
Biodiesel Production from Waste Plant Oil over a Novel Nano-Catalyst of Li-TiO2/Feldspar



Abstract
:1. Introduction
2. Results and Discussion
2.1. Seed Oil Yield (%)
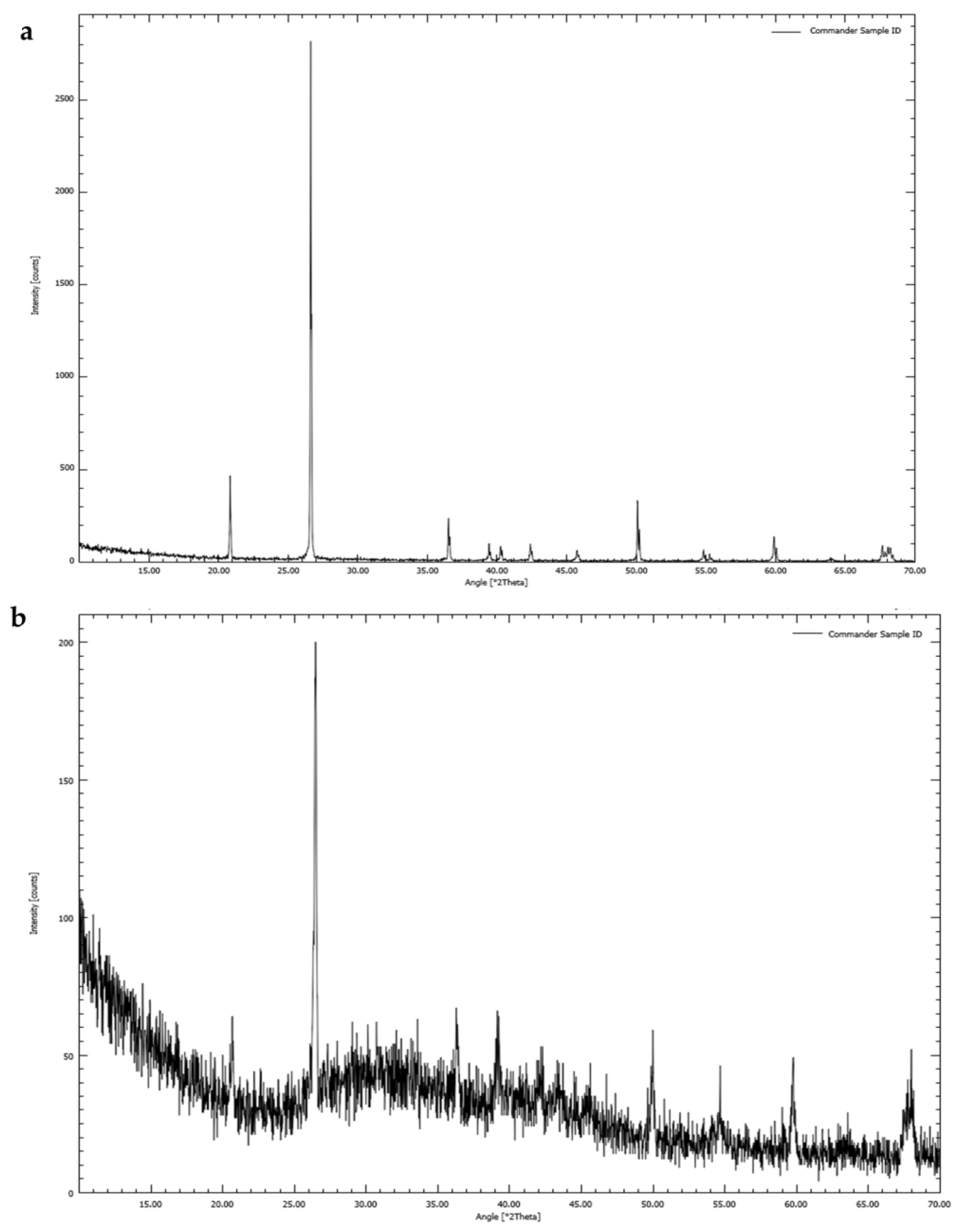
2.2. X-ray Diffraction (XRD) Analysis
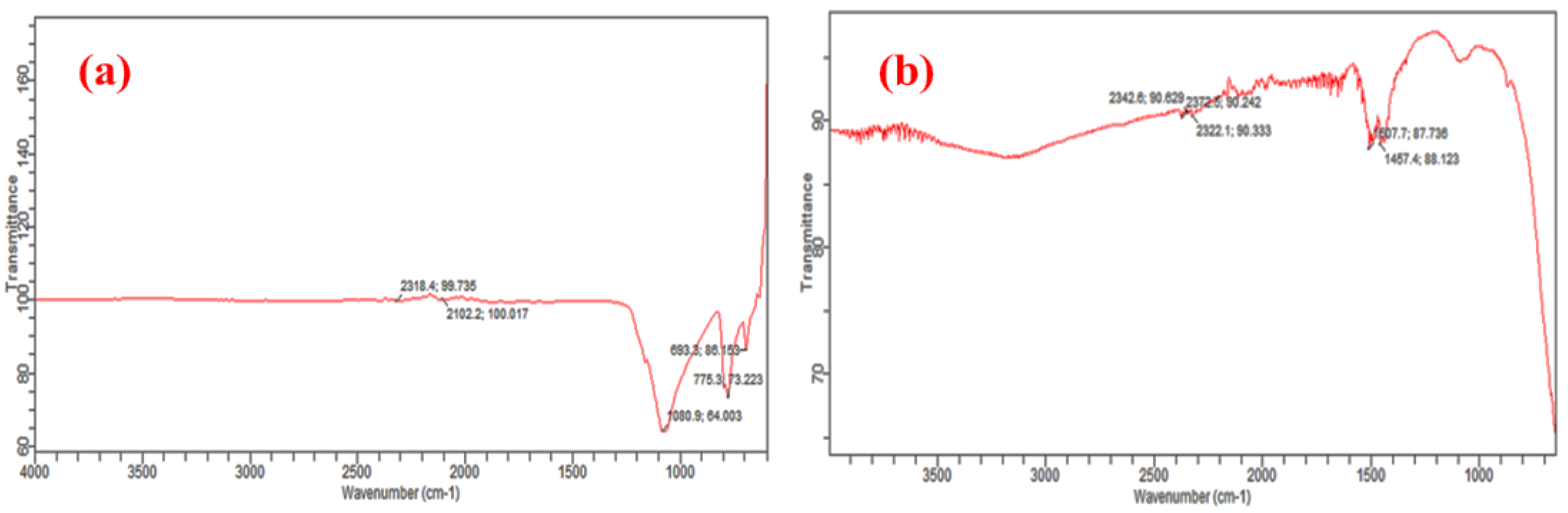
2.3. Fourier Transform Infrared Specroscop (FTIR) Analysis
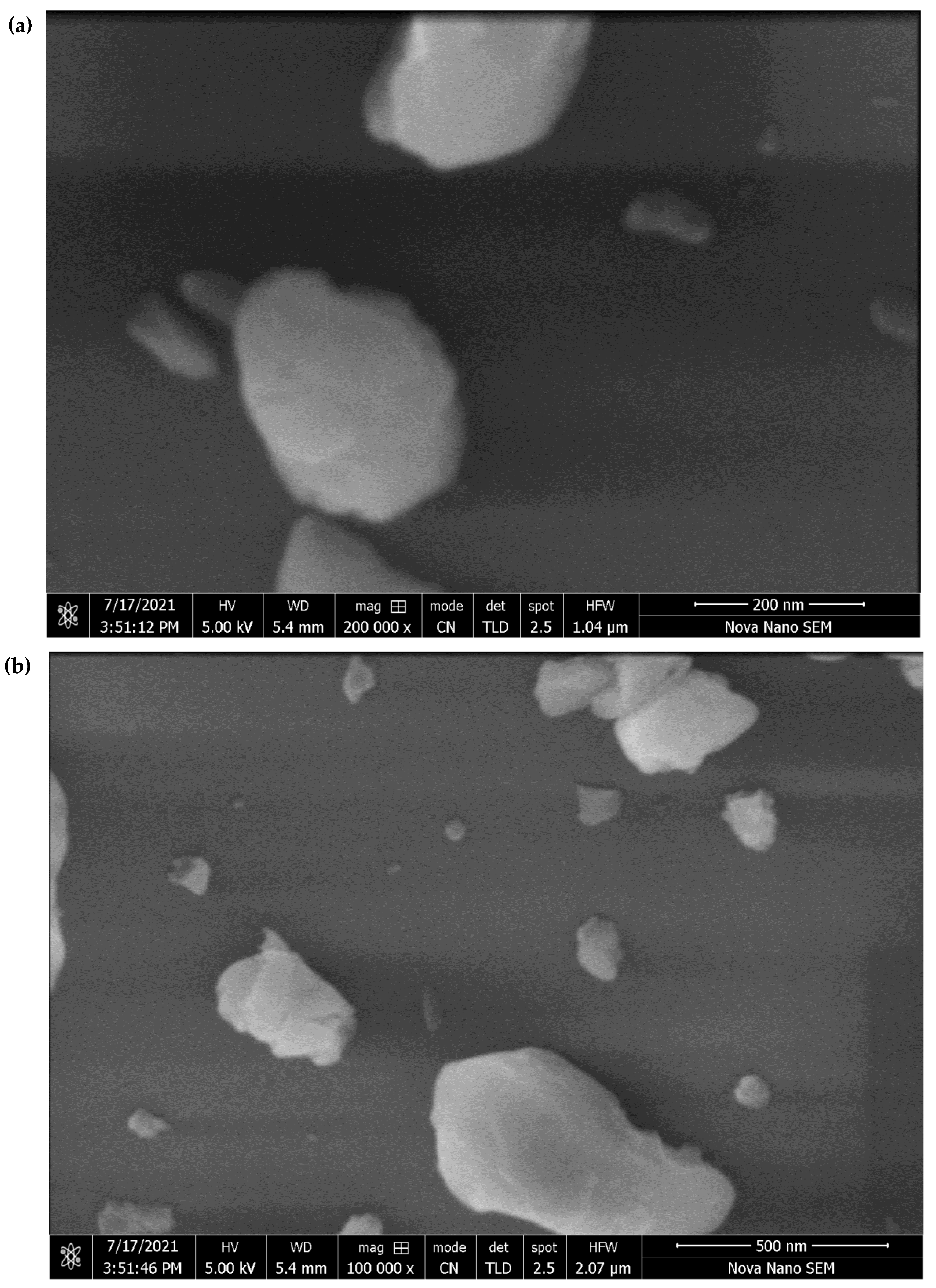
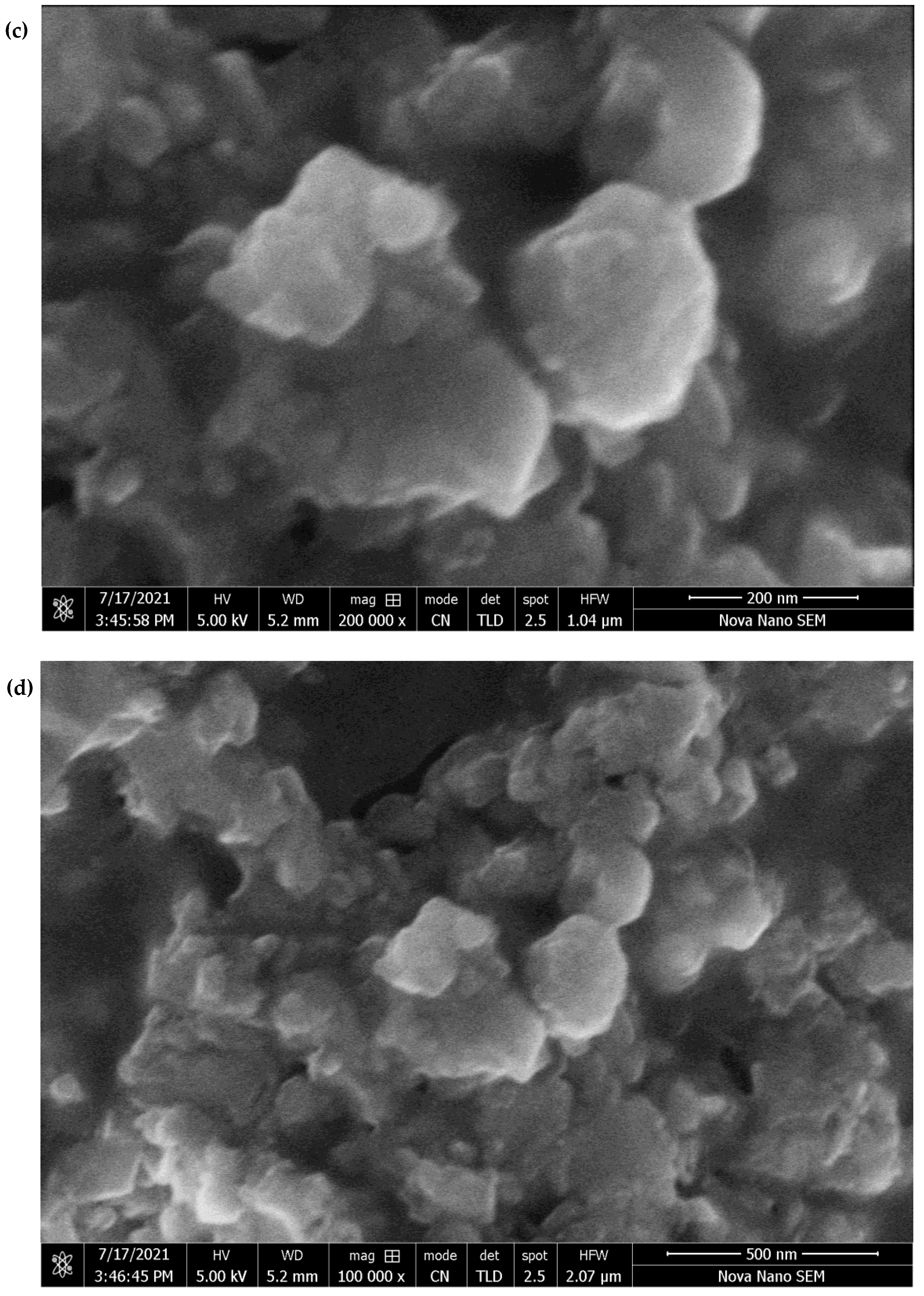
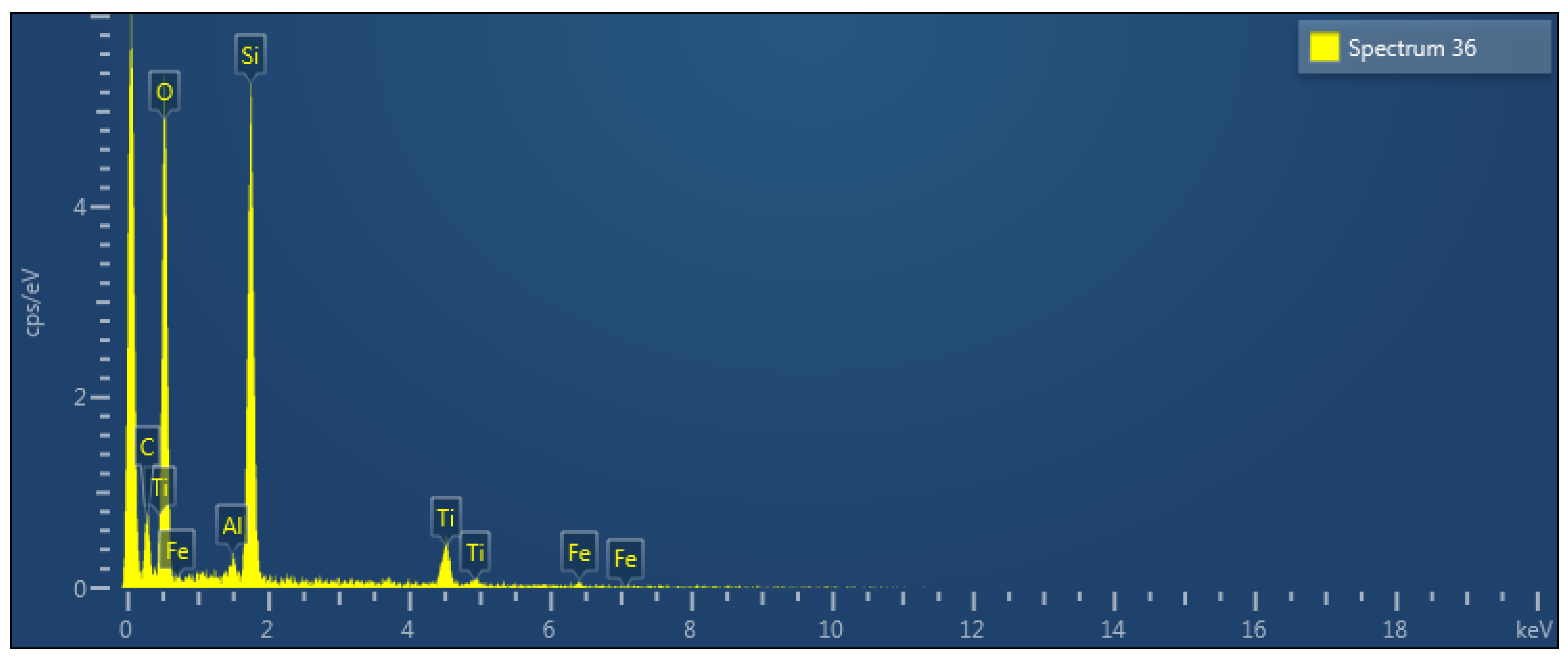
2.4. Scanning Electron Microscopy (SEM) with Energy Dispersive X-ray Analysis (EDX) Analysis
2.5. Effect of the Li to TiO2 Percentage Weight Ratio
2.6. Optimization of Process Parameters
2.6.1. Effect of Catalyst Concentration
2.6.2. Effect of Methanol to Oil Ratio
2.6.3. Effect of Temperature
2.6.4. Reaction Time
2.7. Evaluation of Fuel Quality Parameters
2.8. Fatty Acid Profile
3. Materials and Methods
3.1. Chemicals and Reagents
3.2. Materials and Oil Extraction
3.3. Catalyst Preparation
3.4. Characterization
3.5. Transesterification Process
3.6. Quality Parameters of Biodiesel
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mahlia, T.; Syazmi, Z.; Mofijur, M.; Abas, A.P.; Bilad, M.; Ong, H.C.; Silitonga, A. Patent landscape review on biodiesel production: Technology updates. Renew. Sustain. Energy Rev. 2020, 118, 109526. [Google Scholar] [CrossRef]
- Chidambaranathan, B.; Gopinath, S.; Aravindraj, R.; Devaraj, A.; Krishnan, S.G.; Jeevaananthan, J. The production of biodiesel from castor oil as a potential feedstock and its usage in compression ignition Engine: A comprehensive review. Mater. Today Proc. 2020, 33, 84–92. [Google Scholar] [CrossRef]
- Silitonga, A.S.; Shamsuddin, A.H.; Mahlia, T.M.I.; Milano, J.; Kusumo, F.; Siswantoro, J.; Dharma, S.; Sebayang, A.H.; Masjuki, H.H.; Ong, H.C. Biodiesel synthesis from Ceiba pentandra oil by microwave irradiation-assisted transesterification: ELM modeling and optimization. Renew. Energy 2020, 146, 1278–1291. [Google Scholar] [CrossRef]
- Ueki, Y.; Saiki, S.; Hoshina, H.; Seko, N. Biodiesel fuel production from waste cooking oil using radiation-grafted fibrous catalysts. Radiat. Phys. Chem. 2018, 143, 41–46. [Google Scholar] [CrossRef]
