistic contact for soot with an oxidation catalyst for laboratory studies. Appl. Catal. B Environ. 2000, 28, 253–257. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wire Mesh Type | M1 | M2 | M3 |
|---|---|---|---|
| Wire diameter (µm) | 90 | 180 | 250 |
| Mesh-opening (µm) | 120 | 260 | 500 |
| Geometric surface area (cm2/g) | 54 | 29 | 21 |
| Front void fraction (%) | 33 | 35 | 44 |
| AISI 304 Composition b | Washed M3 | Calcined M3 | CeO2-30M3 Top Mesh | Pt,CeO2-30M3 Top Mesh | Pt,CeO2-30M3 Middle Mesh | |
|---|---|---|---|---|---|---|
| Cr | 18–20 | 17.0 (16.4) | 34.2 (27.8) | 2.9 (3.5) | 18.2 (13.8) | 7.6 (9.5) |
| Fe | 66–74 | 67.1 (65.4) | 22.3 (21.9) | 1.5 (2.0) | 13.1 (9.1) | 4.1 (7.2) |
| Mn | <2 | n.d. c | 6.8 (5.3) | <0.5 | 3.5 (2.7) | 0.5 (1.0) |
| Ce | - | - | - | 76.7 (74.2) | 31.6 (45.1) | 70.9 (55.2) |
| Pt | - | - | - | - | 2.4 (<0.5) | <0.5 (<0.5) |
| Sample a | BET Surface (m2/g) | |
|---|---|---|
| Powder catalyst | Pt,CeO2-P | 64.4 |
| Pt,CeO2*-P | 33.3 | |
| Structured catalyst | Pt,CeO2-20M3 | 23.8 |
| Pt,CeO2-30M3 | 23.6 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Godoy, M.L.; Banús, E.D.; Sanz, O.; Montes, M.; Miró, E.; Milt, V.G. Stacked Wire Mesh Monoliths for the Simultaneous Abatement of VOCs and Diesel Soot. Catalysts 2018, 8, 16. https://doi.org/10.3390/catal8010016
Godoy ML, Banús ED, Sanz O, Montes M, Miró E, Milt VG. Stacked Wire Mesh Monoliths for the Simultaneous Abatement of VOCs and Diesel Soot. Catalysts. 2018; 8(1):16. https://doi.org/10.3390/catal8010016
Chicago/Turabian StyleGodoy, María Laura, Ezequiel David Banús, Oihane Sanz, Mario Montes, Eduardo Miró, and Viviana Guadalupe Milt. 2018. "Stacked Wire Mesh Monoliths for the Simultaneous Abatement of VOCs and Diesel Soot" Catalysts 8, no. 1: 16. https://doi.org/10.3390/catal8010016