
Research Progress of Palladium-Plated Copper Bonding Wire in Microelectronic Packaging

Abstract
:1. Introduction
2. Preparation of Palladium-Plated Copper (PdCu) Wire
2.1. Electroplating
2.2. Electroless Plating
2.3. Direct Plating
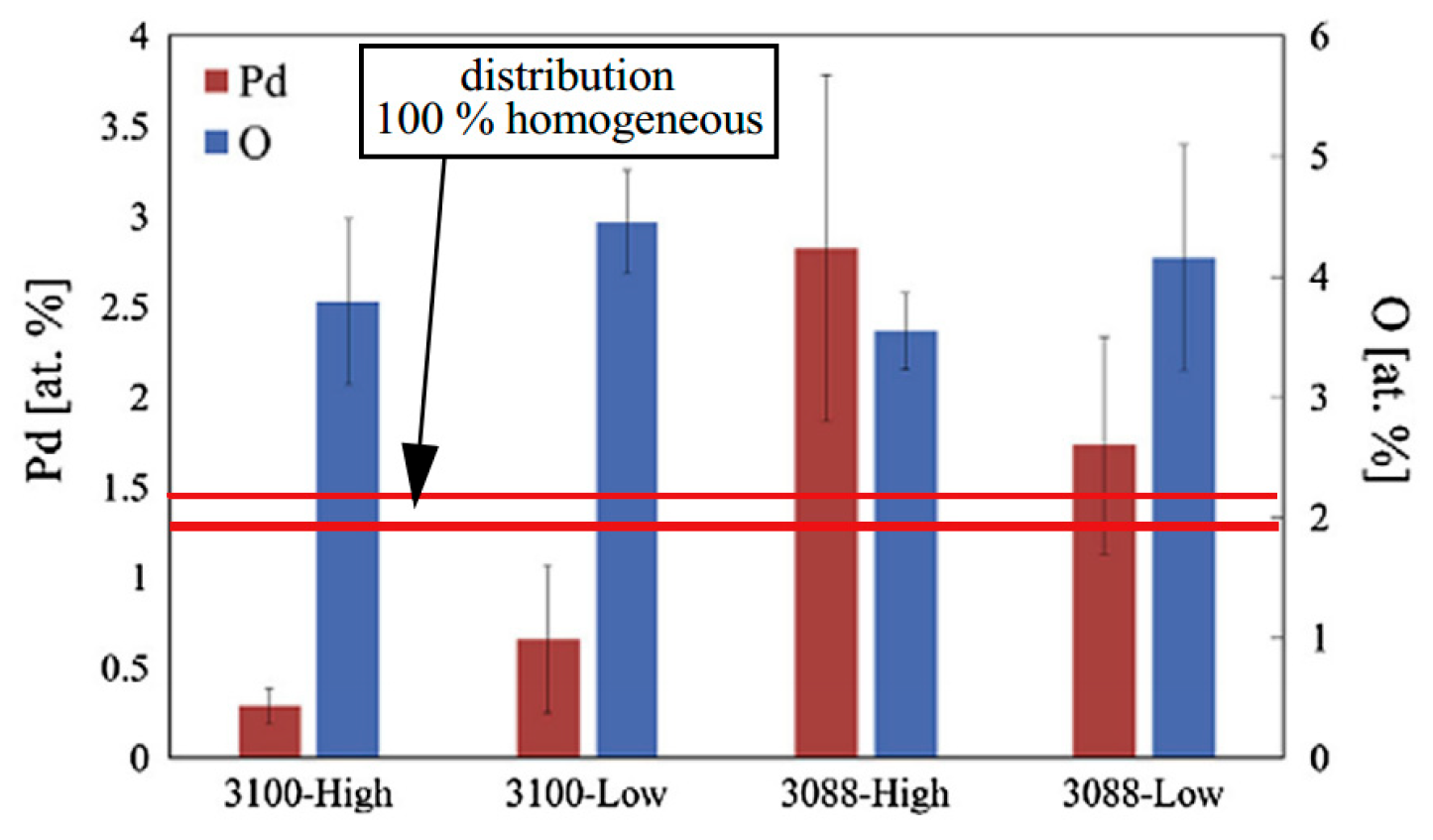
3. The Distribution of Pd in FAB and Bonding Interface
4. The Effect of Pd on Intermetallic Compounds (IMCs) and Reliability Analysis
5. Reliability of PdCu Wires
6. Summaries
7. Future Prospects
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhong, Z.W. Overview of wire bonding using copper wire or insulated wire. Microelectron. Reliab. 2011, 51, 4–12. [Google Scholar] [CrossRef]
- Charles, J.; Gunasekaran, M.; Malliah, R. Factors affecting the long-term stability of Cu/Al ball bonds subjected to standard and extended high temperature storage. Microelectron. Reliab. 2011, 51, 137–147. [Google Scholar]
- Qin, I.W.; Chylak, B.; Clauberg, H.; Shah, A.; Foley, J. Ball Bond Process Optimization with Cu and Pd-Coated Cu Wire. ECS Trans. 2012, 44, 891–901. [Google Scholar] [CrossRef]
- Chauhan, P.S.; Choubey, A.; Zhong, Z.W.; Pecht, M.G. Copper Wire Bonding; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Abdul, R.D.; Tan, C.W. Mechanical and Electrical Properties of Au-Al and Cu-Al Intermetallics Layer at Wire Bonding Interface. J. Electron. Packag. 2003, 125, 617–620. [Google Scholar]
- Cho, J.-H.; Rollett, A.D.; Cho, J.-S.; Papk, Y.-J.; Moon, J.-T.; OH, K.H. Investigation of recrystallization and grain growth of copper and gold bonding wires. Metall. Mater. Trans. A 2006, 37, 3085–3097. [Google Scholar] [CrossRef]
- Schneider-Ramelow, M.; Ehrhardt, C. The reliability of wire bonding using Ag and Al. Microelectron. Reliab. 2016, 63, 336–341. [Google Scholar] [CrossRef]
- Nguyen, L.T.; Mcdonald, D. Optimization of copper wire bonding on Al-Cu metallization. IEEE Trans. Compon. Packag. Manuf. Technol. 1995, 18, 423–429. [Google Scholar] [CrossRef]
- Murali, S.; Srikanth, N.; Vath III, C.J. Grains, deformation substructures, and slip bands observed in thermosonic copper ball bonding. Mater. Charact. 2003, 50, 9–50. [Google Scholar] [CrossRef]
- Uno, T. Bond reliability under humid environment for coated copper wire and bare copper wire. Microelectron. Reliab. 2011, 51, 148–156. [Google Scholar] [CrossRef]
- Tan, C.W.; Daud, A.R.; Yarmo, M.A. Corrosion study at Cu–Al interface in microelectronics packaging. Appl. Surf. Sci. 2002, 191, 67–73. [Google Scholar] [CrossRef]
- Kaimori, S.; Nonaka, T.; Mizoguchi, A. Development of ‘Hybrid Bonding Wire’. SEI Tech. Rev. 2006, 63, 14–18. [Google Scholar]
- Uno, T. Enhancing bondability with coated copper bonding wire. Microelectron. Reliab. 2011, 51, 88–96. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, Y.; Cao, J.; Su, C.; Li, C.; Chang, A.; An, B. Research Progress on Bonding Wire for Microelectronic Packaging. Micromachines 2023, 14, 432. [Google Scholar] [CrossRef]
- Kaimori, S.; Nonaka, T.; Mizoguchi, A. The Development of Cu Bonding Wire with Oxidation-Resistant Metal Coating. IEEE Trans. Adv. Packag. 2006, 29, 227–231. [Google Scholar] [CrossRef]