- Srivastava, N.; Srivastava, M.; Gupta, V.K.; Manikanta, A.; Mishra, K.; Singh, S.; Singh, S.; Ramteke, P.; Mishra, P. Recent development on sustainable biodiesel production using sewage sludge. 3 Biotech 2018, 8, 245. [Google Scholar] [CrossRef]
- Hanif, M.; Bhatti, H.N.; Hanif, M.A.; Rashid, U.; Hanif, A.; Moser, B.R.; Alsalme, A. A Novel Heterogeneous Superoxide Support-Coated Catalyst for Production of Biodiesel from Roasted and Unroasted Sinapis arvensis Seed Oil. Catalysts 2021, 11, 1421. [Google Scholar] [CrossRef]
- Lee, J.-C.; Lee, B.; Ok, Y.S.; Lim, H. Preliminary techno-economic analysis of biodiesel production over solid-biochar. Bioresour. Technol. 2020, 306, 123086. [Google Scholar] [CrossRef]
- Abomohra, A.E.-F.; Elsayed, M.; Esakkimuthu, S.; El-Sheekh, M.; Hanelt, D. Potential of fat, oil and grease (FOG) for biodiesel production: A critical review on the recent progress and future perspectives. Prog. Energy Combust. Sci. 2020, 81, 100868. [Google Scholar] [CrossRef]
- Nair, A.S.; Al-Bahry, S.; Gathergood, N.; Tripathi, B.N.; Sivakumar, N. Production of microbial lipids from optimized waste office paper hydrolysate, lipid profiling and prediction of biodiesel properties. Renew. Energy 2020, 148, 124–134. [Google Scholar] [CrossRef]
- Sangwan, S.; Rao, D.; Sharma, R. A review on Pongamia pinnata (L.) Pierre: A great versatile leguminous plant. Nat. Sci. 2010, 8, 130–139. [Google Scholar]
- Demirbas, A.; Bafail, A.; Ahmad, W.; Sheikh, M. Biodiesel production from non-edible plant oils. Energy Explor. Exploit. 2016, 34, 290–318. [Google Scholar] [CrossRef]
- Sadia, H.; Ahmad, M.; Zafar, M.; Sultana, S.; Azam, A.; Khan, M.A. Variables effecting the optimization of non edible wild safflower oil biodiesel using alkali catalyzed transesterification. Int. J. Green Energy 2013, 10, 53–62. [Google Scholar] [CrossRef]
- Khanahmadzadeh, A.; Almasi, M.; Meighani, H.M.; Mohamad, A.; Borghei, J.A. Assessment of Wild Safflower oil Methyl Ester as Potential Alternative Fuel. J. Appl. Environ. Biol. Sci. 2011, 1, 325–328. [Google Scholar]
- Aburas, H.; Bafail, A.; Demirbas, A. The pyrolizing of waste lubricating oil (WLO) into diesel fuel over a supported calcium oxide additive. Pet. Sci. Technol. 2015, 33, 226–236. [Google Scholar] [CrossRef]
