
Valorization of Solketal Synthesis from Sustainable Biodiesel Derived Glycerol Using Response Surface Methodology




 ,
, 
Abstract
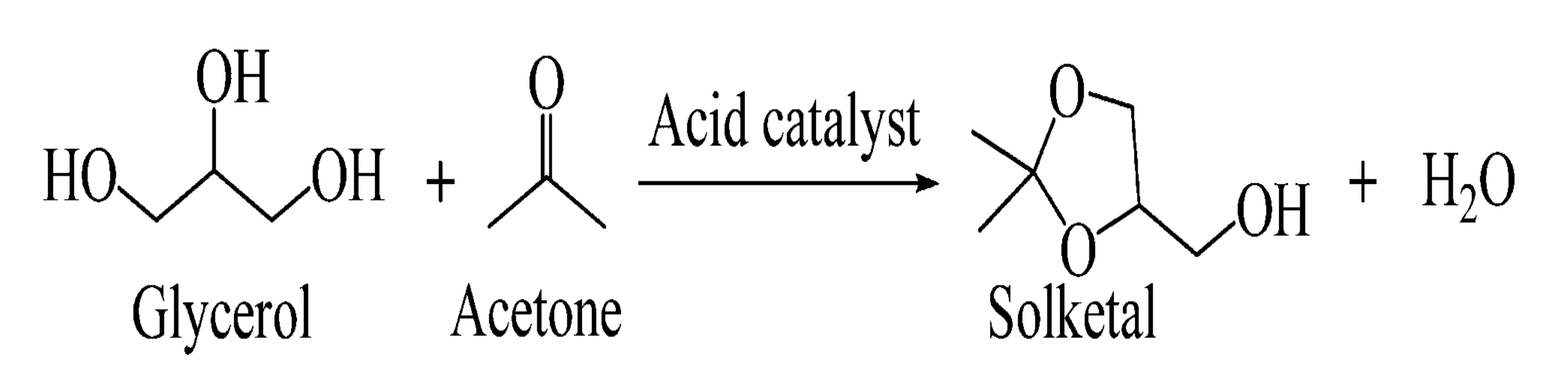
:1. Introduction
2. Materials and Methods
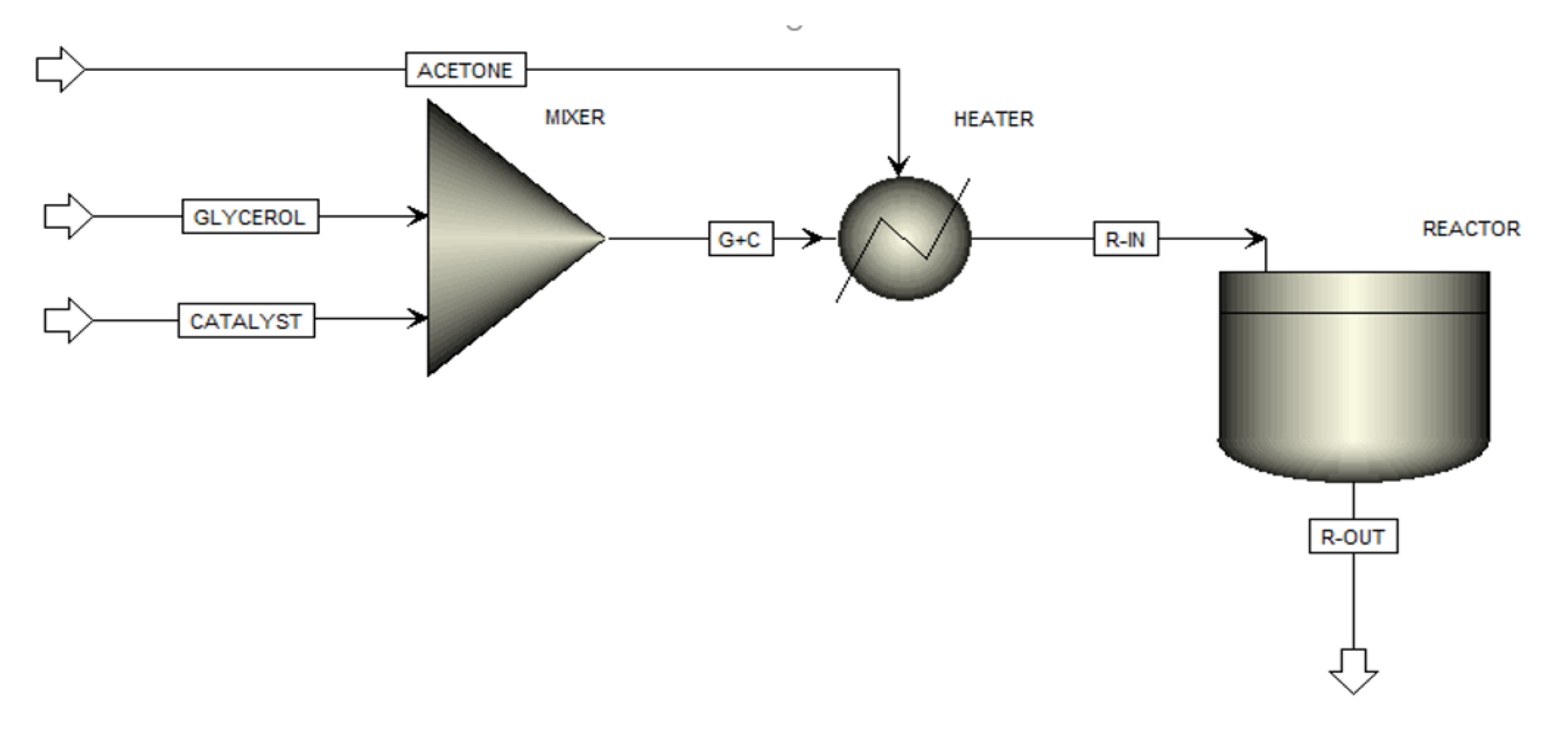
2.1. Simulation Study of Solketal Synthesis on Aspen Plus
2.2. Optimization of Solketal Yield Using Response Surface Methodology (RSM)
3. Results and Discussions
3.1. Simulation Study of Solketal Synthesis
3.1.1. Effect of Acetone to Glycerol Molar Ratio on Solketal Yield
3.1.2. Influence of Reaction Temperature on Solketal Yield
3.1.3. Effect of Catalyst Loading on Solketal Concentration
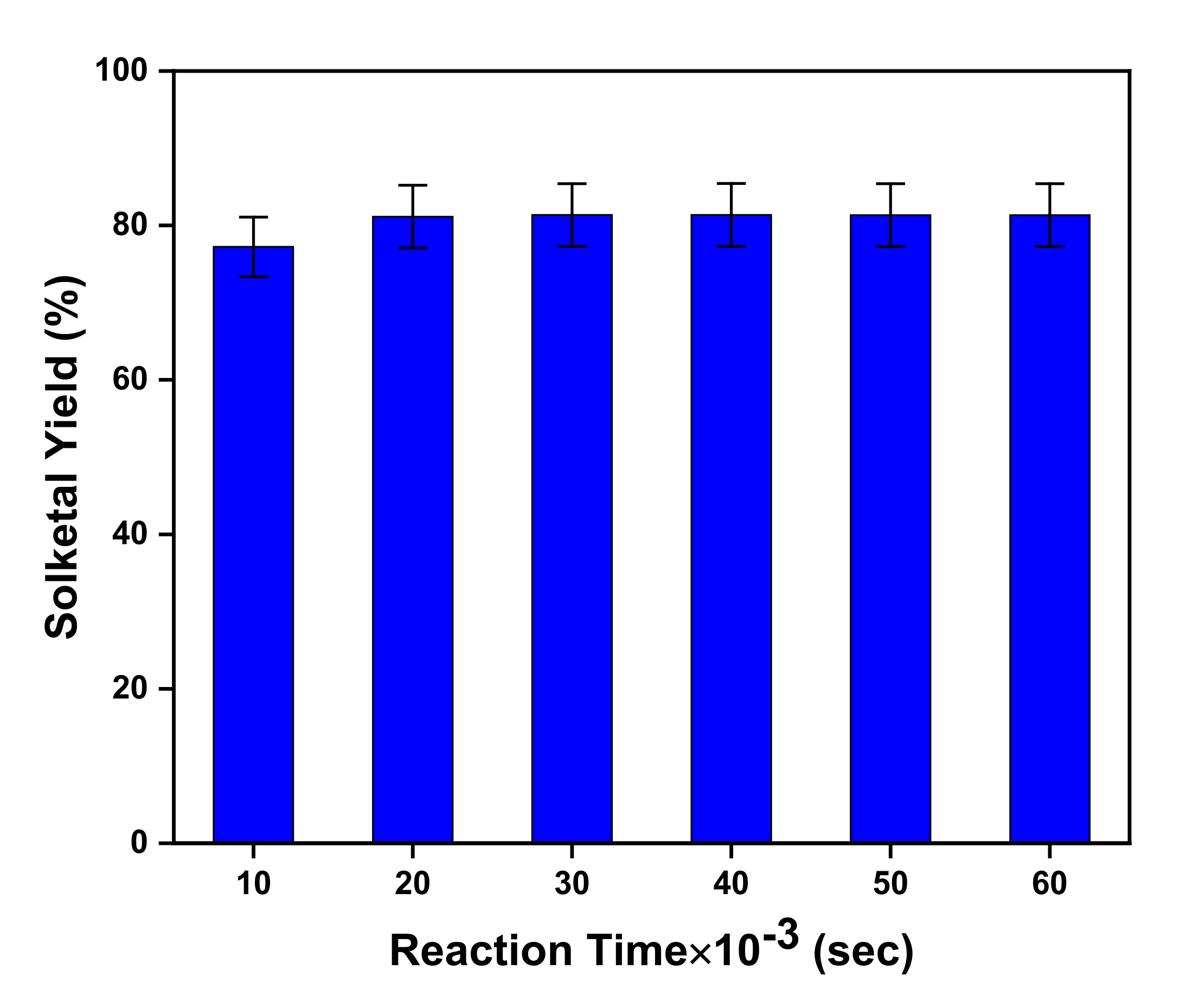
3.1.4. Reaction Time Effect on Ketalization Process
3.2. Optimization of Solketal Synthesis Using Response Surface Methodology
3.2.1. Influence of Various Reaction Parameters on Solketal Yield
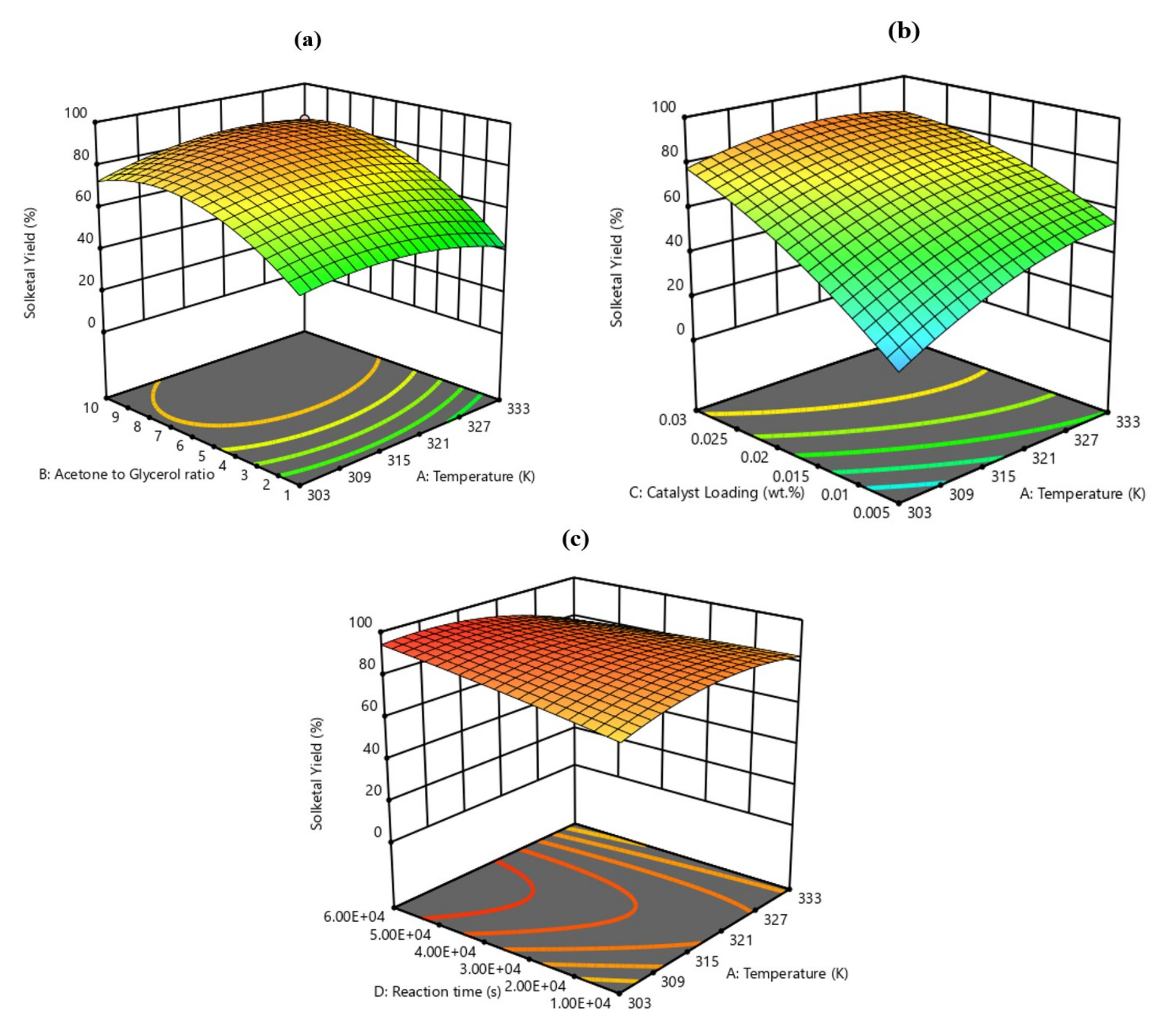
3.2.2. Influence of Interaction Parameters on Solketal Yield
3.3. Kinetic and Thermodynamic Modeling of Ketalization Process
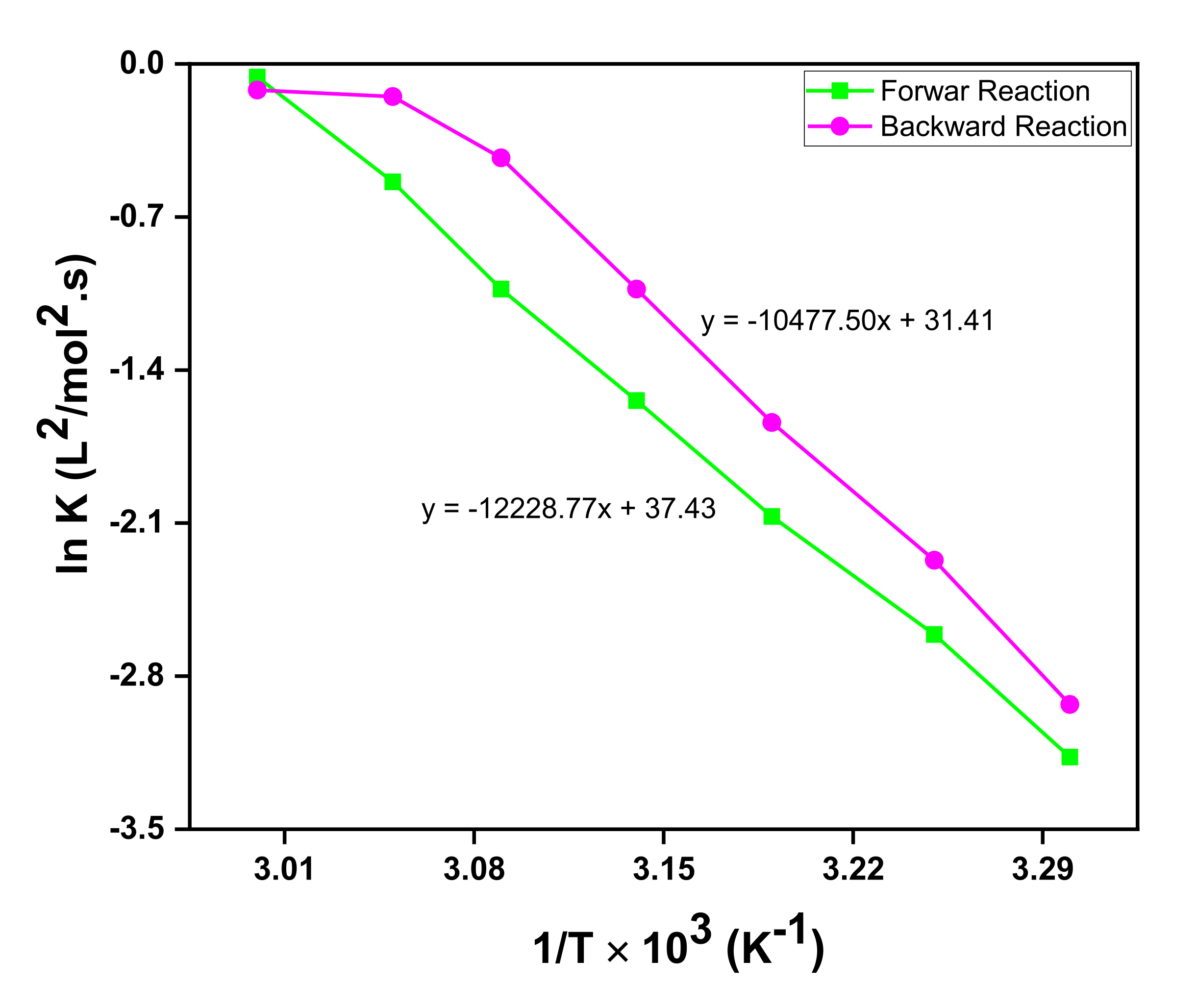
3.3.1. Kinetic Modeling for Equilibrium Constant
3.3.2. Thermodynamic Modeling of Ketalization Process
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| Abbreviation | Description |
| NRTL | Non-random two liquid theory |
| RSM | Response surface methodology |
| CCD | Central composite design |
| ANOVA | Analysis of variance |
Nomenclature
| Variable | Description | Unit |
| Ea | Activation energy | kJ/mol |
| T | Temperature | K |
| k | Rate constant | L2.mol2/s |
| K | Overall rate constant | L2.mol2/s |
| C | Concentration | mol/L |
| R | General gas constant (8.314) | Pa.m3/g.K |
| Kc | Equilibrium constant | -- |
| Gibbs free energy | J/mol.K | |
| Heat of reaction | kJ/mol | |
| Entropy | J/mol | |
| A | Arrhenius factor | -- |
References
- Dmitriev, G.; Terekhov, A.V.; Zanaveskin, L.N.; Maksimov, A.L.; Khadzhiev, S.N. Kinetics of the Formation of Solketal in the Presence of Sulfuric Acid. Kinet. Catal. 2018, 59, 504–508. [Google Scholar] [CrossRef]
- Yusoff, M.H.M.; Ayoub, M.; Jusoh, N.; Abdullah, A.Z. The Challenges of a Biodiesel Implementation Program in Malaysia. Processes 2020, 8, 1244. [Google Scholar]
- Gonçalves, M.; Rodrigues, R.; Galhardo, T.S.; Carvalho, W.A. Highly selective acetalization of glycerol with acetone to solketal over acidic carbon-based catalysts from biodiesel waste. Fuel 2016, 181, 46–54. [Google Scholar] [CrossRef]
- Singh, D.; Sharma, D.; Soni, S.L.; Sharma, S.; Sharma, P.K.; Jhalani, A. A review on feedstocks, production processes, and yield for different generations of biodiesel. Fuel 2020, 262, 116553. [Google Scholar] [CrossRef]
