
Catalytic Conversion of High Fructose Corn Syrup to Methyl Lactate with CoO@silicalite-1


Abstract
:1. Introduction
2. Results and Discussion
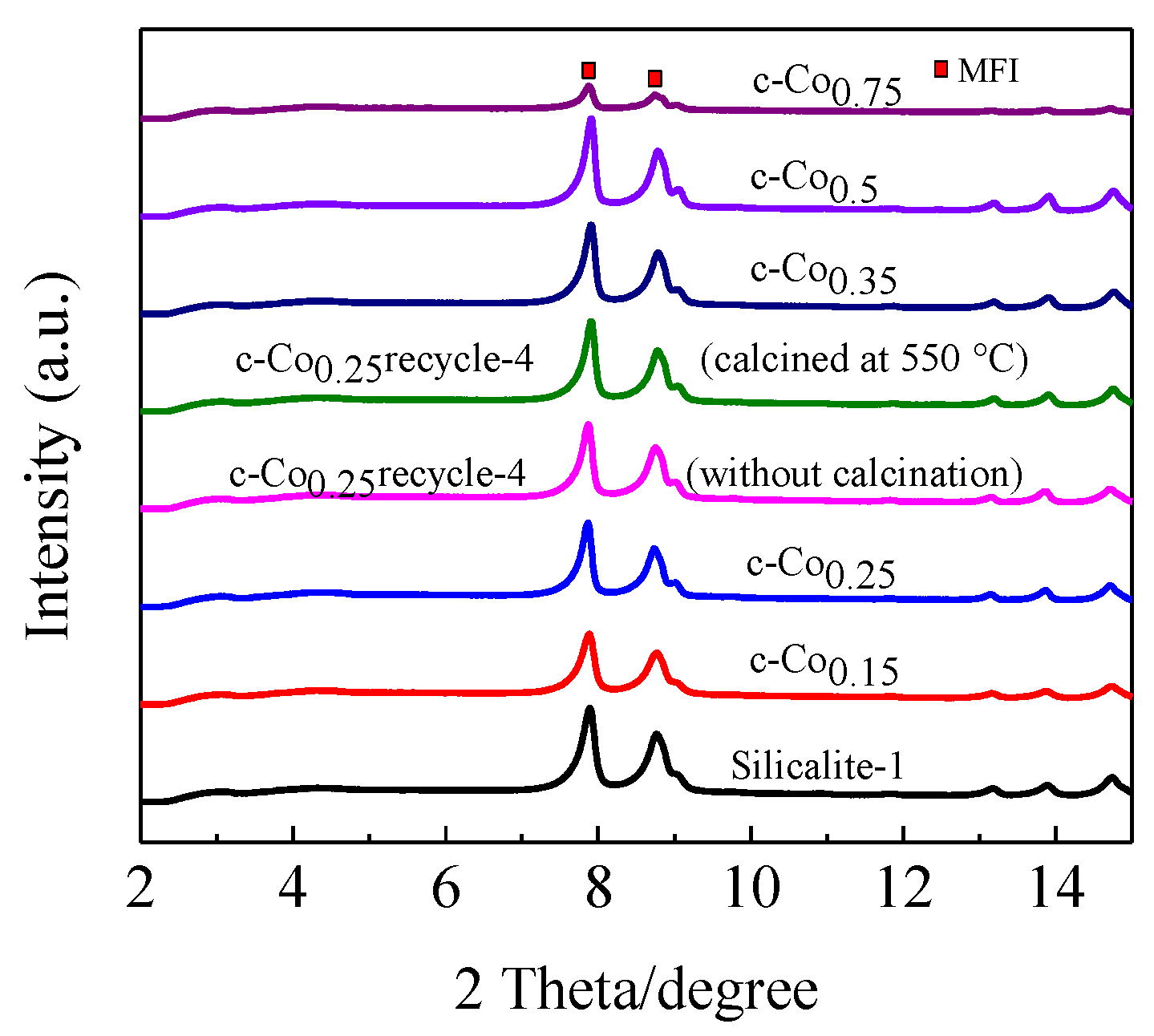
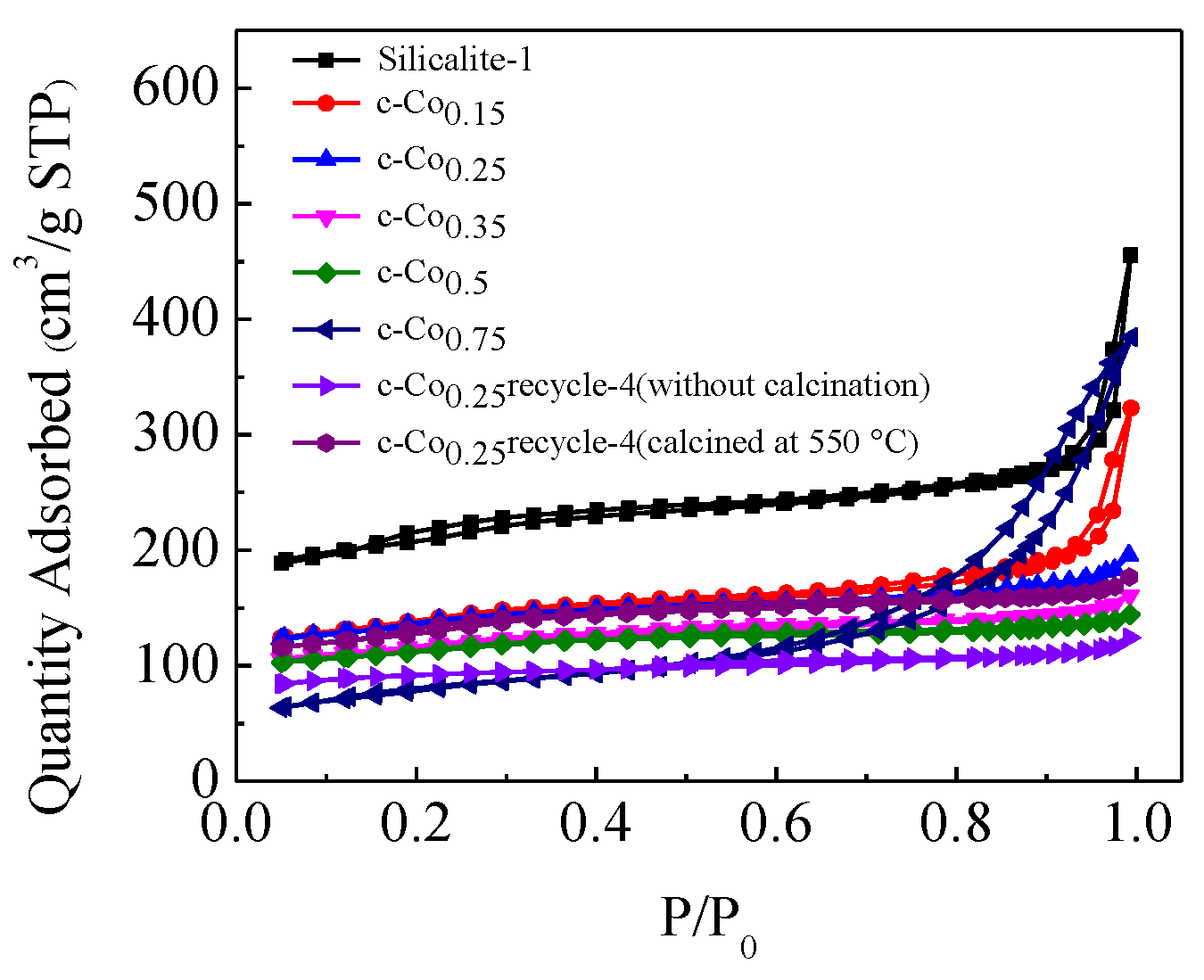
2.1. Catalyst Characterization
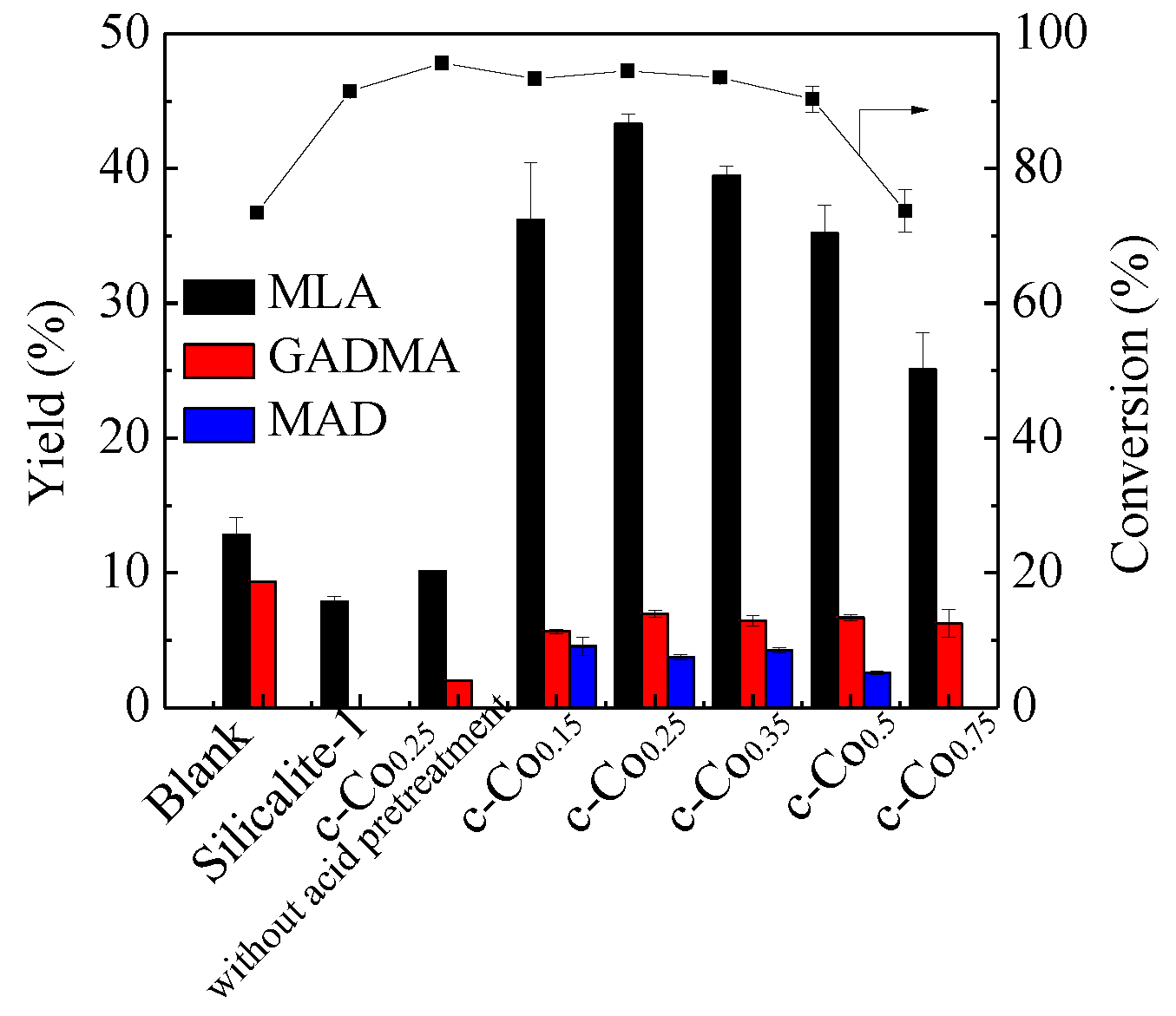
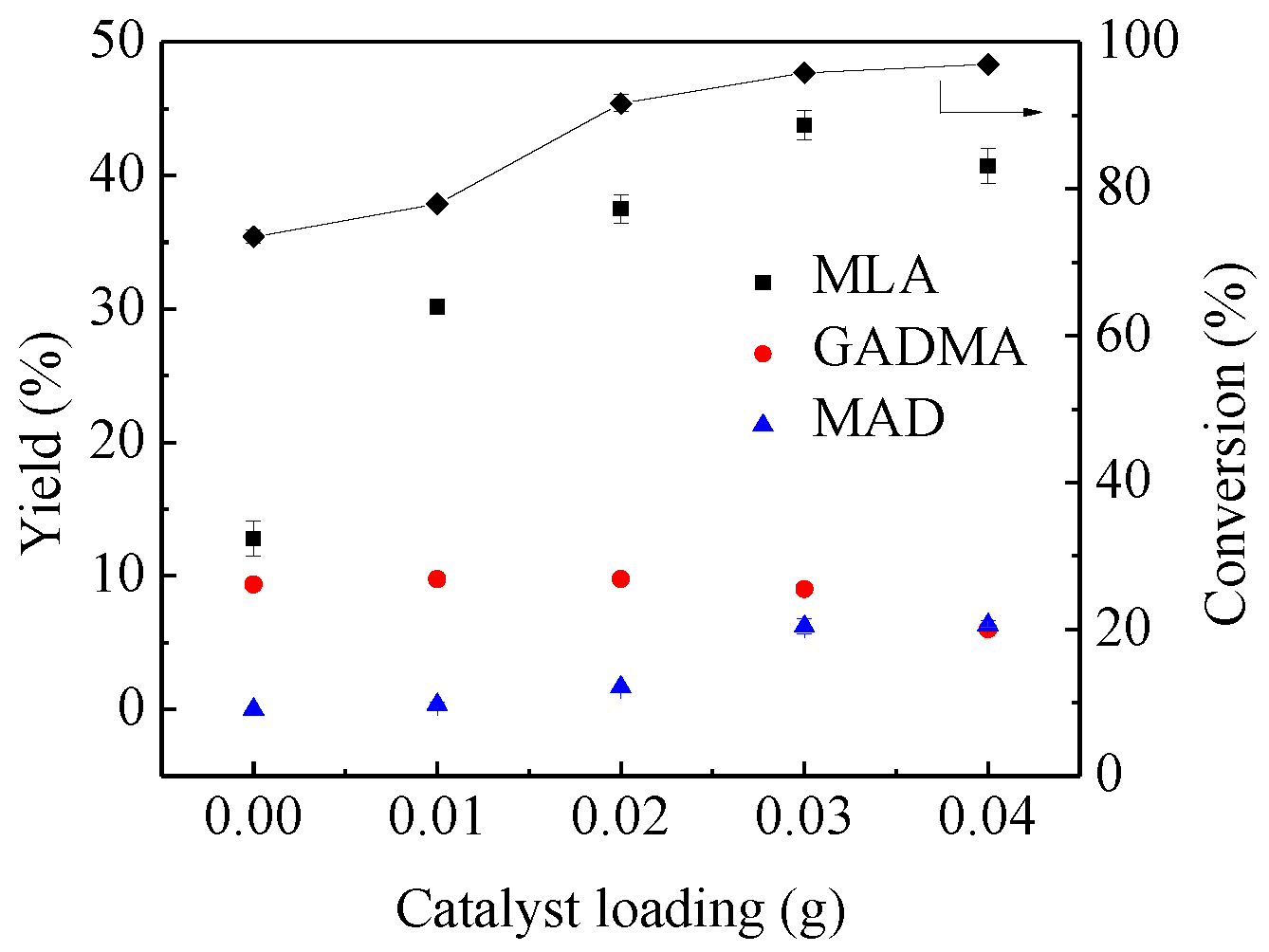
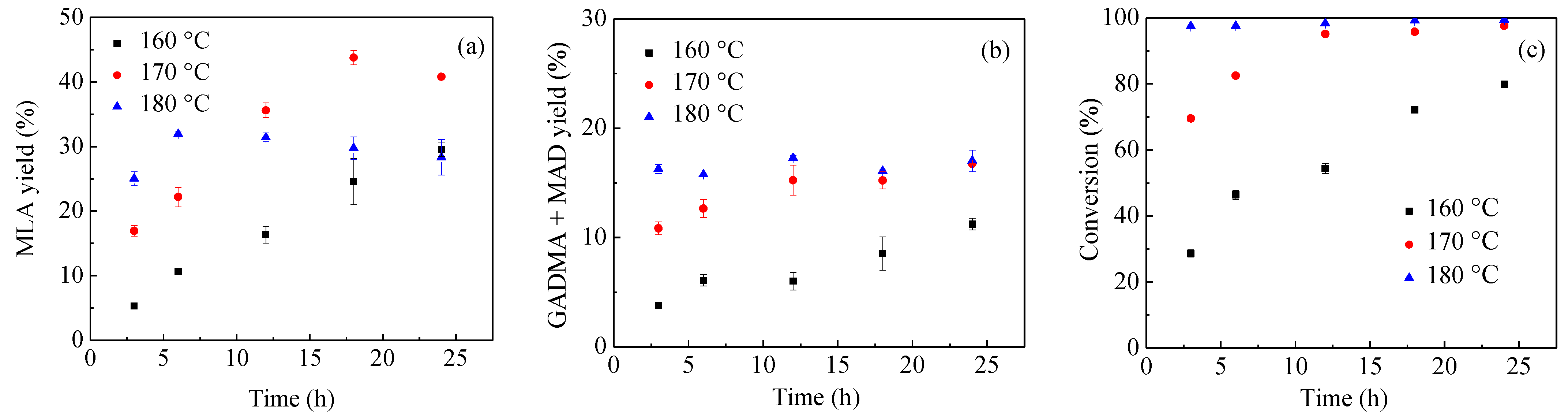
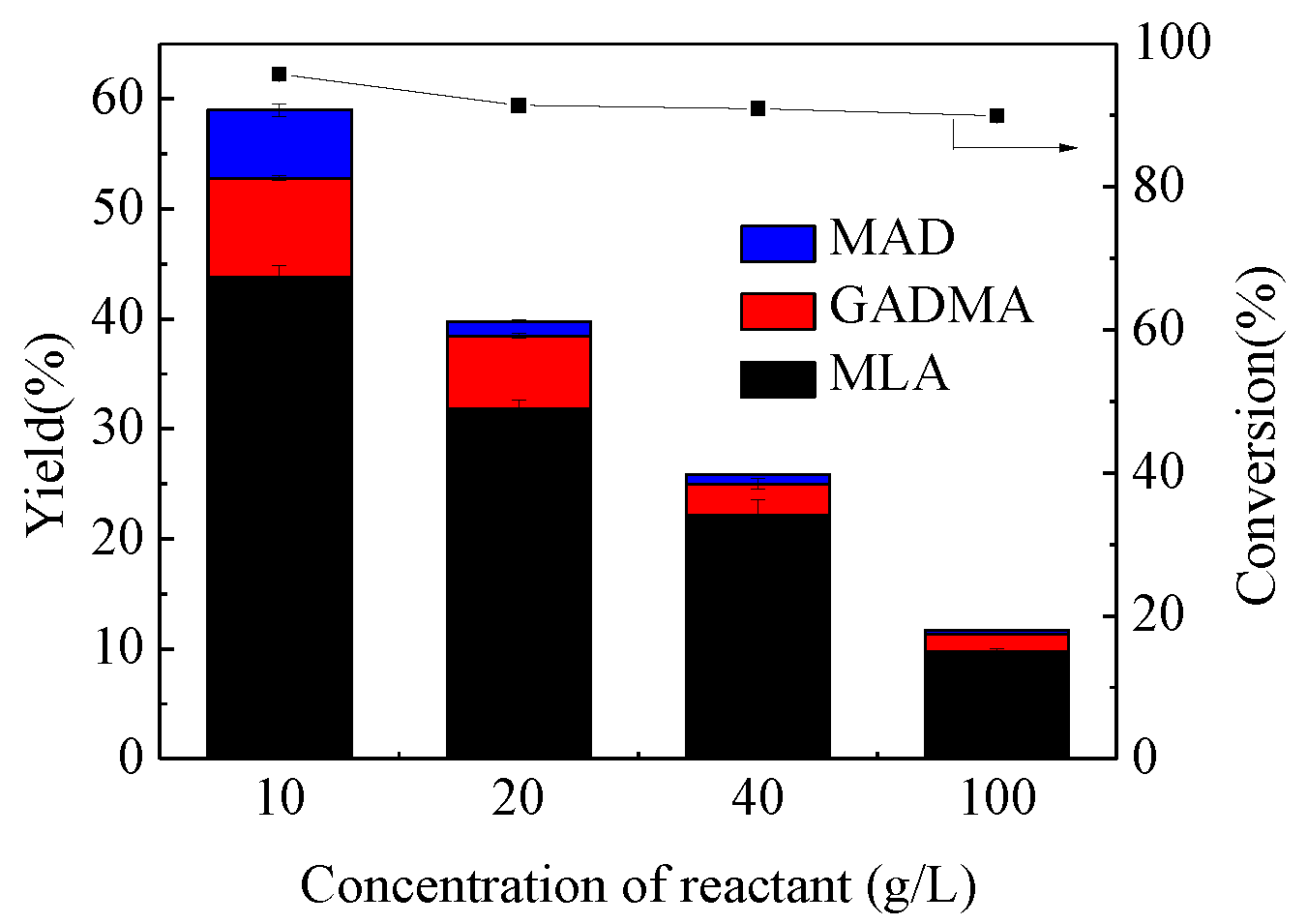
2.2. Catalytic Conversion of HFCS-55
3. Experimental Section
3.1. Catalyst Preparation
3.2. Catalyst Charaterization
3.3. Catalytic Conversion of HFCS-55
3.4. Analysis Methods
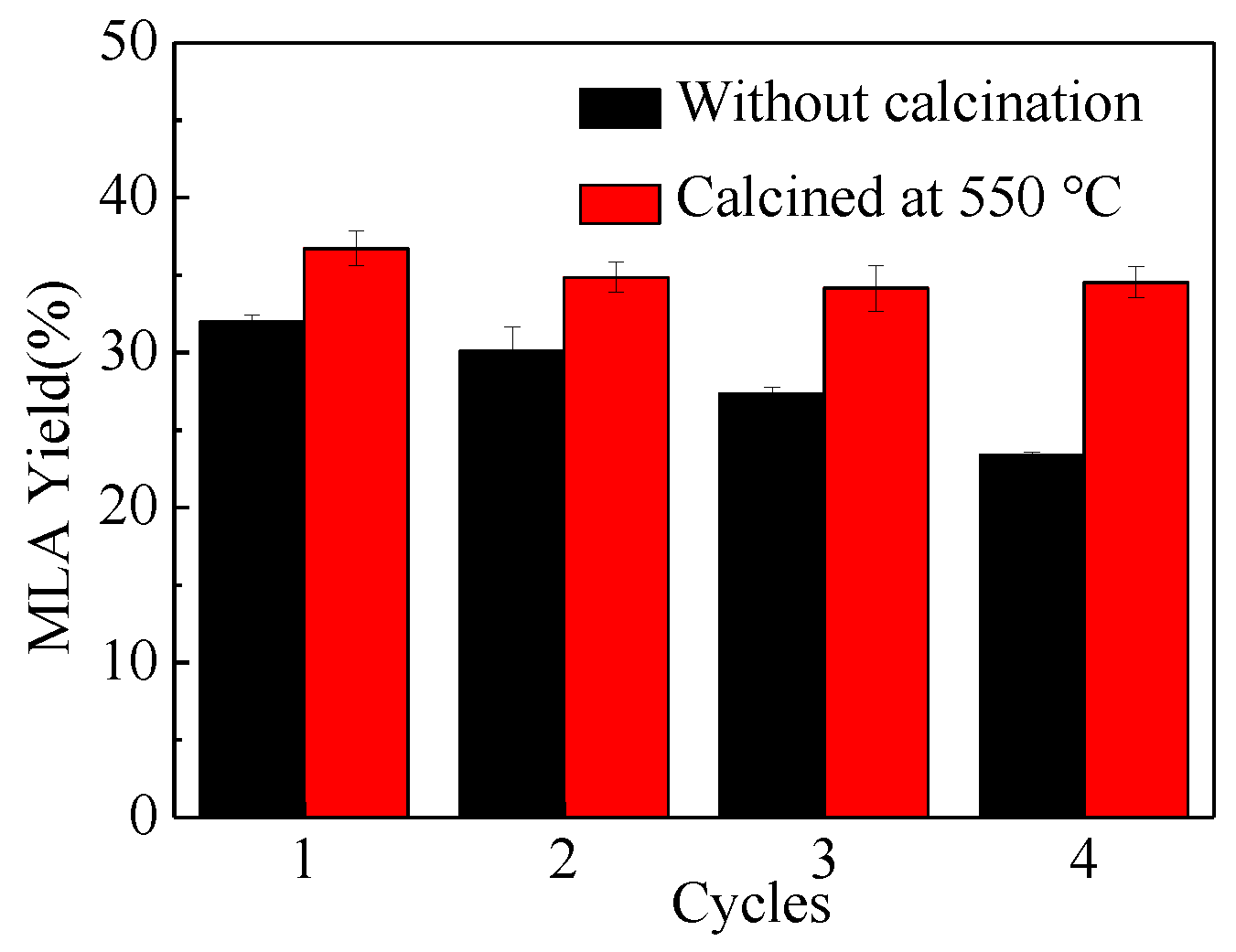
3.5. Catalyst Recycles
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huber, G.; Iborra, S.; Corma, A. Synthesis of Transportation Fuels from Biomass: Chemistry, Catalysts, and Engineering. Chem. Rev. 2006, 106, 4044–4098. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xiao, Y.; Xu, S.; Zhang, W.; Li, J.; Hu, C. One-pot chemo-catalytic conversion of glucose to methyl lactate over In/γ-Al2O3 catalyst. Catal. Today 2021, 365, 249–256. [Google Scholar] [CrossRef]
