
Effect of Al Content on the Wear Evolution of Ti1-xAlxN-Coated Tools Milling Ti-6Al-4V Alloy
 ,
,
Abstract
:1. Introduction
2. Experimental Details
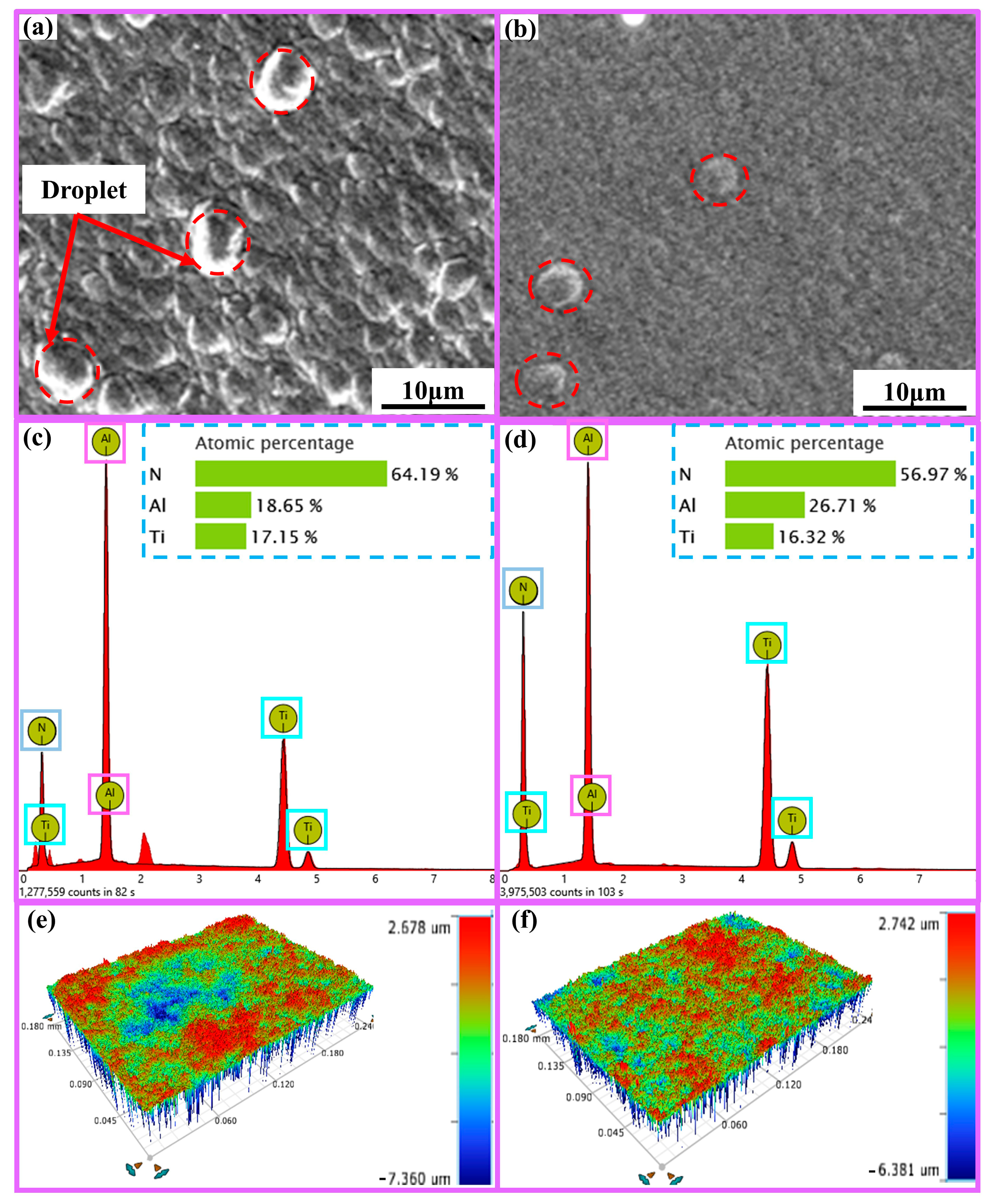
2.1. Surface Analysis of Ti1-xAlxN-Coated Tools
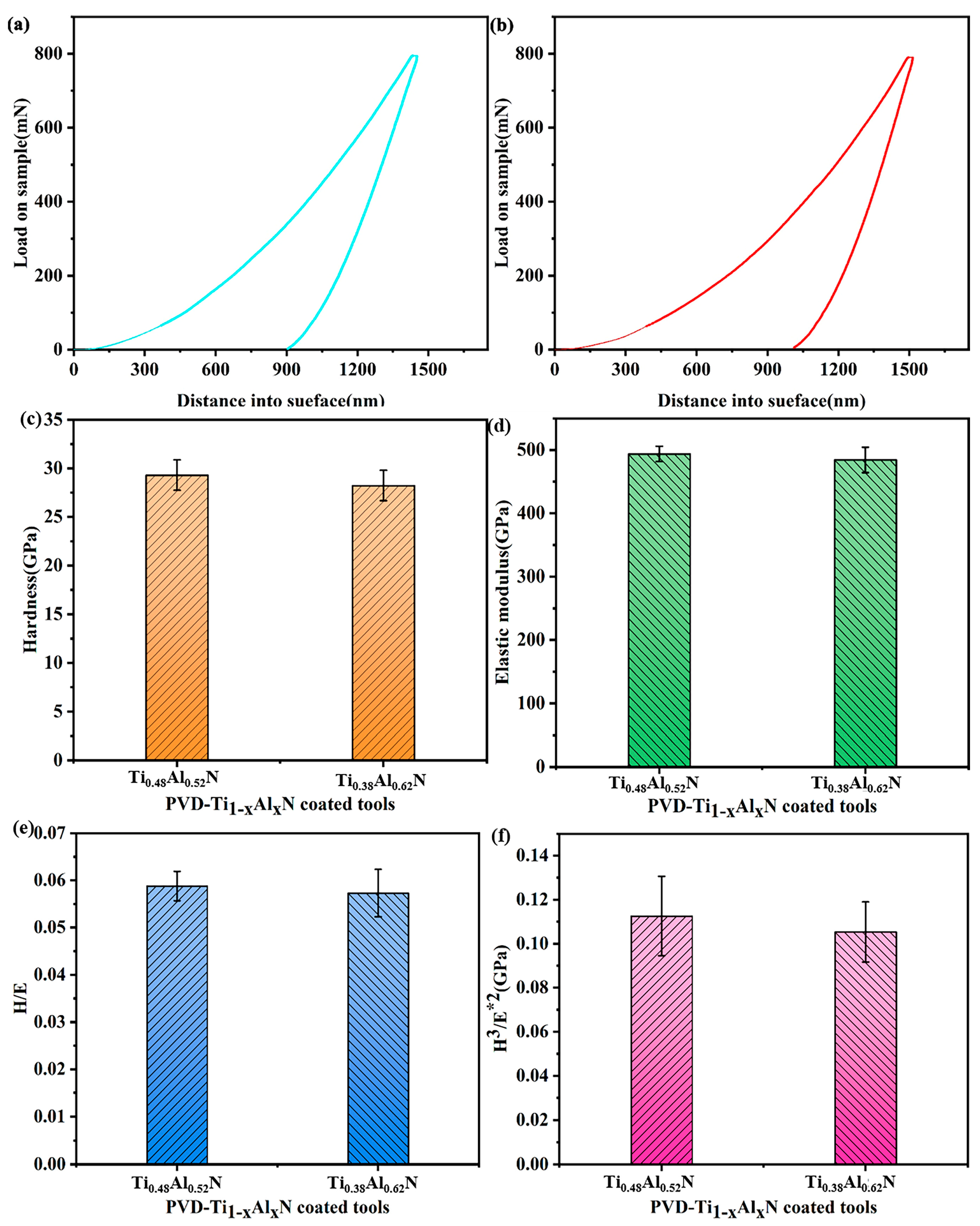
