Microporous structures are used more and more widely in the fields of molding, medical devices, aerospace, etc. In the field of aero-engines, the turbine blades of aero-engines are subjected to the maximum thermal load during operation and the working environment is very harsh, so the air-film hole cooling technology is a key technology for protecting the turbine components from overheating [
1]. The aero-turbine engine airfoil holes are characterized by large number, small apertures and high hardness of turbine blades, which are extremely difficult to machine by traditional methods [
2]. High-speed EDM provides a practical solution to this problem because of its advantages of fast machining speed, suitable for multi-hole machining, small heat-affected zone, no surface micro-cracking, and wide range of processed materials [
3]. Compared with conventional EDM, it uses a tubular electrode, during which a high-pressure water-based working fluid is added inside the tubular electrode to force chip evacuation, while the electrode rotates at high speed to make small holes more uniformly machined [
4]. In this process, the copper tube electrode is crucial, as its diameter will determine the size of the inner diameter of the processed small hole, and the surface quality of the electrode will determine the surface quality of the inner wall of the processed small hole. Meanwhile, the copper tube electrode is a consumable part [
5], and a large amount of high-quality copper tube electrodes are required for batch processing of small holes; thus, the current urgent problem to be solved is how to produce high-quality ultra-fine copper tube electrodes with high efficiency, especially with automatic processing.
In the field of EDM cylindrical electrode machining, there are many methods: for example, using the method of electrical discharge drilling (EDD), ultra-fine WC-6% Co cylindrical electrodes with an aspect ratio of 45 can be machined [
6]; additionally, using the method of multi-EDM grinding, cylindrical electrodes with a length of 0.6 mm and a diameter of 20 μm can be machined [
7]. Other methods such as Block electrode discharge grinding (BEDG) and Electrochemical Etching [
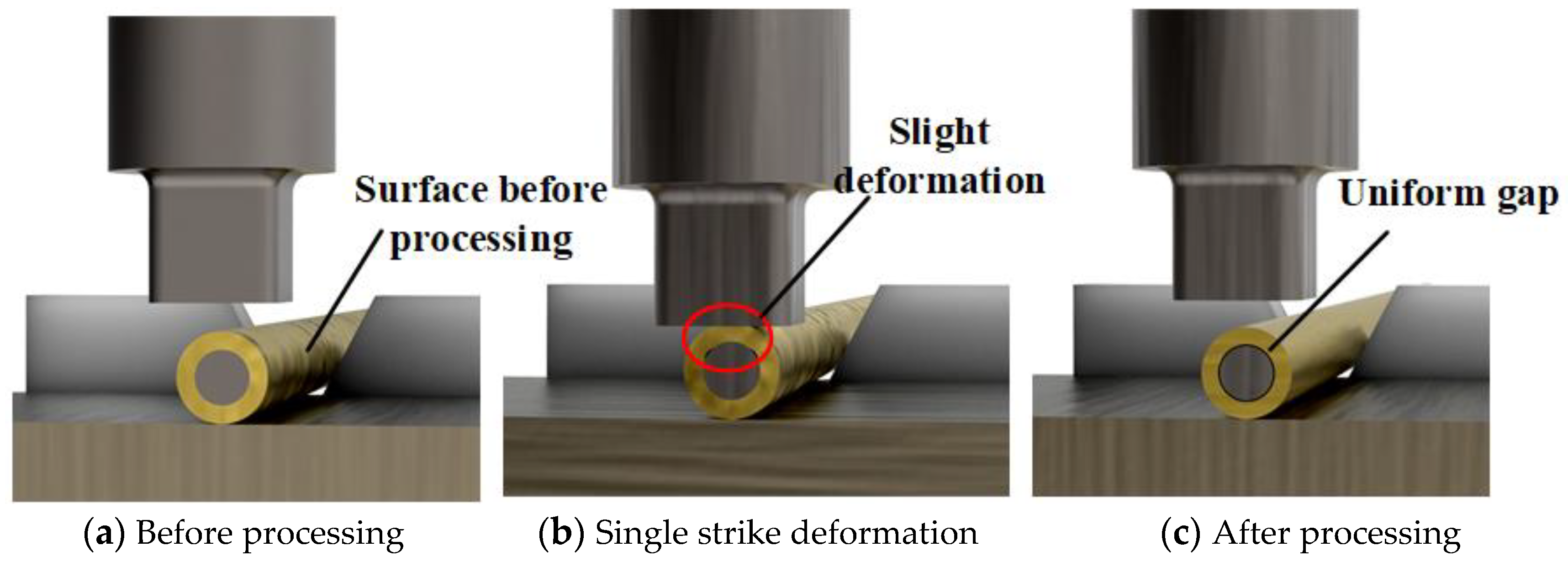
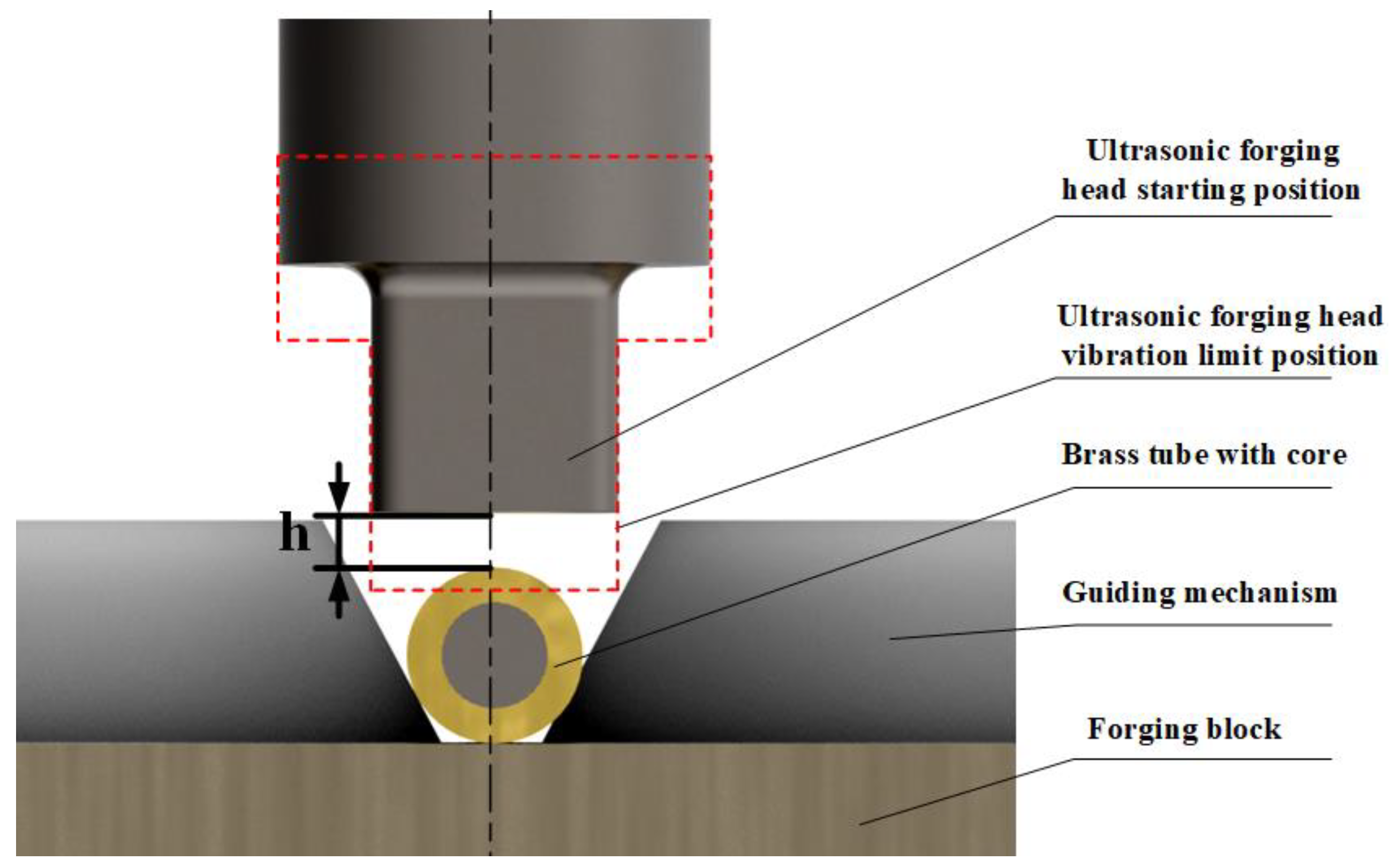
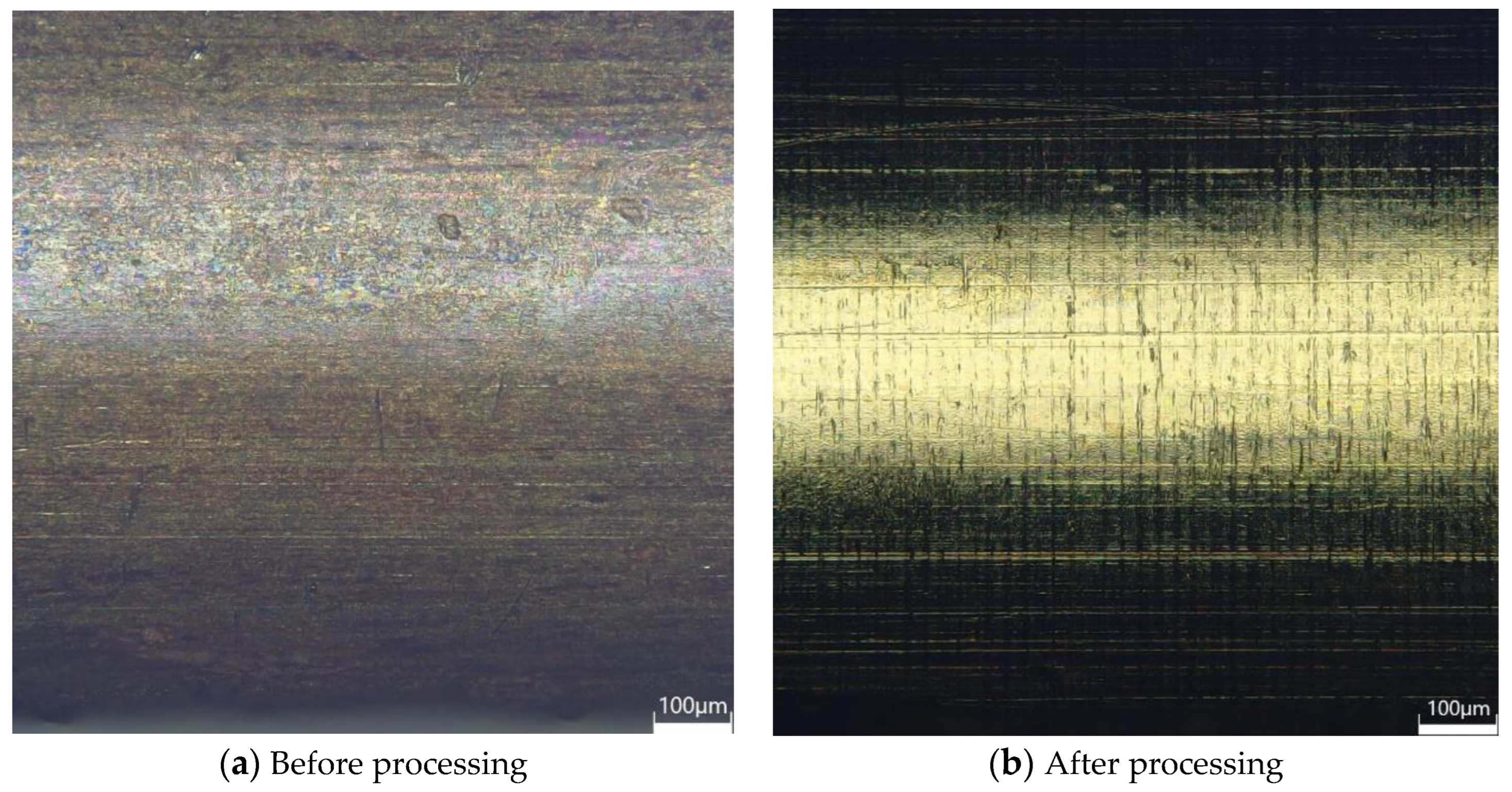