- Jessop, P. Searching for Green Solvents. Green Chem. 2011, 13, 1391–1398. [Google Scholar] [CrossRef]
- Murillo, B.; de la Iglesia, Ó.; Rubio, C.; Coronas, J.; Téllez, C. Conversion of sugars to methyl lactate with exfoliated layered stannosilicate UZAR-S4. Catal. Today 2021, 362, 90–96. [Google Scholar] [CrossRef]
- Roman-Ramirez, L.A.; McKeown, P.; Jones, M.D.; Wood, J. Kinetics of Methyl Lactate Formation from the Transesterification of Polylactic Acid Catalyzed by Zn(II) Complexes. ACS Omega 2020, 5, 5556–5564. [Google Scholar] [CrossRef] [PubMed]
- Maki-Arvela, P.; Simakova, I.L.; Salmi, T.; Murzin, D.Y. Production of lactic acid/lactates from biomass and their catalytic transformations to commodities. Chem. Rev. 2014, 114, 1909–1971. [Google Scholar] [CrossRef] [PubMed]
- Holm, M.S.; Saravanamurugan, S.; Taarning, E. Conversion of Sugars to Lactic Acid Derivatives Using Heterogeneous Zeotype Catalysts. Science 2010, 328, 602–605. [Google Scholar] [CrossRef] [Green Version]
- Holm, M.S.; Pagán-Torres, Y.J.; Saravanamurugan, S.; Riisager, A.; Dumesic, J.A.; Taarning, E. Sn-Beta catalysed conversion of hemicellulosic sugars. Green Chem. 2012, 14, 702–706. [Google Scholar] [CrossRef]