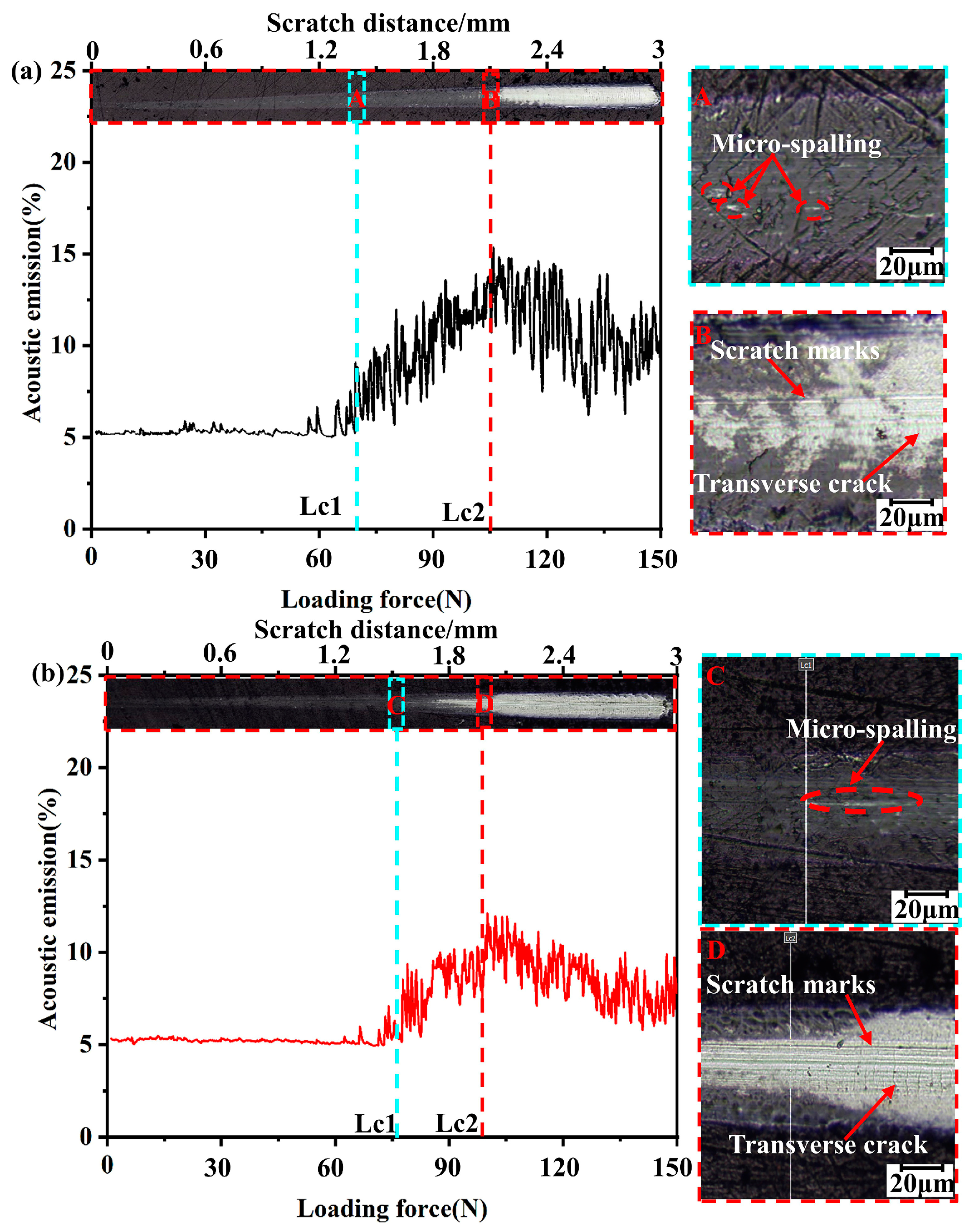
2.2. Ti1-xAlxN-Coated Tools Nanoindentation and Scratch Test
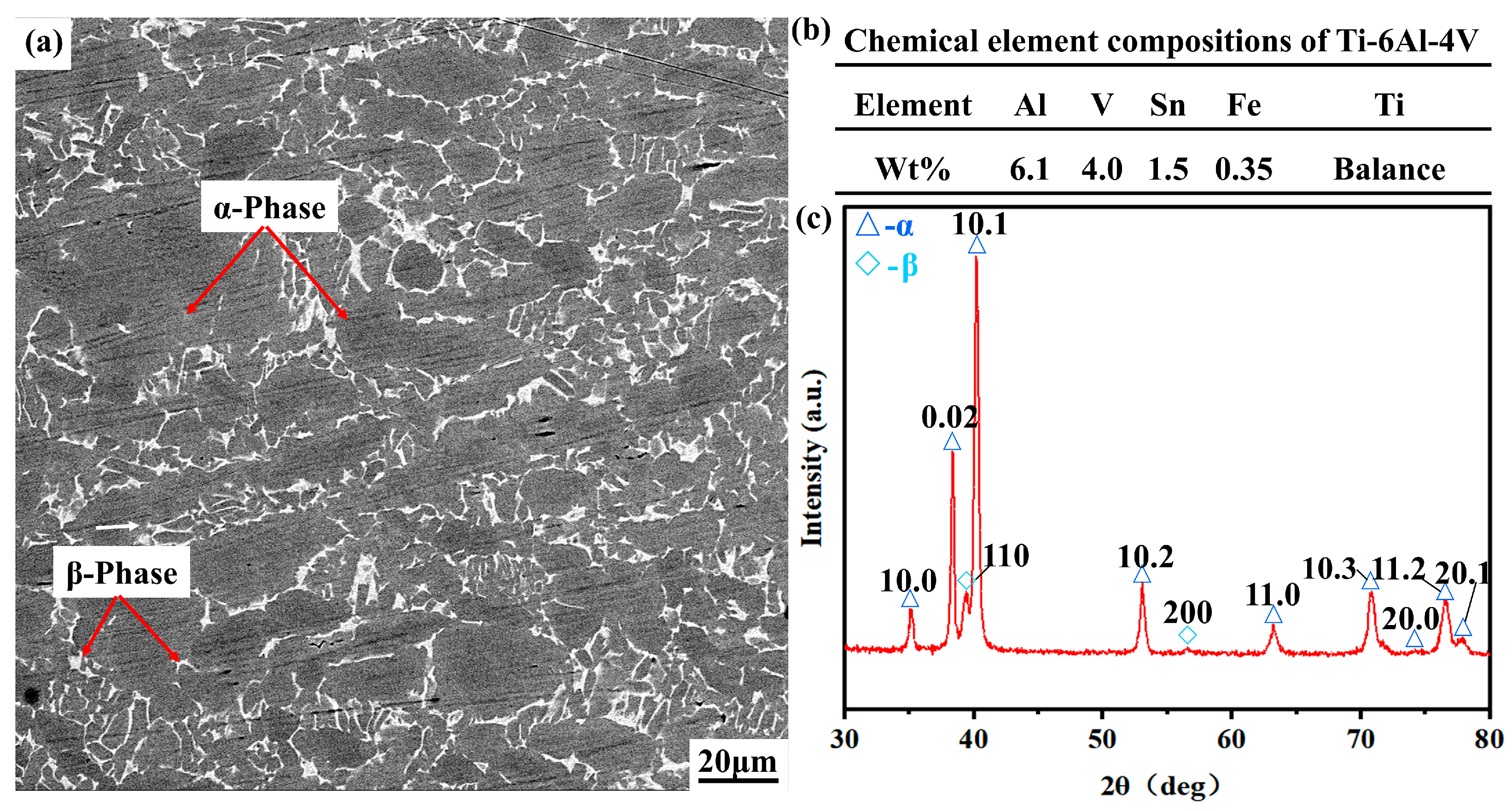
2.3. Workpiece Testing
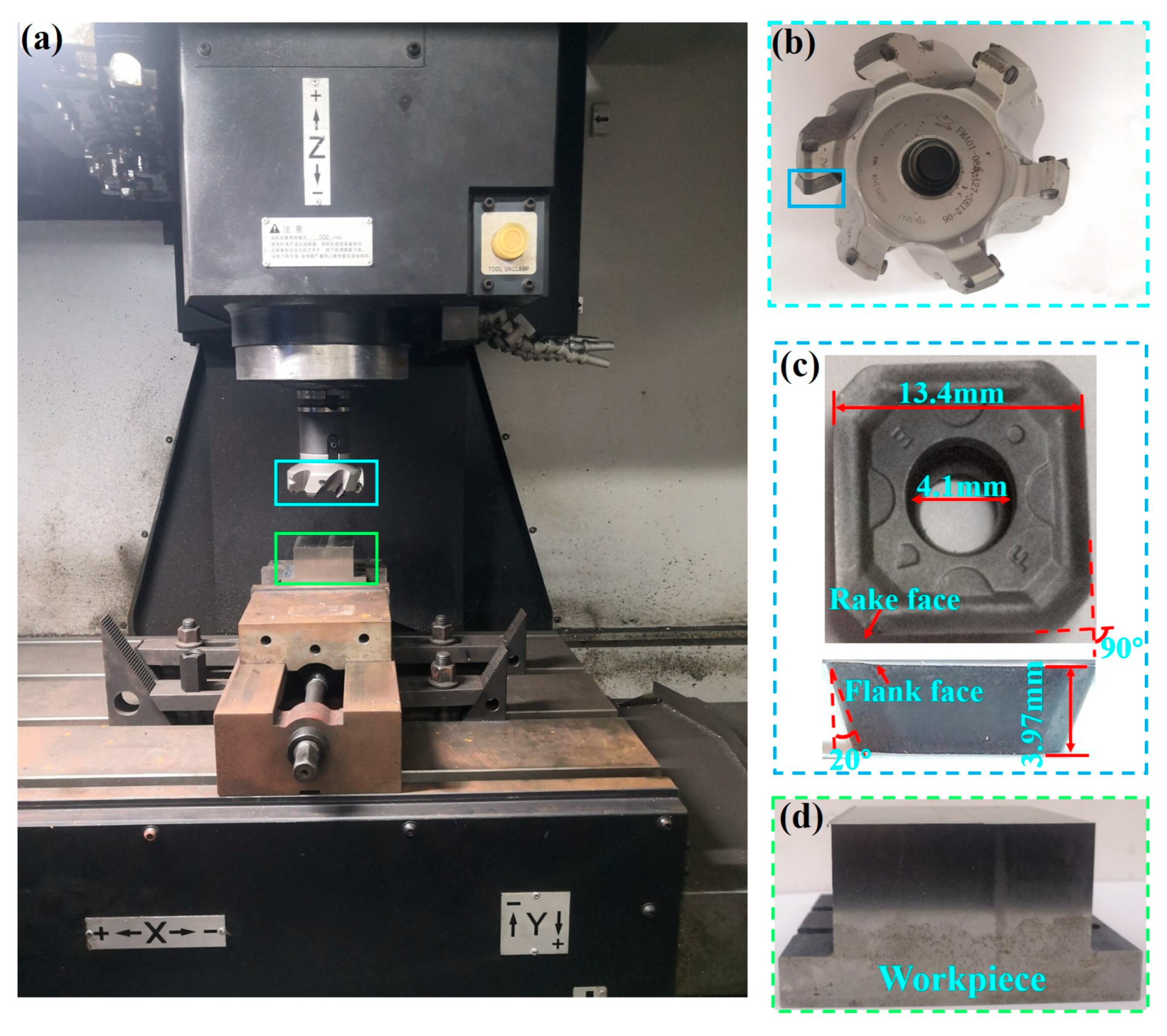
2.4. Milling Experiment
3. Results and Discussion
