
Optimization of the Morphology of the Removal Function for Rotating Abrasive Water Jet Polishing
 , ,
, ,
Abstract
:1. Introduction
2. Experimental Setup
3. Research and Analysis of Material Removal Characteristics of Removal Function
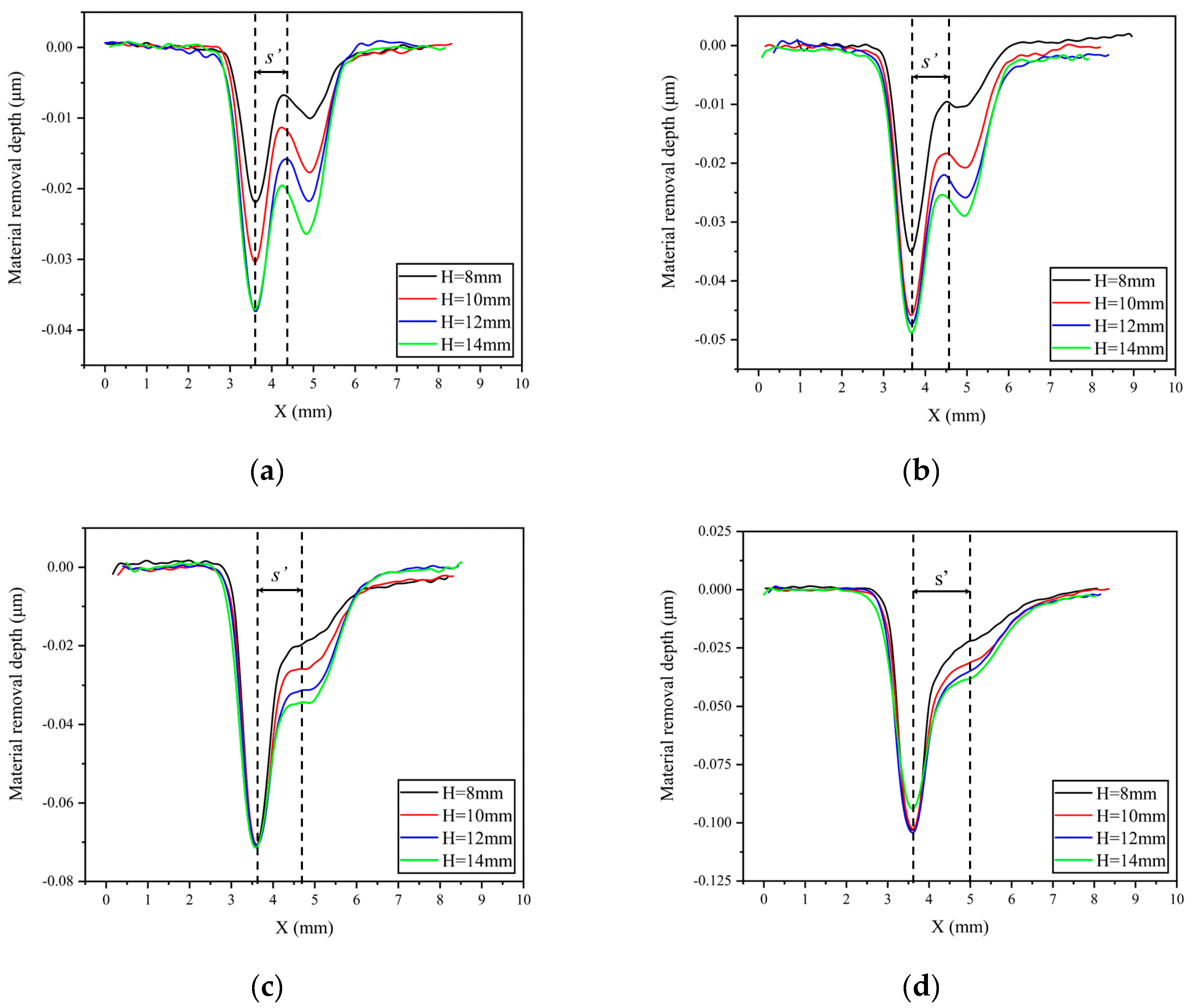
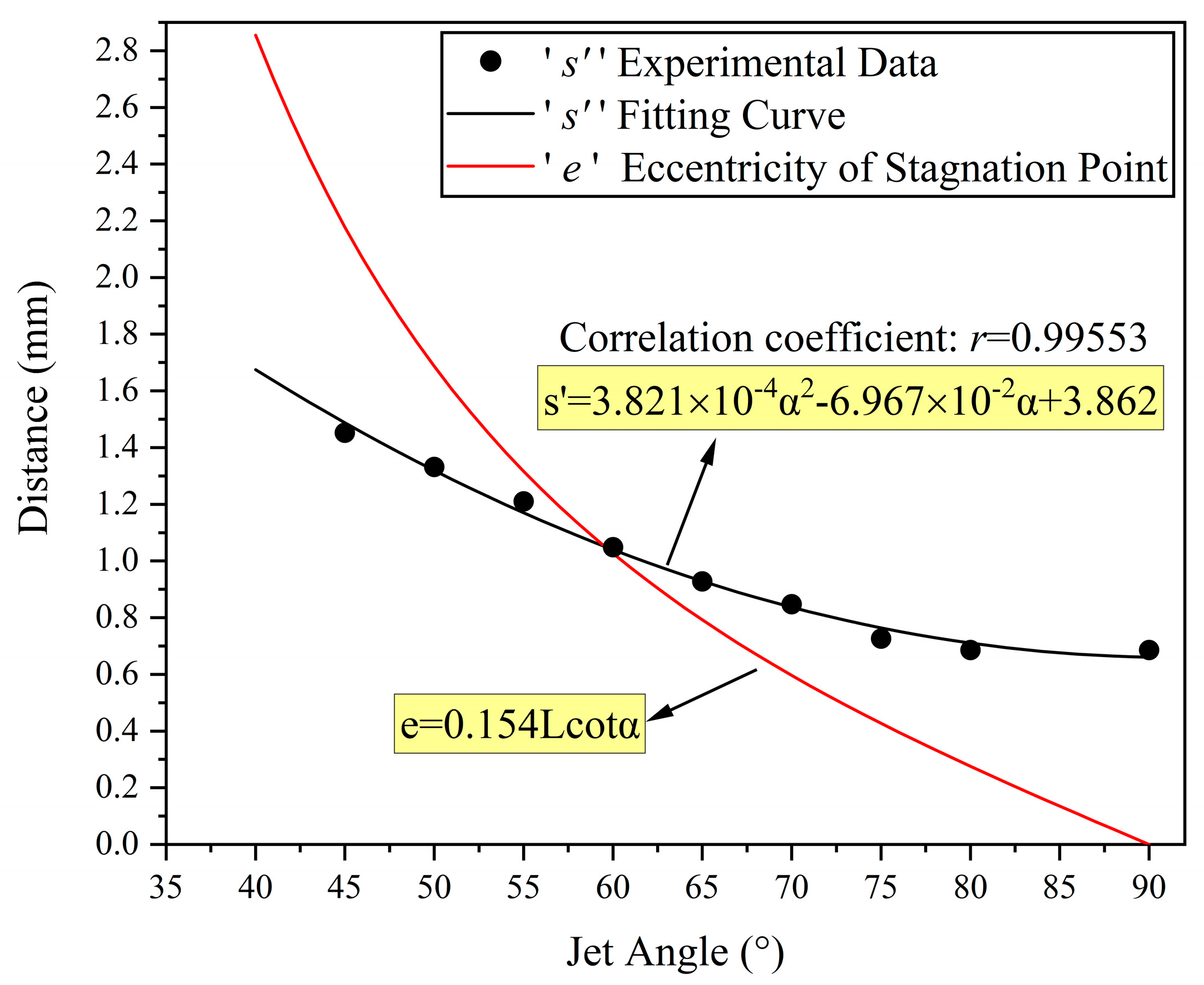
3.1. Static Oblique Incidence Machining Process
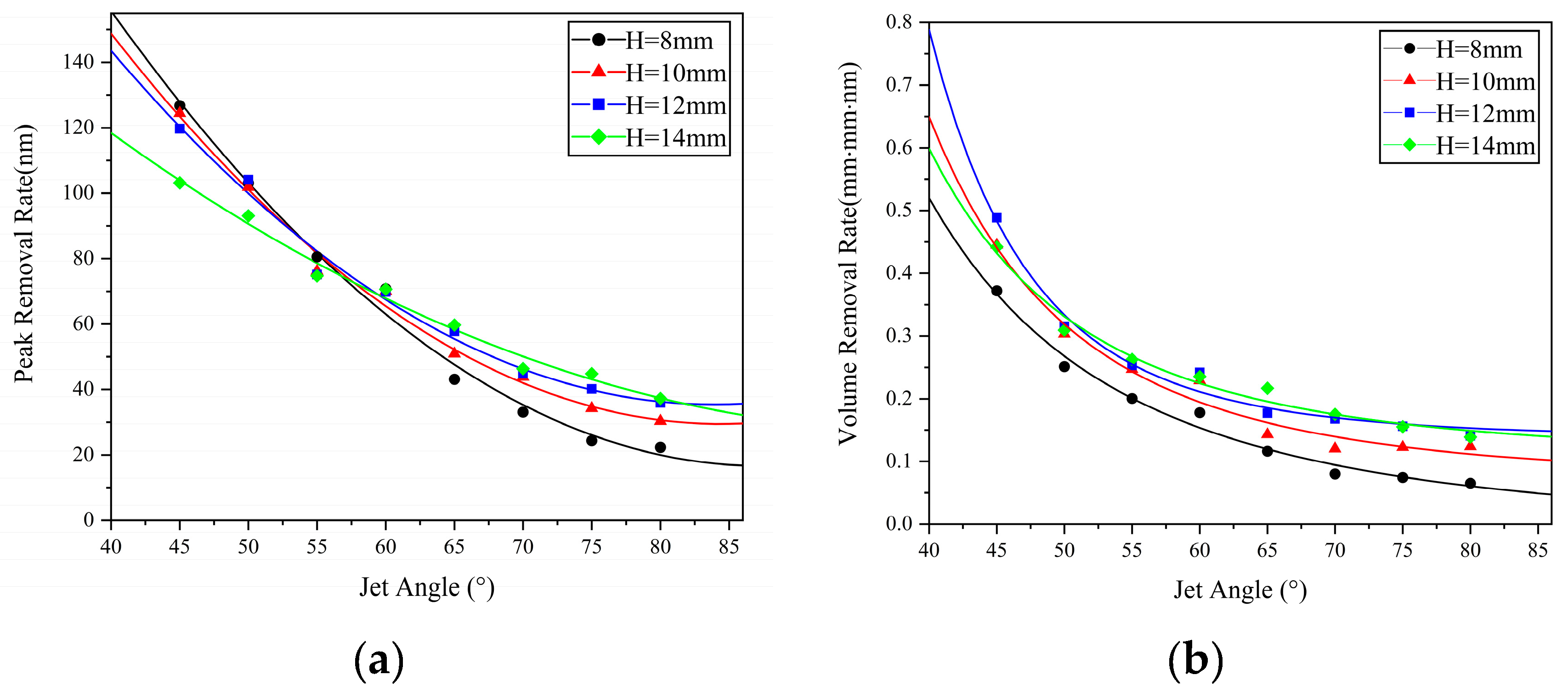
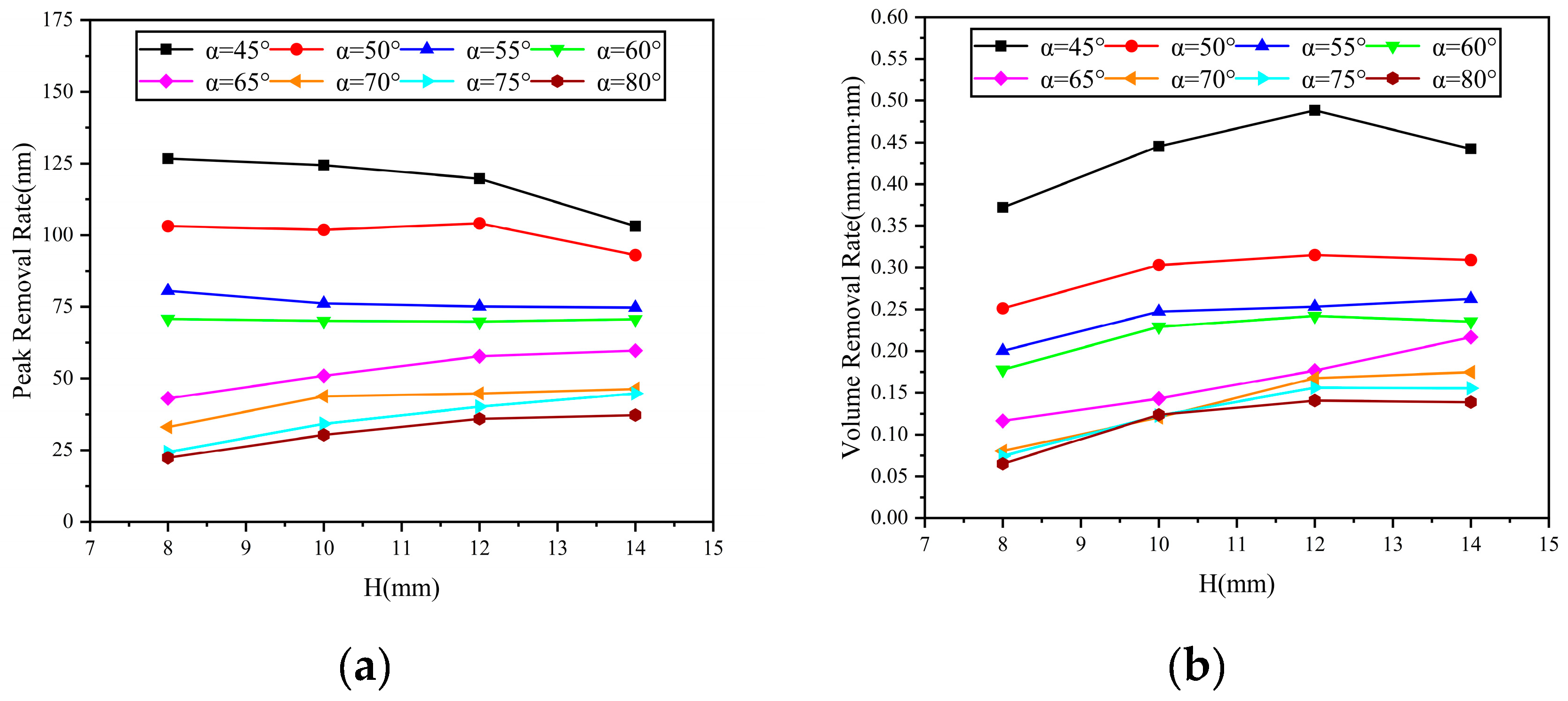
3.2. Rotating Abrasive Water Jet
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbols | |
| b1, b2, b3 | Coefficients |
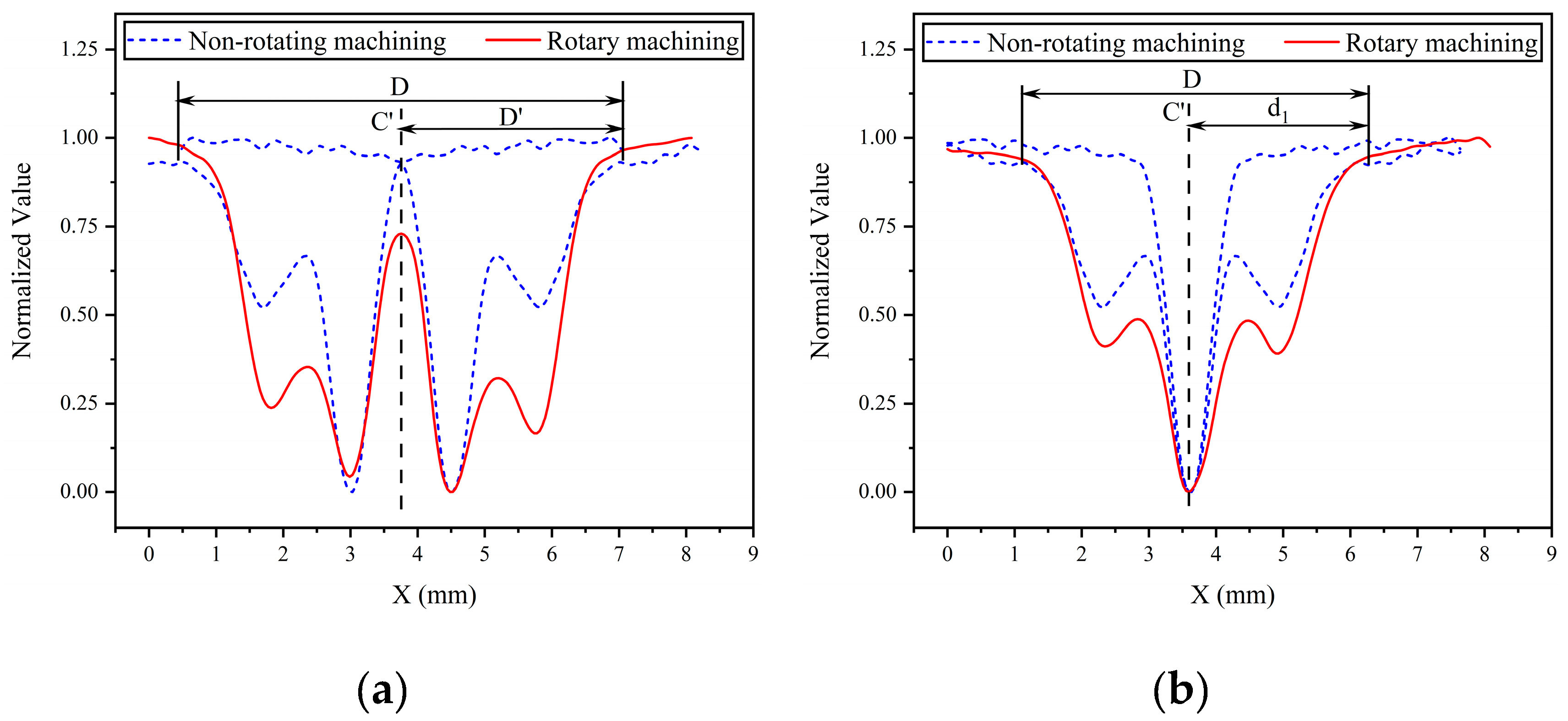
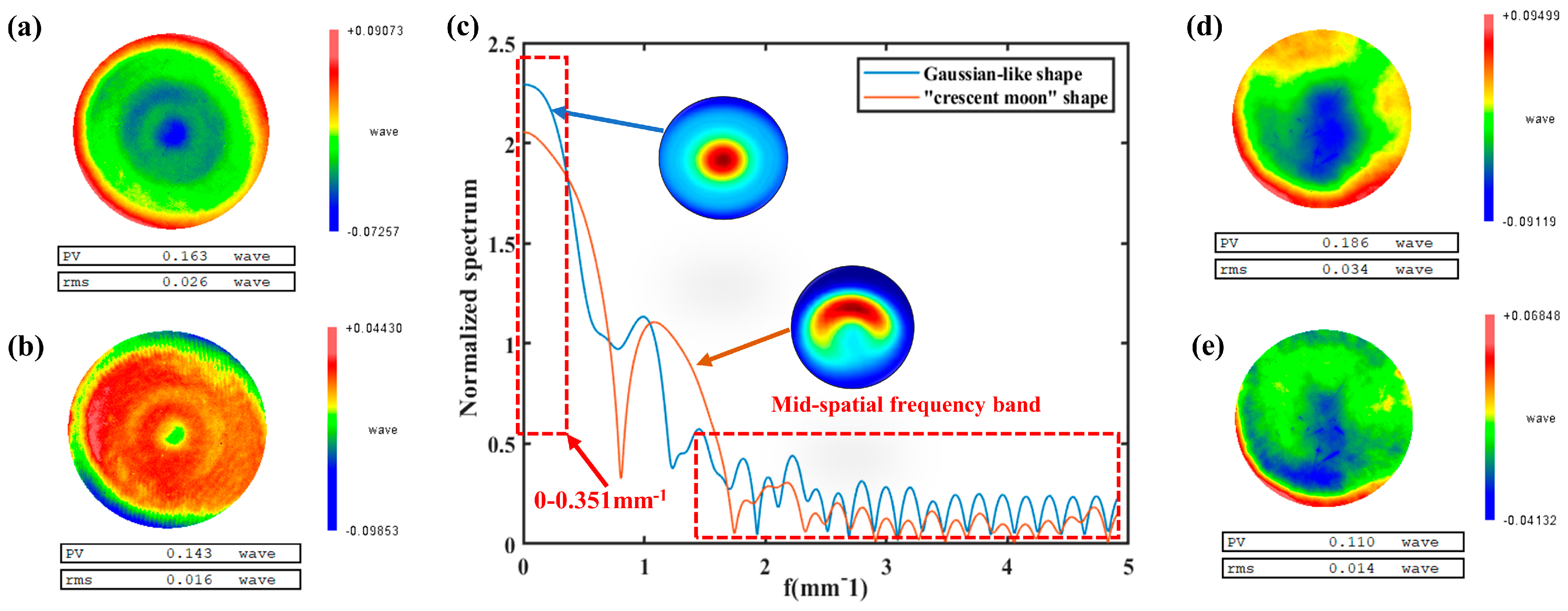
| D | The diameter of the Gaussian shape removal function |
| D’ | The diameter of the non-Gaussian shape removal function |
