
The Effect of Defect Charge and Parasitic Surface Conductance on Aluminum Nitride RF Filter Circuit Loss

Abstract
:1. Introduction
2. Thin Film Preparation and Characterization
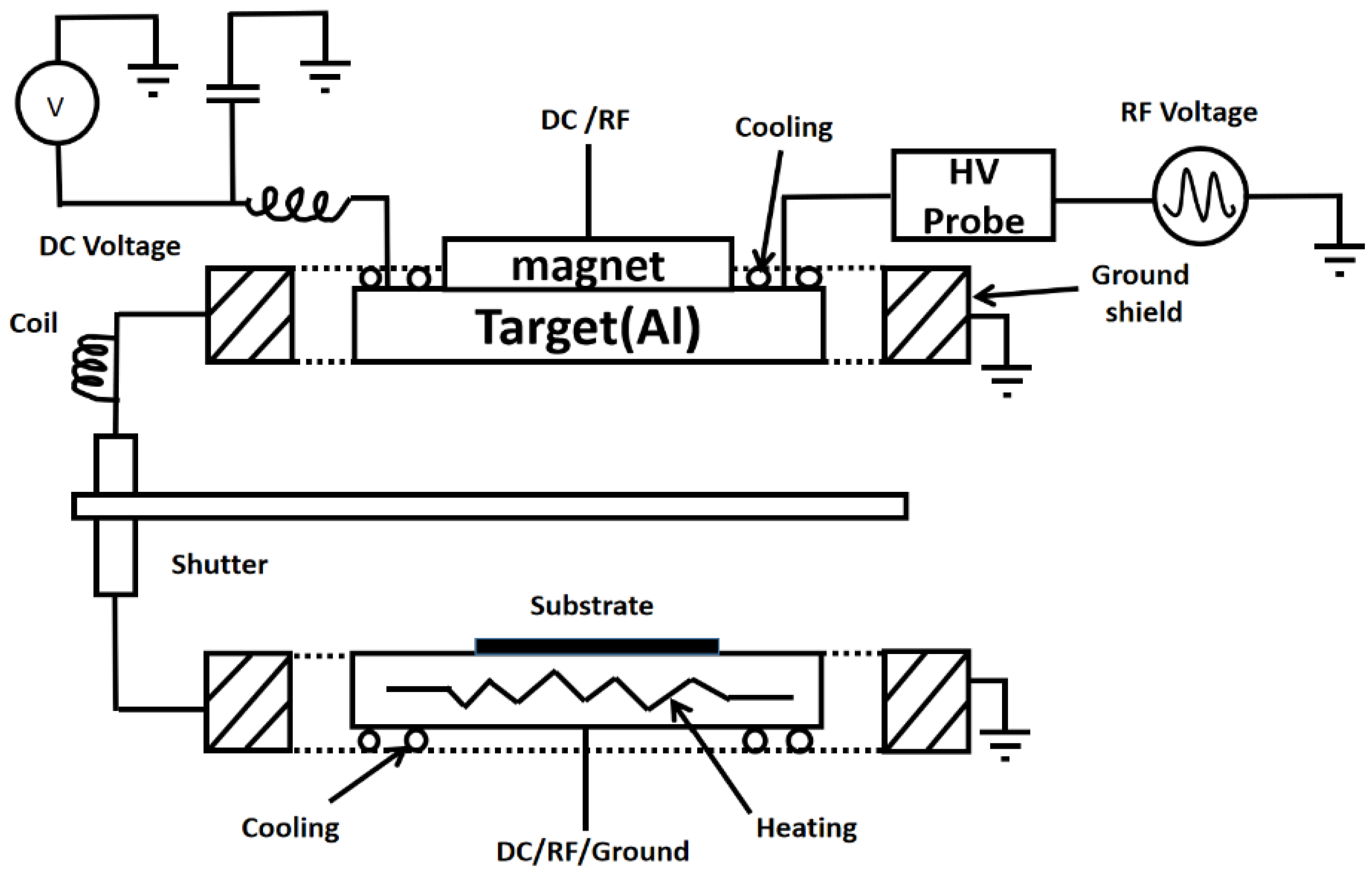
2.1. Thin Film Preparation
2.2. Thin Film Characterization