- Tang, B.; Li, S.; Song, W.-C.; Yang, E.-C.; Zhao, X.-J.; Guan, N.; Li, L. Fabrication of Hierarchical Sn-Beta Zeolite as Efficient Catalyst for Conversion of Cellulosic Sugar to Methyl Lactate. ACS Sustain. Chem. Eng. 2020, 8, 3796–3808. [Google Scholar] [CrossRef]
- Zhou, L.; Wu, L.; Li, H.; Yang, X.; Su, Y.; Lu, T.; Xu, J. A facile and efficient method to improve the selectivity of methyl lactate in the chemocatalytic conversion of glucose catalyzed by homogeneous Lewis acid. J. Mol. Catal. A Chem. 2014, 388–389, 74–80. [Google Scholar] [CrossRef]
- Lv, F.H.; Bi, R.; Liu, Y.H.; Li, W.S.; Zhou, X.P. The synthesis of methyl lactate and other methyl oxygenates from cellulose. Catal. Commun. 2014, 49, 78–81. [Google Scholar] [CrossRef]
- Yang, L.; Yang, X.; Tian, E.; Vattipalli, V.; Fan, W.; Lin, H. Mechanistic insights into the production of methyl lactate by catalytic conversion of carbohydrates on mesoporous Zr-SBA-15. J. Catal. 2016, 333, 207–216. [Google Scholar] [CrossRef] [Green Version]