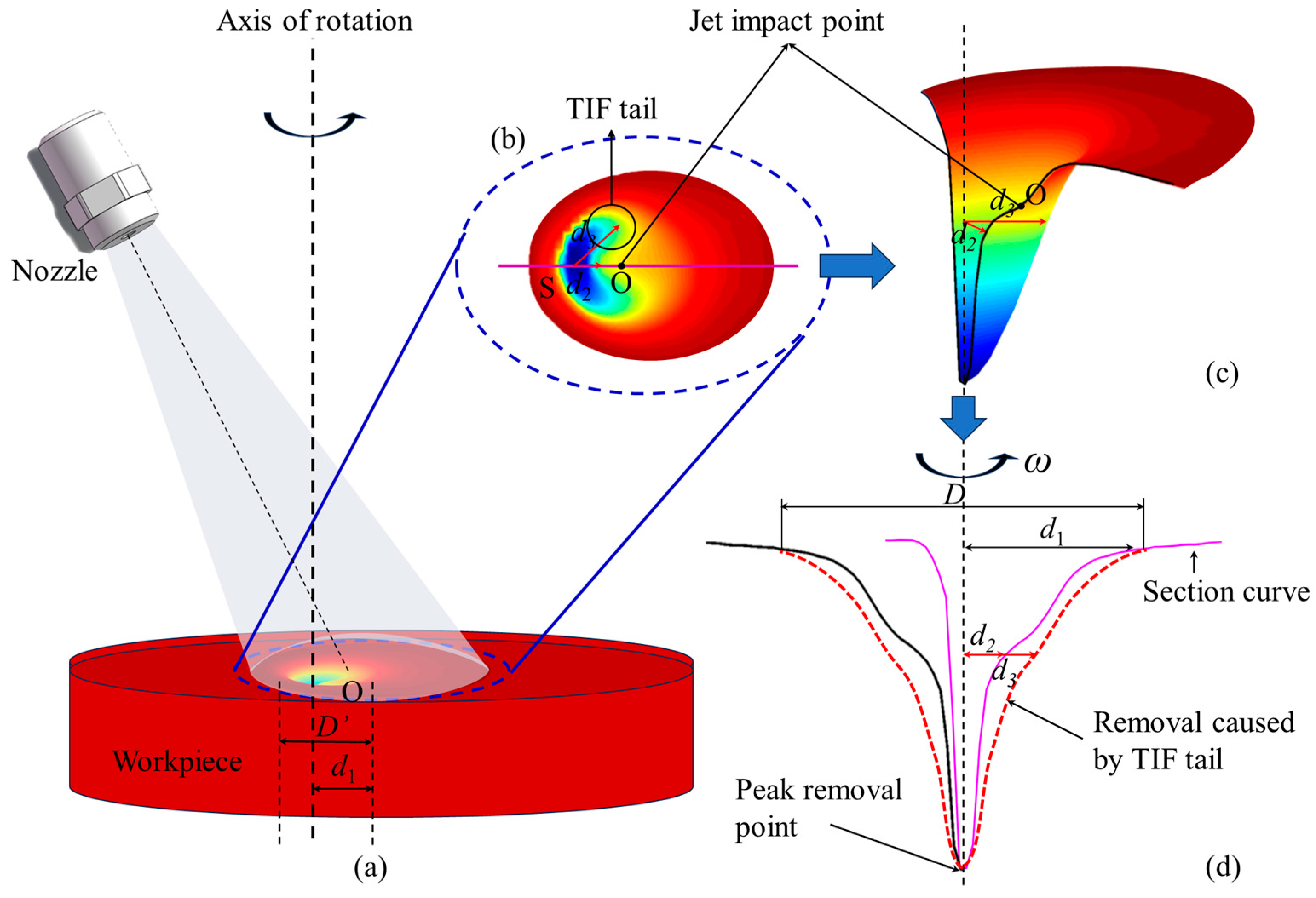
| d1, d2, d3 | The horizontal distance between the axis of rotation and the contour of the removal function |
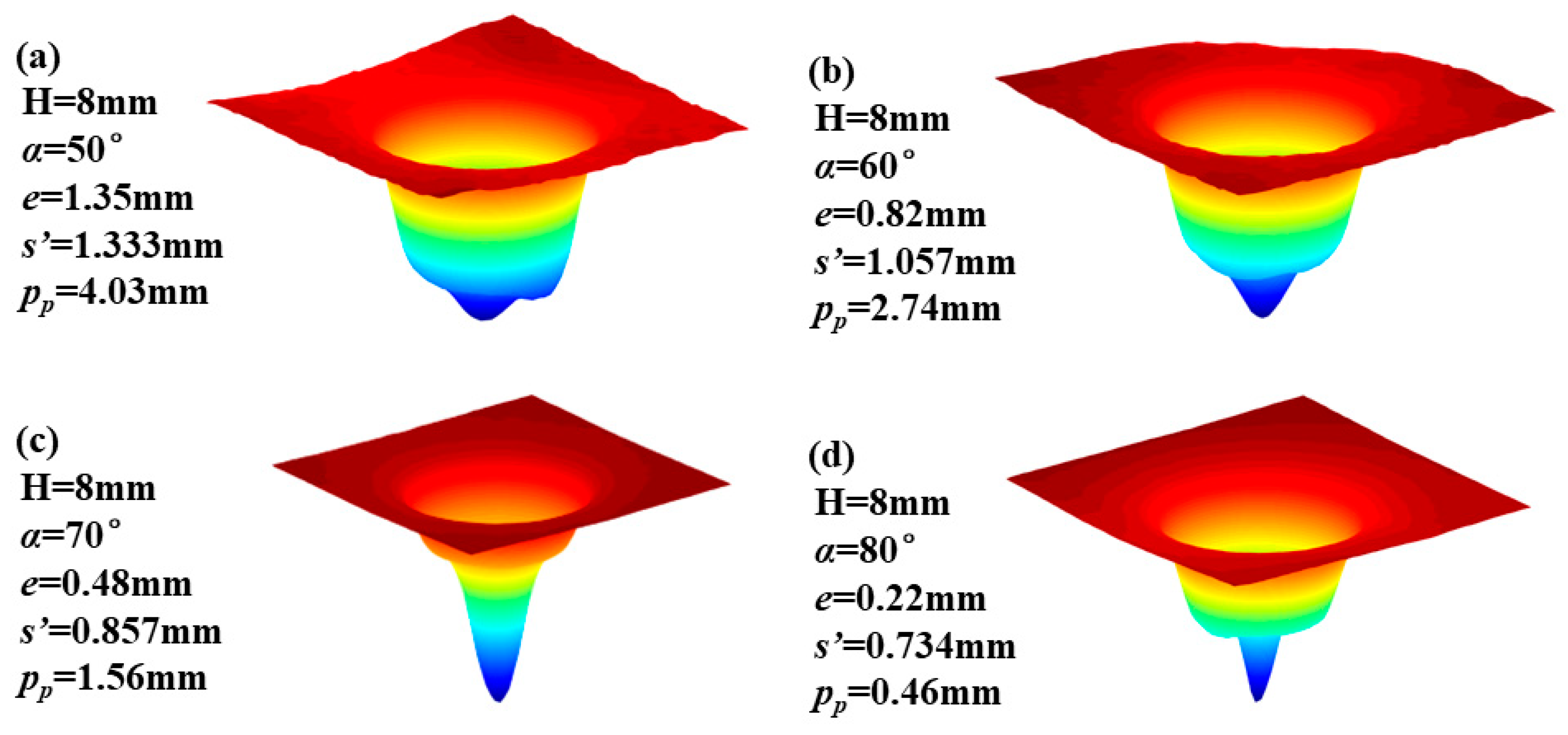
| e | Eccentricity of stagnation point |
| H | Standoff distance |
| L | Jet length |
| O | Jet entry point |
| Pr | Distance between the entry point and the peak removal point |
| Pp | The horizontal distance between the nozzle outlet and the rotation axis |
| s’ | Distance between the stagnation point and the peak removal point |
| S | Stagnation point |
| α | Nozzle inclination angle |
| ω | Nozzle speed |
| Abbreviations | |
| CCOS | Computer controlled optical surfacing |
References