- Ambat, I.; Srivastava, V.; Sillanpää, M. Recent advancement in biodiesel production methodologies using various feedstock: A review. Renew. Sustain. Energy Rev. 2018, 90, 356–369. [Google Scholar] [CrossRef]
- Ayoub, M.; Nazir, M.H.; Zahid, I.; Ameen, M.; Sher, F.; Floresyona, D.; Budi Nursanto, E. A Comprehensive Review on Oil Extraction and Biodiesel Production Technologies. Sustainability 2021, 13, 788. [Google Scholar]
- Tabatabaei, M.; Aghbashlo, M.; Dehhaghi, M.; Panahi, H.K.S.; Mollahosseini, A.; Hosseini, M.; Soufiyan, M.M. Reactor technologies for biodiesel production and processing: A review. Prog. Energy Combust. Sci. 2019, 74, 239–303. [Google Scholar] [CrossRef]
- Oh, Y.K.; Hwang, K.R.; Kim, C.; Kim, J.R.; Lee, J.S. Recent developments and key barriers to advanced biofuels: A short review. Bioresour. Technol. 2018, 257, 320–333. [Google Scholar] [CrossRef]
- Nazir, M.H.; Ayoub, M.; Zahid, I.; Shamsuddin, R.B.; Yusup, S.; Ameen, M.; Qadeer, M.U. Development of lignin based heterogeneous solid acid catalyst derived from sugarcane bagasse for microwave assisted-transesterification of waste cooking oil. Biomass Bioenergy 2021, 146, 105978. [Google Scholar] [CrossRef]
- Gebremariam, S.; Marchetti, J. Economics of biodiesel production. Energy Convers. Manag. 2018, 168, 74–84. [Google Scholar] [CrossRef]
- Esposito, R.; Cucciolito, M.E.; D’Amora, A.; Di Guida, R.; Montagnaro, F.; Ruffo, F. Highly efficient iron (III) molecular catalysts for solketal production. Fuel Process. Technol. 2017, 167, 670–673. [Google Scholar] [CrossRef]
- Anitha, M.; Kamarudin, S.; Kofli, N. The potential of glycerol as a value-added commodity. Chem. Eng. J. 2016, 295, 119–130. [Google Scholar] [CrossRef]
- Bagheri, S.; Julkapli, N.M.; Yehye, W.A. Catalytic conversion of biodiesel derived raw glycerol to value added products. Renew. Sustain. Energy Rev. 2015, 41, 113–127. [Google Scholar] [CrossRef]
- Nanda, M.R.; Zhang, Y.; Yuan, Z.; Qin, W.; Ghaziaskar, H.S.; Xu, C.C. Catalytic conversion of glycerol for sustainable production of solketal as a fuel additive: A review. Renew. Sustain. Energy Rev. 2016, 56, 1022–1031. [Google Scholar] [CrossRef]
- Zahid, I.; Ayoub, M.; Abdullah, B.B.; Nazir, M.H.; Ameen, M.; Zulqarnain; Danish, M. Production of fuel additive solketal via catalytic conversion of biodiesel-derived glycerol. Ind. Eng. Chem. Res. 2020, 59, 20961–20978. [Google Scholar] [CrossRef]