- Murillo, B.; Sánchez, A.; Sebastián, V.; Casado-Coterillo, C.; de la Iglesia, O.; López-Ram- de-Viu, M.P.; Téllez, C.; Coronas, J. Conversion of glucose to lactic acid derivatives with mesoporous Sn-MCM-41 and microporous titanosilicates. J. Chem. Technol. Biotechnol. 2014, 89, 1344–1350. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Wang, L.; Lu, X. Catalytic conversion of sugars to methyl lactate over Mg-MOF-74 in near-critical methanol solutions. Catal. Commun. 2018, 110, 23–27. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, Z.; Bak, S.-M.; Yao, S.; Hu, X.; Shadike, Z.; Do-Thanh, C.-L.; Zhang, F.; Chen, H.; Lyu, X.; et al. Confinement of Ultrasmall Cobalt Oxide Clusters within Silicalite-1 Crystals for Efficient Conversion of Fructose into Methyl Lactate. ACS Catal. 2018, 9, 1923–1930. [Google Scholar] [CrossRef]
- Zhang, Y.; Luo, H.; Zhao, X.; Zhu, L.; Miao, G.; Wang, H.; Li, S.; Kong, L. Continuous Conversion of Glucose into Methyl Lactate over the Sn-Beta Zeolite: Catalytic Performance and Activity Insight. Ind. Eng. Chem. Res. 2020, 59, 17365–17372. [Google Scholar] [CrossRef]
- Pang, J.; Zheng, M.; Li, X.; Song, L.; Sun, R.; Sebastian, J.; Wang, A.; Wang, J.; Wang, X.; Zhang, T. Catalytic Conversion of Carbohydrates to Methyl Lactate Using Isolated Tin Sites in SBA-15. ChemistrySelect 2017, 2, 309–314. [Google Scholar] [CrossRef]
