Regeneration of Pt-Sn/Al2O3 Catalyst for Hydrogen Production through Propane Dehydrogenation Using Hydrochloric Acid


Abstract
:1. Introduction
2. Results
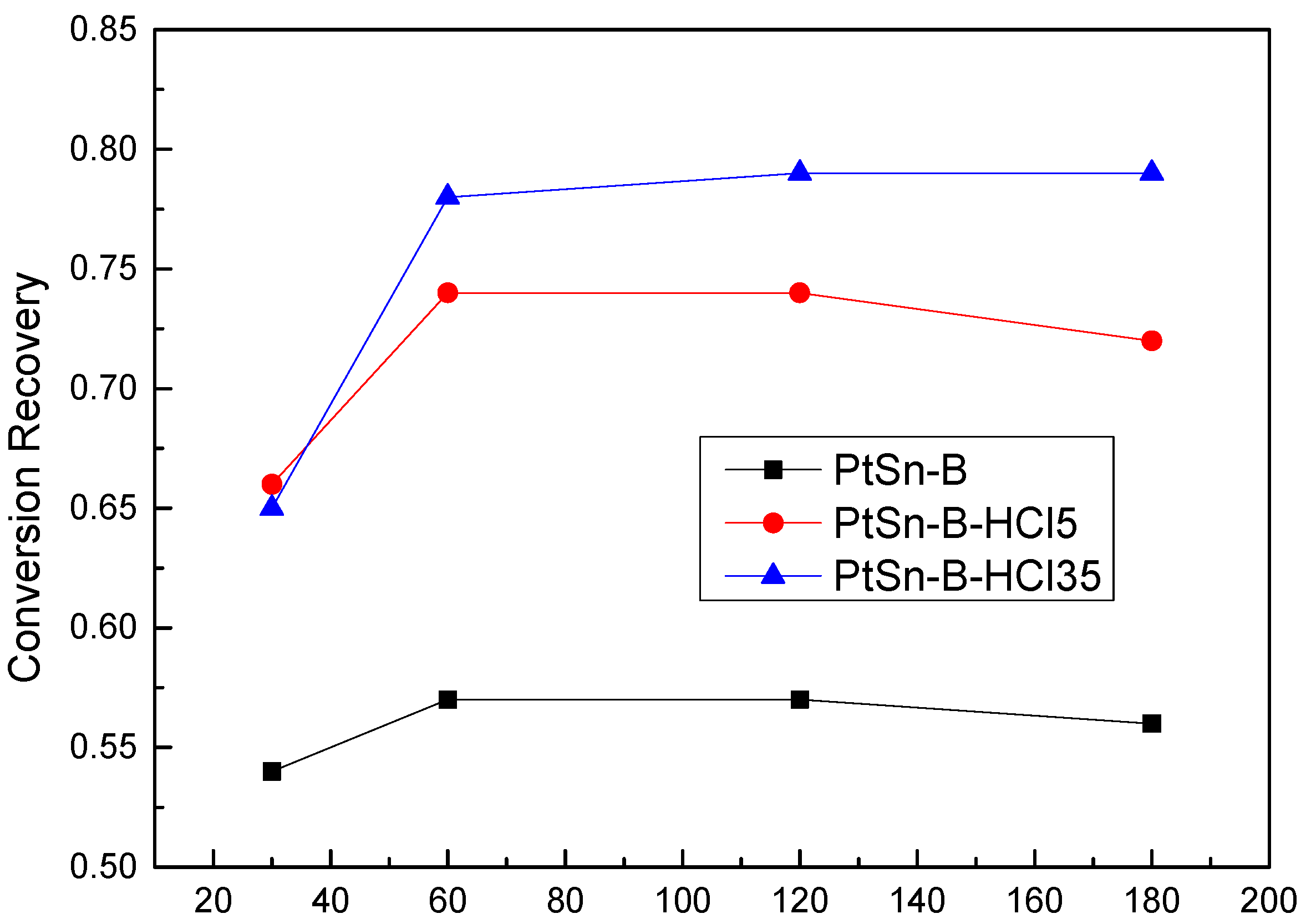
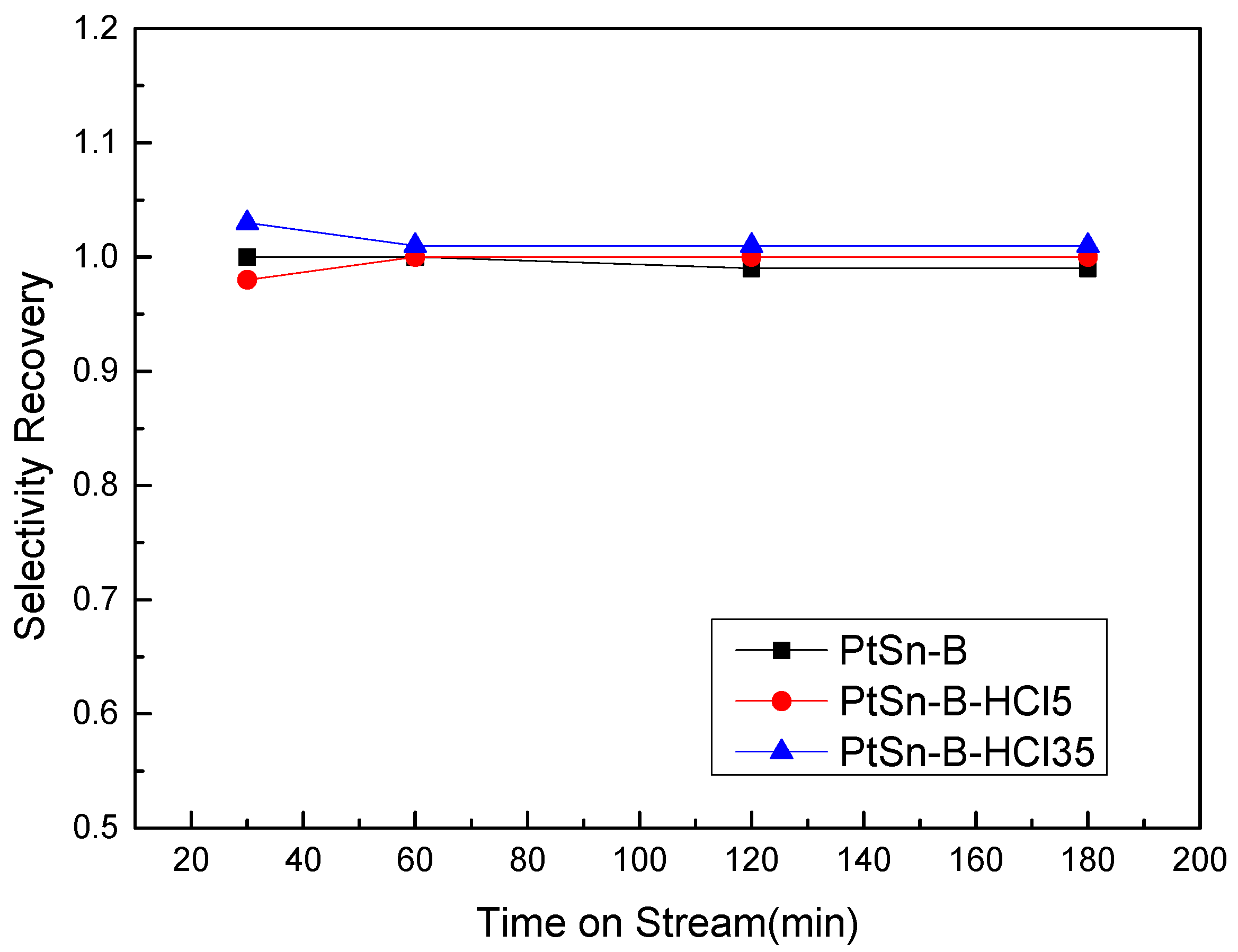
2.1. Catalyst Performance
2.2. Catalyst Characterization
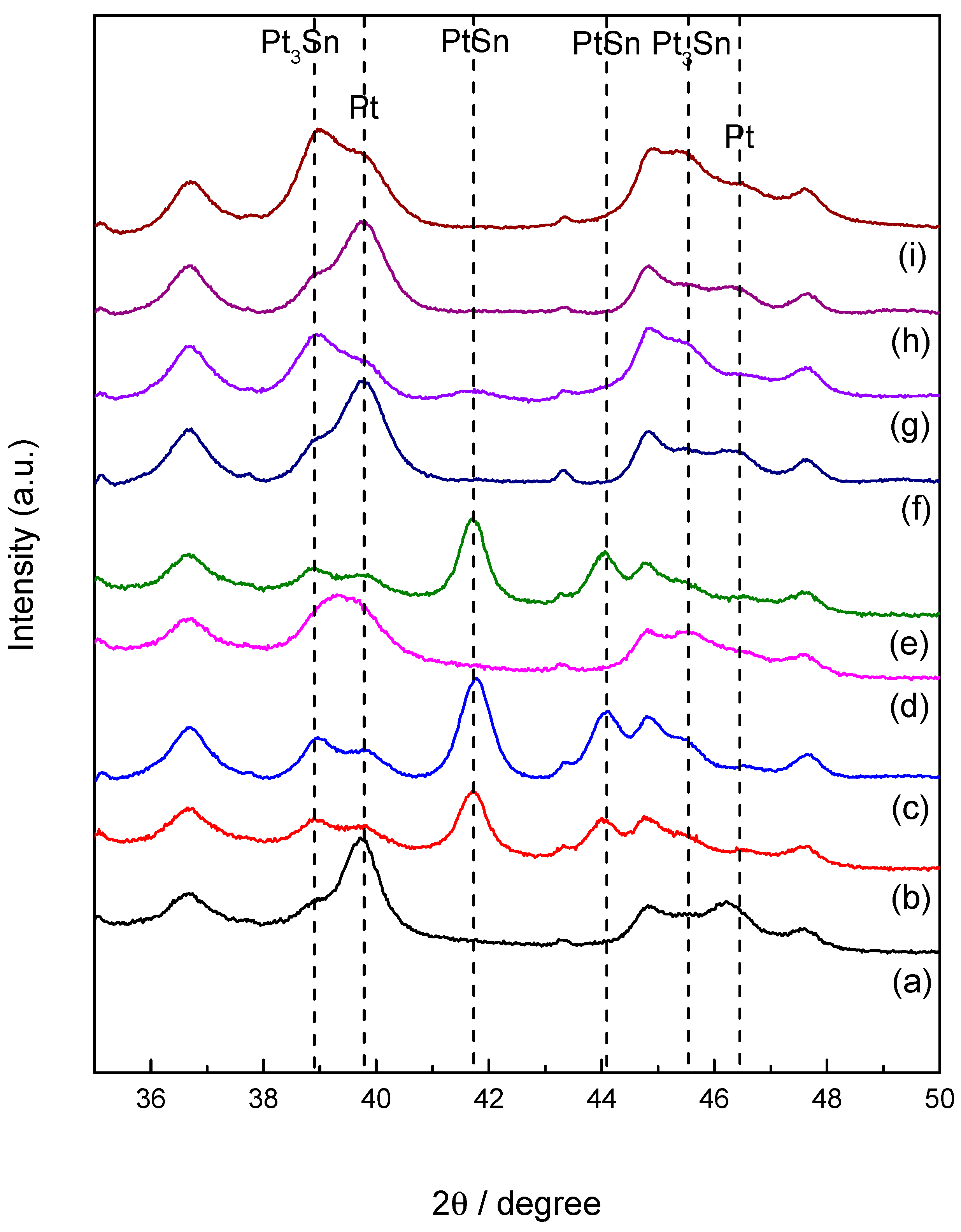
2.2.1. X-Ray Diffraction Analysis
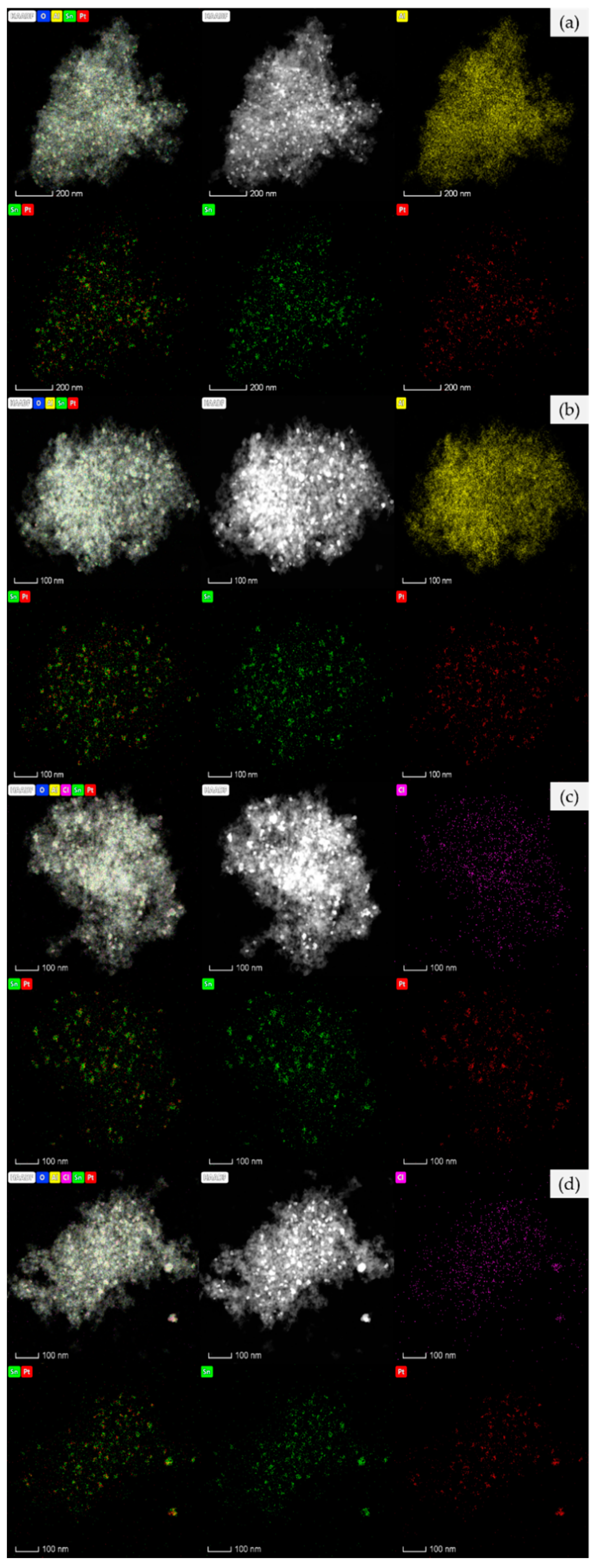
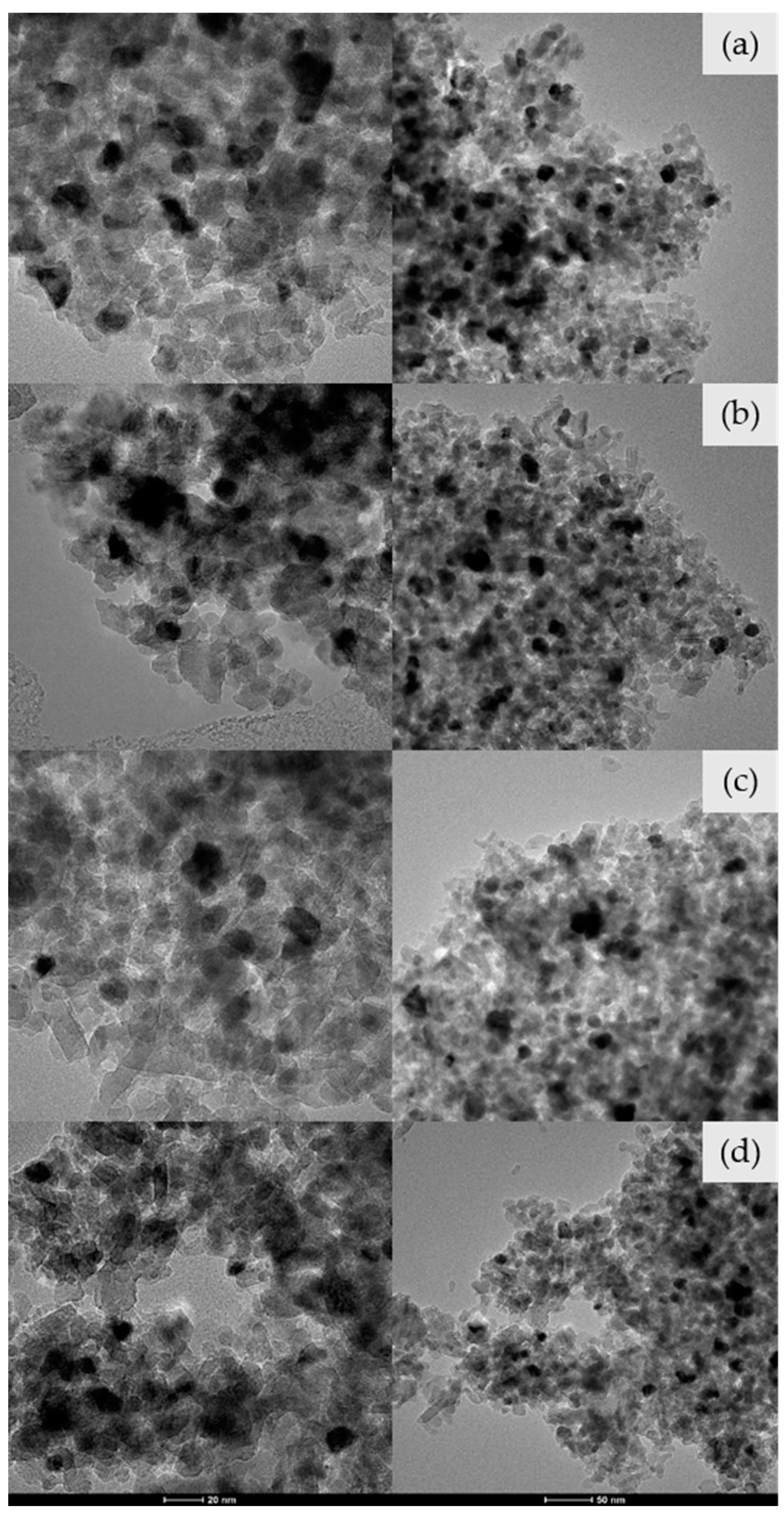
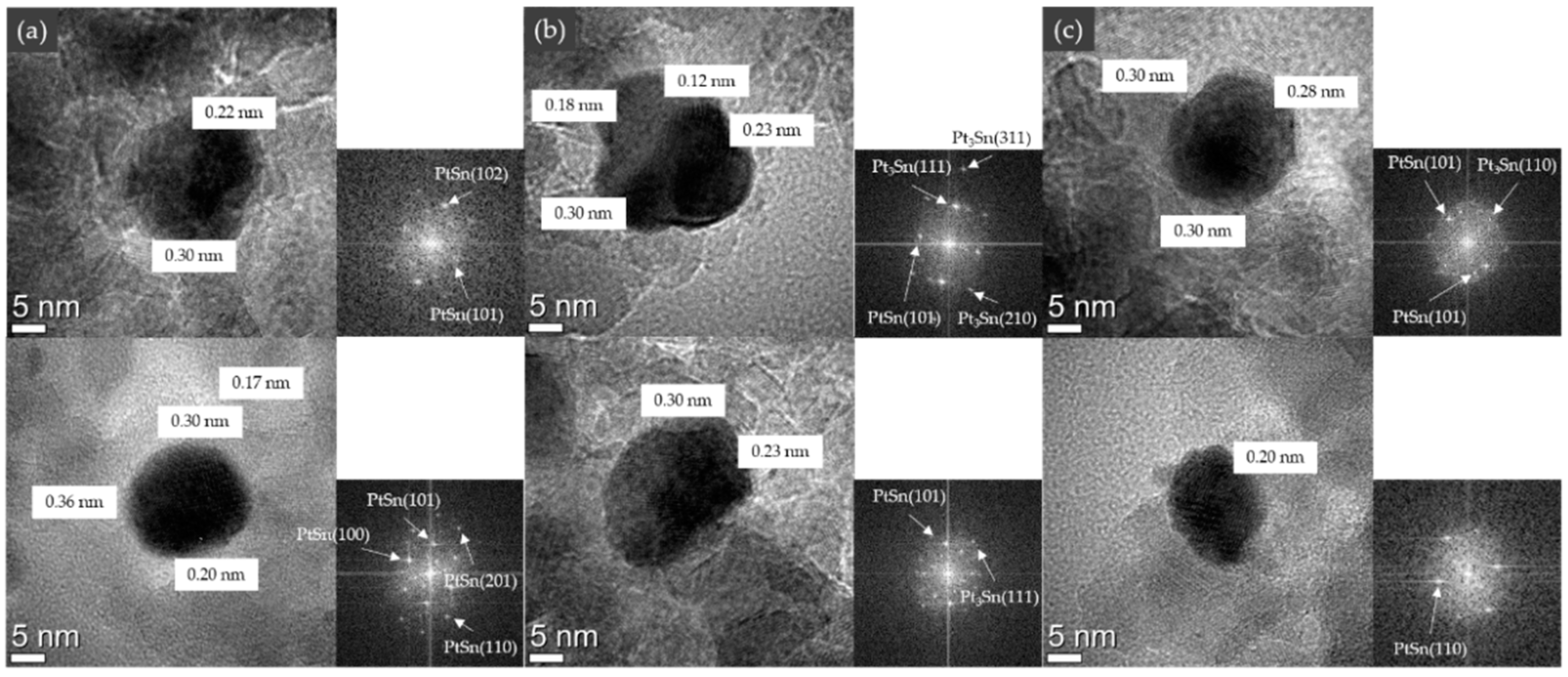
2.2.2. TEM and EDS
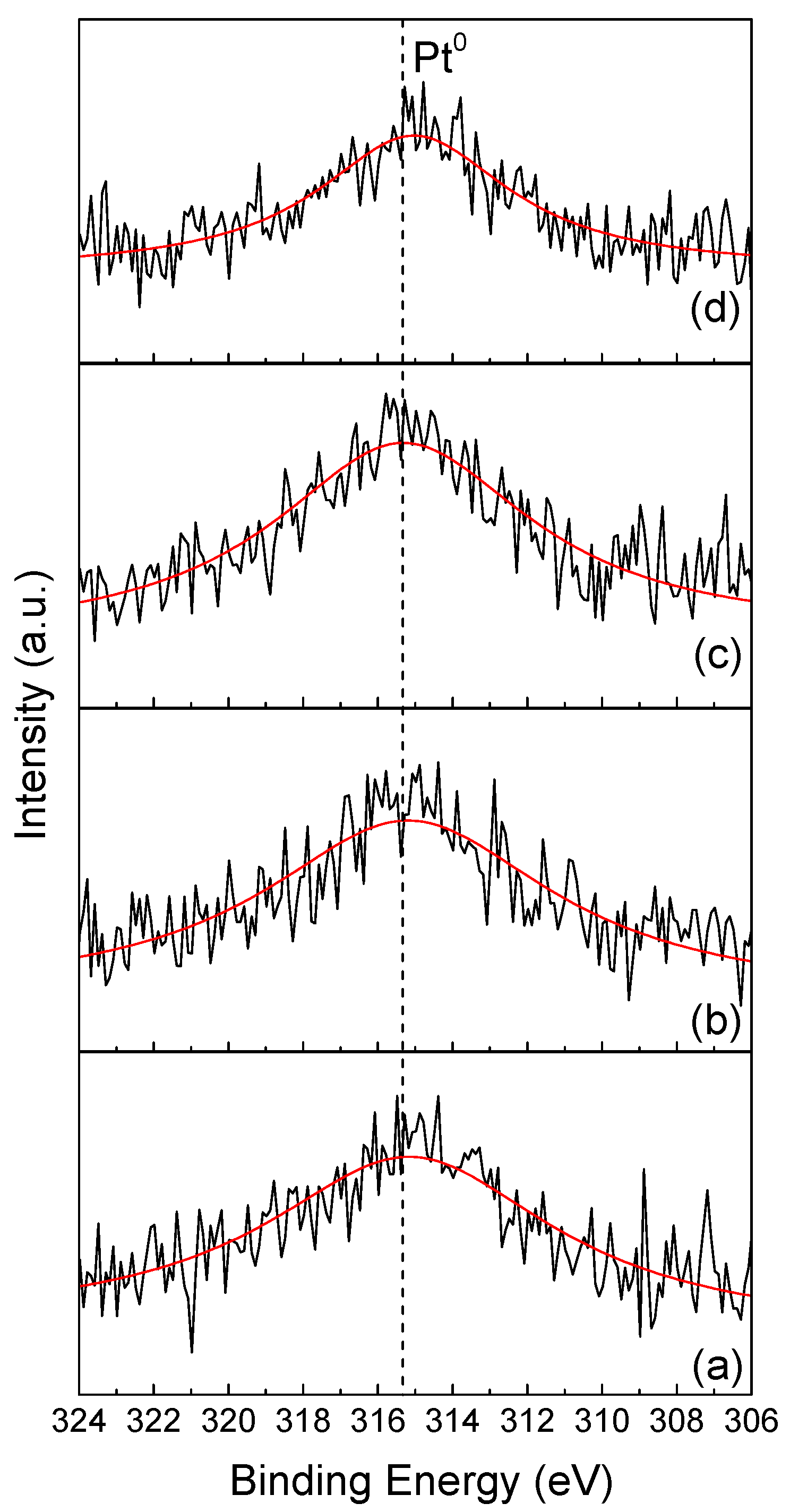
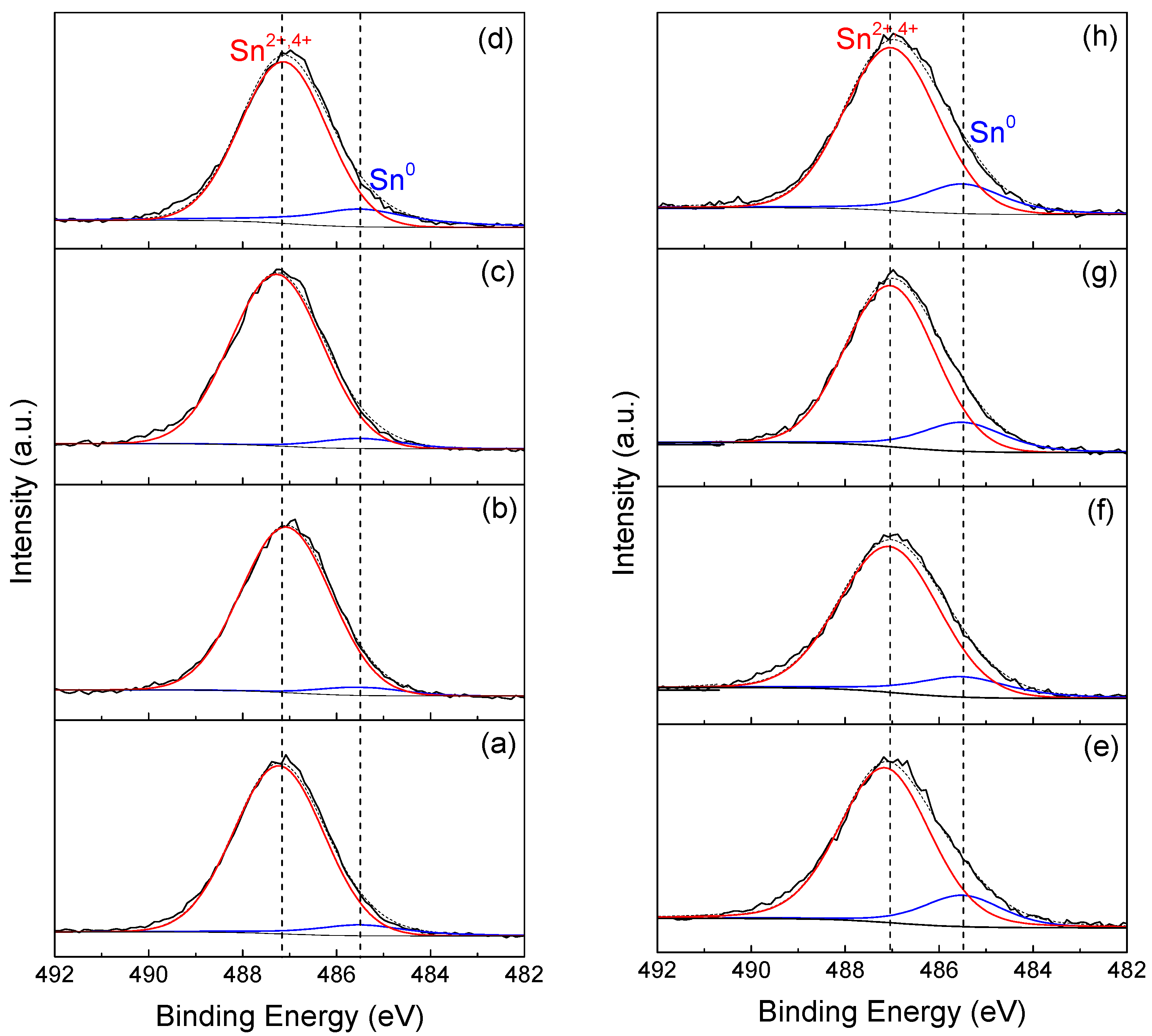
2.2.3. XPS Analysis
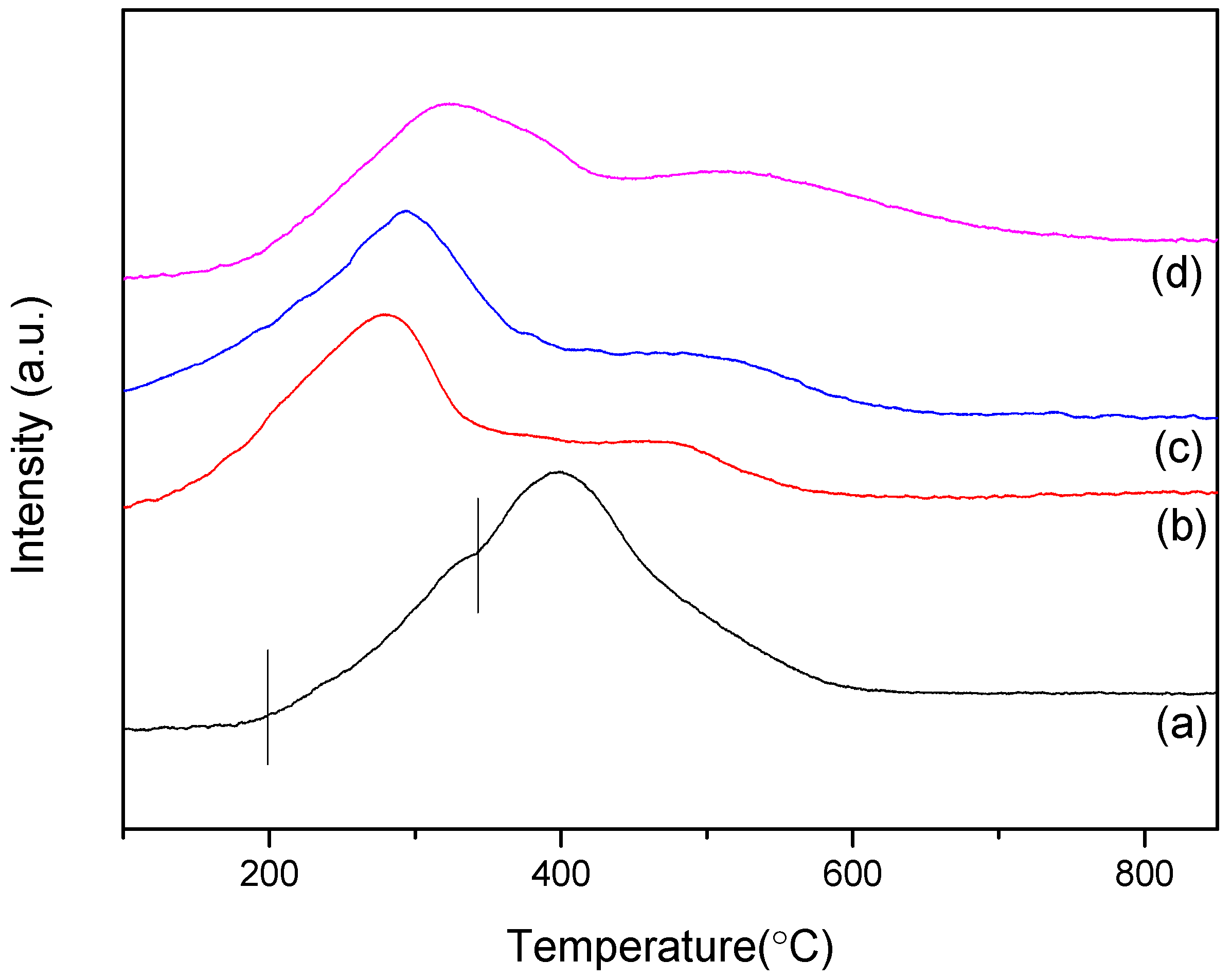
2.2.4. TPR Analysis
2.2.5. CO Chemisorption
3. Discussion
4. Materials and Methods
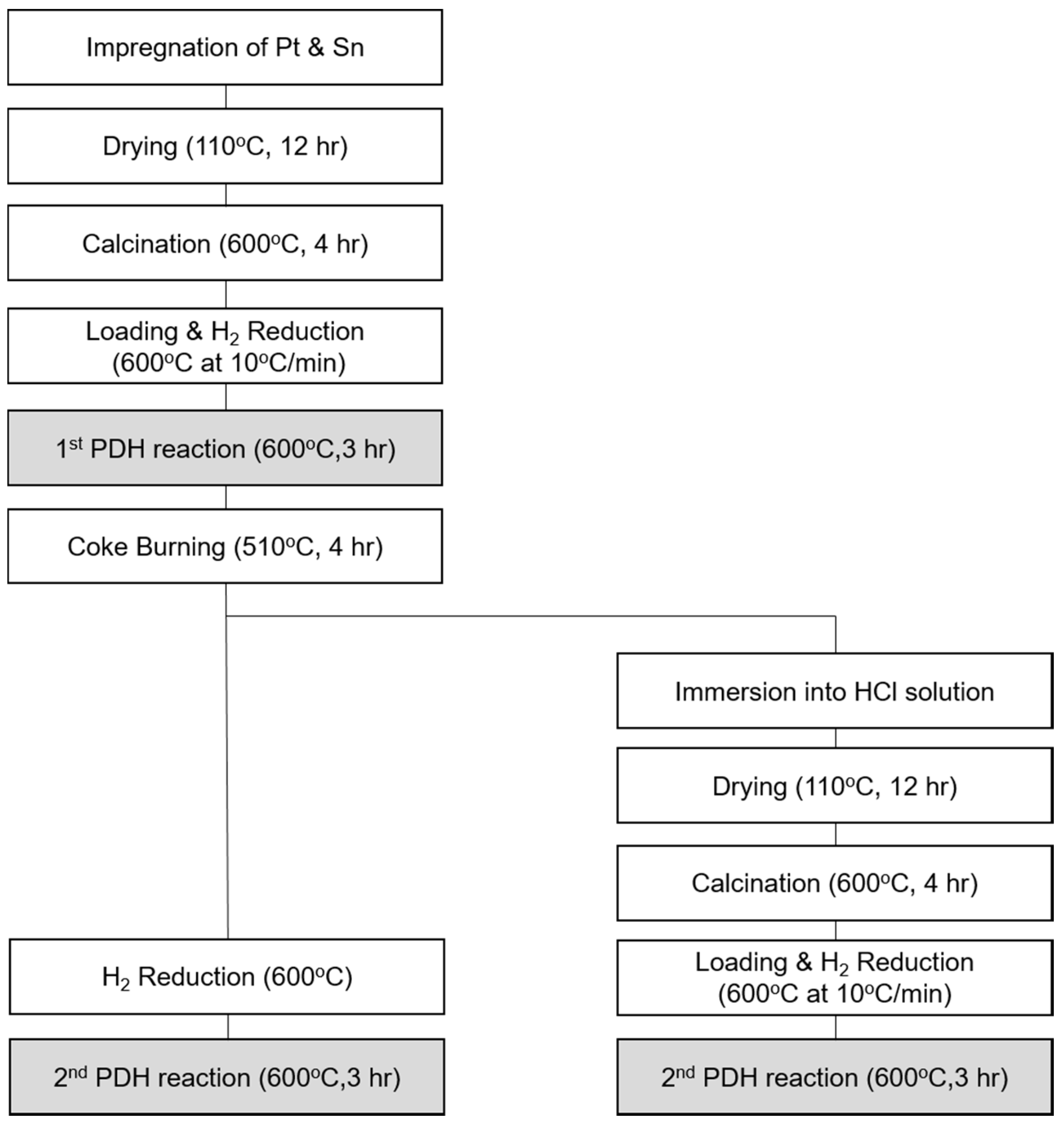
4.1. Catalyst Preparation
4.2. Catalytic Activity Measurements
4.3. Characterization
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wannapakdee, W.; Yutthalekha, T.; Dugkhuntod, P.; Rodponthukwaji, K.; Thivasasith, A.; Nokbin, S.; Witoon, T.; Pengpanich, S.; Wattanakit, C. Dehydrogenation of propane to propylene using promoter-free hierarchical Pt/Silicalite-1 nanosheets. Catalysts 2019, 9, 174. [Google Scholar] [CrossRef] [Green Version]
- Tolek, W.; Suriye, K.; Praserthdam, P.; Panpranot, J. Effect of preparation method on the Pt-In modified Mg(Al)O catalysts over dehydrogenation of propane. Catal. Today 2019, in press. [Google Scholar] [CrossRef]
- Searles, K.; Chan, K.W.; Burak, J.A.M.; Zemlyanow, D.; Safonova, O.; Copéret, C. Highly productive propane dehydrogenation catalyst using silica supported Ga-Pt nanoparticles generated from single-sites. J. Am. Chem. Soc. 2018, 140, 11674–11679. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shenjun, Z.; Guodong, S.; Tengfang, W.; Jiubing, Z.; Zhi-Jian, Z.; Jinlong, G. Identification of Pt-based catalysts for propane dehydrogenation via a probability analysis. Chem. Sci. 2018, 9, 3925–3931. [Google Scholar]
