

Impact of the Non-Uniform Catalyst Particle Size on Product Selectivities in Consecutive Reactions
Abstract
:1. Introduction
2. Theoretical Background: Uniform Catalyst Particle Size
2.1. System Description
2.2. Mass Balances
2.3. Conversion, Yield, and Selectivity
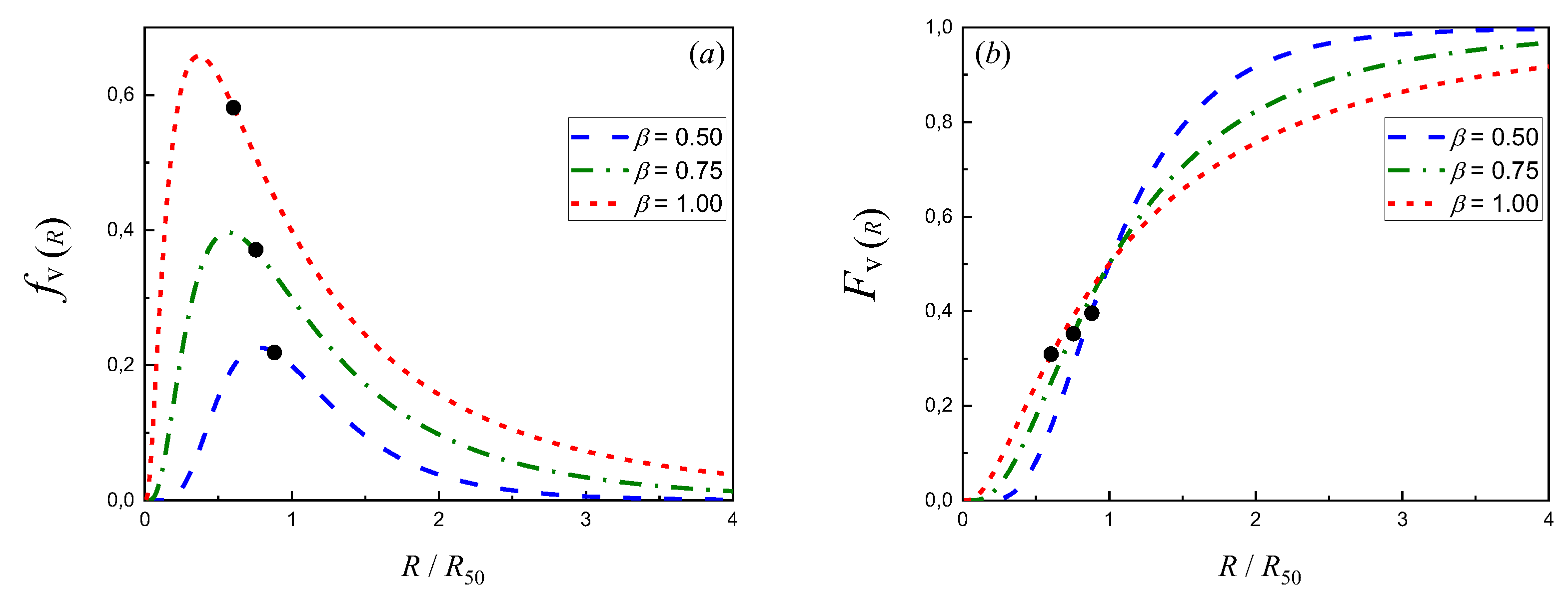
