
Improving Etched Flatness by Micro Airflow Array Pressurization in ITO Glass Laser Machining

Abstract
:1. Introduction
2. Laser Etching with Micro-Flow Air Bearing
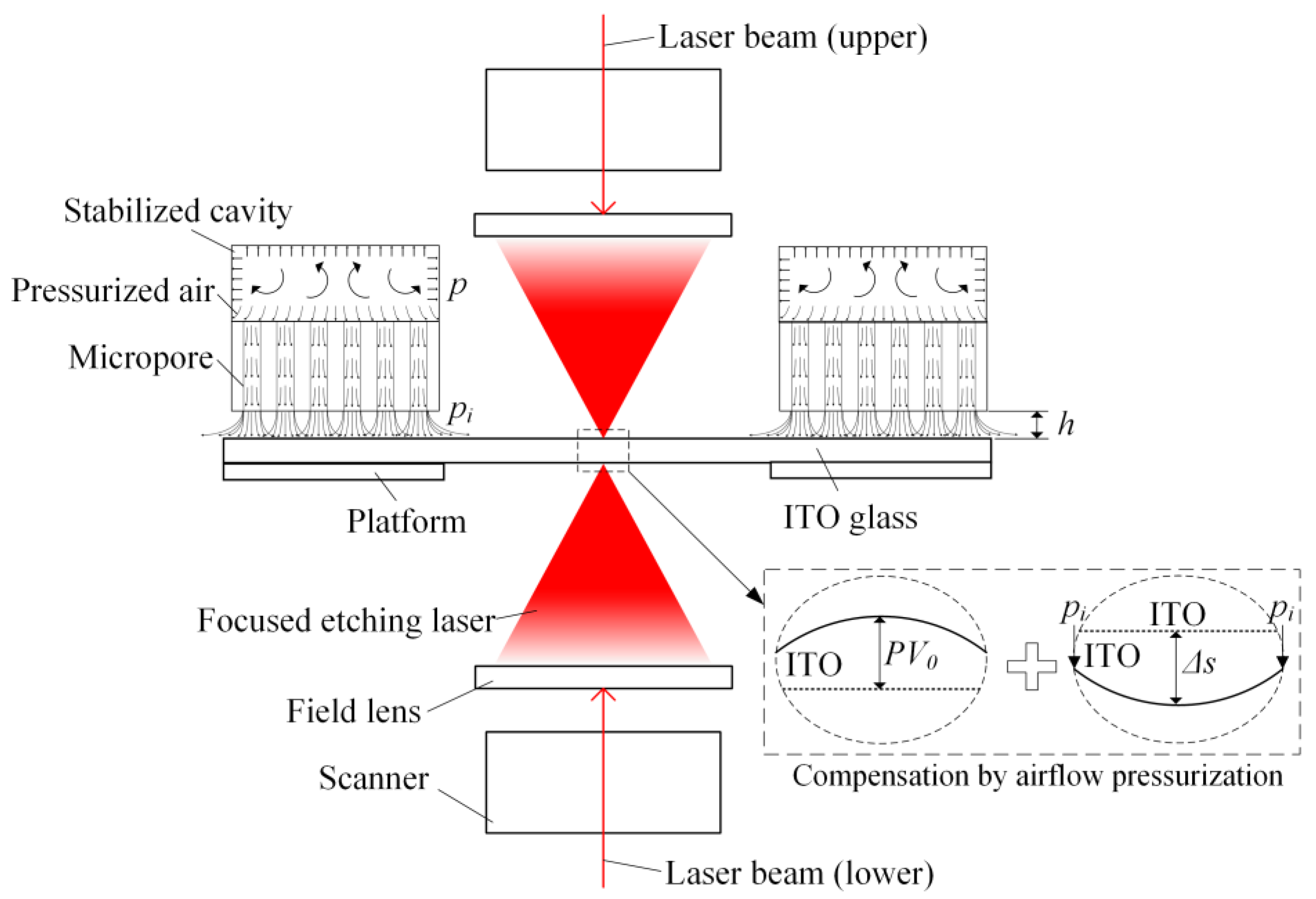
2.1. Model of Laser Etching with Micro-Flow Air Bearing
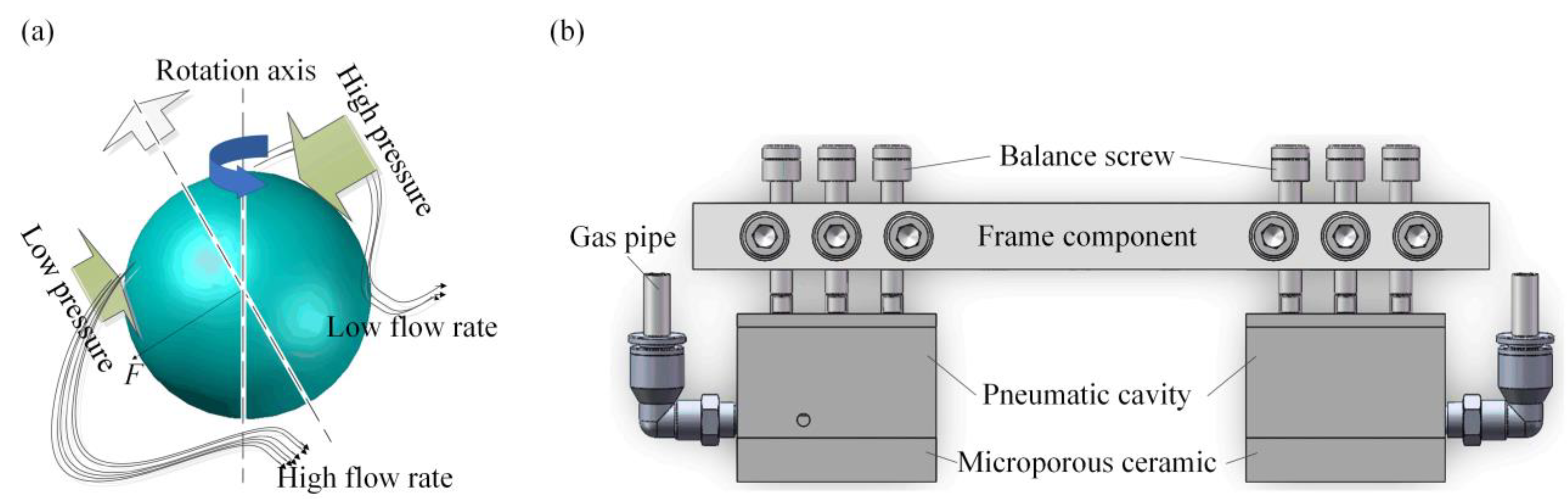
2.2. Structural Design of the Micro-Flow Air Bearing