- NaKaYa, Y.; Hirayama, J.; Yamazoe, S.; Shimizu, K.; Furukawa, S. Single-atom Pt in intermetallics as an ultrastable and selective catalyst for propane dehydrogenation. Nat. Commun. 2020, 11, 2838–2844. [Google Scholar] [CrossRef] [PubMed]
- Ge, M.; Chen, X.; Li, Y.; Wang, J.; Xu, Y.; Zhang, L. Perovskite-derived cobalt-based catalyst for catalytic propane dehydrogenation. React. Kinet. Mech. Catal. 2020, 130, 241–256. [Google Scholar] [CrossRef]
- Sricharoen, C.; Jongsomjit, B.; Panpranot, J.; Praserthdam, P. The key to catalytic stability on sol–gel derived SnOx/SiO2 catalyst and the comparative study of side reaction with K-PtSn/Al2O3 toward propane dehydrogenation. Catal. Today 2020, in press. [Google Scholar] [CrossRef]
- Ji, Z.; Miao, D.; Gao, L.; Pan, X.; Bao, X. Effect of pH on the catalytic performance of PtSn/B-ZrO2 in propane dehydrogenation. Chin. J. Catal. 2020, 41, 719–729. [Google Scholar] [CrossRef]
- Liu, Q.; Luo, M.; Zhao, Z.; Zhao, Q. K-modified Sn-containing dendritic mesoporous silica nanoparticles with tunable size and SnOx-silica interaction for the dehydrogenation of propane to propylene. Chem. Eng. J. 2020, 380, 122423–122434. [Google Scholar]
- An-Hua, D.; Kang, W.; Shi-Zhen, Z.; Gong-Bing, Y.; Xi-Tao, W. Facile preparation of PtSn-La/Al2O3 catalyst with large pore size and its improved catalytic performance for isobutane dehydrogenation. Fuel Process. Technol. 2017, 158, 218–225. [Google Scholar]