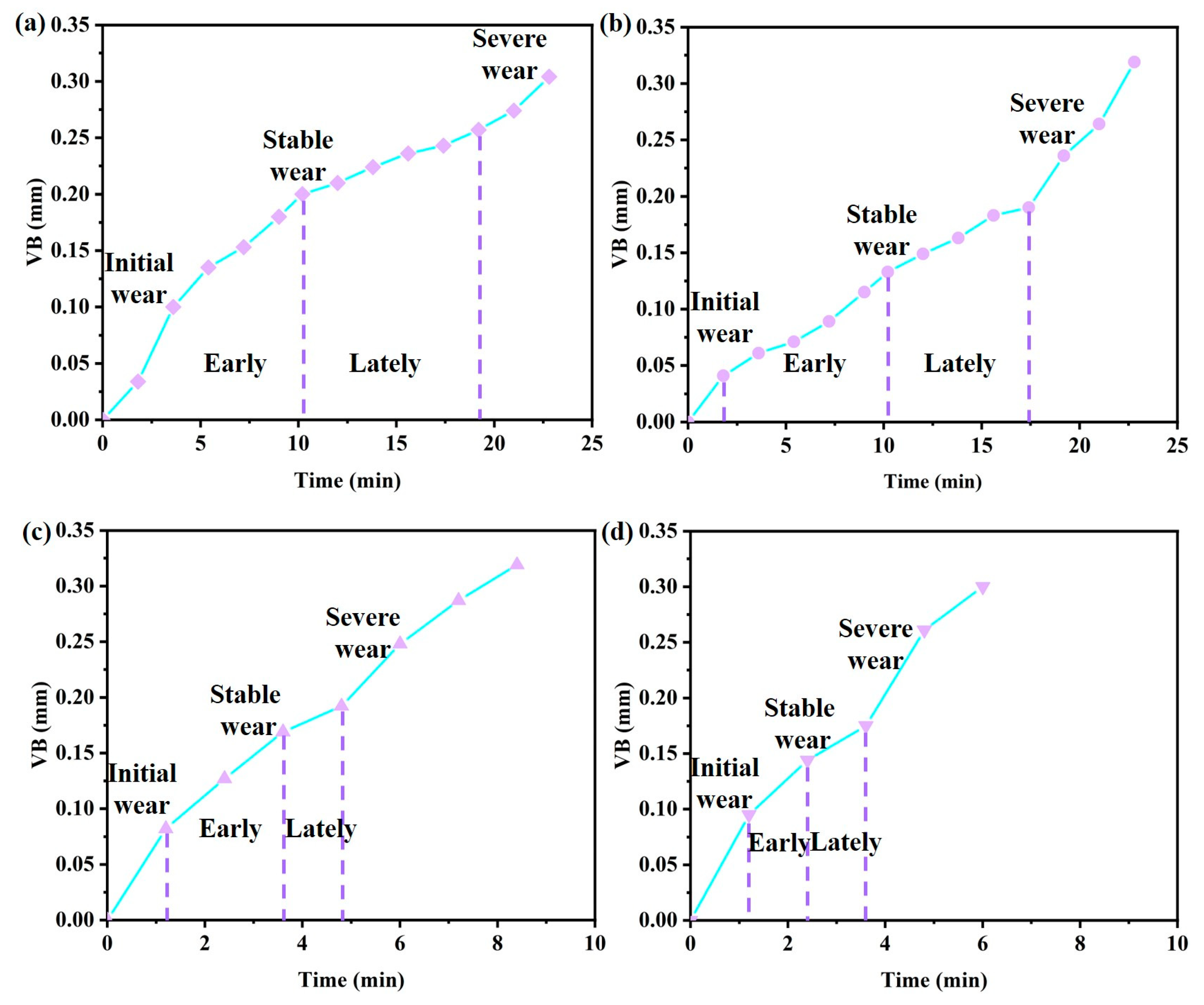
3.1. Effect of Al Content on Tool Life and Wear Evolution of Ti1-xAlxN-Coated Tools
3.2. Analysis of Tool Wear Form and Mechanism When Ti1-xAlxN-Coated Tools Failure
4. Conclusions
- (1)
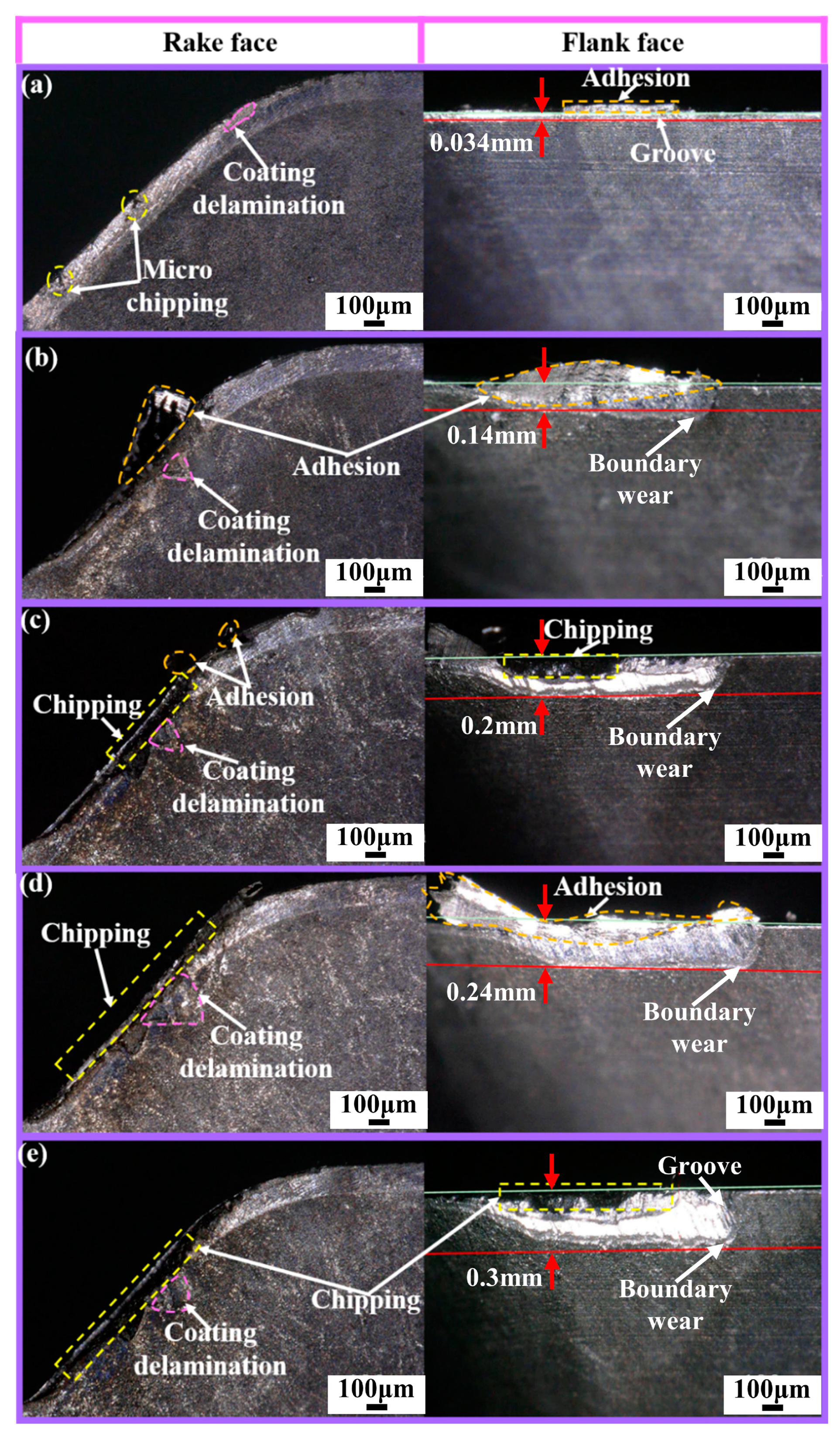