8] are also widely used, and the processing of cylindrical electrodes is also developing in the direction of ultrafine, high aspect ratio and high-quality electrode materials. In contrast, compared with the processing of cylindrical electrodes, the preparation methods of ultrafine tube electrodes have rarely been studied, and there are few studies in the field of automated processing of copper tube electrodes with high aspect ratios. At present, the widely used production process of ultra-fine copper tube is as follows: (1) insert a steel core inside the thicker copper tube blank, and compress the copper tube blank by mechanical rolling or drawing to obtain a finer copper tube with a core; (2) stress relieving annealing; (3) roll the copper tube with a core by mechanical knocking to separate the inner wall of the copper tube from the steel core, and withdraw the steel core to obtain a finer copper tube that is decored; (4) repeat the above process until the desired outer diameter is obtained. The most important step here is the decoring. Mechanical knocking decoring efficiency is low, the yield rate is low, the preparation area is large, it is difficult to achieve automation, etc. The decoring force in the processing of copper tube electrode is often very large and can only be done by machines, so we innovatively try to use ultrasonic vibration to replace mechanical knocking to achieve the decoring of copper tubes with cores. The decoring force is significantly reduced after processing, and the steel core can even be easily removed by hand; at the same time, the surface of the processed copper tube electrode has a better integrity, and the processing effect is good. Ultrasound is widely used in welding, milling, grinding, drilling, laser processing and other fields [
9,
10,
11,
12], but mainly for auxiliary manufacturing. Direct use of ultrasound for mechanical processing is not yet common in the field of machining. There is a small amount of research on processing metal materials directly using ultrasonic vibration—for example, ultrasonic impact treatment [
13], which is closer to the principle of shot peening, can make use of the advantages of high ultrasonic vibration frequency and low force to make the surface of the workpiece undergo small plastic deformation and surface grain refinement, thus enhancing the surface quality and improving the mechanical properties [