- Supamathanon, N.; Wittayakun, J.; Prayoonpokarach, S. Properties of Jatropha seed oil from Northeastern Thailand and its transesterification catalyzed by potassium supported on NaY zeolite. J. Ind. Eng. Chem. 2011, 17, 182–185. [Google Scholar] [CrossRef]
- Gashaw, A.; Getachew, T.; Teshita, A. A Review on biodiesel production as alternative fuel. J. Prod. Ind. 2015, 4, 80–85. [Google Scholar]
- Mishra, V.K.; Goswami, R. A review of production, properties and advantages of biodiesel. Biofuels 2018, 9, 273–289. [Google Scholar] [CrossRef]
- Hanif, M.A.; Nisar, S.; Akhtar, M.N.; Nisar, N.; Rashid, N. Optimized production and advanced assessment of biodiesel: A review. Int. J. Energy Res. 2018, 42, 2070–2083. [Google Scholar] [CrossRef]
- Hanif, M.; Bhatti, I.A.; Zahid, M.; Shahid, M. Production of biodiesel from non-edible feedstocks using environment friendly nano-magnetic Fe/SnO catalyst. Sci. Rep. 2022, 12, 16705. [Google Scholar] [CrossRef]
- Carlucci, C.; Degennaro, L.; Luisi, R. Titanium Dioxide as a Catalyst in Biodiesel Production. Catalysts 2019, 9, 75. [Google Scholar] [CrossRef] [Green Version]
- Sankar, M.; He, Q.; Engel, R.V.; Sainna, M.A.; Logsdail, A.J.; Roldan, A.; Willock, D.J.; Agarwal, N.; Kiely, C.J.; Hutchings, G.J. Role of the support in gold-containing nanoparticles as heterogeneous catalysts. Chem. Rev. 2020, 120, 3890–3938. [Google Scholar] [CrossRef] [Green Version]
- Shuit, S.H.; Yee, K.F.; Lee, K.T.; Subhash, B.; Tan, S.H. Evolution towards the utilisation of functionalised carbon nanotubes as a new generation catalyst support in biodiesel production: An overview. RSC Adv. 2013, 3, 9070–9094. [Google Scholar] [CrossRef]
- Xue, B.; Guo, H.; Liu, L.; Chen, M. Preparation, characterization and catalytic properties of yttrium-zirconium-pillared montmorillonite and their application in supported Ce catalysts. Clay Miner. 2015, 50, 211–219. [Google Scholar] [CrossRef]
- Rahman, M.; Zaidan, U.H.; Basri, M.; Othman, S.S.; Rahman, R.N.Z.R.A.; Salleh, A.B. Modification of natural feldspar as support for enzyme immobilization. J. Nucl. Relat. Technol. (Spec. Ed.) 2009, 6, 25–42. [Google Scholar]
- Alsharifi, M.; Znad, H.; Hena, S.; Ang, M. Biodiesel production from canola oil using novel Li/TiO2 as a heterogeneous catalyst prepared via impregnation method. Renew. Energy 2017, 114, 1077–1089. [Google Scholar] [CrossRef]