- Cheng, P.-Y.; Lai, P.-Y.; Ye, Z.-J.; Hesieh, C.-L.; Ye, J.-M. Effect of Pd distribution on Pd-plated Cu wire using different electronic flame off settings. J. Mater. Sci. Mater. Electron. 2017, 28, 4613–4618. [Google Scholar] [CrossRef]
- Qin, W.; Anderson, T.; Chang, G. Mechanism to improve the reliability of copper wire bonding with palladium-coating of the wire. Microelectron. Reliab. 2019, 99, 239–244. [Google Scholar] [CrossRef]
- Koh, W.; Lee, T.K.; Ng, H.S.; Goh, K.S. Investigation of palladium coverage on bonded balls of palladium-coated copper wires. In Proceedings of the IEEE 2011 12th International Conference on Electronic Packaging Technology and High Density Packaging, Shanghai, China, 1 January 2011. [Google Scholar]
- Xu, H.; Qin, I.; Clauberg, H.; Chylak, B.; Acoff, V.L. Behavior of palladium and its impact on intermetallic growth in palladium-coated Cu wire bonding. Acta Mater. 2013, 61, 79–88. [Google Scholar] [CrossRef]
- Stephan, D.; Chew, E.; Yeung, J.; Milke, E. Impact of palladium to the interfacial behavior of palladium coated copper wire on aluminium pad metallization during high temperature storage. In Proceedings of the IEEE 2011 IEEE 13th Electronics Packaging Technology Conference, Singapore, 7–9 December 2011. [Google Scholar]
- Uno, T.; Kimura, K.; Yamada, T. Surface-enhanced copper bonding wire for LSI and its bond reliability under humid environment. In Proceedings of the IEEE 2009 European Microelectronics and Packaging Conference, Rimini, Italy, 15–18 June 2009. [Google Scholar]
- England, L.; Eng, S.T.; Liew, C.; Lim, H.H. Cu wire bond parameter optimization on various bond pad metallization and barrier layer material schemes. Microelectron. Reliab. 2010, 51, 81–87. [Google Scholar] [CrossRef]
- Gam, S.-A.; Kim, H.-J.; Cho, J.-S.; Park, Y.-J.; Moon, J.-T.; Paik, K.-W. Effects of Cu and Pd Addition on Au Bonding Wire/Al Pad Interfacial Reactions and Bond Reliability. J. Electron. Mater. 2006, 35, 2048–2055. [Google Scholar] [CrossRef]
- Gan, C.L.; Hashim, U. Reliability Assessment and Activation Energy Study of Au and Pd-Coated Cu Wires Post High Temperature Aging in Nanoscale Semiconductor Packaging. J. Electron. Packag. 2013, 135, 210101–210107. [Google Scholar] [CrossRef]
- Kong, Y.N. The Research on Manufacturing Process and Properties of Palladium Coated Copper Wire. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2013. [Google Scholar]
- Cao, R.-P.; Xiao, S.-M. Study on Technology of Palladium Plating. Surf. Technol. 2004, 33, 50–51. [Google Scholar]
- Kang, F.F.; Yang, G.X.; Kong, J.W.; Dao, P.; Wu, Y.J.; Zhang, K.H. The Development Trend of Palladium–plated Bonding Copper Wire. Mater. Rev. 2011, 25, 104–107, 128. [Google Scholar]
- Cao, J.; Fan, J.L.; Gao, W.B. Investigation of copper direct coating Pd technology and bonding properties. Mater. Sci. Technol. 2015, 23, 110–114. [Google Scholar]
- Zhang, T.-T.; Zhao, L.-L.; Wan, C.-Y.; He, Y.-Q.; Xu, B. Study on process of electroless palladium plating on copper. Electroplat. Finish. 2015, 34, 1100–1104. [Google Scholar]