- Zhou, R.; Jiang, Y.; Zhao, H.; Ye, B.; Wang, L.; Hou, Z. Synthesis of solketal from glycerol over modified SiO2 supported p-phenolsulfonic acid catalyst. Fuel 2021, 291, 120207. [Google Scholar] [CrossRef]
- Fan, C.N.; Xu, C.H.; Liu, C.Q.; Huang, Z.Y.; Liu, J.Y.; Ye, Z.X. Catalytic acetalization of biomass glycerol with acetone over TiO2–SiO2 mixed oxides. React. Kinet. Mech. Catal. 2012, 107, 189–202. [Google Scholar] [CrossRef]
- Fatimah, I.; Sahroni, I.; Fadillah, G.; Musawwa, M.M.; Mahlia, T.M.I.; Muraza, O. Glycerol to solketal for fuel additive: Recent progress in heterogeneous catalysts. Energies 2019, 12, 2872. [Google Scholar] [CrossRef] [Green Version]
- Kong, K.; Li, D.; Ma, W.; Zhou, Q.; Tang, G.; Hou, Z. Aluminum (III) triflate-catalyzed selective oxidation of glycerol to formic acid with hydrogen peroxide. Chin. J. Catal. 2019, 40, 534–542. [Google Scholar] [CrossRef]
- Yang, L.; Li, X.; Chen, P.; Hou, Z. Selective oxidation of glycerol in a base-free aqueous solution: A short review. Chin. J. Catal. 2019, 40, 1020–1034. [Google Scholar] [CrossRef]
- Schwengber, C.A.; Alves, H.J.; Schaffner, R.A.; Da Silva, F.A.; Sequinel, R.; Bach, V.R.; Ferracin, R.J. Overview of glycerol reforming for hydrogen production. Renew. Sustain. Energy Rev. 2016, 58, 259–266. [Google Scholar] [CrossRef]
- Marnoto, T.; Nur, M.M.A. Production of solketal (2, 2-Dimethyl-1, 3-dioxolane-4-methanol) from glycerol and acetone by using homogenous acidic catalyst at the boiling temperature (preliminarry study). J. Phys. Conf. Series 2019, 1295, 012004. [Google Scholar]
- Royon, D.; Locatelli, S.; Gonzo, E.E. Ketalization of glycerol to solketal in supercritical acetone. J. Supercrit. Fluids 2011, 58, 88–92. [Google Scholar] [CrossRef]
- Dmitriev, G.; Zanaveskin, L.N.; Terekhov, A.V.; Samoilov, V.O.; Kozlovskii, I.A.; Maksimov, A.L. Technologies for processing of crude glycerol from biodiesel production: Synthesis of solketal and its hydrolysis to obtain pure glycerol. Russ. J. Appl. Chem. 2018, 91, 1478–1485. [Google Scholar] [CrossRef]
- Esteban, J.; Ladero, M.; García-Ochoa, F. Kinetic modelling of the solventless synthesis of solketal with a sulphonic ion exchange resin. Chem. Eng. J. 2015, 269, 194–202. [Google Scholar] [CrossRef]
- Rossa, V.; Pessanha, Y.D.S.; Díaz, G.C.; Câmara, L.D.T.; Pergher, S.B.; Aranda, D.A. Reaction kinetic study of solketal production from glycerol ketalization with acetone. Ind. Eng. Chem. Res. 2017, 56, 479–488. [Google Scholar] [CrossRef]
- Hidayat, A.; Mukti, N.I.F.; Handoko, B.; Sutrisno, B. Biodiesel production from rice bran oil over modified natural zeolite catalyst. Int. J. Technol. 2018, 9, 400–411. [Google Scholar] [CrossRef] [Green Version]