3. Non-Uniform Catalyst Particle Sizes: Case of Log-Normal Volume Particle Size Distribution
4. Results and Discussion
- -
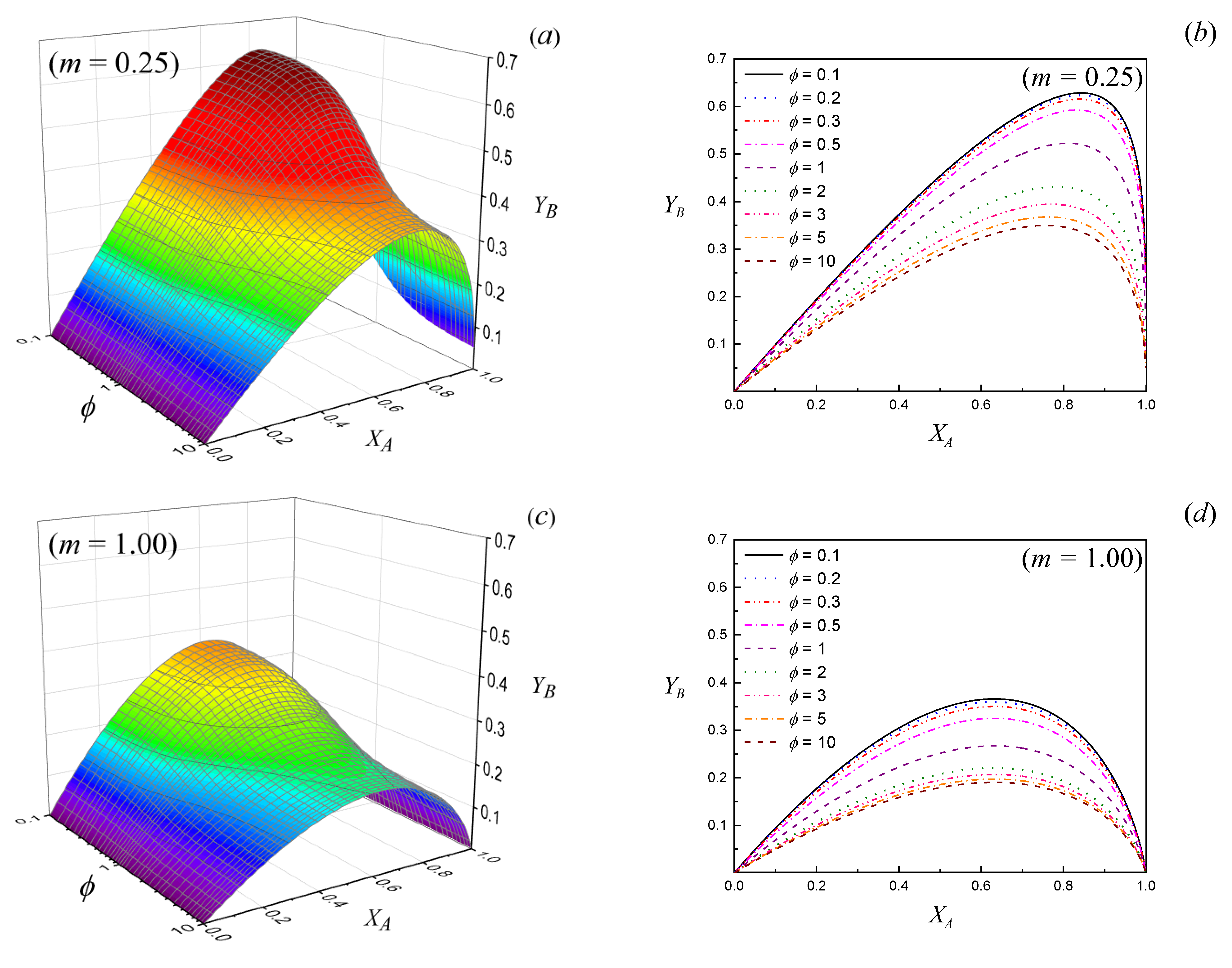
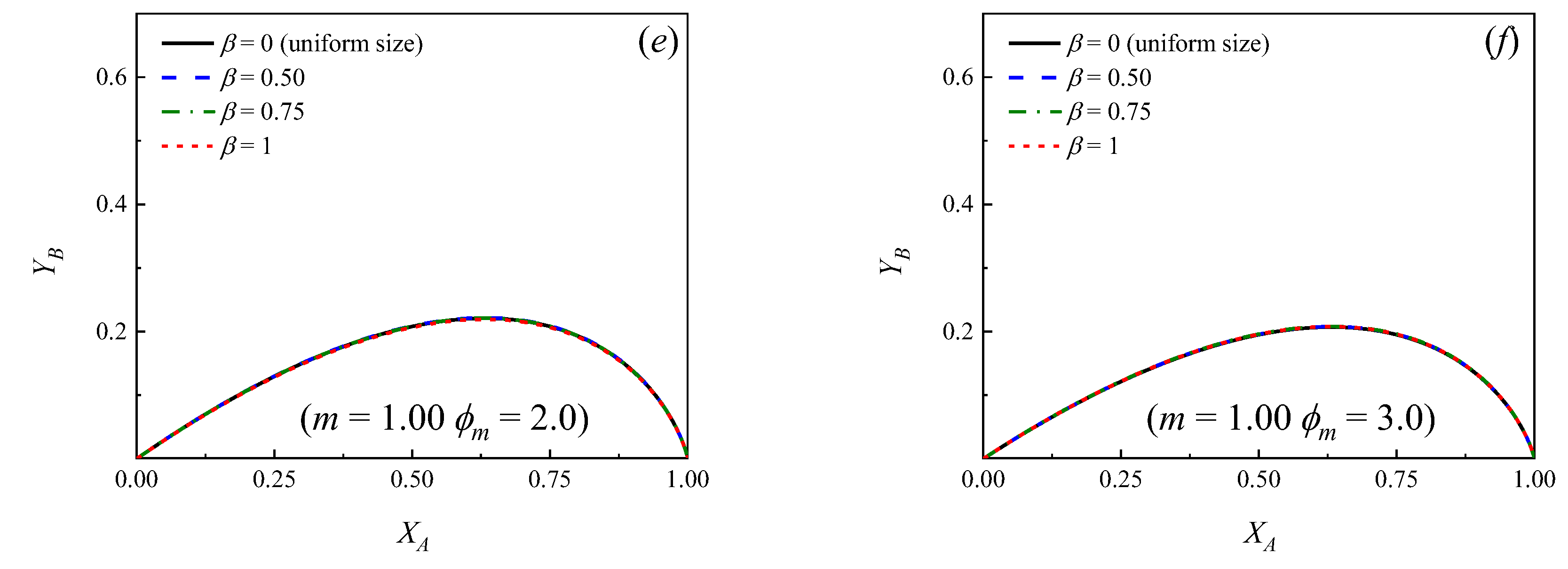
- In all the cases, as expected, initially increases as increases, reaching a maximum value and then decreasing at higher conversions.