- Zhou, X.G.; Du, L.M.; Xiang, C.H.; Su, H.F.; Chen, B. A Chemically Plated Palladium Copper Bonding Wire and Its Preparation Method. China Patent CN103560120B, 3 March 2016. [Google Scholar]
- Zhang, T.-T. Improvement of Stability of Copper Wire Bonding. Master’s Thesis, Shanghai Institute of Technology, Shanghai, China, 2016. [Google Scholar]
- Ding, Y.-T.; Cao, J.; Hu, Y.; Kou, S.-Z.; Xu, G.-J. Study on Effect Factor for Preparation Process of Single Crystal Copper Bonding Wire. Foundry Technol. 2007, 28, 1648–1651. [Google Scholar]
- Ding, Y.T.; Kong, Y.N.; Cao, J.; Hu, Y.; Sun, G. Research on Producing Process and Performance of Pd-coated Copper Wire. Foundry Technol. 2013, 34, 142–145. [Google Scholar]
- Song, K.-X.; Zhou, Y.-J.; Mi, X.-J.; Xiao, Z.; Cao, J.; Ding, Y.-T.; Wu, B.-A.; Feng, C.-L.; Li, Z.; Chen, D.-B.; et al. Preparation, microstructure and properties of copper based wire. Trans. Nonferrous Met. Soc. China 2020, 30, 2845–2874. [Google Scholar]
- Yauw, O.; Clauberg, H.; Lee, K.F.; Shen, L.; Chylak, B. Wire bonding optimization with fine copper wire for volume production. In Proceedings of the IEEE 2010 12th Electronics Packaging Technology Conference, Singapore, 8–10 December 2010. [Google Scholar]
- Tang, L.J.; Ho, H.M.; Koh, W.; Zhang, Y.J.; Goh, K.S.; Huang, C.S.; Yu, Y.T. Pitfalls and solutions of replacing gold wire with palladium coated copper wire in IC wire bonding. In Proceedings of the IEEE 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011. [Google Scholar]
- Clauberg, H.; Chylak, B.; Wong, N.; Yeung, J.; Milke, E. Wire bonding with Pd-coated copper wire. In Proceedings of the IEEE 2010 IEEE CPMT Symposium Japan, Tokyo, Japan, 24–26 August 2010. [Google Scholar]
- Cheng, P.Y.; Lai, P.Y.; Ye, J.M.; Chen, T.C.; Hsieh, C.L. High temperature storage reliability of palladium coated copper wire in different EFO current settings. Microelectron. Reliab. 2018, 80, 1–6. [Google Scholar] [CrossRef]
- Lim, A.B.Y.; Chang, A.C.K.; Lee, C.X.; Yauw, O.; Chylak, B.; Chen, Z. Palladium-Coated and Bare Copper Wire Study for Ultra-Fine Pitch Wire Bonding. ECS Trans. 2013, 52, 717. [Google Scholar] [CrossRef]
- Lim, A.B.Y.; Chang, A.C.K.; Yauw, O.; Chylak, B.; Gan, C.L.; Chen, Z. Ultra-fine pitch palladium-coated copper wire bonding: Effect of bonding parameters. Microelectron. Reliab. 2014, 54, 2555–2563. [Google Scholar] [CrossRef]
- Du, Y.H.; Liu, Z.Q.; Ji, H.J.; Li, M.Y.; Wen, M. The mechanism of Pd distribution in the process of FAB formation during Pd-coated Cu wire bonding. J. Mater. Sci. Mater. Electron. 2018, 29, 13774–13781. [Google Scholar] [CrossRef]
- Ly, N.; Xu, D.E.; Song, W.H.; Mayer, M. More uniform Pd distribution in free-air balls of Pd-coated Cu bonding wire using movable flame-off electrode. Microelectron. Reliab. 2015, 55, 201–206. [Google Scholar] [CrossRef]
- Qin, I.; Xu, H.; Clauberg, H.; Cathcart, R.; Acoff, V.; Chylak, B.; Huynh, C. Wire bonding of Cu and Pd coated Cu wire: Bondability, reliability, and IMC formation. In Proceedings of the IEEE 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011. [Google Scholar]