- Sun, J.; Li, H.; Huang, H.; Wang, B.; Xiao, L.-P.; Song, G. Integration of Enzymatic and Heterogeneous Catalysis for One-Pot Production of Fructose from Glucose. ChemSusChem 2018, 11, 1157–1162. [Google Scholar] [CrossRef]
- Parker, K.; Salas, M.; Nwosu, V. High fructose corn syrup: Production, uses and public health concerns. Biotechnol. Mol. Biol. Rev. 2011, 5, 71–78. [Google Scholar] [CrossRef]
- Lyu, X.; Xu, M.; Xujie, C.; Xu, L.; Wang, J.; Deng, S.; Xiuyang, L. Beneficial Effect of Water on the Catalytic Conversion of Sugars to Methyl Lactate in Near-Critical Methanol Solutions. Ind. Eng. Chem. Res. 2019, 58, 12451–12458. [Google Scholar] [CrossRef]
- Padovan, D.; Tolborg, S.; Botti, L.; Taarning, E.; Sádaba, I.; Hammond, C. Overcoming catalyst deactivation during the continuous conversion of sugars to chemicals: Maximising the performance of Sn-Beta with a little drop of water. React. Chem. Eng. 2018, 3, 155–163. [Google Scholar] [CrossRef] [Green Version]