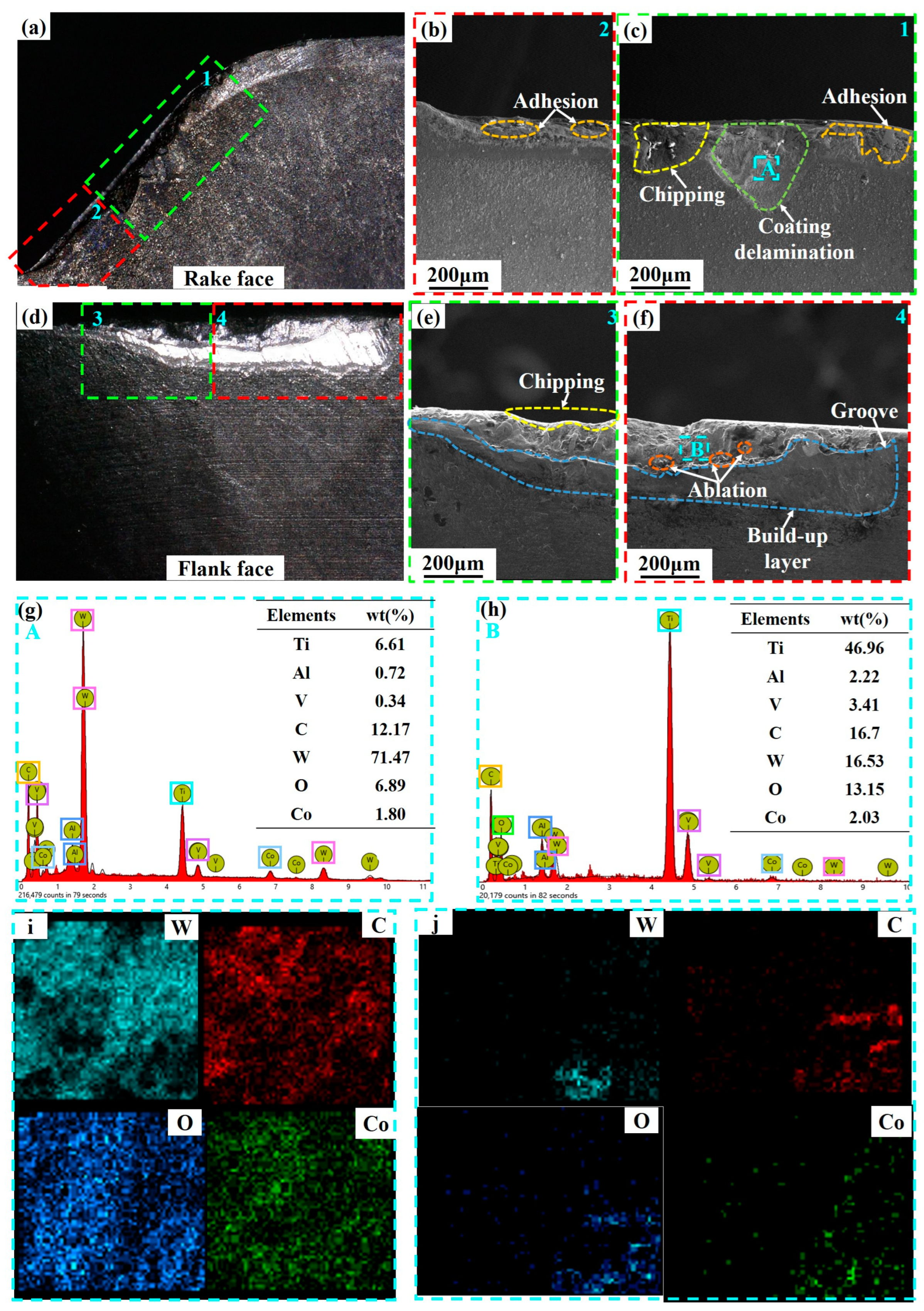
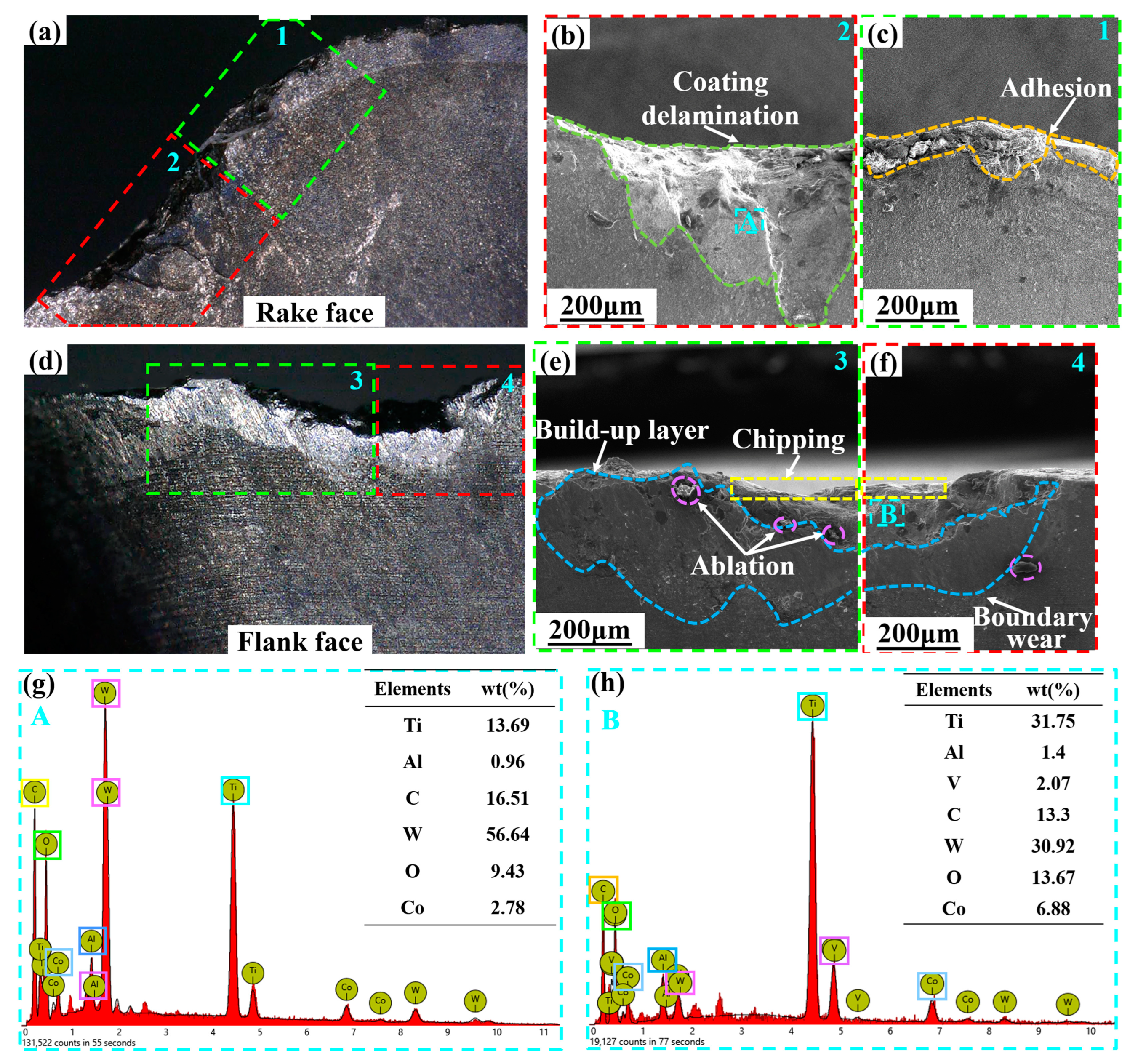
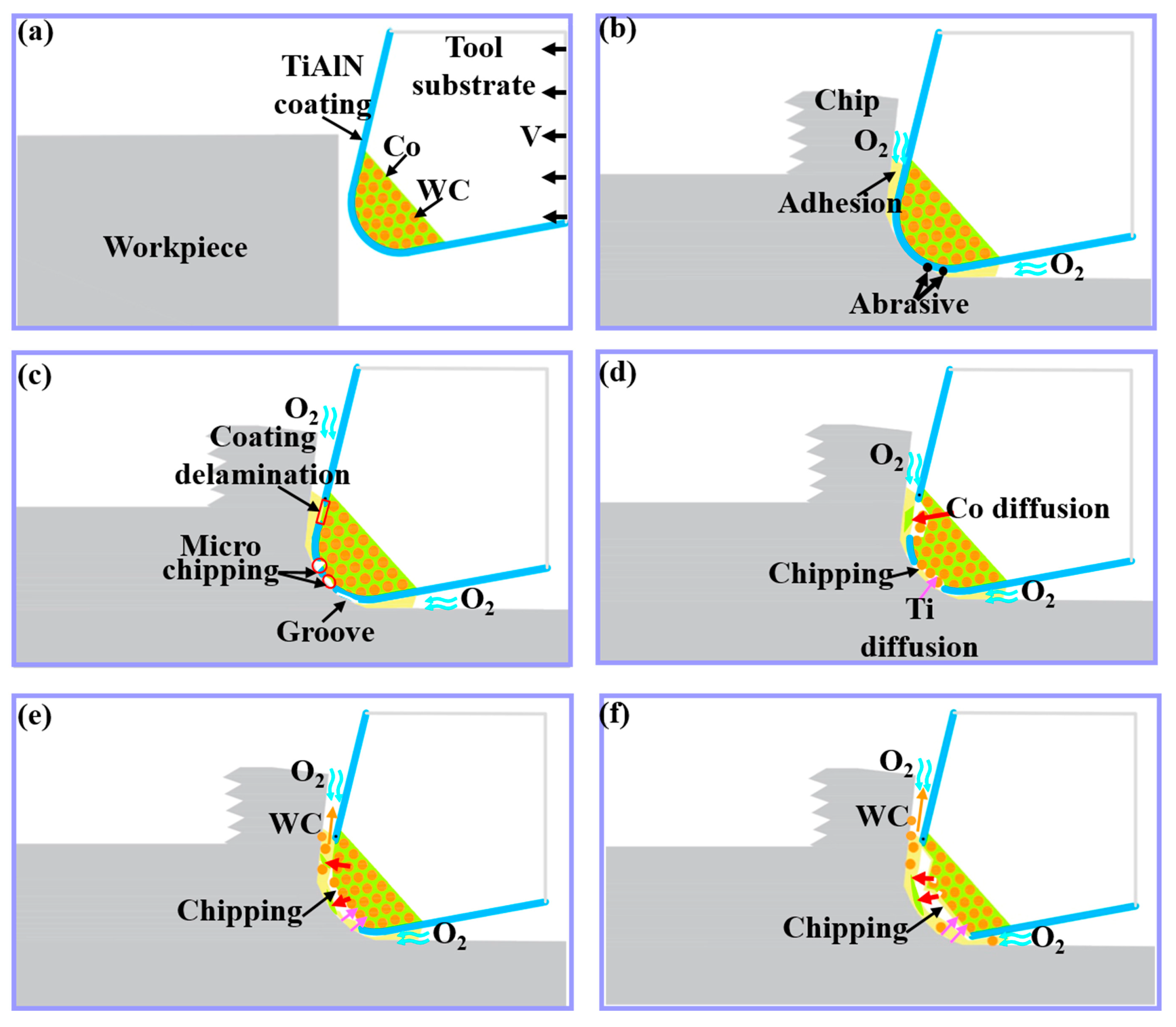
- At the speed of 100 m/min, the main wear forms of Ti1-xAlxN-coated tools on the rake face changed from initial adhesion and micro-chipping to coating delamination and chipping. The main wear forms of Ti1-xAlxN-coated tools on the flank face changed from initial adhesion and grooves to boundary wear, build-up layer, and ablation. The main mechanisms of tool wear are dominated by adhesion, diffusion, and oxidation wear.