- -
- If a relationship m = k2/k1 is set, at a certain conversion (), the larger the Thiele modulus, the lower the yield of B.
- -
- For a known pair of parameters, and , the higher the relationship m = k2/k1, the lower the maximum yield of product B, which is achieved at lower conversions.
- -
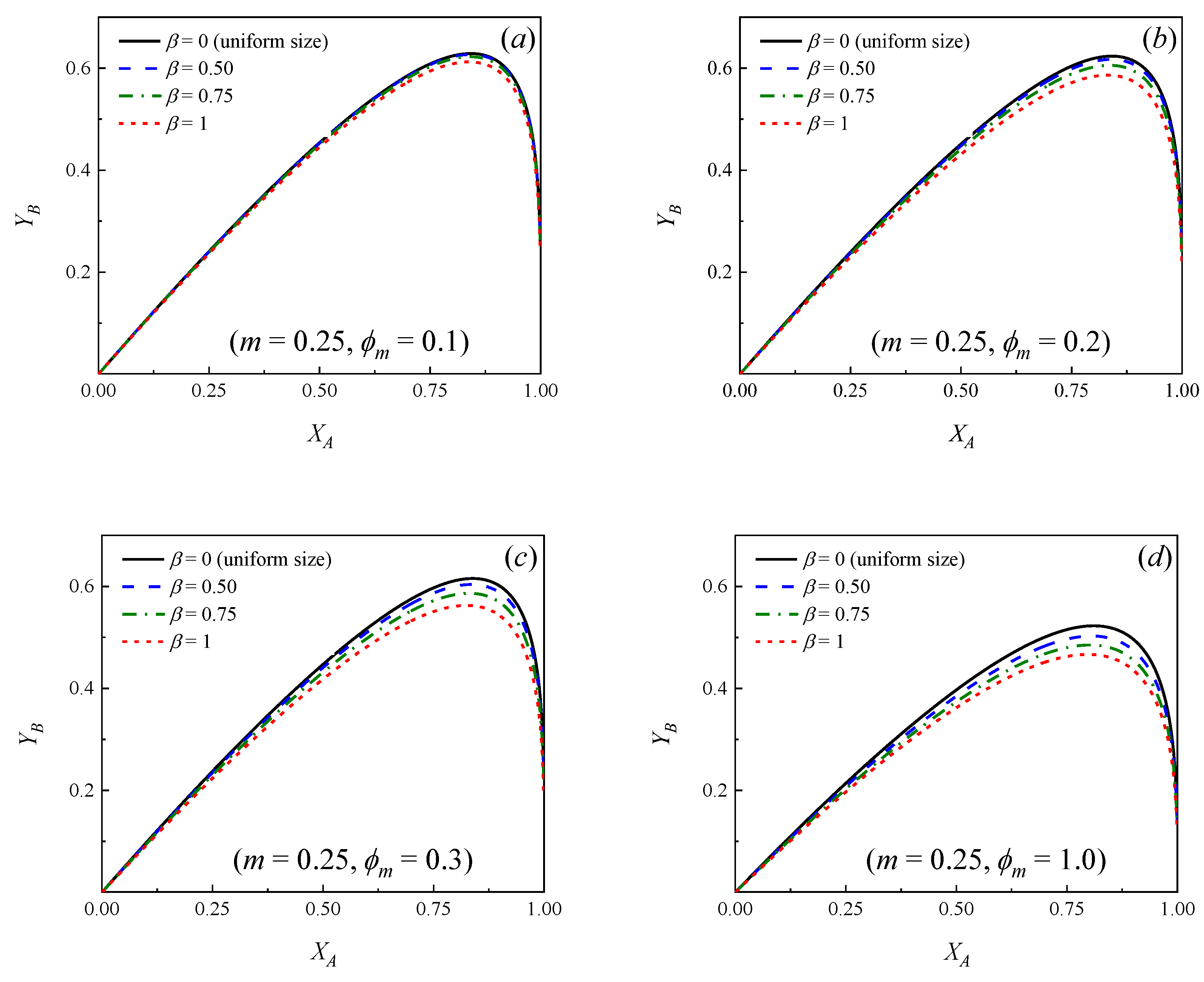
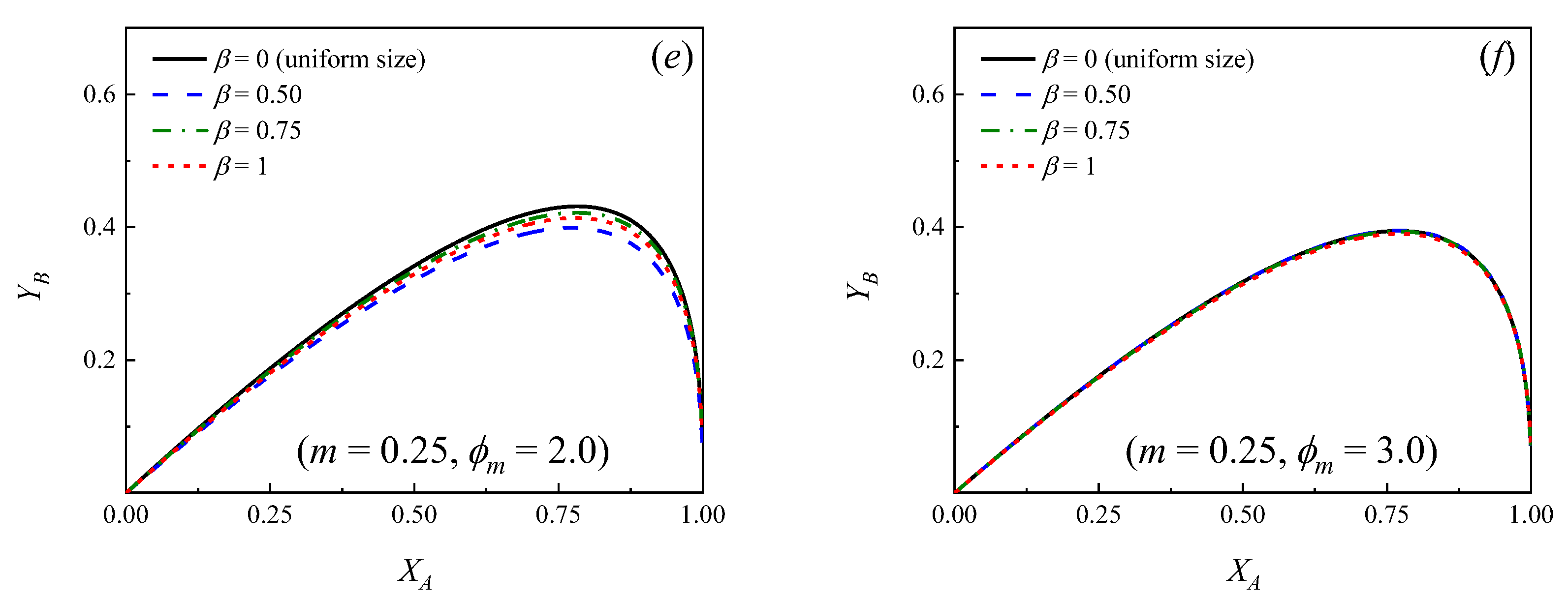
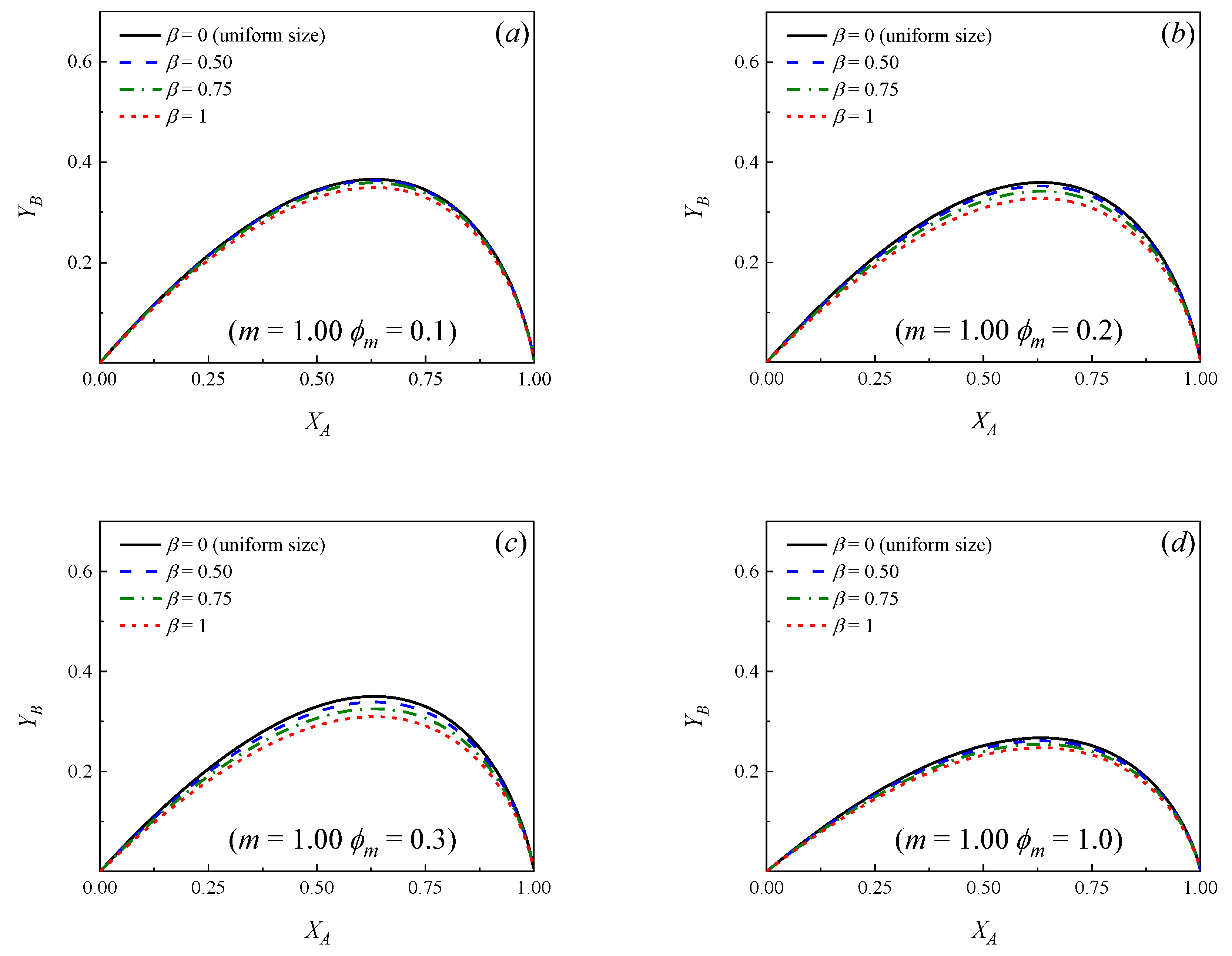
- It can be observed that if the situation of uniform particle size is compared against the cases where a distribution of sizes exists, for a given pair of values of and m, the yield curves are always higher in the case of a bed with uniform particle size, that is, β = 0. Moreover, the more significant the dispersion, the lower the yield of B at a given conversion.