- Botti, L.; Padovan, D.; Navar, R.; Tolborg, S.; Martinez-Espin, J.S.; Hammond, C. Thermal Regeneration of Sn-Containing Silicates and Consequences for Biomass Upgrading: From Regeneration to Preactivation. ACS Catal. 2020, 10, 11545–11555. [Google Scholar] [CrossRef]
- Lin, C.; Wu, H.; Wang, J.; Huang, J.; Cao, F.; Zhuang, W.; Lu, Y.; Chen, J.; Jia, H.; Ouyang, P. Preparation of 5-Hydroxymethylfurfural from High Fructose Corn Syrup Using Organic Weak Acid in Situ as Catalyst. Ind. Eng. Chem. Res. 2020, 59, 4358–4366. [Google Scholar] [CrossRef]
- Yu, I.K.M.; Ong, K.L.; Tsang, D.C.W.; Haque, M.A.; Kwan, T.H.; Chen, S.S.; Uisan, K.; Kulkarni, S.; Lin, C.S.K. Chemical transformation of food and beverage waste-derived fructose to hydroxymethylfurfural as a value-added product. Catal. Today 2018, 314, 70–77. [Google Scholar] [CrossRef]
- Toftgaard Pedersen, A.; Ringborg, R.; Grotkjær, T.; Pedersen, S.; Woodley, J.M. Synthesis of 5-hydroxymethylfurfural (HMF) by acid catalyzed dehydration of glucose–fructose mixtures. Chem. Eng. J. 2015, 273, 455–464. [Google Scholar] [CrossRef]
- Yu, I.K.M.; Tsang, D.C.W. Conversion of biomass to hydroxymethylfurfural: A review of catalytic systems and underlying mechanisms. Bioresour. Technol. 2017, 238, 716–732. [Google Scholar] [CrossRef]