- (2)
- Al content was closely related to the performance of Ti1-xAlxN coating and seriously affected the form of tool wear and life. The better adhesion force, coating hardness, H/E, and H3/E*2 enhanced the wear resistance of Ti0.48Al0.52N coating and reduced its delamination. Therefore, the Ti0.48Al0.52N coating provides better protection to the tool. This makes the coated tool less wearable and more suitable for titanium alloy milling.
- (3)
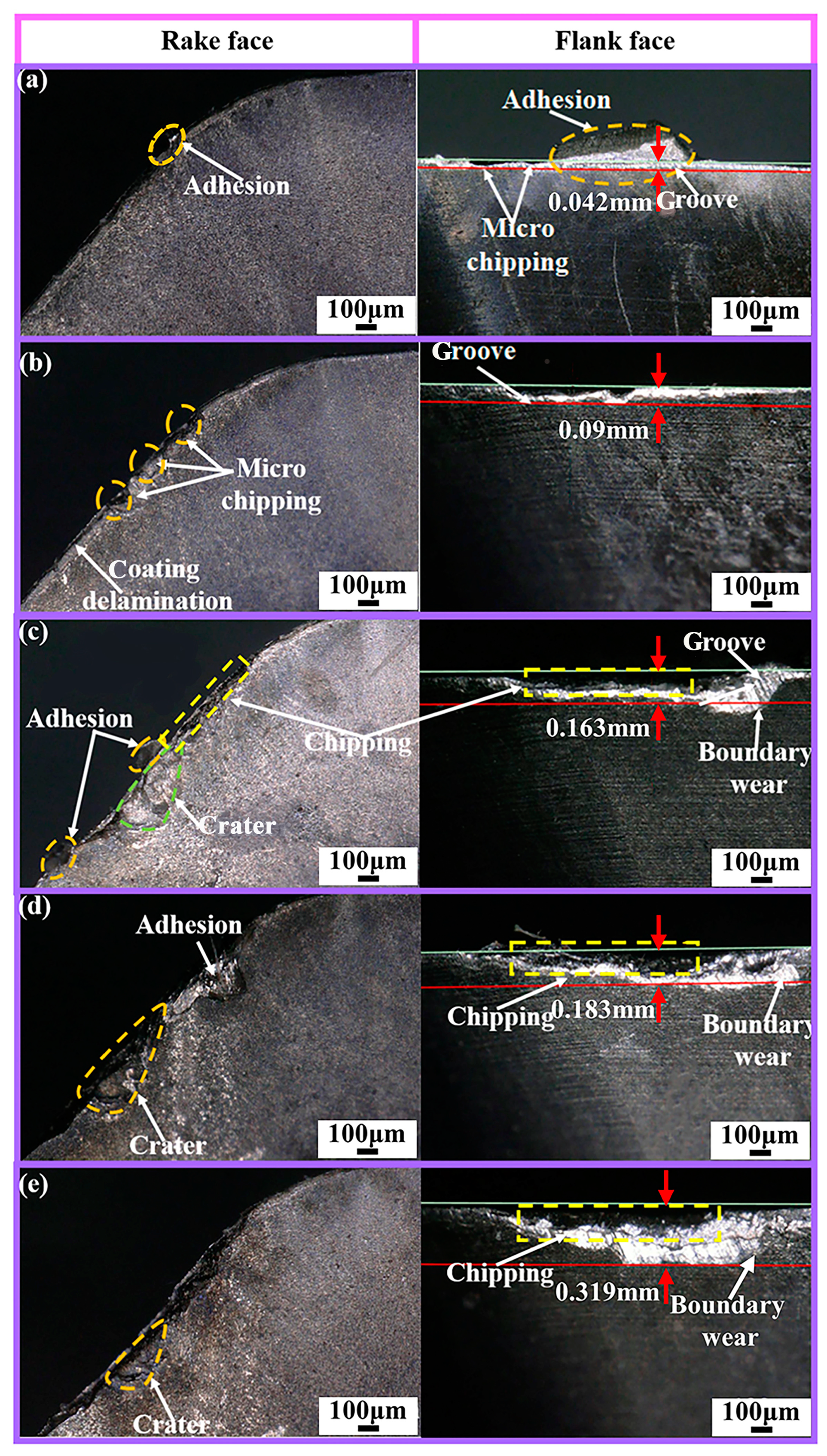
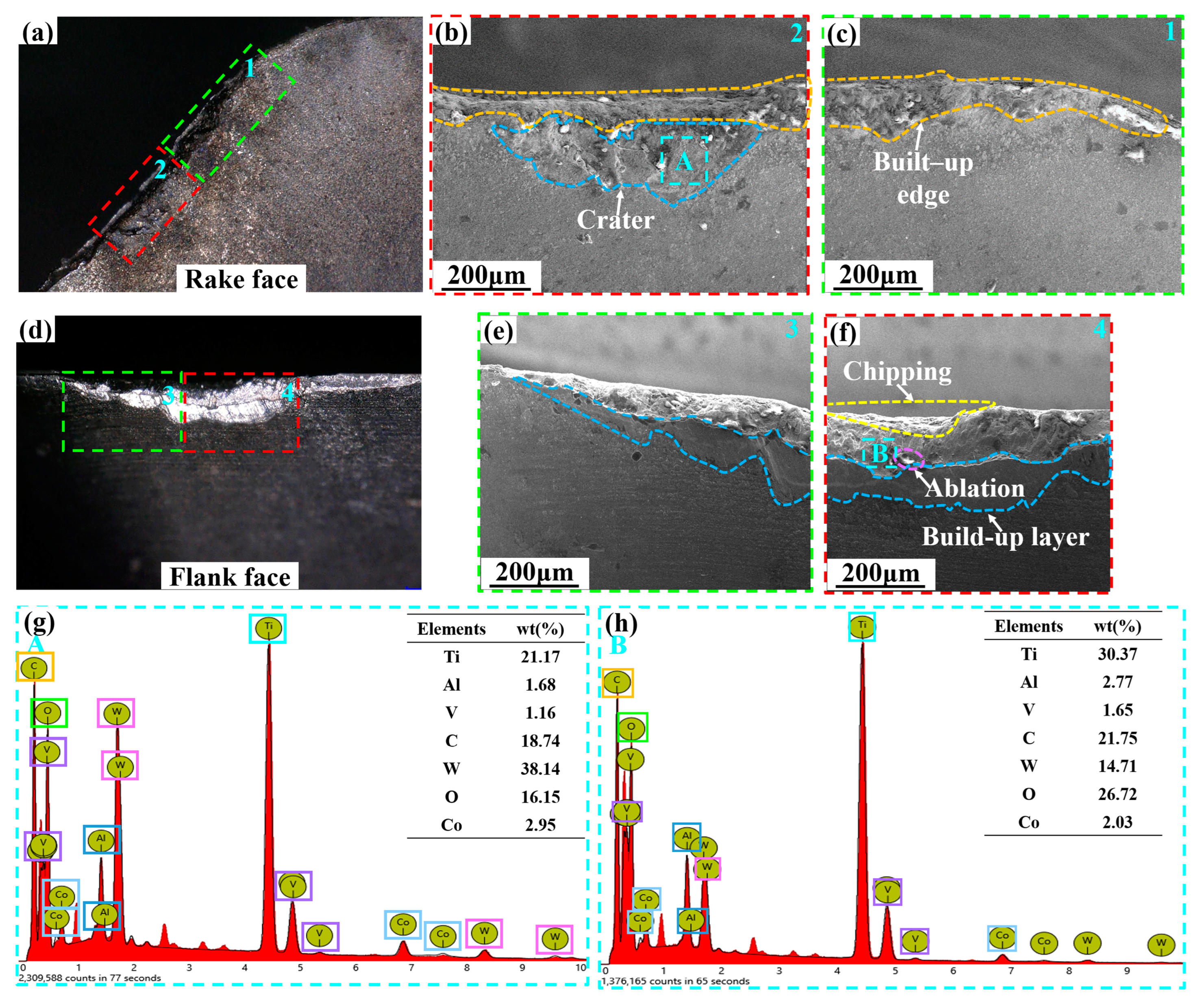
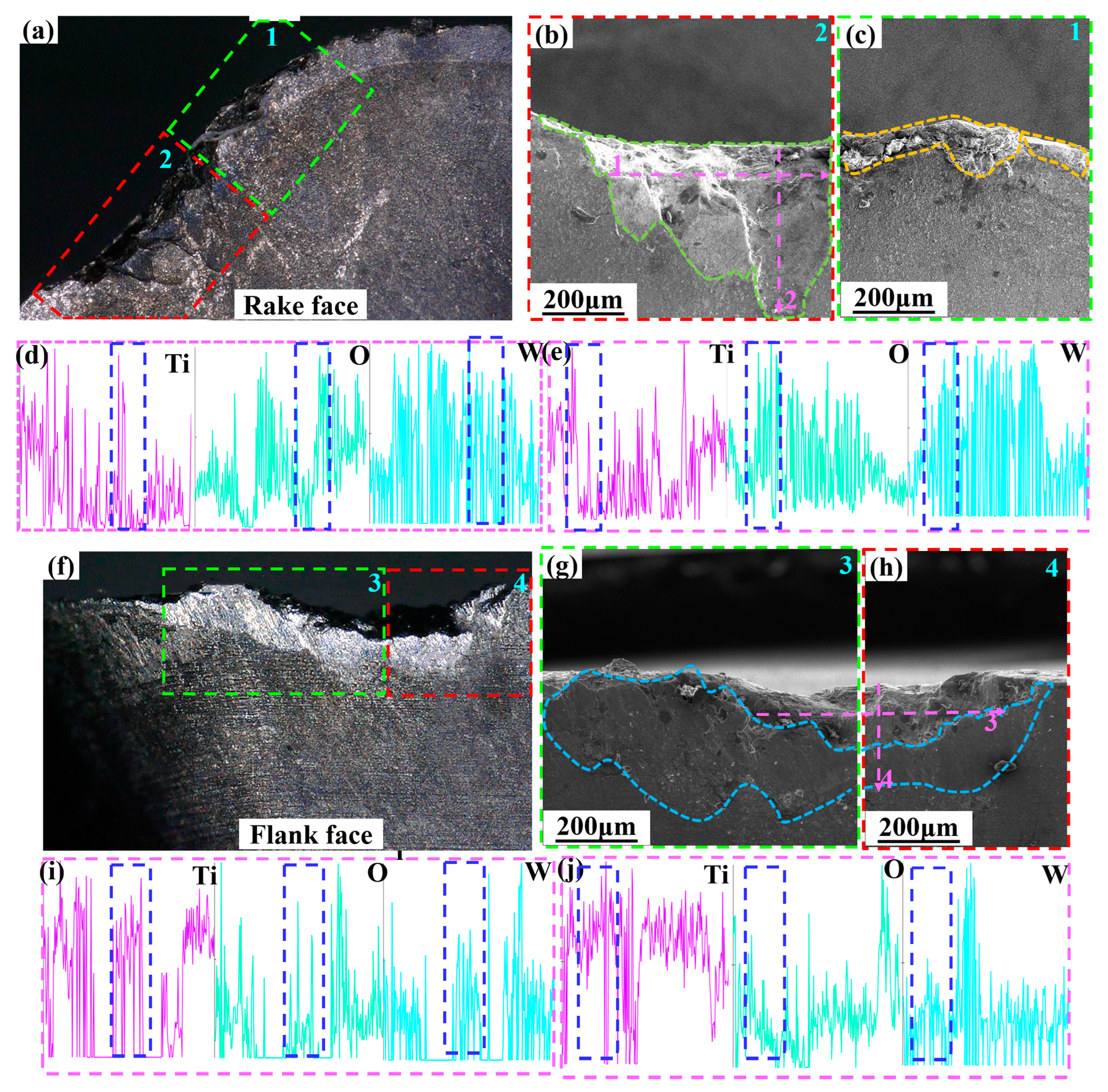
- Compared with 100 m/min cutting speed, there was no obvious difference in the evolution of the wear form and wear mechanism of the coated tool at 150 m/min cutting speed. However, the increase in cutting speed aggravated the oxidation wear and diffusion wear, which made the tool fail faster. At the rake face, diffusion and oxidation wear was more serious in the area near the cutting edge (near the tool tip). At the flank face, the diffusion wear was more serious in the area near the cutting edge (near the tool tip). Oxidation wear was more severe in the area near the cutting edge (near the tool tip) and build-up layer.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BUE | Bulid-up edge |
| Vc | Cutting speed (m/min) |
| ƒ | Feed per tooth (mm/z) |
| ae | Radial depth of cut (mm) |
| ap | Axial depth of cut (mm) |
| SEM | Scanning electron microscope |
| XRD | X-ray diffraction |
| γ0 | Rake angle |
| α | Clearance angle |
| H | Hardness |
| E | Elastic modulus |
| H/E | Elastic strain failure capacity |
| H3/E*2 | Plastic deformation resistance factor |
References
- Aufa, A.N.; Hassan, M.Z.; Ismail, Z. Recent advances in Ti-6Al-4V additively manufactured by selective laser melting for biomedical implants: Prospect development. J. Alloys Compd. 2022, 896, 163072. [Google Scholar] [CrossRef]
- Xu, C.; Chen, L.Y.; Zheng, C.B.; Zhang, H.Y.; Zhao, C.H.; Wang, Z.X.; Lu, S.; Zhang, J.W.; Zhang, L.C. Improved Wear and Corrosion Resistance of Microarc Oxidation Coatings on Ti–6Al–4V Alloy with Ultrasonic Assistance for Potential Biomedical Applications. Adv. Eng. Mater. 2021, 23, 2001433. [Google Scholar] [CrossRef]
- Caudill, J.; Schoop, J.; Jawahir, I.S. Producing Sustainable Nanostructures in Ti-6Al-4V Alloys for Improved Surface Integrity and Increased Functional Life in Aerospace Applications by Cryogenic Burnishing. Procedia CIRP 2019, 80, 120–125. [Google Scholar] [CrossRef]
- Gupta, A.; Bennett, C.J.; Sun, W. High cycle fatigue performance evaluation of a laser powder bed fusion manufactured Ti-6Al-4V bracket for aero-engine applications. Eng. Fail. Anal. 2022, 140, 106494. [Google Scholar] [CrossRef]
- Smart, E.F.; Trent, E.M. Temperature distribution in tools used for cutting iron, titanium and nickel. Int. J. Prod. Res. 1975, 13, 265–290. [Google Scholar] [CrossRef]
- Pramanik, A. Problems and solutions in machining of titanium alloys. Int. J. Adv. Manuf. Technol. 2013, 70, 919–928. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Moreno, M.; Andersson, J.M.; Boyd, R.; Johansson-Jöesaar, M.P.; Johnson, L.J.S.; Odén, M.; Rogström, L. Crater wear mechanism of TiAlN coatings during high-speed metal turning. Wear 2021, 484, 204016. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Ren, X.; Wang, B.; Cai, Y.; Song, Q.; Wan, Y. Coating-thickness-dependent physical properties and cutting temperature for cutting Inconel 718 with TiAlN coated tools. J. Adv. Res. 2022, 38, 191–199. [Google Scholar] [CrossRef]