- Salimkhani, H.; Joodi, T.; Bordbar-Khiabani, A.; Dizaji, A.M.; Abdolalipour, B.; Azizi, A. Surface and structure characteristics of commercial K-Feldspar powders: Effects of temperature and leaching media. Chin. J. Chem. Eng. 2020, 28, 307–317. [Google Scholar] [CrossRef]
- Todea, M.; Turcu, R.; Frentiu, B.; Simon, S. FTIR and NMR evidence of aluminosilicate microspheres bioactivity tested in simulated body fluid. J. Non-Cryst. Solids 2016, 432, 413–419. [Google Scholar] [CrossRef]
- Basiron, N.; Sreekantan, S.; Akil, H.M.; Saharudin, K.A.; Harun, N.H.; Mydin, R.B.S.; Seeni, A.; Rahman, N.R.A.; Adam, F.; Iqbal, A. Effect of Li-TiO2 nanoparticles incorporation in ldpe polymer nanocomposites for biocidal activity. Nano-Struct. Nano-Objects 2019, 19, 100359. [Google Scholar] [CrossRef]
- Ji, H.; Li, X.; Chen, D. Cymbiola nobilis shell: Toughening mechanisms in a crossed-lamellar structure. Sci. Rep. 2017, 7, 40043. [Google Scholar] [CrossRef] [Green Version]
- Park, K.; Kim, W.; Kim, H.-Y. Optimal lamellar arrangement in fish gills. Proc. Natl. Acad. Sci. USA 2014, 111, 8067–8070. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.-H.; Weng, C.-H.; Srivastav, A.L.; Lin, Y.-T.; Tzeng, J.-H. Facile synthesis and characterization of N-doped TiO2 photocatalyst and its visible-light activity for photo-oxidation of ethylene. J. Nanomater. 2015, 2015, 807394. [Google Scholar] [CrossRef] [Green Version]
- Abbasi, S.A.; Rafique, M.; Mir, A.A.; Kearfott, K.J.; Ud-Din Khan, S.; Ud-Din Khan, S.; Khan, T.M.; Iqbal, J. Quantification of elemental composition of Granite Gneiss collected from Neelum Valley using calibration free laser-induced breakdown and energy-dispersive X-ray spectroscopy. J. Radiat. Res. Appl. Sci. 2020, 13, 362–372. [Google Scholar] [CrossRef] [Green Version]
- Kusumaningtyas, R.D.; Pristiyani, R.; Dewajani, H. A new route of biodiesel production through chemical interesterification of jatropha oil using ethyl acetate. Int. J. ChemTech Res. 2016, 9, 627–634. [Google Scholar]
- Verma, P.; Sharma, M. Comparative analysis of effect of methanol and ethanol on Karanja biodiesel production and its optimisation. Fuel 2016, 180, 164–174. [Google Scholar] [CrossRef]