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| Symbols | |
| A | area (m2) |
| C | concentration (gmol/m3) |
| D | effective diffusion coefficient (m2/s) |
| f | particle size distribution (1/m) |
| F | cumulative particle size distribution (dimensionless) |
| k | overall kinetic constant (1/s) |
| L | characteristic length (m) |
| m | relationship between the intrinsic kinetic constants (dimensionless) |
| P | generic product |
| R | catalyst particle radius (m) |
| r | radial distance (m) |
| S | selectivity (dimensionless) |
| V | volume (m3) |
| X | conversion (dimensionless) |
| Y | yield (dimensionless) |
| z | standard log-normal variable (dimensionless) |
| Greek symbols | |
| α | location parameter in log-normal volume particle size distribution |
| β | dispersion parameter in log-normal volume particle size distribution |
| χ | dimensionless concentration in the fluid phase |
| ϕ | Thiele modulus |
| η | effectiveness factor |
| ρ | dimensionless radial distance |
| ξ | dimensionless concentration in the catalyst particle |
| Subscripts | |
| 1 | refers to primary reaction |
| 2 | refers to secondary reaction |
| 50 | refers to the median of a particle size distribution |
| A | refers to reactant |
| B | refers to primary product |
| f | fluid phase |
| m | refers to the mean harmonic value |
| p | particle |
| R | refers to a specific particle size |
| v | volume |
| Superscripts | |
| ° | inlet or initial concentration |
| – | refers to the x-th order momentum of a continuous distribution |
| PSD | refers to the particle size distribution |
| x | x-th order momentum |
Appendix A
Appendix B

References
- Golbig, K.G.; Werther, J. Selective synthesis of maleic anhydride by spatial separation of n-butane oxidation and catalyst reoxidation. Chem. Eng. Sci. 1997, 52, 583–595. [Google Scholar] [CrossRef]
- Kang, J.; Puthiaraj, P.; Ahn, W.; Park, E.D. Direct synthesis of oxygenates via partial oxidation of methane in the presence of O2 and H2 over a combination of Fe-ZSM-5 and Pd supported on an acid-functionalized porous polymer. Appl. Catal. A Gen. 2020, 602, 117711. [Google Scholar] [CrossRef]
- de Lasa, H.; Kraemer, D. Novel Techniques for FCC Catalyst Selection and Kinetic Modelling. In Chemical Reactor Technology for Environmentally Safe Reactors and Product, 1st ed.; de Lasa, H., Doğu, G., Ravella, A., Eds.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1992; Volume 225, pp. 71–131. [Google Scholar]
- De Jong, K.P.; Zečević, J.; Friedrich, H.; De Jongh, P.E.; Bulut, M.; Van Donk, S.; Kenmogne, R.; Finiels, A.; Hulea, V.; Fajula, F. Zeolite Y Crystals with Trimodal Porosity as Ideal Hydrocracking Catalysts. Angew. Chem. Int. Ed. 2010, 49, 10074–10078. [Google Scholar] [CrossRef]
- García, J.R.; Falco, M.; Sedran, U. Intracrystalline mesoporosity over Y zeolites. Processing of VGO and resid-VGO mixtures in FCC. Catal. Today 2017, 296, 247–253. [Google Scholar] [CrossRef]
- Valecillos, J.; Elordi, G.; Cui, M.; Aguayo, A.T.; Castaño, P. Evaluating catalytic (gas-solid) spectroscopic cells as intrinsic kinetic reac- tors: Methanol-to-hydrocarbon reaction as a case study. Chem. Eng. J. 2022, 450, 137865. [Google Scholar] [CrossRef]
- Wheeler, A. Reaction Rates and Selectivity in Catalyst Pores. Adv. Catal. 1951, 3, 249–327. [Google Scholar]
- Weisz, P.B.; Prater, C.D. Interpretation of Measurements in Experimental Catalysis. Adv. Catal. 1954, 6, 143–196. [Google Scholar]
- Weisz, P.B.; Swegler, E. Effect of intra-particle diffusion on the kinetics of catalytic dehydrogenation of cyclohexane. J. Phys. Chem. 1955, 59, 823–826. [Google Scholar] [CrossRef]
- van de Vusse, J.G. Consecutive reactions in heterogeneous systems II—Influence of order of reaction rates on selectivity. Chem. Eng. Sci. 1966, 21, 645–653. [Google Scholar] [CrossRef]
- Vayenas, C.G.; Pavlou, S. Optimal catalyst distribution for selectivity maximization in pellets: Parallel and consecutive reactions. Chem. Eng. Sci. 1987, 42, 1655–1666. [Google Scholar] [CrossRef]
- Sutradhar, B.C.; Ray, P.; Ray, P.; Dutta, B.K. Selectivity behaviour of non-uniform catalysts for the consecutive reactions A → B → C. Chem. Eng. J. 1991, 46, 91–96. [Google Scholar] [CrossRef]