- Subramanian, P.R.; Simmons, J.P. Phase Equilibria in the Vicinity of the DO22Al3Nb Composition in the AI-Nb-W, AI-Nb-Co, AI-Nb-Pt, AND AI-Nb-Ag Systems. Scr. Metall. Mater. 1990, 25, 231–236. [Google Scholar] [CrossRef]
- Yeung, J.; Xu, H.; Chew, E. Effect of palladium on copper aluminide intermetallic growth in palladium copper bonding wire. In Proceedings of the IEEE 2012 13th International Conference on Electronic Packaging Technology & High Density Packaging, Guilin, China, 13–16 August 2012. [Google Scholar]
- Cao, J.; Fan, J.L.; Xue, T.L. Investigation of copper coating Pd wire properties and bonding quality. Mater. Sci. Technol. 2014, 22, 48–53. [Google Scholar]
- Tang, L.J.; Ho, H.M.; Zhang, Y.J.; Lee, Y.M.; Lee, C.W. Investigation of Palladium Distribution on the Free Air Ball of Pd-coated Cu wire. In Proceedings of the IEEE 2010 12th Electronics Packaging Technology Conference, Singapore, 8–10 December 2010. [Google Scholar]
- Du, Y.H. Influence of Palladium Addition on the Reliability of Copper Wire Bond. Ph.D. Thesis, University of Chinese Academy of Sciences, Beijing, China, 2020. [Google Scholar]
- Hang, C.J.; Wang, C.Q.; Mayer, M.; Tian, Y.H.; Zhou, Y. Growth behavior of Cu/Al intermetallic compounds and cracks in copper ball bonds during isothermal aging. Microelectron. Reliab. 2008, 48, 416–424. [Google Scholar] [CrossRef]
- Yoshitaka, T.; Jian, L.; Russell, S.W.; Mayer, J.W. Thermal and ion beam induced thin film reactions in Cu-Al bilayers. Nucl. Instrum. Methods Phys. Res. Sect. B 1992, 64, 130–133. [Google Scholar] [CrossRef]
- Ratchev, P.; Stoukatch, S.; Swinnen, B. Mechanical reliability of Au and Cu wire bonds to Al, Ni/Au and Ni/Pd/Au capped Cu bond pads. Microelectron. Reliab. 2005, 46, 1315–1325. [Google Scholar] [CrossRef]
- Onuki, J.; Koizumi, M.; Araki, I. Investigation of the Reliability of Copper Ball Bonds to Aluminum Electrodes. IEEE Trans. Compon. Hybrids Manuf. Technol. 1987, 10, 550–555. [Google Scholar] [CrossRef]
- Murali, S.; Srikanth, N.; Vath, C.J., III. An analysis of intermetallics formation of gold and copper ball bonding on thermal aging. Mater. Res. Bull. 2003, 38, 637–646. [Google Scholar] [CrossRef]
- Kim, S.H.; Park, J.W.; Hong, S.J.; Moon, J.T. The interface behavior of the Cu-Al bond system in high humidity conditions. In Proceedings of the IEEE 2010 12th Electronics Packaging Technology Conference, Singapore, 8–10 December 2010. [Google Scholar]
- Kim, H.J.; Lee, J.Y.; Paik, K.W.; Koh, K.W.; Won, J.; Choe, S.; Lee, J.; Moon, J.T.; Park, Y.J. Effects of Cu/Al Intermetallic Compound (IMC) on Copper Wire and Aluminum Pad Bondability. IEEE Trans. Compon. Packag. Manuf. Technol. 2003, 26, 367–374. [Google Scholar]
- Chen, C.Y.; Hwang, W.S. Effect of Annealing on the Interfacial Structure of Aluminum-Copper Joints. Mater. Trans. 2007, 48, 1938–1947. [Google Scholar] [CrossRef] [Green Version]
- Lim, A.B.Y.; Long, X.; Shen, L.; Chen, X.; Ramanujan, R.V.; Gan, C.L.; Chen, Z. Effect of palladium on the mechanical properties of Cu–Al intermetallic compounds. J. Alloys Compd. 2015, 628, 107–112. [Google Scholar] [CrossRef]