- Keera, S.; El Sabagh, S.; Taman, A. Castor oil biodiesel production and optimization. Egypt. J. Pet. 2018, 27, 979–984. [Google Scholar] [CrossRef]
- Leung, D.; Guo, Y. Transesterification of neat and used frying oil: Optimization for biodiesel production. Fuel Process. Technol. 2006, 87, 883–890. [Google Scholar] [CrossRef]
- Hoque, M.E.; Singh, A.; Chuan, Y.L. Biodiesel from low cost feedstocks: The effects of process parameters on the biodiesel yield. Biomass Bioenergy 2011, 35, 1582–1587. [Google Scholar] [CrossRef]
- Ogbu, I.; Ajiwe, V. Biodiesel production via esterification of free fatty acids from Cucurbita pepo L. seed oil: Kinetic studies. Int. J. Sci. Technol. 2013, 2, 616–621. [Google Scholar]
- De, A.; Boxi, S.S. Application of Cu impregnated TiO2 as a heterogeneous nanocatalyst for the production of biodiesel from palm oil. Fuel 2020, 265, 117019. [Google Scholar] [CrossRef]
- Zango, Z.U.; Kadir, H.A.; Imam, S.S.; Muhammad, A.I.; Abu, I.G. Optimization Studies for Catalytic Conversion of Waste Vegetable Oil to Biodiesel. Am. J. Chem. 2019, 9, 27–32. [Google Scholar]
- Sakthivel, R.; Ramesh, K.; Purnachandran, R.; Shameer, P.M. A review on the properties, performance and emission aspects of the third generation biodiesels. Renew. Sustain. Energy Rev. 2018, 82, 2970–2992. [Google Scholar] [CrossRef]
- Ismail, S.A.-e.A.; Ali, R.F.M. Physico-chemical properties of biodiesel manufactured from waste frying oil using domestic adsorbents. Sci. Technol. Adv. Mater. 2015, 16, 034602. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Folayan, A.J.; Anawe, P.A.L.; Aladejare, A.E.; Ayeni, A.O. Experimental investigation of the effect of fatty acids configuration, chain length, branching and degree of unsaturation on biodiesel fuel properties obtained from lauric oils, high-oleic and high-linoleic vegetable oil biomass. Energy Rep. 2019, 5, 793–806. [Google Scholar] [CrossRef]
- Nurdin, M.; Fatma, F.; Natsir, M.; Wibowo, D. Characterization of methyl ester compound of biodiesel from industrial liquid waste of crude palm oil processing. Anal. Chem. Res. 2017, 12, 1–9. [Google Scholar]