3. Simulation, Experiment and Measurement Procedure
3.1. Simulation of Micro-Flow Air Bearing Pressurization
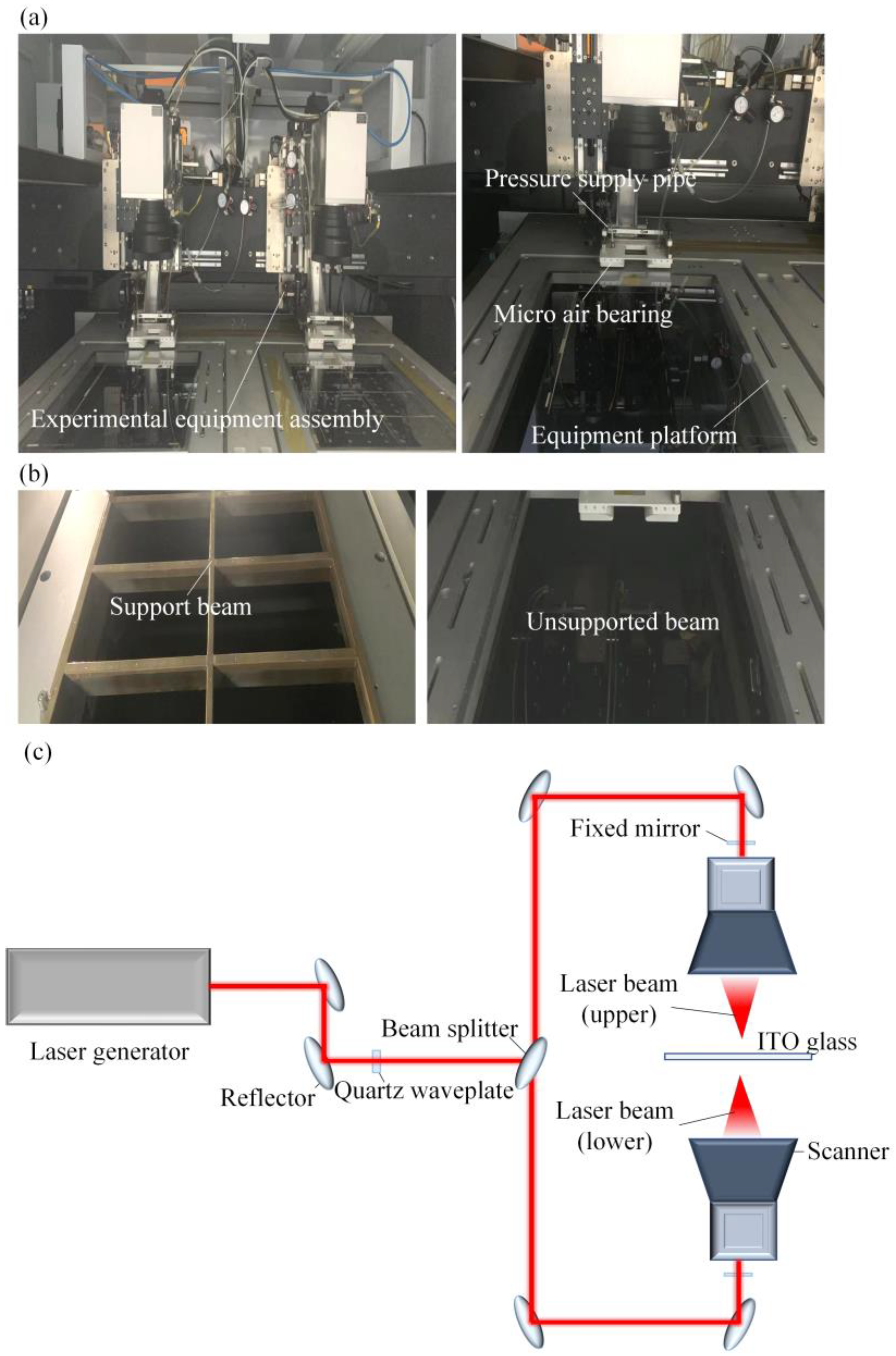
3.2. Laser Etching Experiment of ITO Glass
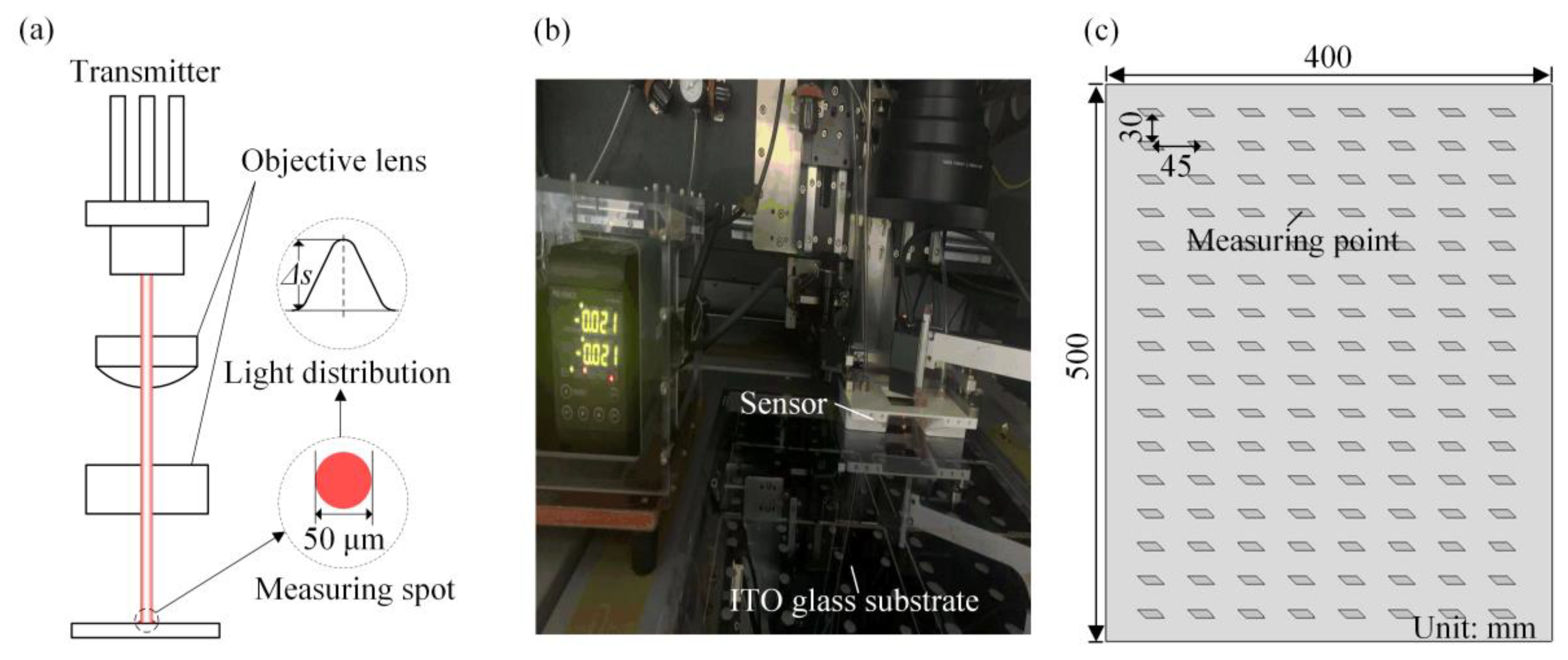
3.3. Micron-Scale Flatness Measurement of ITO Glass
4. Results and Discussion
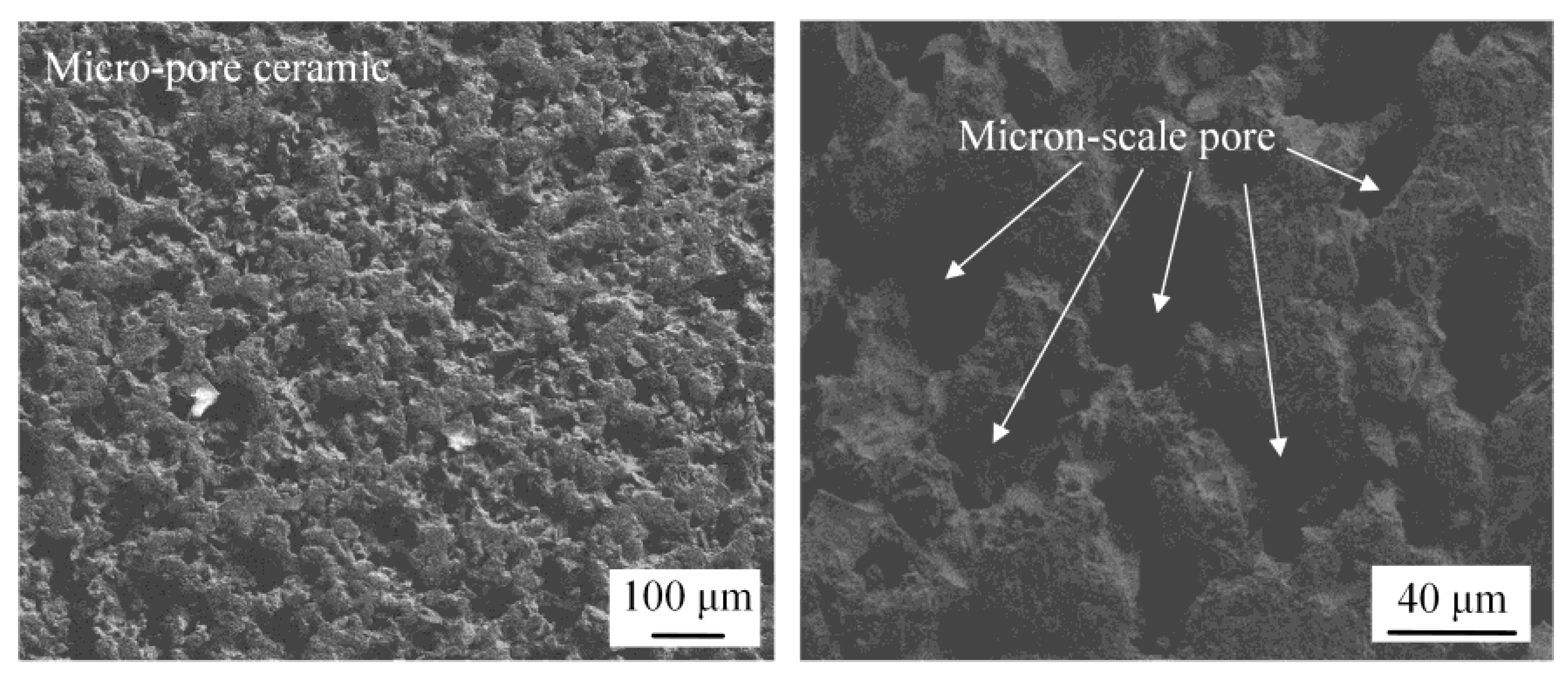