- Tavassoli, S.; Abbasi, M.; Tahavvori, R. Controlling of IMCs layers formation sequence, bond strength and electrical resistance in Al-Cu bimetal compound casting process. Mater. Des. 2016, 108, 343–353. [Google Scholar] [CrossRef]
- Xu, H.; Liu, C.; Silberschmidt, V.V.; Chen, Z.; Wei, J.; Sivakumar, M. Effect of bonding duration and substrate temperature in copper ball bonding on aluminium pads: A TEM study of interfacial evolution. Microelectron. Reliab. 2011, 51, 113–118. [Google Scholar] [CrossRef]
- Lim, A.B.Y.; Neo, W.J.; Yauw, O.; Chylak, B.; Gan, C.L.; Chen, Z. Evaluation of the corrosion performance of Cu–Al intermetallic compounds and the effect of Pd addition. Microelectron. Reliab. 2016, 56, 155–161. [Google Scholar] [CrossRef]
- Park, H.W.; Lee, S.J.; Cho, D.C.; Lee, S.H.; Kim, J.K.; Lee, J.H.; Jung, S.K.; Narm, H.S.; Hsu, P.; Low, S.; et al. Behavior of Au and Pd and the effects of these metals on IMCs in Pd-Au-coated copper wire. Microelectron. Reliab. 2018, 91, 283–290. [Google Scholar] [CrossRef]
- Na, S.H.; Hwang, T.K.; Park, J.S.; Kim, J.Y.; Yoo, H.Y.; Lee, C.H. Characterization of intermetallic compound (IMC) growth in Cu wire ball bonding on Al pad metallization. In Proceedings of the IEEE 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011. [Google Scholar]
- Yamaji, Y.; Hori, M.; Ikenosako, H.; Oshima, Y.; Suda, T.; Umeki, A.; Kandori, M.; Oida, M.; Goto, H.; Katsumata, A.; et al. IMC study on Cu wirebond failures under high humidity conditions. In Proceedings of the IEEE 2011 IEEE 13th Electronics Packaging Technology Conference, Singapore, 7–9 December 2011. [Google Scholar]
- Lim, A.B.Y.; Boothroyd, C.B.; Yauw, O.; Chylak, B.; Gan, C.L.; Chen, Z. Interfacial evolution and bond reliability in thermosonic Pd coated Cu wire bonding on aluminum metallization: Effect of palladium distribution. Microelectron. Reliab. 2016, 63, 214–223. [Google Scholar] [CrossRef]
- Abe, H.; Kang, D.C.; Yamamoto, T.; Yagihashi, T.; Endo, Y.; Saito, H.; Horie, T.; Tamate, H.; Ejiri, Y.; Watanabe, N.; et al. Cu wire and Pd-Cu wire package reliability and molding compounds. In Proceedings of the IEEE 2012 IEEE 62nd Electronic Components and Technology Conference, San Diego, CA, USA, 29 May–1 June 2012. [Google Scholar]
- Lee, C.C.S.; Tran, T.; Boyne, D.; Higgins, L.; Mawer, A. Copper versus palladium coated copper wire process and reliability differences. In Proceedings of the IEEE 2014 IEEE 64th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 27–30 May 2014. [Google Scholar]
- Schneider-Ramelow, M.; Geißler, U.; Schmitz, S.; Grübl, W.; Schuch, B. Development and Status of Cu Ball/Wedge Bonding in 2012. J. Electron. Mater. 2013, 42, 558–595. [Google Scholar] [CrossRef]
- Lu, Y.H.; Wang, Y.W.; Appelt, B.K.; Lai, Y.S.; Kao, C.R. Growth of CuAl intermetallic compounds in Cu and Cu(Pd) wire bonding. In Proceedings of the IEEE 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011. [Google Scholar]
- Lin, Y.W.; Ke, W.B.; Wang, R.Y.; Wang, I.S.; Chiu, Y.T.; Lu, K.C.; Lin, K.L.; Lai, Y.S. The influence of Pd on the interfacial reactions between the Pd-plated Cu ball bond and Al pad. Surf. Coat. Technol. 2013, 231, 599–603. [Google Scholar] [CrossRef]