- Pham, H.N.; Sattler, J.J.H.B.; Weckhuysen, B.M.; Datye, A.K. Role of Sn in the regeneration of Pt/γ-Al2O3 light alkane dehydrogenation catalysts. ACS Catal. 2016, 6, 2257–2264. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, X.; Ge, M.; Li, Y.; Liu, Y.; Wang, J.; Zhang, L. Fabrication of highly dispersed Pt-based catalysts on γ-Al2O3 supported perovskite Nano islands: High durability and tolerance to coke deposition in propane dehydrogenation. Appl. Surf. Sci. 2019, 490, 611–621. [Google Scholar] [CrossRef]
- Cybulskis, V.J.; Bukowski, B.B.; Tseng, H.; Gallagher, J.R.; Wu, Z.; Wegener, E.; Kropf, A.J.; Ravel, B.; Ribeiro, F.H.; Greeley, J.; et al. Zinc promotion of platinum for catalytic light alkane dehydrogenation: Insights into geometric and electronic effects. ACS Catal. 2017, 7, 4173–4181. [Google Scholar] [CrossRef]
- Kaylor, N.; Davis, R.J. Propane dehydrogenation over supported Pt-Sn nanoparticles. J. Catal. 2018, 367, 181–193. [Google Scholar] [CrossRef]
- Liu, J.; Li, J.; Rong, J.; Liu, C.; Dai, Z.; Bao, J.; Da, Z.; Zheng, H. Defect-driven unique stability of Pt/carbon nanotubes for propane dehydrogenation. Appl. Surf. Sci. 2019, 464, 146–152. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, H.; Zhu, Q.; Zhu, X.; Li, X.; Wang, H.; Li, C.; Shan, H. Sn-containing hexagonal mesoporous silica (HMS) for catalytic dehydrogenation of propane: An efficient strategy to enhance stability. J. Catal. 2017, 351, 90–94. [Google Scholar] [CrossRef]
- Srisakwattana, T.; Suriye, K.; Praserthdam, P.; Panpranot, J. Preparation of aluminum magnesium oxide by different methods for use as PtSn catalyst supports in propane dehydrogenation. Catal. Today 2019, in press. [Google Scholar] [CrossRef]
- Long, L.; Xia, K.; Lang, W.; Shen, L.; Yang, Q.; Yan, X.; Guo, Y. The comparison and optimization of zirconia, alumina, and zirconia-alumina supported PtSnIn trimetallic catalysts for propane dehydrogenation reaction. J. Ind. Eng. Chem. 2017, 51, 271–280. [Google Scholar] [CrossRef]