- Islam, A.K.M.A.; Chakrabarty, S.; Yaakob, Z.; Ahiduzzaman, M.; Islam, A.K.M.M. Koroch (Pongamia pinnata): A Promising Unexploited Resources for the Tropics and Subtropics. In Forest Biomass-From Trees to Energy; IntechOpen: London, UK, 2021. [Google Scholar]
- Murthy, I.; Anjani, K. Fatty acid composition in Carthamus species. In Proceedings of the 7th International Safflower Conference, Wagga Wagga, NSW, Australia, 3–6 November 2008. [Google Scholar]
- Salimon, J.; Noor, D.A.M.; Nazrizawati, A.; Noraishah, A. Fatty acid composition and physicochemical properties of Malaysian castor bean Ricinus communis L. seed oil. Sains Malays. 2010, 39, 761–764. [Google Scholar]
- Sabiri, M. Fatty acid and sterol constituents of Citrullus colocynthis (L.) Schard Seed oil. RHAZES Green Appl. Chem. 2019, 7, 57–60. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Seeds Type | Seed Weight (kg) | Oil Weight (kg) | Yield (%) |
|---|---|---|---|
| Karanja | 20 | 7.41 | 37.05 |
| Wild mustard | 20 | 6.50 | 32.5 |
| Wild safflower | 20 | 5.91 | 29.55 |
| Castor oil | 20 | 7.84 | 39.2 |
| Bitter apple | 20 | 3.59 | 17.95 |
| Catalyst | Biodiesel Yield (%) | ||||
|---|---|---|---|---|---|
| Karanja | Wild Mustard | Castor | Wild Safflower | Bitter Apple | |
| 10% Li/TiO2/feldspar | 85.0 ± 0.5 | 81.0 ± 0.8 | 76.6 ± 0.2 | 83.0 ± 0.9 | 78.2 ± 0.2 |
| 20% Li/TiO2/feldspar | 86.1 ± 0.8 | 89.1 ± 0.5 | 87.4 ± 0.3 | 89.7 ± 0.3 | 88.3 ± 0.9 |
| 30% Li/TiO2/feldspar | 84.4 ± 0.8 | 83.5 ± 0.8 | 80.0 ± 0.8 | 79.1 ± 0.3 | 80.3 ± 0.7 |
| 40% Li/TiO2/feldspar | 85.4 ± 0.4 | 80.2 ± 0.4 | 84.1 ± 0.6 | 83.0 ± 0.3 | 82.4 ± 0.5 |
| Feedstock | Conc. of Catalyst (%) | Methanol to Oil Ratio | Temperature (°C) | Reaction Time (min) | Biodiesel Yield (%) |
|---|---|---|---|---|---|
| Karanja | 0.5 1.00 1.5 2.00 2.5 | 5:1 | 40 | 120 | 84.5 ± 0.8 86.1 ± 0.7 86.0 ± 0.6 89.3 ± 0.5 87.0 ± 0.4 |
| 2.00 | 10:1 15:1 20:1 25:1 | 40 | 120 | 91.7 ± 0.6 88.0 ± 0.4 86.5 ± 0.9 83.7 ± 0.7 | |
| 2.00 | 10:1 | 50 60 70 80 | 120 | 98.4 ± 0.9 93.4 ± 0.5 90.0 ± 0.6 87.0 ± 0.8 | |
| 2.00 | 10:1 | 50 | 30 60 90 150 | 87.1 ± 0.1 89.3 ± 0.6 90.0 ± 0.7 93.1 ± 0.7 |
| Feedstock | Conc. of Catalyst (%) | Methanol to Oil Ratio | Temperature (°C) | Reaction Time (min) | Biodiesel Yield (%) |
|---|---|---|---|---|---|
| Wild mustard | 0.5 1.00 1.5 2.00 2.5 | 5:1 | 40 | 120 | 86.0 ± 0.5 89.1 ± 0.3 87.1 ± 0.9 85.0 ± 0.5 84.2 ± 0.7 |