- Chen, F.J.; Miao, X.L.; Tang, Y.; Yin, S. A review on recent advances in machining methods based on abrasive jet polishing (AJP). Int. J. Adv. Manuf. Technol. 2017, 90, 785–799. [Google Scholar] [CrossRef]
- Fang, H.; Guo, P.J.; Yu, J.C. Study on the removal mechanism of liquid jet polishing materials. Opt. Technol. 2004, 30, 248–250. [Google Scholar]
- Guo, P.; Fang, H.; Yu, J. Computer-controlled fluid jet polishing. In Proceedings of the 3rd International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies, Chengdu, China, 8–12 July 2007; SPIE: Bellingham, WA USA, 2007; Volume 6722, pp. 238–244. [Google Scholar]
- Guo, P.; Fang, H.; Yu, J. Edge effect in fluid jet polishing. Appl. Opt. 2006, 45, 6729–6735. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.Y.; Zhang, L.X.; Sun, P.F.; Li, J.; Yin, C.Z. Review on Technology of Abrasive Jet Polishing. Electromach. Mold 2019, A, 70–74. [Google Scholar]
- Lin, L.; He, Z.W.; Hu, T.; You, H. Review on Technology of Abrasive Water Jet Polishing. Hydraul. Pneum. 2022, 46, 74–91. [Google Scholar]
- Chen, F.J.; Tang, Y.; Miao, Z.L.; Yin, S.H. Review on the Abrasive Jet Surface Polishing (AJP) Technology. Surf. Technol. 2015, 44, 119–127. [Google Scholar]
- Han, Y.; Zhu, W.L.; Zhang, L.; Beaucamp, A. Region adaptive scheduling for time-dependent processes with optimal use of machine dynamics. Int. J. Mach. Tools Manuf. 2020, 156, 103589. [Google Scholar] [CrossRef]
- Peng, W.Q.; Yin, S.H. Optimization of removal function based on slit jet polishing. Aerosp. Precis. Manuf. Technol. 2019, 55, 1–4. [Google Scholar]