- Zhou, H.; Gong, J.; Xu, B.; Deng, S.; Ding, Y.; Yu, L.; Fan, Y. PtSnNa/SUZ-4: An efficient catalyst for propane dehydrogenation. Chin. J. Catal. 2017, 38, 529–536. [Google Scholar] [CrossRef]
- Shen, L.; Xia, K.; Lang, W.; Chu, L.; Yan, X.; Guo, Y. The effects of calcination temperature of support on PtIn/Mg(Al)O catalysts for propane dehydrogenation reaction. Chem. Eng. J. 2017, 324, 336–346. [Google Scholar] [CrossRef]
- Gong, N.; Zhao, Z. Efficient supported Pt-Sn catalyst on carambola-like alumina for direct dehydrogenation of propane to propene. Mol. Catal. 2019, 477, 110543–110551. [Google Scholar] [CrossRef]
- Vu, B.K.; Song, M.B.; Ahn, I.Y.; Suh, Y.W.; Suh, D.J.; Kim, J.S.; Shin, E.W. Location and structure of coke generated over Pt–Sn/Al2O3 in propane dehydrogenation. J. Ind. Eng. Chem. 2011, 17, 71–76. [Google Scholar] [CrossRef]
- Bare, S.R.; Vila, F.D.; Charochak, M.E.; Prabhakar, S.; Bradley, W.J.; Jaye, C.; Fischer, D.A.; Hayashi, S.T.; Bradley, S.A.; Rehr, J.J. Characterization of coke on a Pt-Re/γ-Al2O3 re-forming catalyst: An experimental and theoretical study. ACS Catal. 2017, 7, 1452–1461. [Google Scholar] [CrossRef]
- Nasution, P.S.; Jung, J.W.; Oh, K.; Koh, H.L. Coke combustion kinetics of spent Pt-Sn/Al2O3 catalysts in propane dehydrogenation. Korean J. Chem. Eng. in press.
- Li, B.; Xu, Z.; Chu, W.; Luo, S.; Jing, F. Ordered mesoporous Sn-SBA-15 as support for Pt catalyst with enhanced performance in propane dehydrogenation. Chin. J. Catal. 2017, 38, 726–735. [Google Scholar] [CrossRef]
- Iglesias-Juez, A.; Beale, A.M.; Maaijen, K.; Weng, T.C.; Glatzel, P.; Weckhuysen, B.M. A combined in situ time-resolved UV–Vis, Raman and high-energy resolution X-ray absorption spectroscopy study on the deactivation behavior of Pt and PtSn propane dehydrogenation catalysts under industrial reaction conditions. J. Catal. 2010, 276, 268–279. [Google Scholar] [CrossRef]