- Shirani, M.; Ghaziaskar, H.S.; Xu, C.C. Optimization of glycerol ketalization to produce solketal as biodiesel additive in a continuous reactor with subcritical acetone using Purolite® PD206 as catalyst. Fuel Process. Technol. 2014, 124, 206–211. [Google Scholar] [CrossRef]
- Zaharia, E.; Bildea, C.S.; Muntean, O. Design, economic evaluation and plantwide control of glycerol ketalization plant. UPB Sci. Bull. Ser. B Chem. Mater. Sci. 2015, 77, 41–52. [Google Scholar]
- Bueso, F.; Moreno, L.; Cedeño, M.; Manzanarez, K. Lipase-catalyzed biodiesel production and quality with Jatropha curcas oil: Exploring its potential for Central America. J. Biol. Eng. 2015, 9, 12. [Google Scholar] [CrossRef] [Green Version]
- Talebian-Kiakalaieh, A.; Tarighi, S. Hierarchical faujasite zeolite-supported heteropoly acid catalyst for acetalization of crude-glycerol to fuel additives. J. Ind. Eng. Chem. 2019, 79, 452–464. [Google Scholar] [CrossRef]
- Noshadi, I.; Amin, N.; Parnas, R.S. Continuous production of biodiesel from waste cooking oil in a reactive distillation column catalyzed by solid heteropolyacid: Optimization using response surface methodology (RSM). Fuel 2012, 94, 156–164. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Tabatabaei, M.; Rastegari, H.; Ghaziaskar, H.S.; Shojaei, T.R. On the exergetic optimization of solketalacetin synthesis as a green fuel additive through ketalization of glycerol-derived monoacetin with acetone. Renew. Energy 2018, 126, 242–253. [Google Scholar] [CrossRef]
- Manjunathan, P.; Maradur, S.P.; Halgeri, A.B.; Shanbhag, G.V. Room temperature synthesis of solketal from acetalization of glycerol with acetone: Effect of crystallite size and the role of acidity of beta zeolite. J. Mol. Catal. A Chem. 2015, 396, 47–54. [Google Scholar] [CrossRef]
- Venkatesha, N.; Bhat, Y.; Prakash, B.J. Dealuminated BEA zeolite for selective synthesis of five-membered cyclic acetal from glycerol under ambient conditions. RSC Adv. 2016, 6, 18824–18833. [Google Scholar] [CrossRef]
- Pinheiro, A.L.G.; do Carmo, J.V.C.; Carvalho, D.C.; Oliveira, A.C.; Rodríguez-Castellón, E.; Tehuacanero-Cuapa, S.; Lang, R. Bio-additive fuels from glycerol acetalization over metals-containing vanadium oxide nanotubes (MeVOx-NT in which, Me Ni, Co, or Pt.). Fuel Process. Technol. 2019, 184, 45–56. [Google Scholar] [CrossRef]
- da Silva, M.J.; Rodrigues, A.A.; Pinheiro, P.F. Solketal synthesis from glycerol and acetone in the presence of metal salts: A Lewis or Brønsted acid catalyzed reaction? Fuel 2020, 276, 118164. [Google Scholar] [CrossRef]