4.1. Morphology of Micro-Pore Array in Micro-Flow Air Bearing
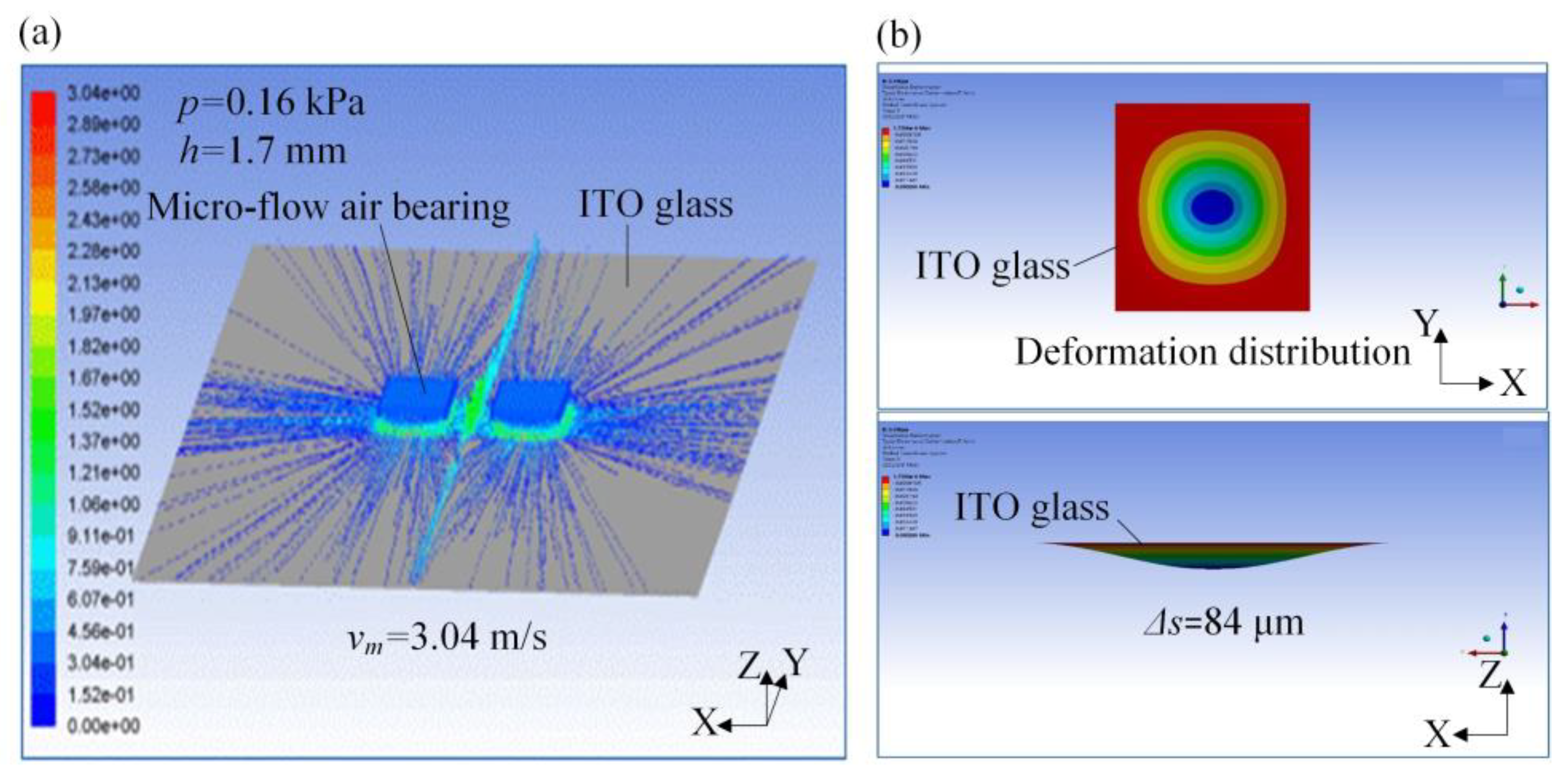
4.2. Flow Characteristic of Micro Airflow Array Pressurization
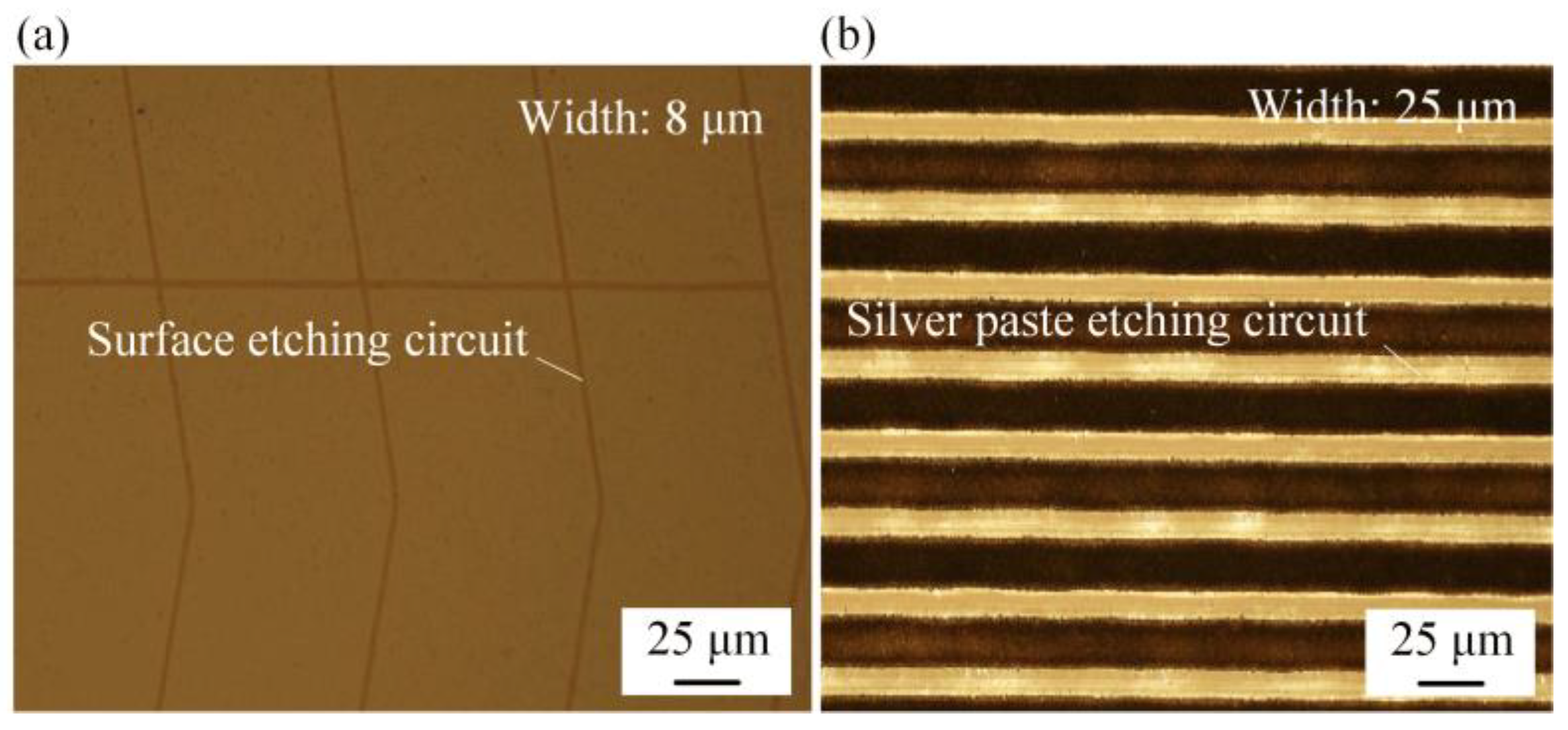
4.3. Analysis of Circuit and Surface Micro-Deformation of ITO Glass
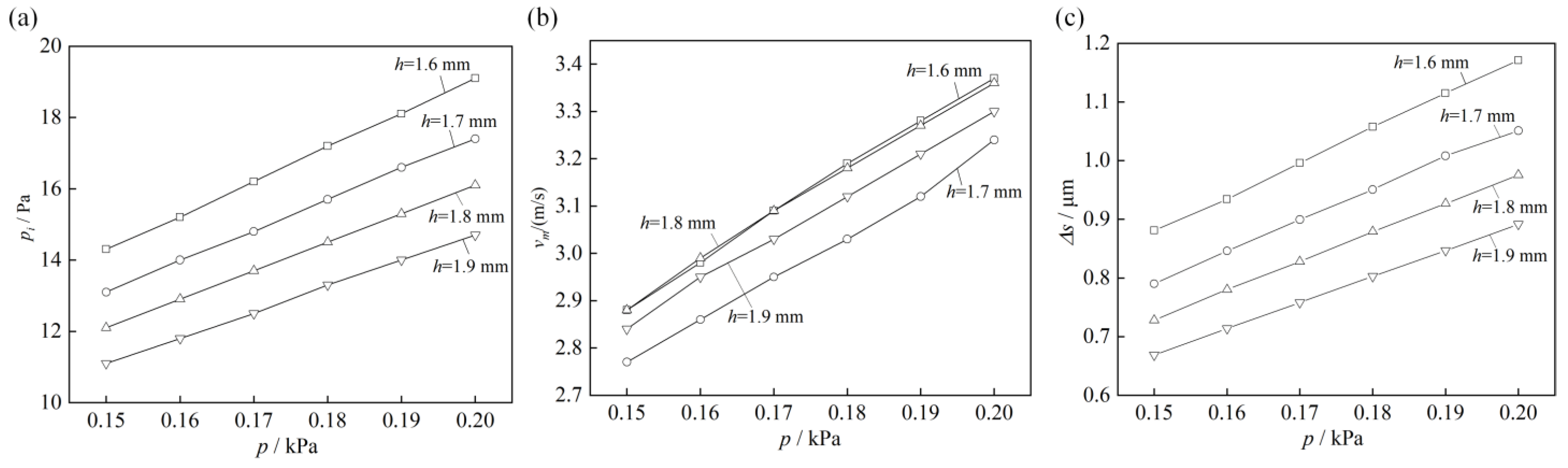
4.4. Analysis of the Surface Flatness in Relation to Pressurization Parameter