| 1.00 | 10:1 15:1 20:1 25:1 | 40 | 120 | 87.1 ± 0.8 85.3 ± 0.4 83.6 ± 0.5 81.5 ± 0.3 | |
| 1.00 | 5:1 | 50 60 70 80 | 120 | 94.7 ± 0.8 89.0 ± 0.6 84.0 ± 0.7 80.0 ± 0.4 | |
| 1.00 | 5:1 | 50 | 30 60 90 150 | 88.2 ± 0.2 91.2 ± 0.9 96.7 ± 0.7 90.5 ± 0.6 |
| Feedstock | Conc. of Catalyst (%) | Methanol to Oil Ratio | Temperature (°C) | Reaction Time (min) | Biodiesel Yield (%) |
|---|---|---|---|---|---|
| Wild safflower | 0.5 1.00 1.5 2.00 2.5 | 5:1 | 40 | 120 | 86.1 ± 0.6 89.7 ± 0.3 87.2 ± 0.4 85.3 ± 0.2 85.0 ± 0.9 |
| 1.00 | 10:1 15:1 20:1 25:1 | 40 | 120 | 88.0 ± 0.7 86.3 ± 0.8 84.5 ± 0.5 82.7 ± 0.7 | |
| 1.00 | 5:1 | 50 60 70 80 | 120 | 96.5 ± 0.3 92.5 ± 0.6 90.0 ± 0.8 89.5 ± 0.7 | |
| 1.00 | 5:1 | 50 | 30 60 90 150 | 91.4 ± 0.6 94.2 ± 0.7 96.5 ± 0.8 95.0 ± 0.9 |
| Feedstock | Conc. of Catalyst (%) | Methanol to Oil Ratio | Temperature (°C) | Reaction Time (min) | Biodiesel Yield (%) |
|---|---|---|---|---|---|
| Bitter apple | 0.5 1.00 1.5 2.00 2.5 | 5:1 | 40 | 120 | 87.0 ± 0.5 88.3 ± 0.4 86.0 ± 0.7 85.0 ± 0.6 83.9 ± 0.4 |
| 1.00 | 10:1 15:1 20:1 25:1 | 40 | 120 | 89.2 ± 0.7 86.5 ± 0.6 83.4 ± 0.9 80.7 ± 0.8 | |
| 1.00 | 10:1 | 50 60 70 80 | 120 | 96.2 ± 0.8 90.0 ± 0.3 87.0 ± 0.5 84.0 ± 0.6 | |
| 1.00 | 10:1 | 50 | 30 60 90 150 | 89.2 ± 0.6 91.4 ± 0.7 94.5 ± 0.8 93.6 ± 0.2 |
| Feedstock | Conc. of Catalyst (%) | Methanol to Oil Ratio | Temperature (°C) | Reaction Time (min) | Biodiesel Yield (%) |
|---|---|---|---|---|---|
| Castor oil | 0.5 1.00 1.5 2.00 2.5 | 5:1 | 40 | 120 | 86.1 ± 0.8 87.4 ± 0.4 85.0 ± 0.6 84.1 ± 0.9 83.4 ± 0.6 |
| 1.00 | 10:1 15:1 20:1 25:1 | 40 | 120 | 88.3 ± 0.8 90.0 ± 0.4 87.7 ± 0.8 85.0 ± 0.6 | |
| 1.00 | 15:1 | 50 60 70 80 | 120 | 91.0 ± 0.7 96.1 ± 0.3 89.0 ± 0.4 87.0 ± 0.6 | |
| 1.00 | 15:1 | 60 | 30 60 90 150 | 90.5 ± 0.5 93.1 ± 0.7 96.1 ± 0.6 94.5 ± 0.8 |
| Fuel Parameters | Bitter Apple | Karanja | Wild Mustard | Castor Oil | Wild Safflower | Diesel ASTM D975 | ASTM D6751 Limits |
|---|---|---|---|---|---|---|---|
| Density (g/mL) | 0.85 | 0.89 | 0.84 | 0.87 | 0.86 | 0.85 | Not specified |
| Cloud point (°C) | 1.3 | 2.0 | −2 | 1.2 | 0.2 | −15–5 | −15 to 10 |
| Pour point (°C) | −4.2 | −1.6 | −4.2 | −4.1 | −4.0 | −35–15 | Not specified |