- Leng, Y.; Zhao, J.; Jiang, P.; Lu, D. POSS-derived solid acid catalysts with excellent hydrophobicity for highly efficient transformations of glycerol. Catal. Sci. Technol. 2016, 6, 875–881. [Google Scholar] [CrossRef]
- da Silva, M.J.; Teixeira, M.G.; Chaves, D.M.; Siqueira, L. An efficient process to synthesize solketal from glycerol over tin (II) silicotungstate catalyst. Fuel 2020, 281, 118724. [Google Scholar] [CrossRef]
- Samoilov, V.; Maximov, A.L.; Stolonogova, T.I.; Chernysheva, E.A.; Kapustin, V.M.; Karpunina, A.O. Glycerol to renewable fuel oxygenates. Part. I: Comparison between solketal and its methyl ether. Fuel 2019, 249, 486–495. [Google Scholar] [CrossRef]
- Dodson, J.R.; Leite, T.D.C.; Pontes, N.S.; Peres Pinto, B.; Mota, C.J. Green acetylation of solketal and glycerol formal by heterogeneous acid catalysts to form a biodiesel fuel additive. ChemSusChem 2014, 7, 2728–2734. [Google Scholar] [CrossRef] [PubMed]
- Nanda, M.R.; Yuan, Z.; Qin, W.; Ghaziaskar, H.S.; Poirier, M.A.; Xu, C.C. Catalytic conversion of glycerol to oxygenated fuel additive in a continuous flow reactor: Process optimization. Fuel 2014, 128, 113–119. [Google Scholar] [CrossRef]
- Chen, L.; Nohair, B.; Zhao, D.; Kaliaguine, S. Highly efficient glycerol acetalization over supported heteropoly acid catalysts. ChemCatChem 2018, 10, 1918–1925. [Google Scholar] [CrossRef]
- Rodrigues, R.; Mandelli, D.; Gonçalves, N.S.; Pescarmona, P.P.; Carvalho, W.A. Acetalization of acetone with glycerol catalyzed by niobium-aluminum mixed oxides synthesized by a sol–gel process. J. Mol. Catal. A Chem. 2016, 422, 122–130. [Google Scholar] [CrossRef]
- Khayoon, M.; Abbas, A.; Hameed, B.H.; Triwahyono, S.; Jalil, A.A.; Harris, A.T.; Minett, A.I. Selective acetalization of glycerol with acetone over nickel nanoparticles supported on multi-walled carbon nanotubes. Catal. Lett. 2014, 144, 1009–1015. [Google Scholar] [CrossRef]
- Catuzo, G.L.; Santilli, C.V.; Martins, L. Hydrophobic-hydrophilic balance of ZSM-5 zeolites on the two-phase ketalization of glycerol with acetone. Catalysis Today 2021, 381, 215–223. [Google Scholar] [CrossRef]
- Li, Z.; Miao, Z.; Wang, X.; Zhao, J.; Zhou, J.; Si, W.; Zhuo, S. One-pot synthesis of ZrMo-KIT-6 solid acid catalyst for solvent-free conversion of glycerol to solketal. Fuel 2018, 233, 377–387. [Google Scholar] [CrossRef]
- da Silva, C.X.; Mota, C.J. The influence of impurities on the acid-catalyzed reaction of glycerol with acetone. Biomass Bioenergy 2011, 35, 3547–3551. [Google Scholar] [CrossRef]