4.5. Critical Values of Pressurization Parameter to Surface Flatness
4.6. Application of Micro Airflow Air Bearing in Laser Etching
5. Conclusions
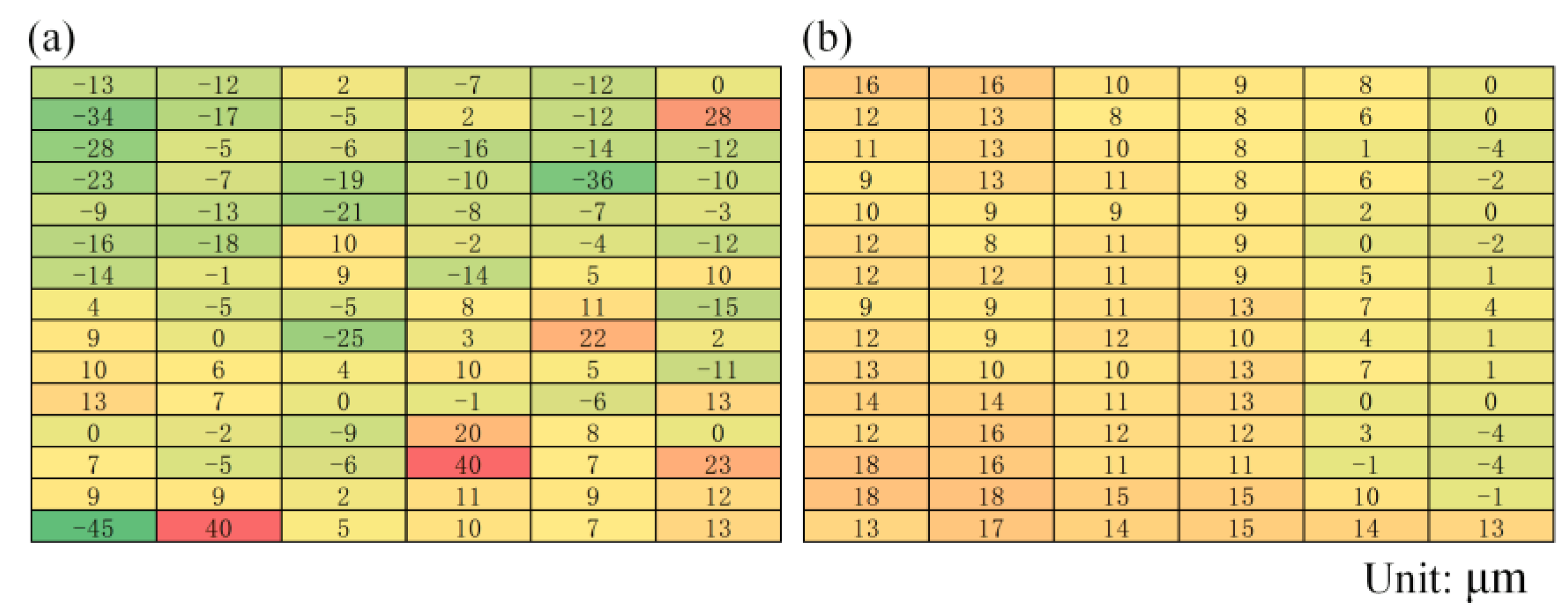
- A micro airflow array pressurization was proposed in a double-sided laser etching process by using a micro-airflow air bearing. The surface underwent positive pressure by loading the airflow pressure and adjusting the etching gap to position the machined surface. The micro-deformation generated by the micro-stress was able to compensate the initial flatness of the workpiece within critical pressurization parameter. This was beneficial for improving the flatness of the ITO glass during the etching process.