- Sun, C.; Luo, J.; Cao, M.; Zheng, P.; Li, G.; Bu, J.; Cao, Z.; Chen, S.; Xie, X. A comparative study on different regeneration processes of Pt-Sn/γ -Al2O3 catalysts for propane dehydrogenation. J. Energy Chem. 2018, 27, 311–318. [Google Scholar] [CrossRef] [Green Version]
- Xiong, H.; Lin, S.; Goetze, J.; Pletcher, P.; Guo, H.; Kovarik, L.; Artyushkova, K.; Weckuysen, B.M.; Datye, A.K. Thermally stable and regenerable platinum–tin clusters for propane dehydrogenation prepared by atom trapping on ceria. Angew. Chem. 2017, 56, 8986–8991. [Google Scholar] [CrossRef] [Green Version]
- Pieck, C.L.; Vera, C.R.; Querini, C.A.; Parera, J.A. Differences in coke burning-off from Pt–Sn/Al2O3 catalyst with oxygen or ozone. Appl. Catal. A 2005, 278, 173–180. [Google Scholar] [CrossRef]
- Pieck, C.L.; Jablonski, E.L.; Parera, J.M. Regeneration of Coked Pt-Re/Al2O3 catalyst by burning with oxygen and ozone. Stud. Surf. Sci. Catal. 1994, 88, 289–295. [Google Scholar]
- Pieck, C.L.; Jablonski, E.L.; Parera, J.M. Sintering-Redispersion of Pt-Re/Al2O3 during regeneration. Appl. Catal. 1990, 62, 47–60. [Google Scholar] [CrossRef]
- Kim, G.H.; Jung, K.-D.; Kim, W.-I.; Um, B.-H.; Shin, C.-H.; Oh, K.; Koh, H.L. Effect of oxychlorination treatment on the regeneration of Pt–Sn/Al2O3 catalyst for propane dehydrogenation. Res. Chem. Intermed. 2016, 42, 351–365. [Google Scholar] [CrossRef]
- Arteaga, G.J.; Anderson, J.A.; Rochester, C.H. Effects of oxidation–reduction and oxychlorination–reduction cycles on CO adsorption by Pt–Sn/Al2O3 catalysts. J. Catal. 1999, 184, 268–279. [Google Scholar] [CrossRef]
- Lieske, H.; Völter, J. State of tin Pt-Sn/Al2O3 reforming catalysts investigated by TPR and chemisorption. J. Catal. 1984, 90, 96–105. [Google Scholar] [CrossRef]