- An, Q.; Chen, J.; Tao, Z.; Ming, W.; Chen, M. Experimental investigation on tool wear characteristics of PVD and CVD coatings during face milling of Ti 6242S and Ti-555 titanium alloys. Int. J. Refract. Met. Hard Mater. 2020, 86, 105091. [Google Scholar] [CrossRef]
- Wang, F.; Ji, K.; Guo, Z. Microstructural analysis of failure progression for coated carbide tools during high-speed milling of Ti-6Al-4V. Wear 2020, 456, 203356. [Google Scholar] [CrossRef]
- Chowdhury, M.S.I.; Chowdhury, S.; Yamamoto, K.; Beake, B.D.; Bose, B.; Elfizy, A.; Cavelli, D.; Dosbaeva, G.; Aramesh, M.; Fox-Rabinovich, G.S.; et al. Wear behaviour of coated carbide tools during machining of Ti6Al4V aerospace alloy associated with strong built up edge formation. Surf. Coat. Technol. 2017, 313, 319–327. [Google Scholar] [CrossRef]
- Ziberov, M.; de Oliveira, D.; da Silva, M.B.; Hung, W.N.P. Wear of TiAlN and DLC coated microtools in micromilling of Ti-6Al-4V alloy. J. Manuf. Process. 2020, 56, 337–349. [Google Scholar] [CrossRef]
- Yoon, S.; Kim, J.; Kim, K. A comparative study on tribological behavior of TiN and TiAlN coatings prepared by arc ion plating technique. Surf. Coat. Technol. 2002, 161, 237–242. [Google Scholar] [CrossRef]
- Liu, A.; Deng, J.; Cui, H.; Chen, Y.; Zhao, J. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Wahlström, U.; Hultman, L.; Sundgren, J.-E.; Adibi, F.; Petrov, I.; Greene, J.E. Crystal growth and microstructure of polycrystalline Ti1-xAlxN alloy films deposited by ultra-high-vacuum dual-target magnetron sputtering. Thin Solid Film. 1993, 235, 62–70. [Google Scholar] [CrossRef]
- Kutschej, K.; Mayrhofer, P.H.; Kathrein, M.; Polcik, P.; Tessadri, R.; Mitterer, C. Structure, mechanical and tribological properties of sputtered Ti1–xAlxN coatings with 0.5 ≤ x ≤ 0.75. Surf. Coat. Technol. 2005, 200, 2358–2365. [Google Scholar] [CrossRef]
- PalDey, S.C.D.S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti,Al)N: A review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Pemmasani, S.P.; Valleti, K.; Gundakaram, R.C.; Rajulapati, K.V.; Mantripragada, R.; Koppoju, S.; Joshi, S.V. Effect of microstructure and phase constitution on mechanical properties of Ti1−xAlxN coatings. Appl. Surf. Sci. 2014, 313, 936–946. [Google Scholar] [CrossRef]
- Ding, X.-Z.; Samani, M.K.; Chen, G. Thermal conductivity of PVD TiAlN films using pulsed photothermal reflectance technique. Appl. Phys. A-Mater. 2010, 101, 573–577. [Google Scholar] [CrossRef]
- Chen, L.; Paulitsch, J.; Du, Y.; Mayrhofer, P.H. Thermal stability and oxidation resistance of Ti-Al-N coatings. Surf. Coat. Technol. 2010, 206–318, 2954–2960. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, K.M.; Mathew, N.T.; Baburaj, M. Sustainable milling of Ti-6Al-4 V super alloy using AlCrN and TiAlN coated tools. Mater. Today Proc. 2022, 50, 1732–1738. [Google Scholar] [CrossRef]
- Uddin, M.S.; Pham, B.; Sarhan, A.; Basak, A.; Pramanik, A. Comparative study between wear of uncoated and TiAlN-coated carbide tools in milling of Ti6Al4V. Adv. Manuf. 2017, 5, 83–91. [Google Scholar] [CrossRef] [Green Version]
- Masooth, P.H.S.; Jayakumar, V.; Bharathiraja, G. Experimental investigation on surface roughness in CNC end milling process by uncoated and TiAlN coated carbide end mill under dry conditions. Mater. Today Proc. 2020, 22, 726–736. [Google Scholar] [CrossRef]