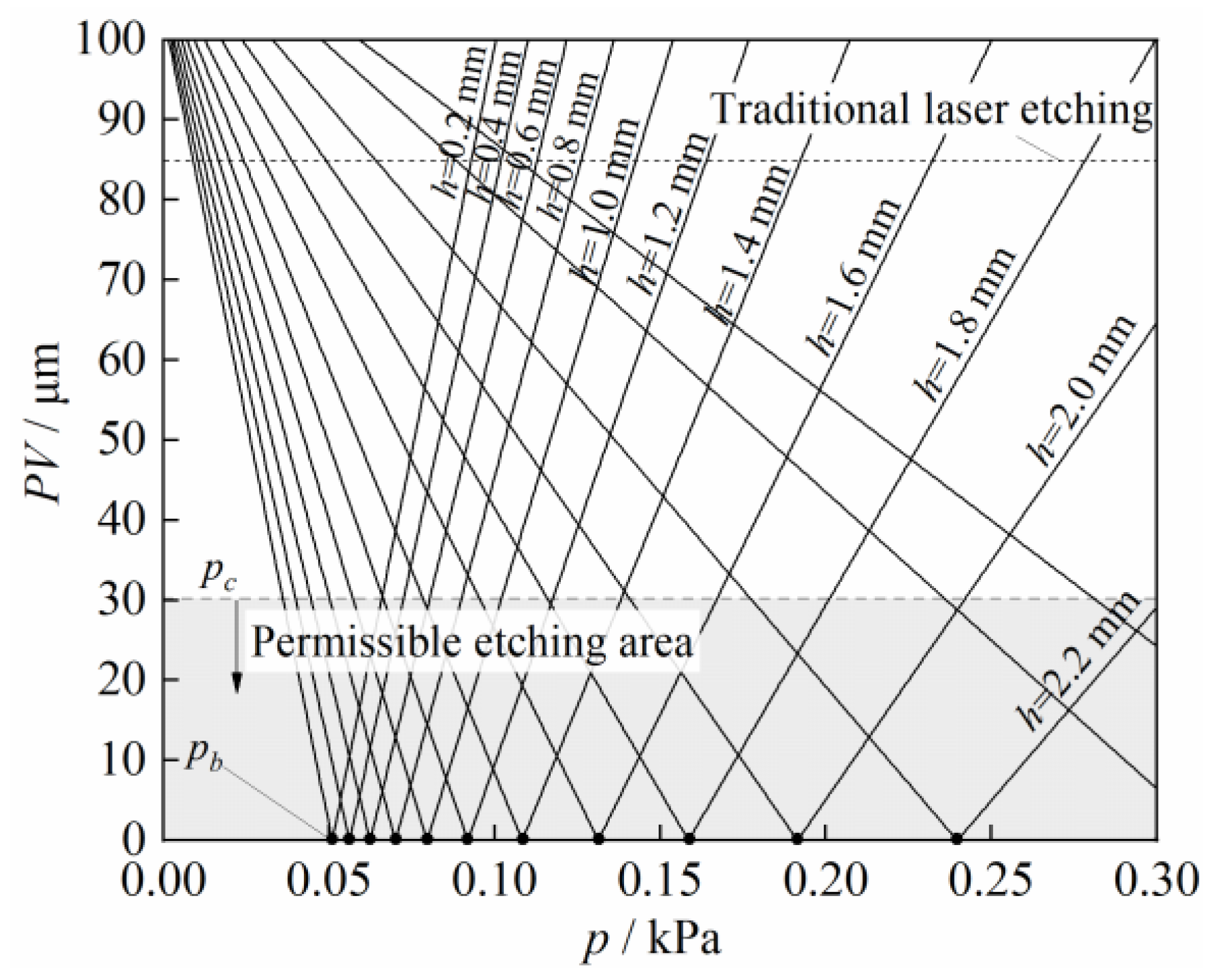
- The application of micro-airflow array pressurization enhanced the uniform pressure distribution on a large area of the glass surface, thus facilitating the positioning of the etched surface. The maximum positive pressure was achieved under the micro-airflow air bearing and the maximum positive pressure linearly depended on the air flow pressure and the etching gap. Insufficient pressure was not enough to press down the surface, while an excessive pressure would cause excessive micro-deformation in the processing area, leading to incompleteness of the final etched lines.
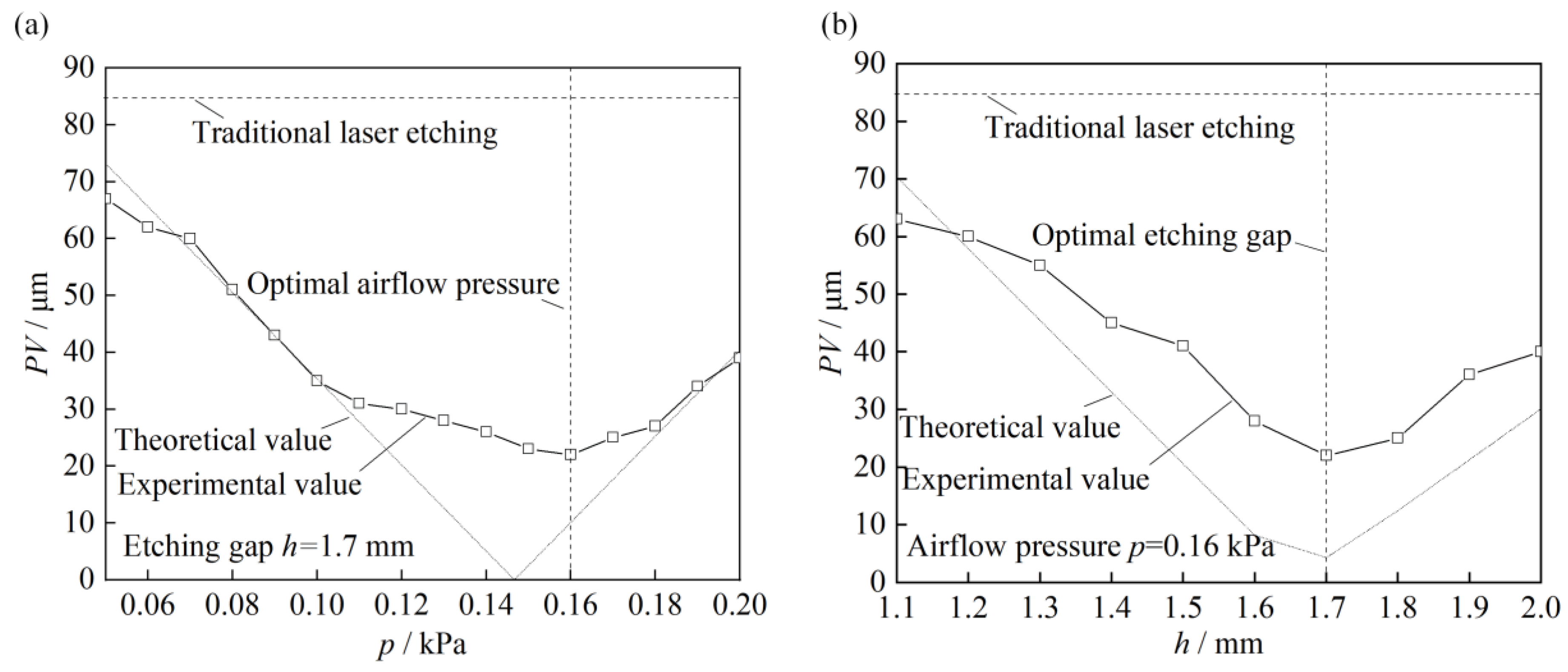
- The airflow pressure and etching gap showed a trend of first decreasing and then increasing with respect to the workpiece flatness. Within the critical airflow pressure range, the pressure applied on the surface of the workpiece was sufficient to hold it down without causing excessive micro-deformation. When the airflow pressure was in the range of 0.11–0.18 kPa and the etching gap was in the range of 1.6–1.8 mm, the optimal pressure on the workpiece surface was 15.2–15.7 Pa and the flatness after etching is 22 μm, which was a decrease of 74%.