- Geomar, J.A.; James, A.A.; Susanne, M.B.; Colin, H.R. Influence of oxychlorination treatment on the surface and bulk properties of a Pt–Sn/Al2O3 catalyst. J. Mol. Catal. A Chem. 1999, 145, 183–201. [Google Scholar]
- Merlen, E.; Beccat, P.; Bertolini, J.C.; Delichère, P.; Zanier, N.; Didillon, B. Characterization of bimetallic Pt–Sn/Al2O3Catalysts: Relationship between particle size and structure. J. Catal. 1996, 159, 178–188. [Google Scholar] [CrossRef]
- Sexton, B.A.; Hughes, A.E.; Foger, K. An X-ray photoelectron spectroscopy and reaction study of Pt-Sn catalysts. J. Catal. 1984, 88, 466–477. [Google Scholar] [CrossRef]
- Anresa, P.; Gaune-Escarda, M.; Brosa, J.P.; Hayerb, E. Enthalpy of formation of the (Pt-Sn) system. J. Alloys Compd. 1998, 280, 158–167. [Google Scholar] [CrossRef]
- Kuznetsov, V.I.; Belyi, A.S.; Yurchenko, E.N.; Smolikov, M.D.; Protasova, M.T.; Zatolokina, E.V.; Duplyakin, V.K. Mössbauer spectroscopic and chemical analysis of the composition of Sn-containing components of Pt-Sn/Al2O3(Cl) reforming catalyst. J. Catal. 1986, 99, 159–170. [Google Scholar] [CrossRef]
- Srinivasan, R.; Angelis, R.J.D.; Davis, B.H. Structural studies of Pt-Sn catalysts on high and low surface area alumina supports. Catal. Lett. 1990, 4, 303–308. [Google Scholar] [CrossRef]
- Tasbihi, M.; Feyzi, F.; Amlashi, M.A.; Abdullah, A.Z.; Mohamed, A.R. Effect of the addition of potassium and lithium in Pt-Sn/Al2O3 catalysts for the dehydrogenation of isobutane. Fuel Process. Technol. 2007, 88, 883–889. [Google Scholar] [CrossRef]
- Llorca, J.; Delapiscina, P.R.; Fierro, J.L.; Sales, J.; Homs, N. Influence of metallic precursors on the preparation of silica-supported PtSn alloy—Characterization and reactivity in the catalytic activation of CO2. J. Catal. 1995, 156, 139–146. [Google Scholar] [CrossRef]