- Xu, H.; Qin, I.; Shan, A.; Clauberg, H.; Chylak, B.; Acoff, V.L. TEM study on interface of palladium coated copper wire bonding on aluminum metallization. In Proceedings of the IEEE 2012 13th International Conference on Electronic Packaging Technology & High Density Packaging, Guilin, China, 13–16 August 2012. [Google Scholar]
- Philofsky, E. Intermetallic Formation in Gold-Aluminum Systems. Solid-State Electron. 1970, 13, 1391–1394. [Google Scholar] [CrossRef]
- Jang, G.Y.; Duh, J.G.; Takahashi, H.; Su, D. Solid-State Reaction in an Au Wire Connection with an Al-Cu Pad During Aging. J. Electron. Mater. 2006, 35, 323–332. [Google Scholar] [CrossRef]
- Kim, H.G.; Lee, T.W.; Jeong, E.K.; Kim, W.Y.; Lim, S.H. Effects of alloying elements on microstructure and thermal aging properties of Au bonding wire. Microelectron. Reliab. 2011, 51, 2250–2256. [Google Scholar] [CrossRef]
- Gan, C.L.; Ng, E.K.; Chan, B.L.; Classe, F.C.; Kwuanjai, T.; Hashim, U. Wearout Reliability and Intermetallic Compound Diffusion Kinetics of Au and PdCu Wires Used in Nanoscale Device Packaging. J. Nanomater. 2013, 2013, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Breach, C.D.; Wulff, F. New observations on intermetallic compound formation in gold ball bonds: General growth patterns and identification of two forms of Au 4 Al. Microelectron. Reliab. 2004, 44, 973–981. [Google Scholar] [CrossRef]
- Lin, Y.W.; Wang, R.Y.; Ke, W.B.; Wang, I.S.; Chiu, Y.T.; Lu, K.C.; Lin, K.L.; Lai, Y.S. The Pd distribution and Cu flow pattern of the Pd-plated Cu wire bond and their effect on the nanoindentation. Mater. Sci. Eng. A 2012, 543, 152–157. [Google Scholar] [CrossRef]
- Chen, J.; Lai, Y.S.; Wang, Y.W.; Kao, C.R. Investigation of growth behavior of Al–Cu intermetallic compounds in Cu wire bonding. Microelectron. Reliab. 2011, 51, 125–129. [Google Scholar] [CrossRef]
- Drozdov, M.; Gur, G.; Atzmon, Z.; Kaplan, W.D. Detailed investigation of ultrasonic Al–Cu wire-bonds: II. Microstructural evolution during annealing. J. Mater. Sci. 2008, 43, 6038–6048. [Google Scholar] [CrossRef]
- Funamizu, Y.; Watanabe, K. Interdiffusion in the Al–Cu System. Trans. Jpn. Inst. Met. 1971, 12, 147–152. [Google Scholar] [CrossRef]
- Kah, P.; Vimalraj, C.; Martikainen, J.; Suoranta, R. Factors influencing Al-Cu weld properties by intermetallic compound formation. Int. J. Mech. Mater. Eng. 2015, 10, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Du, Y.H.; Wen, M.; Ji, H.J.; Li, M.Y.; Liu, Z.Q. Effects of Pd addition on the interfacial reactions between Cu and Al during ultrasonic welding. J. Mater. Sci. Mater. Electron. 2019, 30, 12840–12850. [Google Scholar] [CrossRef]
- Liu, X.J.; Ohnuma, I.; Kainuma, R.; Ishida, K. Phase equilibria in the Cu-rich portion of the Cu–Al binary system. J. Alloys Compd. 1998, 264, 201–208. [Google Scholar] [CrossRef]
- Tan, Y.Y.; Yang, Q.L.; Sim, K.S.; Sun, L.T.; Wu, X. Cu–Al intermetallic compound investigation using ex-situ post annealing and in-situ annealing. Microelectron. Reliab. 2015, 55, 2316–2323. [Google Scholar] [CrossRef]