- Roldán, L.; Faria, R.P.; Rodrigues, A.E. Glycerol upgrading by ketalization in a zeolite membrane reactor. Asia Pac. J. Chem. Eng. 2009, 4, 279–284. [Google Scholar] [CrossRef]
- Vivian, A.; Soumoy, L.; Fusaro, L.; Fiorilli, S.; Debecker, D.P.; Aprile, C. Surface-functionalized mesoporous gallosilicate catalysts for the efficient and sustainable upgrading of glycerol to solketal. Green Chem. 2021, 23, 354–366. [Google Scholar] [CrossRef]
- Kowalska-Kuś, J.; Held, A.; Nowińska, K. A continuous-flow process for the acetalization of crude glycerol with acetone on zeolite catalysts. Chem. Eng. J. 2020, 401, 126143. [Google Scholar] [CrossRef]
- Vannucci, J.A.; Nichio, N.N.; Pompeo, F. Solketal synthesis from ketalization of glycerol with acetone: A kinetic study over a sulfated zirconia catalyst. Catal. Today 2020, 372, 238–245. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Temperature (K) | 303 |
| Pressure (atm) | 1 |
| Time (sec) | 60,000 |
| Glycerol: Acetone molar ratio | 1:5 |
| Catalyst weight (g) | 0.0126 |
| Activation energy for forward reaction (kJ/mol) | 87,110 |
| Rate constant for forward reaction (L2/ mol2.s) | 0.0411 |
| Activation energy for reverse reaction (kJ/mol) | 101,670 |
| Rate constant for reverse reaction (L2/mol2.s) | 0.053 |
| Component | Formula | Purpose in the Process |
|---|---|---|
| Acetone | C3H6O | Solvent |
| Glycerol | C3H8O3 | Reactant |
| Water | H2O | Co-product |
| Solketal | C6H12O3 | Main product |
| Sulfuric acid | H2SO4 | Catalyst |
| Parameter | Minimum | Maximum | |
|---|---|---|---|
| A | Temperature (K) | 303.0 | 333.0 |
| B | Acetone to glycerol molar ratio | 1.0 | 10.0 |
| C | Catalyst loading (wt %) | 0.005 | 0.03 |
| D | Reaction time (sec) | 10,000.0 | 60,000.0 |
| Run | Factor 1 Temperature (K) | Factor 2 Glycerol/Acetone Molar Ratio | Factor 3 Catalyst Loading (wt %) | Factor 4 Time (sec) |
|---|---|---|---|---|
| 1 | 309.15 | 1 | 0.03 | 60,000 |
| 2 | 317.25 | 10 | 0.0195 | 39,255.5 |
| 3 | 303.0 | 7.75 | 0.01175 | 60,000 |
| 4 | 316.95 | 4.67 | 0.02 | 10,000 |
| 5 | 333 | 10 | 0.005 | 60,000 |
| 6 | 316.89 | 4.42 | 0.005 | 41,000 |
| 7 | 317.25 | 10 | 0.0195 | 39,225.9 |
| 8 | 303 | 1 | 0.011 | 60,000 |
| 9 | 303 | 1 | 0.011 | 22,750 |
| 10 | 316.89 | 4.42 | 0.005 | 41,000 |
| 11 | 333 | 10 | 0.03 | 10,000 |
| 12 | 305.1 | 1.18 | 0.03 | 23,500 |
| 13 | 303 | 10 | 0.005 | 10,000 |
| 14 | 332.25 | 1 | 0.0125 | 60,000 |
| 15 | 333 | 6.76 | 0.01375 | 27,979.6 |
| 16 | 331.35 | 1 | 0.03 | 24,750 |
| 17 | 333 | 1 | 0.005 | 10,000 |
| 18 | 333 | 6.76 | 0.01375 | 27,979.6 |
| 19 | 330.9 | 7.43 | 0.03 | 60,000 |
| 20 | 303 | 7.75 | 0.003 | 23,500 |
| 21 | 320.7 | 3.97 | 0.02175 | 44,000 |