- Lü, L.; Ma, P.; Zhu, H.; Huang, J.Y.; Wang, G. Effect of Material Removal Function on Surface Shape Error Correction in Fluid Jet Polishing. Chin. J. Lasers 2016, 43, 416003. [Google Scholar]
- Chen, X.; Guo, P.; Ren, J. Optimization of removal function in computer controlled optical surfacing. In Proceedings of the 5th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies, Dalian, China, 26–29 April 2010; SPIE: Bellingham, WA USA, 2010; Volume 7655, pp. 461–467. [Google Scholar]
- Horiuchi, O.; Ikeno, J.; Shibutani, H.; Suzuki, H.; Mizukami, Y. Nano-abrasion machining of brittle materials and its application to corrective figuring. Precis. Eng. 2007, 31, 47–54. [Google Scholar] [CrossRef]
- Fang, H.; Guo, P.; Yu, J. Optimization of the material removal in fluid jet polishing. Opt. Eng. 2006, 45, 053401. [Google Scholar] [CrossRef]
- Wang, T.; Cheng, H.B.; Dong, Z.C.; Tam, H.Y. Removal character of vertical jet polishing with eccentric rotation motion using magnetorheological fluid. J. Mater. Process. Technol. 2013, 213, 1532–1537. [Google Scholar] [CrossRef]
- Li, Z.Z. Study on Abrasive Jet Polishing Technology. Ph.D. Thesis, National University of Defense Technology, Changsha, China, 2011. [Google Scholar]
- Cao, Z.; Cheung, C.F. An experimental investigation of effect of process parameters on materials removal characteristics in fluid jet polishing. Key Eng. Mater. 2016, 679, 91–96. [Google Scholar] [CrossRef]