- Szczygieł, J. Effect of the diffusion phenomena in the catalyst grain on the selectivity of a system of parallel-consecutive reactions involved in the process of n-heptane dehydrocyclization. Comput. Chem. Eng. 2011, 35, 985–998. [Google Scholar] [CrossRef]
- García, J.R.; Falco, M.; Sedran, U. Impact of the Desilication Treatment of Y Zeolite on the Catalytic Cracking of Bulky Hydrocarbon Molecules. Top. Catal. 2016, 59, 268–277. [Google Scholar] [CrossRef]
- García, J.R.; Falco, M.; Sedran, U. Intracrystalline Mesoporosity over Y Zeolites: PASCA Evaluation of the Secondary Cracking Inhibition in the Catalytic Cracking of Hydrocarbons. Ind. Eng. Chem. Res. 2017, 56, 1416–1423. [Google Scholar] [CrossRef]
- García, J.R.; Bidabehere, C.M.; Sedran, U. Unsteady state diffusion-adsorption-reaction. Selectivity of consecutive reactions on porous catalyst particles. Int. J. Chem. React. Eng. 2022, 20, 83–96. [Google Scholar] [CrossRef]
- Satterfield, C.N. Mass Transfer Heterogeneous Catalysis, 1st ed.; MIT Press: Clinton, UT, USA, 1970; pp. 1–267. [Google Scholar]
- Fogler, H.S. Elements of Chemical Reaction Engineering, 5th ed.; Prentice Hall: Boston, MA, USA, 2016; pp. 1–957. [Google Scholar]
- Froment, G.F.; Bischoff, K.B.; De Wilde, J. Chemical Reactor Analysis and Design, 3rd ed.; Wiley: Hoboken, NJ, USA, 2011; pp. 1–890. [Google Scholar]
- García, J.R.; Bidabehere, C.M.; Sedran, U. Diffusion controlled LHHW kinetics. Simultaneous determination of chemical kinetic and equilibrium adsorption constants by using the Weisz-Prater approach. Chem. Eng. Sci. 2017, 172, 444–452. [Google Scholar] [CrossRef]
- Bidabehere, C.M.; García, J.R.; Sedran, U. Transient effectiveness factors in the dynamic analysis of heterogeneous reactors with porous catalyst particles. Chem. Eng. Sci. 2015, 137, 293–300. [Google Scholar] [CrossRef]
- Bidabehere, C.M.; García, J.R.; Sedran, U. Transient effectiveness factor. Simultaneous determination of kinetic, diffusion and adsorption equilibrium parameters in porous catalyst particles under diffusion control conditions. Chem. Eng. J. 2018, 345, 196–208. [Google Scholar] [CrossRef]
- Haynes, H.W. Effect of particle size distribution on catalyst effectiveness. J. Catal. 1983, 79, 470–474. [Google Scholar] [CrossRef]
- García, J.R.; Bidabehere, C.M.; Sedran, U. Non-uniform size of catalyst particles. Impact on the effectiveness factor and the determination of kinetic parameters. Chem. Eng. J. 2020, 396, 124994. [Google Scholar] [CrossRef]
- Van Dommele, S.; De Jong, K.P.; Bitter, J.H. Activity of Nitrogen Containing Carbon Nanotubes in Base Catalyzed Knoevenagel Condensation. Top. Catal. 2009, 52, 1575–1583. [Google Scholar] [CrossRef] [Green Version]
- Karelovic, A.; Ruiz, P. The role of copper particle size in low pressure methanol synthesis via CO2 hydrogenation over Cu/ZnO catalysts. Catal. Sci. Technol. 2015, 5, 869–881. [Google Scholar] [CrossRef]
- Piskun, A.S.; van de Bovenkamp, H.H.; Rasrendra, C.B.; Winkelman, J.G.M.; Heeres, H.J. Kinetic modeling of levulinic acid hydrogenation to γ-valerolactone in water using a carbon supported Ru catalyst. Appl. Catal. A Gen. 2016, 525, 158–167. [Google Scholar] [CrossRef]
- Barroso-Bogeat, A.; Alexandre-Franco, M.; Fernández-González, C.; Gómez-Serrano, V. Particle size distribution and morphological changes in activated carbon-metal oxide hybrid catalysts prepared under different heating conditions. J. Microsc. 2016, 261, 227–242. [Google Scholar] [CrossRef]
- Issangya, A.; Hays, R.; Cocco, R.; Knowlton, T.; Reddy Karri, S. An Acoustic Method for the Measurement of Minimum Fluidization and Bubbling Properties of Group A Solids. In Proceedings of the 13rd AIChE Annual Meeting (2013), San Francisco, CA, USA, 3–8 November 2013. [Google Scholar]
- Dishman, K.L.; Doolin, P.K.; Hoffman, J.F. Comparison of Particle Size of Cracking Catalyst Determined by Laser Light Scattering and Dry Sieve Methods. Ind. Eng. Chem. Res. 1993, 32, 1457–1463. [Google Scholar] [CrossRef]
- Sun, G.; Grace, J.R. The effect of particle size distribution on the performance of a catalytic fluidized bed reactor. Chem. Eng. Sci. 1990, 45, 2187–2194. [Google Scholar] [CrossRef]