- Srinivasan, R.; Davis, B.H. The structure of platinum-tin reforming catalysts. Platin. Met. Rev. 1992, 36, 151–163. [Google Scholar]
- Vu, B.K.; Song, M.B.; Ahn, I.Y.; Suh, Y.W.; Suh, D.J.; Kim, W.; Koh, H.L.; Choi, Y.G.; Shin, E.W. Pt-Sn alloy phases and coke mobility over Pt-Sn/Al2O3 and Pt-Sn/ZnAl2O4 catalysts for propane dehydrogenation. Appl. Catal. A 2011, 400, 25–33. [Google Scholar] [CrossRef]
- Sattler, J.J.H.B.; Ruiz-Martinez, J.; Santillan-Jimenez, E.; Weckhuysen, B.M. Catalytic dehydrogenation of light alkanes on metals and metal oxides. Chem. Rev. 2014, 114, 10613–10653. [Google Scholar] [CrossRef]
- Nagaraja, B.M.; Shin, C.H.; Jung, K.D. Selective and stable bimetallic Pt-Sn/θ-Al2O3 catalyst for dehydrogenation of n-butane to n-butenes. Appl. Catal. A 2013, 467, 211–223. [Google Scholar] [CrossRef]
- Hoang, D.L.; Farrage, S.A.-F.; Radnik, J.; Pohl, M.-M.; Schneider, M.; Lieske, H.; Martin, A. A comparative study of zirconia and alumina supported Pt and Pt–Sn catalysts used for dehydrocyclization of n-octane. Appl. Catal. A 2007, 333, 67–77. [Google Scholar] [CrossRef]
- Song, A.; Lu, G. Enhancement of Pt–Ru catalytic activity for catalytic wet air oxidation of methylamine via tuning the Ru surface chemical state and dispersion by Pt addition. RSC Adv. 2014, 4, 15325–15331. [Google Scholar] [CrossRef]
- Angel, G.D.; Bonilla, A.; Pena, Y.; Navarrete, J.; Fierro, J.L.G.; Acosta, D.R. Effect of lanthanum on the catalytic properties of PtSn/γ-Al2O3 bimetallic catalysts prepared by successive impregnation and controlled surface reaction. J. Catal. 2003, 219, 63–73. [Google Scholar] [CrossRef]