14]. Ultrasonic impact treatment has the advantages of high ultrasonic vibration frequency, low force, nano-scale deformation, strengthening the surface of metal materials, significantly improving the surface integrity of metal materials, generating beneficial residual stress on the surface, improving the mechanical properties of the surface, etc. It is considered one of the most promising technologies in the cold treatment of metal materials [
15]. Therefore, we tried to use ultrasonic vibration instead of mechanical knocking to decore brass tubes with cores, which could not only result in automatic and high-efficiency production of ultra-fine copper tube electrodes but could also improve the surface quality of the processed copper tube electrodes and prolong the service life of the electrodes.
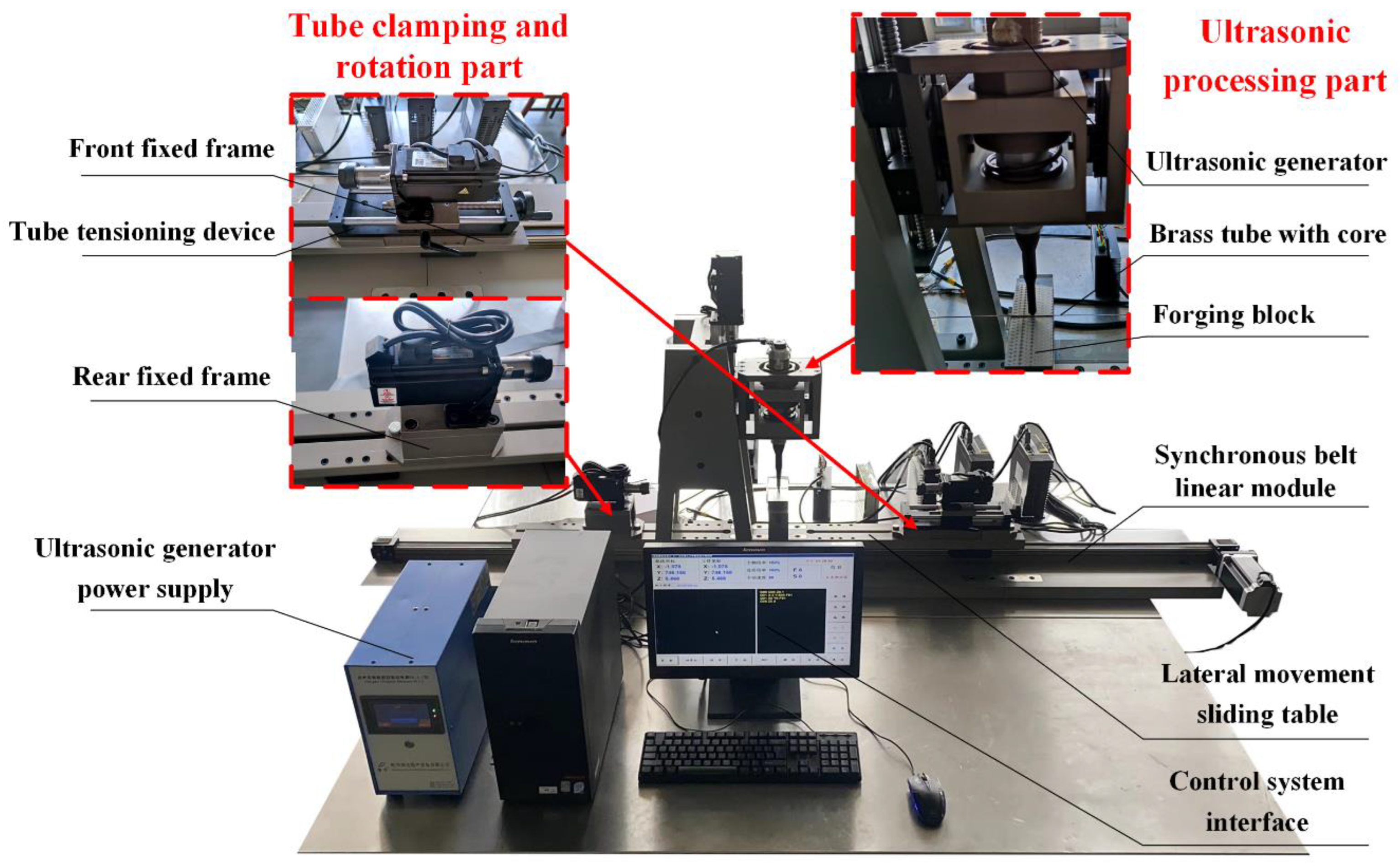
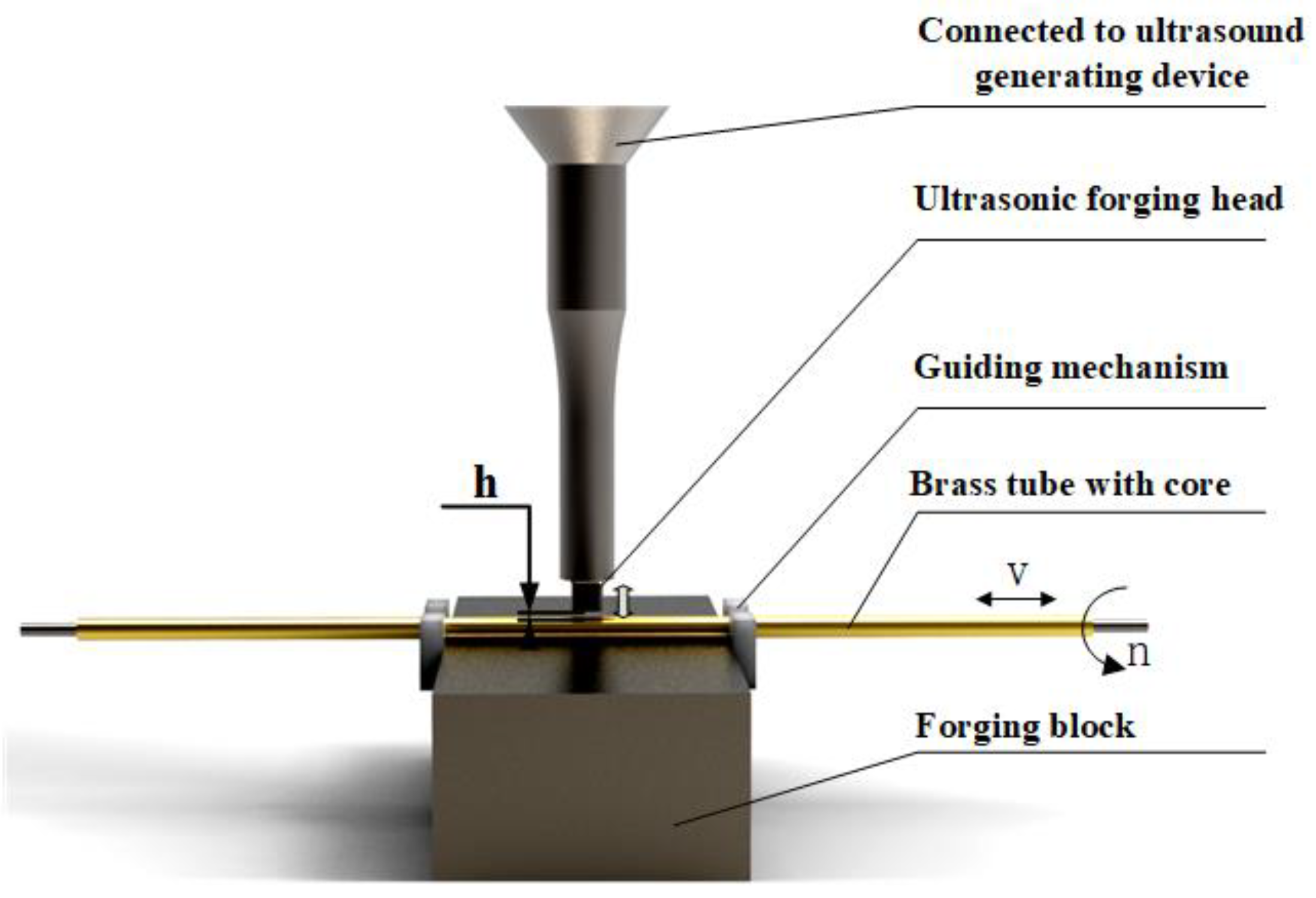
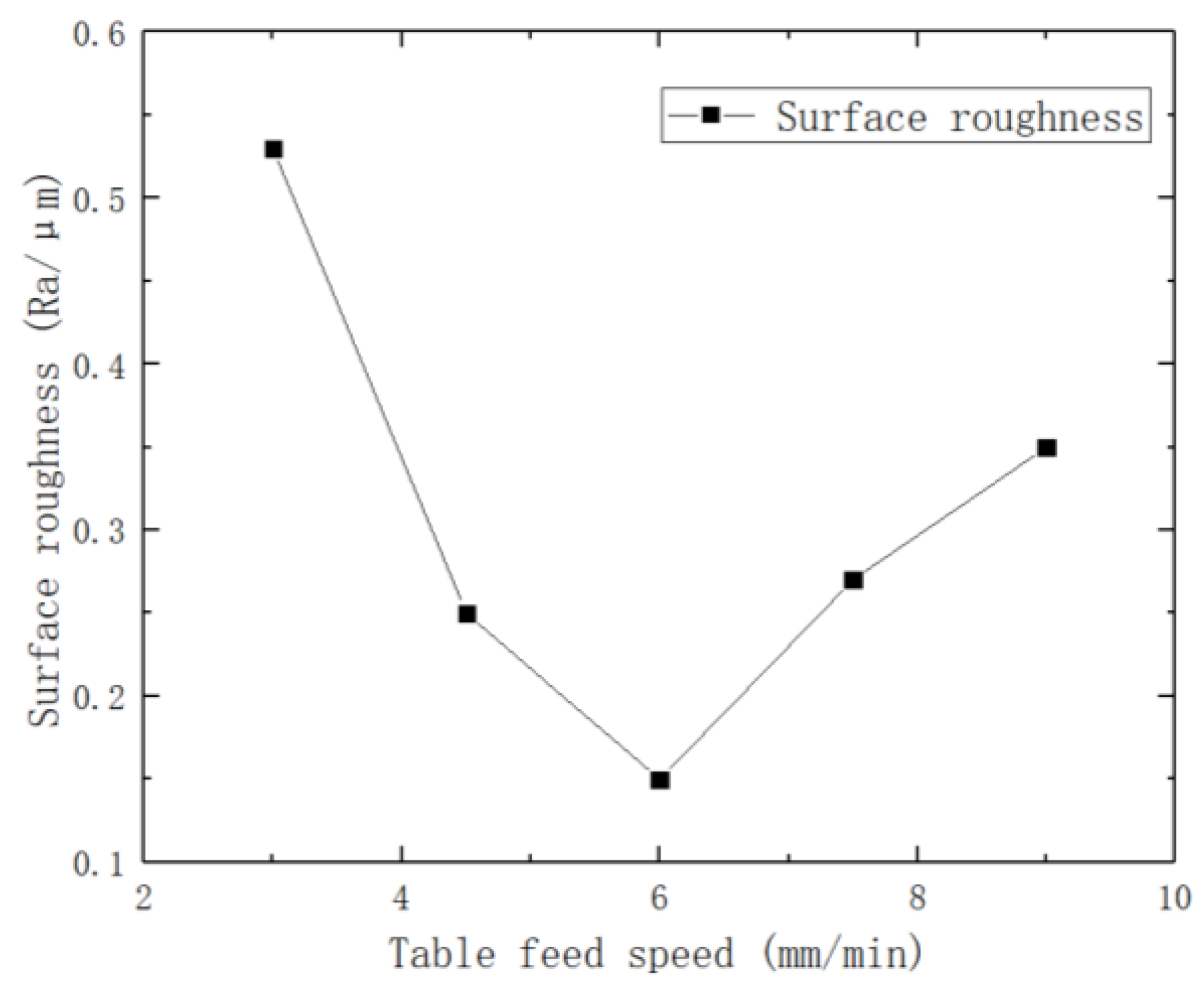
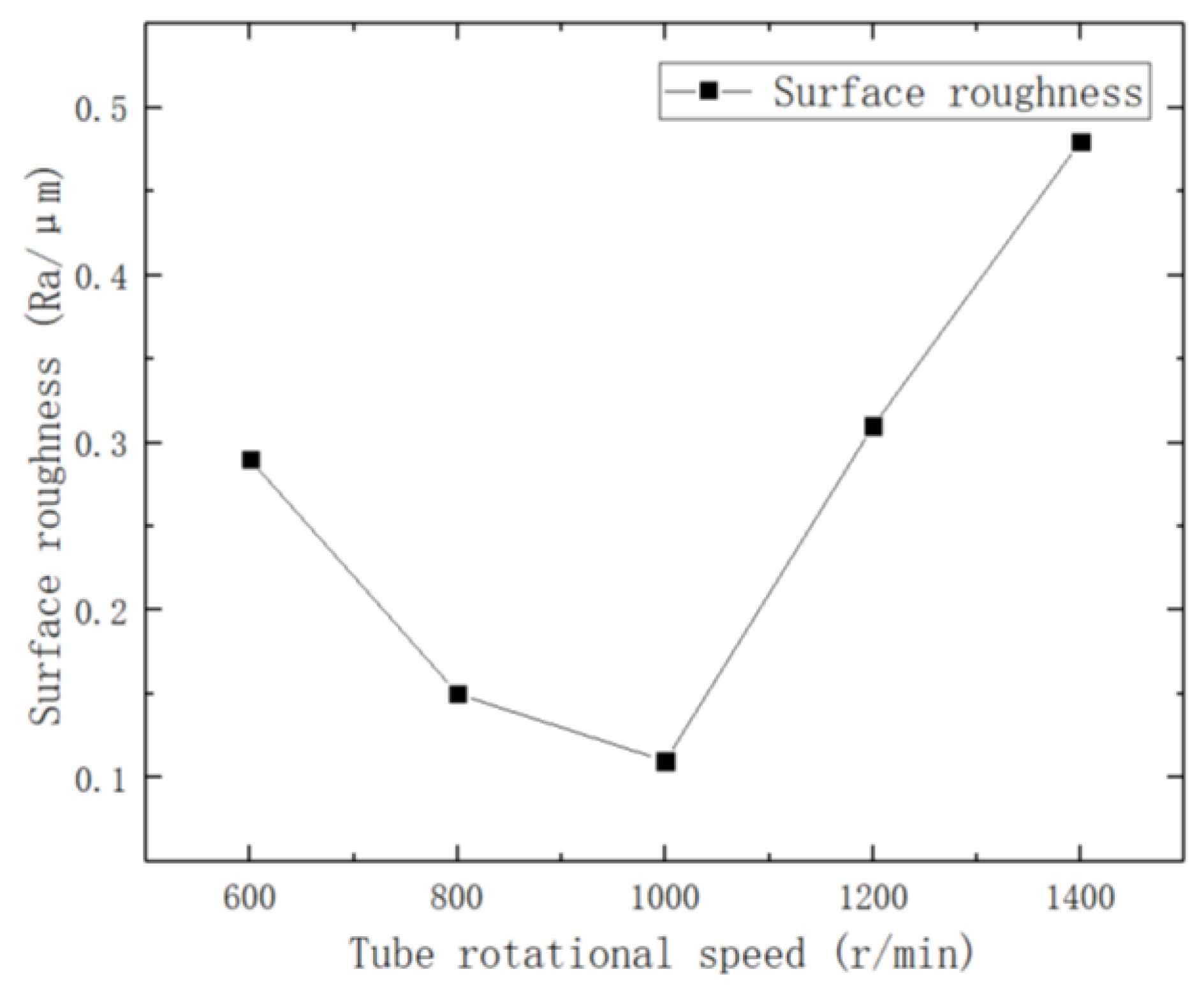
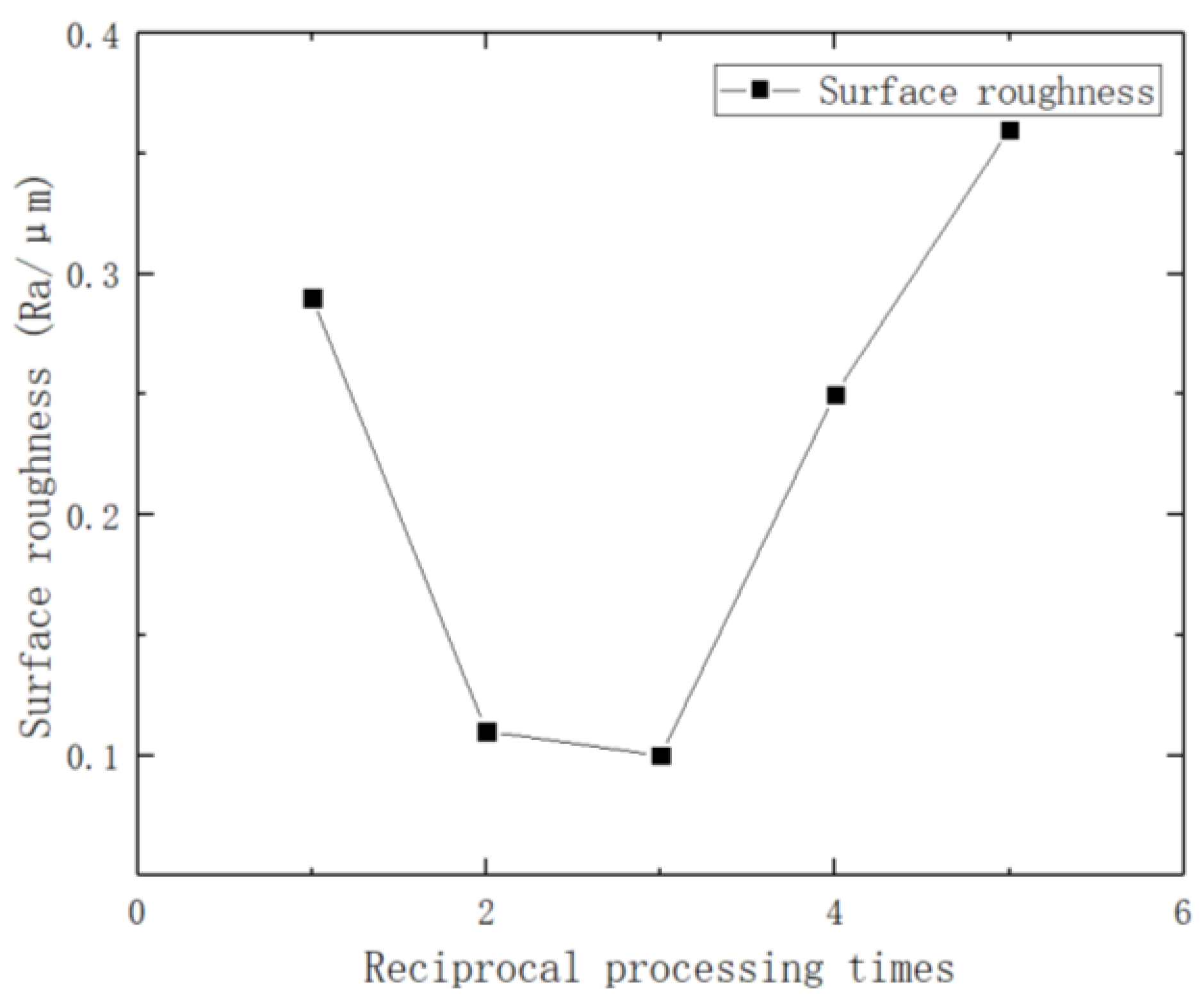
This study proposes and designs an ultrasonic processing machine tool for processing ultra-fine brass tube electrodes, summarizes the relevant processing parameters affecting the surface roughness of brass tube electrodes according to the mechanism of ultrasonic processing, designs a single-factor experiment to investigate the effect of each experimental parameter on the surface roughness of processed brass tube electrodes, and obtains good processing results.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}