| Acid value (mg KOH/g) | 0.43 | 0.17 | 0.43 | 0.27 | 0.41 | - | 0.50 max |
| Iodine value (g I2/100 g) | 96.31 | 85.1 | 76.77 | 86.04 | 78.64 | - | Not specified |
| Saponification value (mg KOH g−1 oil) | 190.92 | 176.03 | 185.05 | 187.01 | 179.74 | - | Not specified |
| Cetene number | 53.21 | 58.15 | 58.52 | 56.12 | 58.97 | 40–55 | 47 minimum |
| Sr.No. | Fatty Acid | Molecular Formula | Fatty Acid Amount (%) | ||||
|---|---|---|---|---|---|---|---|
| Karanja Oil | Wild Mustard Oil | Wild Safflower Oil | Castor Oil | Bitter Apple Oil | |||
| 1 | Capric acid | C10H20O2 | 0.11 | 0.15 | 0.13 | 0.12 | 0.07 |
| 2 | Lauric acid | C12H24O2 | 0.22 | 0.12 | 0.09 | 0.08 | 0.06 |
| 3 | Myristic acid | C14H28O2 | 0.93 | 0.18 | 0.16 | 0.11 | 0.13 |
| 4 | Palmitic acid | C16H32O2 | 10.33 | 3.63 | 7.73 | 1.30 | 8.35 |
| 5 | Margaric acid | C17H34O2 | 0.09 | 0.05 | 0.06 | 0.07 | 0.01 |
| 6 | Linolenic acid | C18H30O2 | 3.15 | 0.09 | 0.32 | 1.57 | 0.17 |
| 7 | Linoleic acid | C18H32O2 | 11.03 | 15.75 | 75.17 | 7.65 | 70.71 |
| 8 | Oleic acid | C18H34O2 | 51.92 | 23.11 | 12.98 | 5.83 | 9.96 |
| 9 | Ricinoleic acid | C18H34O3 | - | - | - | 80.54 | 0 |
| 10 | Stearic acid | C18H36O2 | 4.66 | 1.15 | 0.89 | 1.43 | 8.29 |
| 11 | Eicosanoic acid | C20H40O2 | 9.76 | 12.83 | 0.11 | 0.18 | 0.03 |
| 12 | Arachidic acid | C20H40O2 | 0.96 | 0.07 | 0.76 | 0.21 | 0.11 |
| 13 | Erucic acid | C22H42O2 | - | 41.43 | - | - | 0.17 |
| 14 | Behenic acid | C22H44O2 | 4.36 | 0.09 | 0.43 | 0.17 | 0.07 |
| 15 | Lignoceric acid | C24H48O2 | 2.12 | 1.12 | 0.32 | 0.15 | 1.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hanif, M.; Bhatti, I.A.; Shahzad, K.; Hanif, M.A. Biodiesel Production from Waste Plant Oil over a Novel Nano-Catalyst of Li-TiO2/Feldspar. Catalysts 2023, 13, 310. https://doi.org/10.3390/catal13020310
Hanif M, Bhatti IA, Shahzad K, Hanif MA. Biodiesel Production from Waste Plant Oil over a Novel Nano-Catalyst of Li-TiO2/Feldspar. Catalysts. 2023; 13(2):310. https://doi.org/10.3390/catal13020310
Chicago/Turabian StyleHanif, Maryam, Ijaz Ahmad Bhatti, Khurram Shahzad, and Muhammad Asif Hanif. 2023. "Biodiesel Production from Waste Plant Oil over a Novel Nano-Catalyst of Li-TiO2/Feldspar" Catalysts 13, no. 2: 310. https://doi.org/10.3390/catal13020310