| 22 | 316.95 | 4.67 | 0.02 | 10,000 |
| 23 | 318.6 | 10 | 0.005 | 28,223.6 |
| 24 | 318 | 5.5 | 0.0175 | 35,000 |
| 25 | 318 | 5.5 | 0.0175 | 35,000 |
| 26 | 318 | 5.5 | 0.0175 | 35,000 |
| 27 | 325.95 | 1 | 0.01212 | 32,500 |
| 28 | 325.95 | 1 | 0.01212 | 32,500 |
| 29 | 318 | 5.5 | 0.0175 | 35,000 |
| 30 | 303 | 10 | 0.03 | 60,000 |
| 31 | 333 | 10 | 0.025 | 37,250 |
| 32 | 318.6 | 10 | 0.005 | 28,223.6 |
| 33 | 318 | 5.5 | 0.0175 | 35,000 |
| 34 | 318 | 5.5 | 0.0175 | 35,000 |
| 35 | 321.3 | 5.45 | 0.005 | 10,501.8 |
| 36 | 333 | 5.095 | 0.025 | 10,000 |
| 37 | 320.55 | 7.3 | 0.01212 | 60,000 |
| 38 | 303.0 | 6.47 | 0.01016 | 30,052.4 |
| 39 | 313.95 | 6.085 | 0.03 | 60,000 |
| 40 | 333 | 5.095 | 0.005 | 50,705.3 |
| 41 | 303 | 3.88 | 0.02187 | 44,250 |
| Run | Actual Yield (%) | Predicted Yield (%) |
|---|---|---|
| 1 | 41.74 | 38.80 |
| 2 | 84.49 | 84.53 |
| 3 | 81.34 | 81.04 |
| 4 | 72.87 | 72.16 |
| 5 | 81.39 | 81.73 |
| 6 | 64.24 | 63.68 |
| 7 | 84.49 | 84.53 |
| 8 | 42.76 | 44.92 |
| 9 | 38.66 | 35.53 |
| 10 | 64.24 | 63.68 |
| 11 | 81.39 | 81.42 |
| 12 | 46.41 | 50.45 |
| 13 | 8.14 | 9.40 |
| 14 | 37.34 | 37.07 |
| 15 | 75.40 | 75.16 |
| 16 | 37.50 | 36.00 |
| 17 | 36.83 | 38.06 |
| 18 | 75.40 | 75.16 |
| 19 | 77.42 | 78.42 |
| 20 | 84.16 | 82.64 |
| 21 | 68.83 | 72.32 |
| 22 | 72.87 | 72.16 |
| 23 | 51.85 | 51.85 |
| 24 | 78.68 | 78.68 |
| 25 | 78.68 | 78.68 |
| 26 | 78.68 | 78.68 |
| 27 | 45.34 | 45.34 |
| 28 | 45.34 | 45.34 |
| 29 | 78.68 | 78.68 |
| 30 | 96.44 | 96.44 |
| 31 | 83.75 | 83.75 |
| 32 | 51.85 | 51.85 |
| 33 | 78.68 | 78.68 |
| 34 | 78.68 | 78.68 |
| 35 | 52.02 | 52.02 |
| 36 | 74.63 | 74.63 |
| 37 | 88.97 | 88.97 |
| 38 | 56.33 | 56.33 |
| 39 | 85.42 | 85.42 |
| 40 | 70.20 | 70.20 |
| 41 | 69.98 | 69.98 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Mean vs. total | 1.78 × 105 | 1 | 1.78 × 105 | |||
| Block vs. mean | 830.11 | 1 | 830.11 | |||
| Linear vs. block | 7143.22 | 4 | 1785.81 | 8.91 | <0.001 | |
| 2FI vs. linear | 3832.58 | 6 | 637.25 | 5.78 | 0.0005 | |
| Quadratic vs. 2FI | 3132.58 | 4 | 783.15 | 312.58 | <0.001 | Suggested |
| Residual | 4.00 × 10−8 | 11 | 3.64 × 10−9 | |||
| Total | 1.93 × 105 | 41 | 4708.91 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Block | 830.11 | 1 | 830.11 | |||
| Model | 1499.32 | 14 | 1007.09 | 401.98 | <0.0001 | Significant |
| A—Reaction Temperature | 67.23 | 1 | 67.23 | 26.83 | <0.0001 | |
| B—Glycerine to Acetone molar ratio | 4407.64 | 1 | 4407.64 | 1759.28 | <0.0001 | |
| C—Catalyst Loading | 1385.84 | 1 | 1385.84 | 553.15 | <0.0001 | |
| D—Reaction Time | 637.16 | 1 | 637.16 | 254.32 | <0.0001 | |