- Jung, J.W.; Kim, W.I.; Kim, J.R.; Oh, K.; Koh, H.L. Effect of direct reduction treatment on Pt-Sn/Al2O3 catalyst for propane dehydrogenation. Catalysts 2019, 9, 446. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst Code | Treatment |
|---|---|
| PtSn-C | Calcined |
| PtSn-U | Calcined/dehydrogenation |
| PtSn-B | Calcined/dehydrogenated/coke burning |
| PtSn-B-HCl5 | Calcined/dehydrogenated/coke burning/HCl (5%) |
| PtSn-B-HCl15 | Calcined/dehydrogenated/coke burning/HCl (15%) |
| PtSn-B-HCl25 | Calcined/dehydrogenated/coke burning/HCl (25%) |
| PtSn-B-HCl35 | Calcined/dehydrogenated/coke burning/HCl (35%) |
| Catalyst | Amount of CO Adsorbed (cm3 STP g−1cat) | Metal Dispersion (%) | Metal Surface Area (m2g−1cat) | Average Particle Size (nm) | Coke Content a (wt%) |
|---|---|---|---|---|---|
| PtSn-C | 0.16 | 4.63 | 0.34 | 24.45 | - |
| PtSn-B | 0.14 | 4.03 | 0.30 | 28.10 | 3.24 |
| PtSn-B-HCl5 | 0.09 | 2.57 | 0.19 | 43.66 | - |
| PtSn-B-HCl15 | 0.24 | 6.85 | 0.51 | 16.55 | 4.24 |
| PtSn-B-HCl25 | 0.18 | 5.08 | 0.38 | 22.29 | 2.93 |
| PtSn-B-HCl35 | 0.24 | 7.09 | 0.53 | 15.98 | 3.03 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, Y.S.; Oh, K.; Jung, K.-D.; Kim, W.-I.; Koh, H.L. Regeneration of Pt-Sn/Al2O3 Catalyst for Hydrogen Production through Propane Dehydrogenation Using Hydrochloric Acid. Catalysts 2020, 10, 898. https://doi.org/10.3390/catal10080898
Choi YS, Oh K, Jung K-D, Kim W-I, Koh HL. Regeneration of Pt-Sn/Al2O3 Catalyst for Hydrogen Production through Propane Dehydrogenation Using Hydrochloric Acid. Catalysts. 2020; 10(8):898. https://doi.org/10.3390/catal10080898
Chicago/Turabian StyleChoi, Yi Sun, Kyeongseok Oh, Kwang-Deog Jung, Won-Il Kim, and Hyoung Lim Koh. 2020. "Regeneration of Pt-Sn/Al2O3 Catalyst for Hydrogen Production through Propane Dehydrogenation Using Hydrochloric Acid" Catalysts 10, no. 8: 898. https://doi.org/10.3390/catal10080898