- Xu, H.; Liu, C.; Silberschmidt, V.V.; Pramana, S.S.; White, T.J.; Chen, Z.; Acoff, V.L. Behavior of aluminum oxide, intermetallics and voids in Cu–Al wire bonds. Acta Mater. 2011, 59, 5661–5673. [Google Scholar] [CrossRef]
- Kim, H.G.; Kim, S.M.; Lee, Y.J. Microstructural evaluation of interfacial intermetallic compounds in Cu wire bonding with Al and Au pads. Acta Mater. 2014, 64, 356–366. [Google Scholar] [CrossRef]
- Gueydan, A.; Domengès, B.; Hug, E. Study of the intermetallic growth in copper-clad aluminum wires after thermal aging. Intermetallics 2014, 50, 34–42. [Google Scholar] [CrossRef]
- Drozdov, M.; Gur, G.; Atzmon, Z.; Kaplan, W.D. Detailed investigation of ultrasonic Al–Cu wire-bonds: I. Intermetallic formation in the as-bonded state. J. Mater. Sci. 2008, 43, 6029–6037. [Google Scholar] [CrossRef]
- Xu, H.; Liu, C.; Silberschmidt, V.V.; Chen, Z. TEM Microstructural Analysis of As-bonded Copper Ball Bonds on Aluminum Metallization. In Proceedings of the IEEE 2008 10th Electronics Packaging Technology Conference, Singapore, 9–12 December 2008. [Google Scholar]
- Xu, H.; Liu, C.; Silberschmidt, V.V.; Pramana, S.S.; White, T.J.; Chen, Z. A re-examination of the mechanism of thermosonic copper ball bonding on aluminium metallization pads. Scr. Mater. 2009, 61, 165–168. [Google Scholar] [CrossRef]
- Guo, Y.J.; Liu, G.W.; Jin, H.Y.; Shi, Z.Q.; Qiao, G.J. Intermetallic phase formation in diffusion-bonded Cu/Al laminates. J. Mater. Sci. 2011, 46, 2467–2473. [Google Scholar] [CrossRef]
- Eto, M.; Araki, N.; Yamada, T.; Sugiyama, M.; Fujimoto, S. Influence of post-bonding heating process on the long-term reliability of Cu/Al contact. Microelectron. Reliab. 2021, 118, 114058. [Google Scholar] [CrossRef]
- Gan, C.L.; Hashim, U. Evolutions of bonding wires used in semiconductor electronics: Perspective over 25 years. J. Mater. Sci. Mater. Electron. 2015, 26, 4412–4424. [Google Scholar] [CrossRef]
- Lee, C.C.; Higgins, L.M. Challenges of Cu wire bonding on low-k/Cu wafers with BOA structures. In Proceedings of the IEEE 2010 Proceedings 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010. [Google Scholar]
- Hiew, P.F.; Au, Y.K.; Eu, P.L. Development and qualification of copper wire bond process for automotive applications. In Proceedings of the IEEE 2012 14th International Conference on Electronic Materials and Packaging (EMAP), Hong Kong, China, 13–16 December 2012. [Google Scholar]
- Tran, T.A.; Lee, C.C.; Mathew, V.; Higgins, L. Copper wire bonding on low-k/copper wafers with Bond Over Active (BOA) structures for automotive customers. In Proceedings of the IEEE 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011. [Google Scholar]
- Boettcher, T.; Rother, M.; Liedtke, S.; Ullrich, M.; Bollmann, M.; Pinkernelle, A.; Gruber, D.; Funke, H.J.; Kaiser, M.; Lee, K.; et al. On the intermetallic corrosion of Cu-Al wire bonds. In Proceedings of the IEEE 2010 12th Electronics Packaging Technology Conference, Singapore, 8–10 December 2010. [Google Scholar]