- Zhang, Z.; Cheung, C.F.; Wang, C.; Guo, J. Modelling of surface morphology and roughness in fluid jet polishing. Int. J. Mech. Sci. 2023, 242, 107976. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, C.; Cheung, C.F.; Guo, J. Numerical and experimental investigation on the effect of surface curvature and slope angle on the material removal characteristics in fluid jet polishing. Int. J. Mech. Sci. 2023, 249, 108266. [Google Scholar] [CrossRef]
- Dong, Z.Y. Jet Mechanics, 1st ed.; Science Press: Beijing, China, 2005. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Optical materials | Fused silica |
| Nozzle angle | 70° |
| Standoff distance | 8 mm |
| Jet pressure | 1.5 Mpa |
| Nozzle rotation speed | 69 rmp |
| Nozzle diameters | 1 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tie, G.; Zhang, Z.; Wang, B.; Song, C.; Shi, F.; Zhang, W.; Si, H. Optimization of the Morphology of the Removal Function for Rotating Abrasive Water Jet Polishing. Micromachines 2023, 14, 1931. https://doi.org/10.3390/mi14101931
Tie G, Zhang Z, Wang B, Song C, Shi F, Zhang W, Si H. Optimization of the Morphology of the Removal Function for Rotating Abrasive Water Jet Polishing. Micromachines. 2023; 14(10):1931. https://doi.org/10.3390/mi14101931
Chicago/Turabian StyleTie, Guipeng, Zhiqiang Zhang, Bo Wang, Ci Song, Feng Shi, Wanli Zhang, and Hailun Si. 2023. "Optimization of the Morphology of the Removal Function for Rotating Abrasive Water Jet Polishing" Micromachines 14, no. 10: 1931. https://doi.org/10.3390/mi14101931