- Chang, K.; Dong, Y.; Zheng, G.; Jiang, X.; Yang, X.; Cheng, X.; Liu, H.; Zhao, G. Friction and wear properties of TiAlN coated tools with different levels of surface integrity. Ceram. Int. 2022, 48, 4433–4443. [Google Scholar] [CrossRef]
- Hou, M.; Mou, W.; Yan, G.; Song, G.; Wu, Y.; Ji, W.; Jiang, Z.; Wang, W.; Qian, C.; Cai, Z. Effects of different distribution of residual stresses in the depth direction on cutting performance of TiAlN coated WC-10wt%Co tools in milling Ti-6Al-4V. Surf. Coat. Technol. 2020, 397, 125972. [Google Scholar] [CrossRef]
- Rodríguez-Barrero, S.; Fernández-Larrinoa, J.; Azkona, I.; López de Lacalle, L.N.; Polvorosa, R. Enhanced Performance of Nanostructured Coatings for Drilling by Droplet Elimination. Mater. Manuf. Process. 2016, 31, 593–602. [Google Scholar] [CrossRef]
- Chowdhury, M.S.I.; Bose, B.; Yamamoto, K.; Shuster, L.S.; Paiva, J.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Wear performance investigation of PVD coated and uncoated carbide tools during high-speed machining of TiAl6V4 aerospace alloy. Wear 2020, 446–447, 203168. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, J.; Li, Z.; Li, A. Coated carbide tool failure analysis in high-speed intermittent cutting process based on finite element method. Int. J. Adv. Manuf. Technol. 2015, 83, 805–813. [Google Scholar] [CrossRef]
- Chang, K.; Zheng, G.; Cheng, X.; Xu, R.; Li, Y.; Yu, Z.; Yang, X. Surface integrity evolution and wear evolution of the micro-blasted coated tool in high-speed turning of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2021, 115, 603–616. [Google Scholar] [CrossRef]
- Santana, A.E.; Karimi, A.; Derflinger, V.H.; Schütze, A. The role of hcp-AlN on hardness behavior of Ti1-xAlxN nanocomposite during annealing. Thin Solid Films 2004, 469–470, 339–344. [Google Scholar] [CrossRef]
- Novák, P.; Musil, J.; Čerstvý, R.; Jäger, A. Coefficient of friction and wear of sputtered a-C thin coatings containing Mo. Surf. Coat. Technol. 2010, 205, 1486–1490. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Effect of sputtering target power on microstructure and mechanical properties of nanocomposite nc-TiN/a-SiNx thin films. Thin Solid Films 2004, 447–448, 462–467. [Google Scholar] [CrossRef]
- Kumar, C.S.; Urbikain, G.; de Lacalle, L.N.L.; Gangopadhyay, S.; Fernandes, F. Investigating the effect of novel self-lubricant TiSiVN films on topography, diffusion and oxidation phenomenon at the chip-tool interface during dry machining of Ti-6Al-4V alloy. Tribol. Int. 2023, 186, 108604. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti1-xAlxN | Lc1 (N) | Lc2 (N) | CPRs (N2) |
|---|---|---|---|
| Ti0.48Al0.52N | 66 ± 5 | 105 ± 2 | 2574 |
| Ti0.38Al0.62N | 79 ± 2 | 102 ± 3 | 1817 |
| Vc (m/min) | ƒ (mm/z) | ae (mm) | ap (mm) |
|---|---|---|---|
| 100, 150 | 0.1 | 10 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, G.; Zhang, J.; Zhang, P.; Du, J.; Xu, C.; Yi, M.; Zhang, G. Effect of Al Content on the Wear Evolution of Ti1-xAlxN-Coated Tools Milling Ti-6Al-4V Alloy. Micromachines 2023, 14, 1228. https://doi.org/10.3390/mi14061228
Fan G, Zhang J, Zhang P, Du J, Xu C, Yi M, Zhang G. Effect of Al Content on the Wear Evolution of Ti1-xAlxN-Coated Tools Milling Ti-6Al-4V Alloy. Micromachines. 2023; 14(6):1228. https://doi.org/10.3390/mi14061228
Chicago/Turabian StyleFan, Guanghui, Jingjie Zhang, Peirong Zhang, Jin Du, Chonghai Xu, Mingdong Yi, and Guoqing Zhang. 2023. "Effect of Al Content on the Wear Evolution of Ti1-xAlxN-Coated Tools Milling Ti-6Al-4V Alloy" Micromachines 14, no. 6: 1228. https://doi.org/10.3390/mi14061228