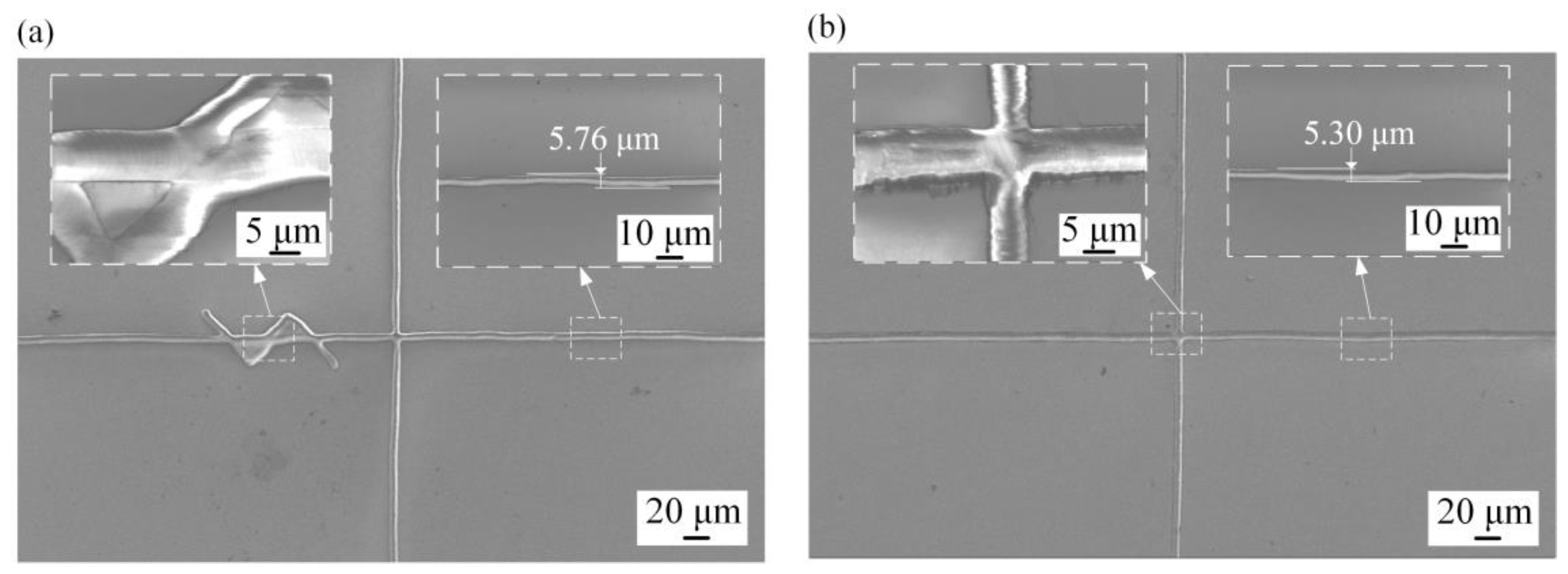
- The application of a micro-airflow air bearing could address the key issues of planarity and processing efficiency of the etched surface. The resulting circuit line distribution was more uniform. It solved the problems of local micro-circuit short-circuits or open-circuits caused by traditional etching, thereby improving the product yield. In addition, the static electricity problem in product etching was avoided.
Author Contributions
Funding
Conflicts of Interest
References
- Betz, U.; Olsson, M.K.; Marthy, J.; Escolá, M.; Atamny, F. Thin films engineering of indium tin oxide: Large area flat panel displays application. Surf. Coat. Technol. 2006, 200, 5751–5759. [Google Scholar] [CrossRef]
- Afre, R.A.; Sharma, N.; Sharon, M.; Sharon, M. Transparent conducting oxide films for various applications: A review. Rev. Adv. Mater. Sci. 2018, 53, 79–89. [Google Scholar] [CrossRef]
- Zhu, R.; Zhang, Z.; Li, Y. Advanced materials for flexible solar cell applications. Nanotechnol. Rev. 2019, 8, 452–458. [Google Scholar] [CrossRef]
- Wei, Z.-M.; Xia, J.-B. Recent progress in polarization-sensitive photodetectors based on low-dimensional semiconductors. Acta Phys. Sin. 2019, 68, 163201. [Google Scholar] [CrossRef]
- Ferrera, M.; Carnemolla, E.G. Ultra-fast transient plasmonics using transparent conductive oxides. J. Opt. 2018, 20, 024007. [Google Scholar] [CrossRef]
- Liu, D.; Zhang, H.; Fontana, F.; Hirvonen, J.T.; Santos, H.A. Current developments and applications of microfluidic technology toward clinical translation of nanomedicines. Adv. Drug Deliv. Rev. 2018, 128, 54–83. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bhosale, N.Y.; Mali, S.S.; Hong, C.K.; Kadam, A.V. Hydrothermal synthesis of WO3 nanoflowers on etched ITO and their electrochromic properties. Electrochim. Acta 2017, 246, 1112–1120. [Google Scholar] [CrossRef]
- Yang, Y.; Long, K.; Kong, F.; Fan, J.; Qiu, T. Surface-enhanced Raman spectroscopy on transparent fume-etched ITO-glass surface. Appl. Surf. Sci. 2014, 309, 250–254. [Google Scholar] [CrossRef]
- Mammana, S.S.; Greatti, A.; Luiz, F.H.; da Costa, F.I.; Mammana, A.P.; Calligaris, G.A.; Cardoso, L.P.; Mammana, C.I.; den Engelsen, D. Study of wet etching thin films of indium tin oxide in oxalic acid by monitoring the resistance. Thin Solid Film. 2014, 567, 20–31. [Google Scholar] [CrossRef]
- Zhou, J.-G.; Hua, X.-C.; Chen, Y.-K.; Ma, Y.-Y.; Huang, C.-C.; Wang, Y.-D.; Fung, M.-K. Nano-modified indium tin oxide incorporated with ideal microlens array for light extraction of OLED. J. Mater. Chem. C 2019, 7, 3958–3964. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, C.; Cai, Y.; Luo, X.; Wang, B.; Song, Q.; Liu, Z. Periodically oriented superhydrophobic microstructures prepared by laser ablation-chemical etching process for drag reduction. Appl. Surf. Sci. 2023, 615, 156403. [Google Scholar] [CrossRef]
- Lu, M.; Zhang, M.; Zhang, J.; Zhang, K.; Zheng, L.; Wei, Y.; Liu, Z.; Rou, L. Picosecond laser ablation characteristics of satellite-used carbon fiber-reinforced composites. In Proceedings of the AOPC 2021: Advanced Laser Technology and Applications, Beijing, China, 20–22 June 2021; pp. 135–143. [Google Scholar]
- Jiang, H.; Ma, C.; Li, M.; Cao, Z. Femtosecond laser drilling of cylindrical holes for carbon fiber-reinforced polymer (CFRP) composites. Molecules 2021, 26, 2953. [Google Scholar] [CrossRef] [PubMed]
- Correa, D.S.; Almeida, J.M.; Almeida, G.F.; Cardoso, M.R.; De Boni, L.; Mendonça, C.R. Ultrafast laser pulses for structuring materials at micro/nano scale: From waveguides to superhydrophobic surfaces. Photonics 2017, 4, 8. [Google Scholar] [CrossRef] [Green Version]
- Cheng, J.; Liu, C.-s.; Shang, S.; Liu, D.; Perrie, W.; Dearden, G.; Watkins, K. A review of ultrafast laser materials micromachining. Opt. Laser Technol. 2013, 46, 88–102. [Google Scholar] [CrossRef]
- Watanabe, W.; Li, Y.; Itoh, K. Ultrafast laser micro-processing of transparent material. Opt. Laser Technol. 2016, 78, 52–61. [Google Scholar] [CrossRef]
- Gaudiuso, C.; Terekhin, P.N.; Volpe, A.; Nolte, S.; Rethfeld, B.; Ancona, A. Laser ablation of silicon with THz bursts of femtosecond pulses. Sci. Rep. 2021, 11, 13321. [Google Scholar] [CrossRef] [PubMed]