| AB | 177.22 | 1 | 177.22 | 70.74 | <0.0001 | |
| AC | 439.84 | 1 | 439.84 | 175.56 | <0.0001 | |
| AD | 257.38 | 1 | 257.38 | 102.73 | <0.0001 | |
| BC | 590.59 | 1 | 590.59 | 235.73 | <0.0001 | |
| BD | 567.14 | 1 | 567.14 | 226.37 | <0.0001 | |
| CD | 557.99 | 1 | 557.99 | 222.72 | <0.0001 | |
| A2 | 266.03 | 1 | 266.03 | 106.18 | <0.0001 | |
| B2 | 1516.79 | 1 | 1516.79 | 605.42 | <0.0001 | |
| C2 | 178.56 | 1 | 178.56 | 71.27 | <0.0001 | |
| Residual | 62.63 | 25 | 2.51 | |||
| Lack of fit | 62.63 | 14 | 4.47 | 3.42 | 0.054 | Non-significant |
| Pure error | 4.00 × 10−8 | 11 | 3.64 × 10−9 | |||
| Cor total | 14,992.07 | 40 |
| Source | Sequential p-Value | Lack of Fit p-Value | Adjusted R2 | Predicted R2 |
|---|---|---|---|---|
| Linear | <0.0001 | <0.0001 | 0.4478 | 0.2312 |
| 2FI | 0.0005 | <0.0001 | 0.6966 | 0.3374 |
| Quadratic (Suggested) | <0.0001 | <0.0001 | 0.993 | 0.9772 |
| Cubic | <0.0001 | 1.00 |
| Concentration of Solketal (mol/L) | ||||||
|---|---|---|---|---|---|---|
| Cat. Loading 0.001 wt % | 0.006 wt % | 0.03 wt % | ||||
| Time (min) | [24] | This Study | [24] | This Study | [24] | This Study |
| 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 100 | 1.75 | 1.75 | 1.70 | 1.70 | 1.67 | 1.55 |
| 200 | 1.76 | 1.75 | 1.75 | 1.75 | 1.73 | 1.70 |
| 300 | 1.76 | 1.75 | 1.75 | 1.75 | 1.75 | 1.75 |
| 400 | 1.76 | 1.75 | 1.75 | 1.75 | 1.75 | 1.75 |
| 500 | 1.76 | 1.75 | 1.75 | 1.75 | 1.77 | 1.75 |
| Forward Reaction | Slope = −Ea/R = −10,477.50 Ea = 87,110 J/mol |
| Intercept = ln(A) = 31.41 A = 4.36 × 1013 | |
| Reverse Reaction | Slope = −Ea/R = −12,228.77 Ea = 101,670 J/mol |
| Intercept = ln(A) = 37.42914815 A = 1.8 × 1016 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arun, G.; Ayoub, M.; Zulqarnain; Deshannavar, U.; Mohd Yusoff, M.H.; Farrukh, S.; Sher, F. Valorization of Solketal Synthesis from Sustainable Biodiesel Derived Glycerol Using Response Surface Methodology. Catalysts 2021, 11, 1537. https://doi.org/10.3390/catal11121537
Arun G, Ayoub M, Zulqarnain, Deshannavar U, Mohd Yusoff MH, Farrukh S, Sher F. Valorization of Solketal Synthesis from Sustainable Biodiesel Derived Glycerol Using Response Surface Methodology. Catalysts. 2021; 11(12):1537. https://doi.org/10.3390/catal11121537
Chicago/Turabian StyleArun, Gayathri, Muhammad Ayoub, Zulqarnain, Umesh Deshannavar, Mohd Hizami Mohd Yusoff, Sarah Farrukh, and Farooq Sher. 2021. "Valorization of Solketal Synthesis from Sustainable Biodiesel Derived Glycerol Using Response Surface Methodology" Catalysts 11, no. 12: 1537. https://doi.org/10.3390/catal11121537