- Grace, J.R.; Sun, G. Influence of Particle Size Distribution on the Performance of Fluidized Bed Reactors. Can. J. Chem. Eng. 1991, 69, 1126–1134. [Google Scholar] [CrossRef]
- Harlang, C.E. Ion Exchange: Theory and Practice, 2nd ed.; Royal Society of Chemistry: London, UK, 1994; pp. 1–285. [Google Scholar]
- Rodríguez, E.; Elordi, G.; Valecillos, J.; Izaddoust, S.; Bilbao, J.; Arandes, J.M.; Castaño, P. Coke deposition and product distribution in the co-cracking of waste polyolefin derived streams and vacuum gas oil under FCC unit conditions. Fuel Process. Technol. 2019, 192, 130–139. [Google Scholar] [CrossRef]
- Montgomery, D.C.; Runger, G.C. Applied Statistics and Probability for Engineers, 3rd ed.; Wiley: New York, NY, USA, 2003; pp. 1–706. [Google Scholar]
- Worstell, J. Dimensional Analysis: Practical Guides in Chemical Engineering, 1st ed.; Butterworth-Heinemann: Waltham, MA, USA, 2014; pp. 1–149. [Google Scholar]
- Aris, R. On shape factors for irregular particles—I: The steady state problem. Diffusion and reaction. Chem. Eng. Sci. 1957, 6, 262–268. [Google Scholar] [CrossRef]
- Ilias, S.; Bhan, A. Mechanism of the Catalytic Conversion of Methanol to Hydrocarbons. ACS Catal. 2013, 3, 18–31. [Google Scholar] [CrossRef]
- Sun, X.; Mueller, S.; Liu, Y.; Shi, H.; Haller, G.L.; Sanchez-Sanchez, M.; Van Veen, A.C.; Lercher, J.A. On reaction pathways in the conversion of methanol to hydrocarbons on HZSM-5. J. Catal. 2014, 317, 185–197. [Google Scholar] [CrossRef]
- Thiele, E.W. Relation between Catalytic Activity and Size of Particle. Ind. Eng. Chem. 1939, 31, 916–920. [Google Scholar] [CrossRef]
- Ion Exchange Resin Properties. Available online: http://dardel.info/IX/resin_properties.html (accessed on 5 September 2022).
- Zhang, Y.; Liu, D.; Men, Z.; Huang, K.; Lv, Y.; Li, M.; Lou, B. Hydroisomerization of n-dodecane over bi-porous Pt-containing bifunctional catalysts: Effects of alkene intermediates’ journey distances within the zeolite micropores. Fuel 2019, 236, 428–436. [Google Scholar] [CrossRef]
- Qie, Z.; Rabbani, A.; Liang, Y.; Sun, F.; Behnsen, J.; Wang, Y.; Wang, S.; Zhang, Y.; Alhassawi, H.; Gao, J.; et al. Multiscale investigation of pore network heterogeneity and permeability of fluid catalytic cracking (FCC) particles. Chem. Eng. J. 2022, 440, 135843. [Google Scholar] [CrossRef]
- Pabst, W.; Gregorová, E. Characterization of Particles and Particle Systems, ICT Prague. 2007. Available online: https://old.vscht.cz/sil/keramika/Characterization_of_particles/CPPS%20_English%20version_.pdf (accessed on 26 March 2020).
- Gautschi, W. Error Function and Fresnel Integrals. In Handbook of Mathematical Functions with Formulas, Graphs and Mathematical Tables, 10th ed.; Abramowitz, M., Stegun, I., Eds.; Applied Mathematics Series 55; United States Department of Commerce, National Bureau of Standards (NBS): Washington, DC, USA, 1964; pp. 295–330. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | R50 (μm) | β | Authors | Reference |
|---|---|---|---|---|
| FCC | 26.8–29.6 | 0.199–0.425 | Grace and Sun | [32] |
| FCC | 35.3–54.5 | 0.318–0.613 | Issangya et al. | [29] |
| FCC | 46.3 | 0.429 | Qie et al. | [43] |
| FCC | 27.5 | 0.407 | Rodriguez et al. | [34] |
| IE resin | 284.6 | 0.243 | Dardel | [41] |
| Y zeolite | 0.21–0.30 | 0.134–0.304 | Zhang et al. | [42] |
| Al2O3 | 0.50 | 0.678 | Pabst and Gregorová | [44] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García, J.R.; Bidabehere, C.M.; Sedran, U. Impact of the Non-Uniform Catalyst Particle Size on Product Selectivities in Consecutive Reactions. Catalysts 2022, 12, 1214. https://doi.org/10.3390/catal12101214
García JR, Bidabehere CM, Sedran U. Impact of the Non-Uniform Catalyst Particle Size on Product Selectivities in Consecutive Reactions. Catalysts. 2022; 12(10):1214. https://doi.org/10.3390/catal12101214
Chicago/Turabian StyleGarcía, Juan Rafael, Claudia María Bidabehere, and Ulises Sedran. 2022. "Impact of the Non-Uniform Catalyst Particle Size on Product Selectivities in Consecutive Reactions" Catalysts 12, no. 10: 1214. https://doi.org/10.3390/catal12101214