- Jiao, Y.; Xu, S.; Jiang, C.; Perdjon, M.; Fan, X.; Zhang, J. MFI zeolite coating with intrazeolitic aluminum (acidic) gradient supported on SiC foams to improve the methanol-to-propylene (MTP) reaction. Appl. Catal. A Gen. 2018, 559, 1–9. [Google Scholar] [CrossRef]
- Lyu, X.; Wang, L.; Chen, X.; Xu, L.; Wang, J.; Deng, S.; Lu, X. Enhancement of Catalytic Activity by γ-NiOOH for the Production of Methyl Lactate from Sugars in Near-Critical Methanol Solutions. Ind. Eng. Chem. Res. 2019, 58, 3659–3665. [Google Scholar] [CrossRef]
- Murillo, B.; Zornoza, B.; de la Iglesia, O.; Téllez, C.; Coronas, J. Chemocatalysis of sugars to produce lactic acid derivatives on zeolitic imidazolate frameworks. J. Catal. 2016, 334, 60–67. [Google Scholar] [CrossRef]
- Filiciotto, L.; Balu, A.M.; Van der Waal, J.C.; Luque, R. Catalytic insights into the production of biomass-derived side products methyl levulinate, furfural and humins. Catal. Today 2018, 302, 2–15. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | BET Surface Area (m2/g) | Micropore Surface Area (m2/g) | Pore Volume (cm3/g) | Pore Size nm |
|---|---|---|---|---|
| Silicalite-1 | 682 | 417 | 0.45 | 2.6 |