- Yatsui, T.; Saito, H.; Nobusada, K. Angstrom-scale flatness using selective nanoscale etching. Beilstein J. Nanotechnol. 2017, 8, 2181–2185. [Google Scholar] [CrossRef] [Green Version]
- Yun, J.-S.; Sim, J.-Y. Virtual point removal for large-scale 3d point clouds with multiple glass planes. IEEE Trans. Pattern Anal. Mach. Intell. 2019, 43, 729–744. [Google Scholar] [CrossRef]
- Weigel, C.; Phi, H.B.; Denissel, F.A.; Hoffmann, M.; Sinzinger, S.; Strehle, S. Highly Anisotropic Fluorine-Based Plasma Etching of Ultralow Expansion Glass. Adv. Eng. Mater. 2021, 23, 2001336. [Google Scholar] [CrossRef]
- Rayerfrancis, A.; Bhargav, P.B.; Ahmed, N.; Balaji, C.; Kumar, G. Glass surface etching with Aluminium-induced texture process for thin film solar cell applications. Mater. Lett. 2018, 221, 305–308. [Google Scholar] [CrossRef]
- Wang, Y.; Jacobs, G.; König, F.; Zhang, S.; von Goeldel, S. Investigation of Microflow Effects in Textures on Hydrodynamic Performance of Journal Bearings Using CFD Simulations. Lubricants 2023, 11, 20. [Google Scholar] [CrossRef]
- Li, L.; Li, W.; Liu, X.; Tenjimbayashi, M.; Segawa, H.; Niikura, C.; Nakayama, T.; Minari, T. Microflow Manipulation by Velocity Field Gradient: Spontaneous Patterning of Silver Nanowires for Tailored Flexible Transparent Conductors. Adv. Mater. Technol. 2022, 7, 2101687. [Google Scholar] [CrossRef]
- Yuan, K.; Gu, Q.; Zhang, F.; Zhong, Z.; Xing, W. Spatially confined growth of carbon nanotubes in the pore channels of microporous ceramic supports with improved filtration efficiency. Nanoscale 2022, 14, 10091–10100. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Zhang, L.; Wu, P.; Cai, Y.; Zhao, X.; Yao, C. Study on permeability stability of sand-based microporous ceramic filter membrane. Materials 2019, 12, 2161. [Google Scholar] [CrossRef] [Green Version]
- Prasad, R.; Gurlo, A.; Riedel, R.; Hübner, M.; Barsan, N.; Weimar, U. Microporous ceramic coated SnO2 sensors for hydrogen and carbon monoxide sensing in harsh reducing conditions. Sens. Actuators B Chem. 2010, 149, 105–109. [Google Scholar] [CrossRef]
- Simonenko, E.P.; Simonenko, N.P.; Gordeev, A.N.; Kolesnikov, A.F.; Lysenkov, A.S.; Nagornov, I.A.; Sevastyanov, V.G.; Kuznetsov, N.T. The effects of subsonic and supersonic dissociated air flow on the surface of ultra-high-temperature HfB2-30 vol% SiC ceramics obtained using the sol-gel method. J. Eur. Ceram. Soc. 2020, 40, 1093–1102. [Google Scholar] [CrossRef]
- Xiao, L.; Yang, M.; Yuan, W.-Z.; Huang, S.-M. Macroporous ceramic membrane condenser for water and heat recovery from flue gas. Appl. Therm. Eng. 2021, 186, 116512. [Google Scholar] [CrossRef]
- Soloveva, O.; Solovev, S.; Yafizov, R. Hydrodynamics and convective heat transfer in open cell foam with micropores. Transp. Res. Procedia 2021, 54, 64–68. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Parameter | Value |
|---|---|
| Airflow pressure p (kPa) | 0.16–0.19 |
| Etching gap h (mm) | 1.70–1.90 |
| Micro-pore viscosity resistance (1/m2) | Horizontal direction: 2.111 × 105 Vertical direction: 2.111 × 108 |
| Micro-pore inertial resistance (1/m2) | Horizontal direction: 1 × 103 Vertical direction: 2.4 × 105 |
| Experimental Parameters | Parameter Value |
|---|---|
| Laser power (W) | ITO glass: 0.40 ± 0.05 Sliver paste: 0.70 ± 0.05 |
| Laser frequency (kHz) | 280 |
| Laser wavelength (nm) | 355 |
| Defocus amount (mm) | −0.1–0.1 |
| Feed speed (mm/s) | ITO glass: 700 ± 100 Sliver paste: 600 ± 100 |
| Scanner calibration (μm) | ≤5 |
| Workpiece thickness (mm) | 0.55 |
| Maximum etching depth (Å) | 135 |
| Etching mode | Double side |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, R.; Chen, Z.; Xie, J. Improving Etched Flatness by Micro Airflow Array Pressurization in ITO Glass Laser Machining. Micromachines 2023, 14, 676. https://doi.org/10.3390/mi14030676
Chen R, Chen Z, Xie J. Improving Etched Flatness by Micro Airflow Array Pressurization in ITO Glass Laser Machining. Micromachines. 2023; 14(3):676. https://doi.org/10.3390/mi14030676
Chicago/Turabian StyleChen, Rong, Zhaojie Chen, and Jin Xie. 2023. "Improving Etched Flatness by Micro Airflow Array Pressurization in ITO Glass Laser Machining" Micromachines 14, no. 3: 676. https://doi.org/10.3390/mi14030676