- Uno, T.; Terashima, S.; Yamada, T. Surface-enhanced copper bonding wire for LSI. In Proceedings of the IEEE 2009 59th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2009. [Google Scholar]
- Eto, M.; Araki, N.; Yamada, T.; Sugiyama, M.; Fujimoto, S. Microstructural characterization of alloyed palladium coated copper wire under high temperature. Microelectron. Reliab. 2021, 120, 114125. [Google Scholar] [CrossRef]
- Eto, M.; Araki, N.; Yamada, T.; Klengel, S.; Petzold, M.; Sugiyama, M.; Fujimoto, S. Effects of alloying elements in high reliability copper wire bond material for high temperature applications. Microelectron. Reliab. 2020, 114, 113819. [Google Scholar] [CrossRef]
- Krinke, J.C.; Dragicevic, D.; Leinert, S.; Friess, E.; Glueck, J. High temperature degradation of palladium coated copper bond wires. Microelectron. Reliab. 2014, 54, 9–10. [Google Scholar] [CrossRef]
- Chen, X. A comparative study of palladium-plated copper wire and bare copper wire bonding in IC packaging. Silicon Val. 2014, 152–153, 114. [Google Scholar]
- Zhao, J. Discussion the Characteristics of Coating Pd Copper Wire Bonding. Electron. Packag. 2012, 12, 36–41. [Google Scholar]
- Gan, C.L.; Ng, E.K.; Chan, B.L.; Kwuanjai, T.; Jakarin, S.; Hashim, U. Wearout reliability study of Cu and Au wires used in flash memory fine line BGA package. In Proceedings of the IEEE 2012 7th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 24–26 October 2012. [Google Scholar]
- Su, P.; Seki, H.; Ping, C.; Zenbutsu, S.I.; Itoh, S.; Huang, L.; Liao, N.; Liu, B.; Chen, C.; Tai, W.; et al. An evaluation of effects of molding compound properties on reliability of Cu wire components. In Proceedings of the IEEE 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011. [Google Scholar]
- Stephan, D.; Wulff, F.W.; Milke, E. Reliability of palladium coated copper wire. In Proceedings of the IEEE 2010 12th Electronics Packaging Technology Conference, Singapore, 8–10 December 2010. [Google Scholar]
- Uno, T.; Yamada, T. Improving humidity bond reliability of copper bonding wires. In Proceedings of the IEEE 2010 Proceedings 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010. [Google Scholar]
- Leong, G.C.; Uda, H. Comparative Reliability Studies and Analysis of Au, Pd-Coated Cu and Pd-Doped Cu Wire in Microelectronics Packaging. PLoS ONE 2013, 11, e78705. [Google Scholar] [CrossRef] [Green Version]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Guo, H.; Cao, J.; Wu, X.; Jia, H.; Chang, A. Research Progress of Palladium-Plated Copper Bonding Wire in Microelectronic Packaging. Micromachines 2023, 14, 1538. https://doi.org/10.3390/mi14081538
Zhang Y, Guo H, Cao J, Wu X, Jia H, Chang A. Research Progress of Palladium-Plated Copper Bonding Wire in Microelectronic Packaging. Micromachines. 2023; 14(8):1538. https://doi.org/10.3390/mi14081538
Chicago/Turabian StyleZhang, Yuemin, Haiyun Guo, Jun Cao, Xuefeng Wu, Hewei Jia, and Andong Chang. 2023. "Research Progress of Palladium-Plated Copper Bonding Wire in Microelectronic Packaging" Micromachines 14, no. 8: 1538. https://doi.org/10.3390/mi14081538