| c-Co0.15 | 451 | 274 | 0.32 | 2.8 |
| c-Co0.25 | 434 | 261 | 0.27 | 2.5 |
| c-Co0.25 recycle-4 (without calcination) | 291 | 209 | 0.17 | 2.4 |
| c-Co0.25 recycle-4 (calcined at 550 °C) | 419 | 215 | 0.25 | 2.4 |
| c-Co0.35 | 371 | 231 | 0.23 | 2.5 |
| c-Co0.5 | 360 | 224 | 0.21 | 2.3 |
| c-Co0.75 | 271 | 68 | 0.46 | 6.8 |
| Additional Water Content | MLA Yield | GADMA + MAD Yield |
|---|---|---|
| 0 | 43.8% | 15.2% |
| 3% a | 46.1% | 8.3% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Lyu, X.; Chen, H.; Wei, X.; Zhang, Z.; Lu, X. Catalytic Conversion of High Fructose Corn Syrup to Methyl Lactate with CoO@silicalite-1. Catalysts 2022, 12, 442. https://doi.org/10.3390/catal12040442
Jiang Y, Lyu X, Chen H, Wei X, Zhang Z, Lu X. Catalytic Conversion of High Fructose Corn Syrup to Methyl Lactate with CoO@silicalite-1. Catalysts. 2022; 12(4):442. https://doi.org/10.3390/catal12040442
Chicago/Turabian StyleJiang, Yuxi, Xilei Lyu, Hao Chen, Xiwen Wei, Zihao Zhang, and Xiuyang Lu. 2022. "Catalytic Conversion of High Fructose Corn Syrup to Methyl Lactate with CoO@silicalite-1" Catalysts 12, no. 4: 442. https://doi.org/10.3390/catal12040442