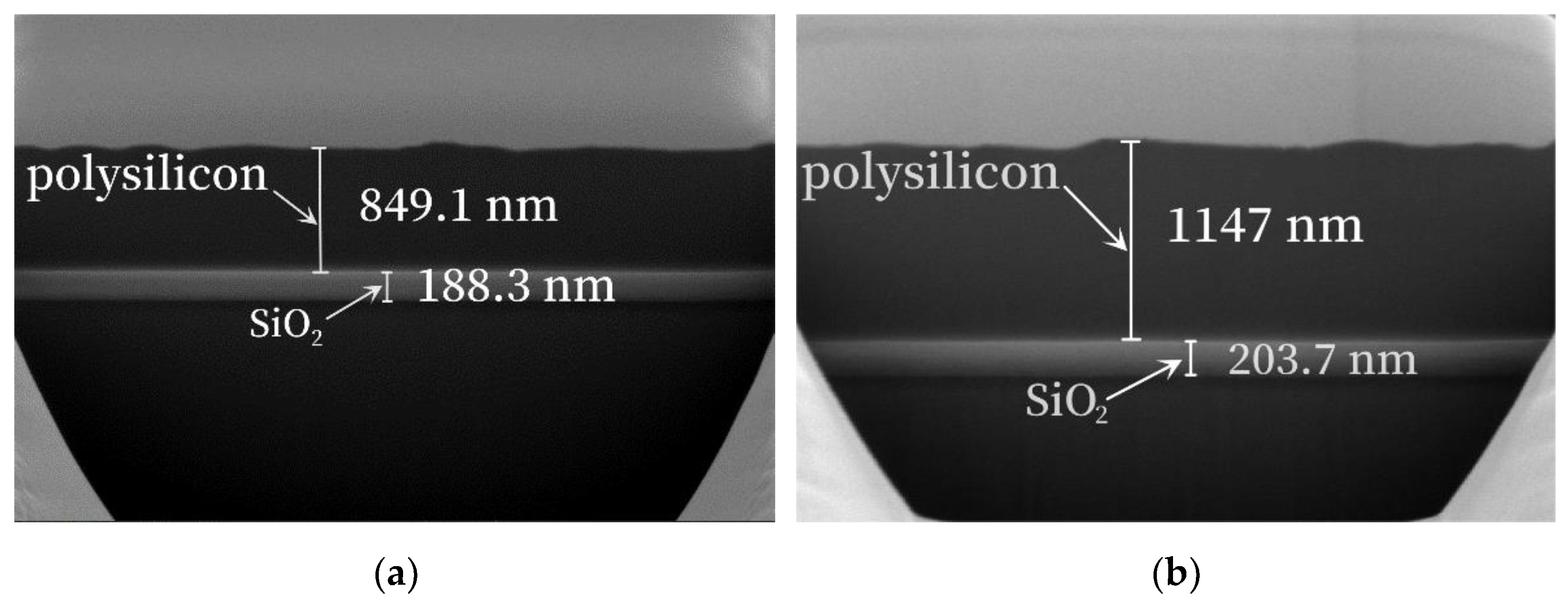
2.2.1. Thin Film Thickness Characterization
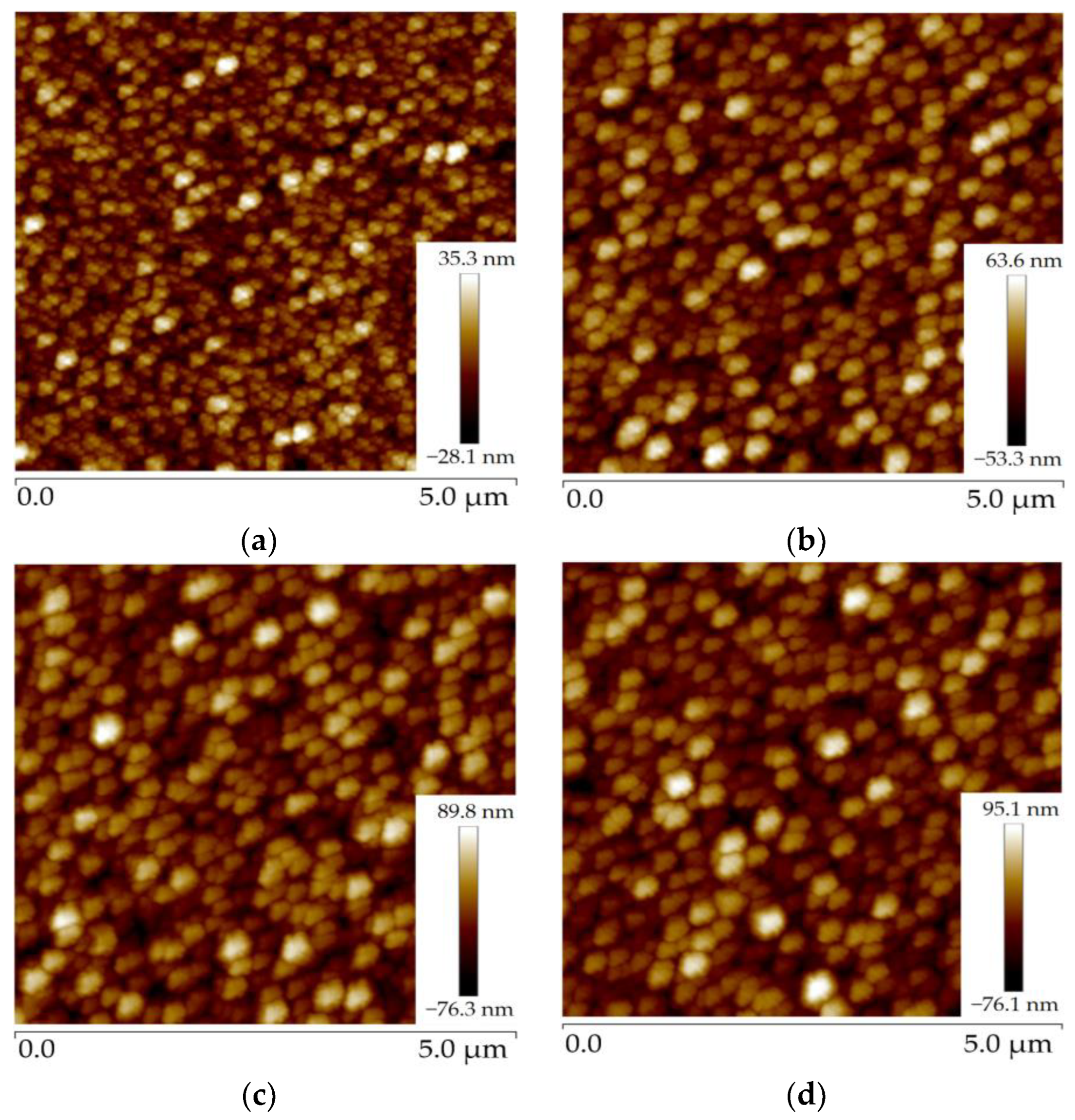
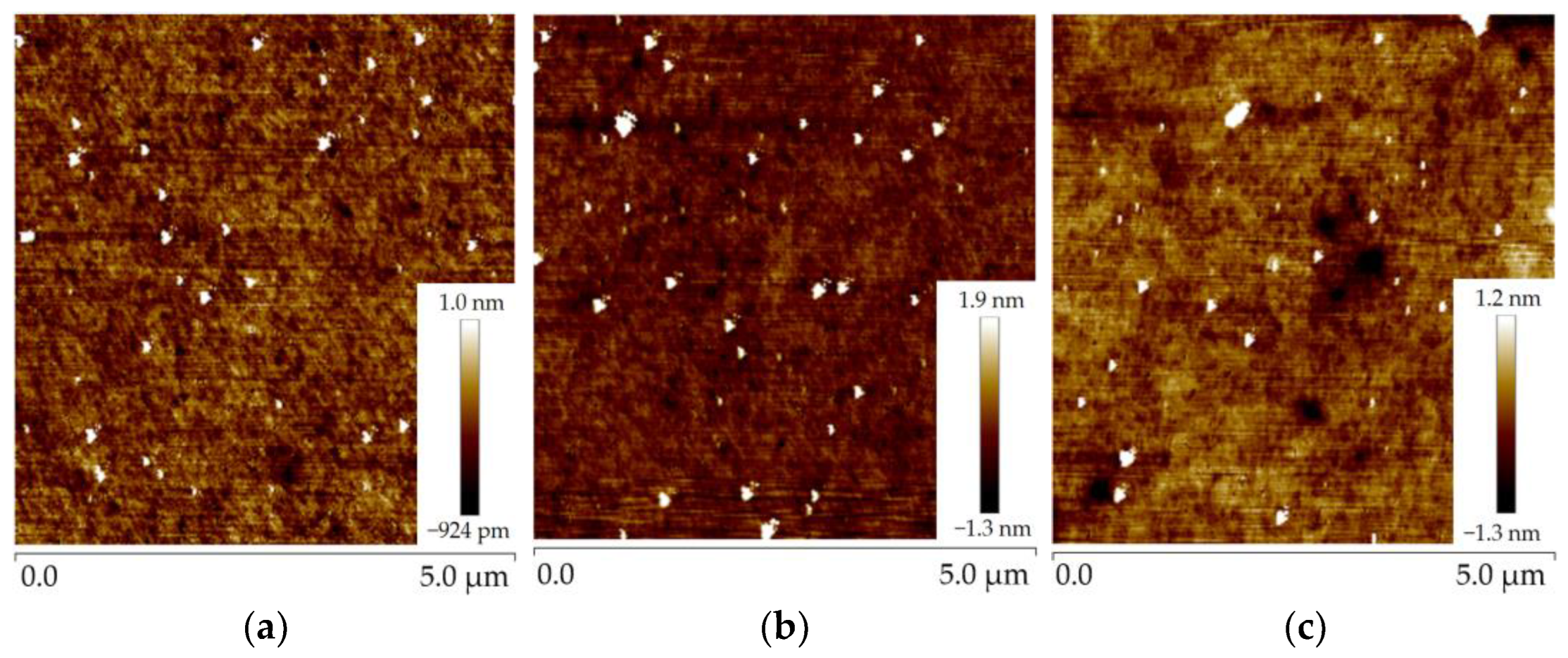
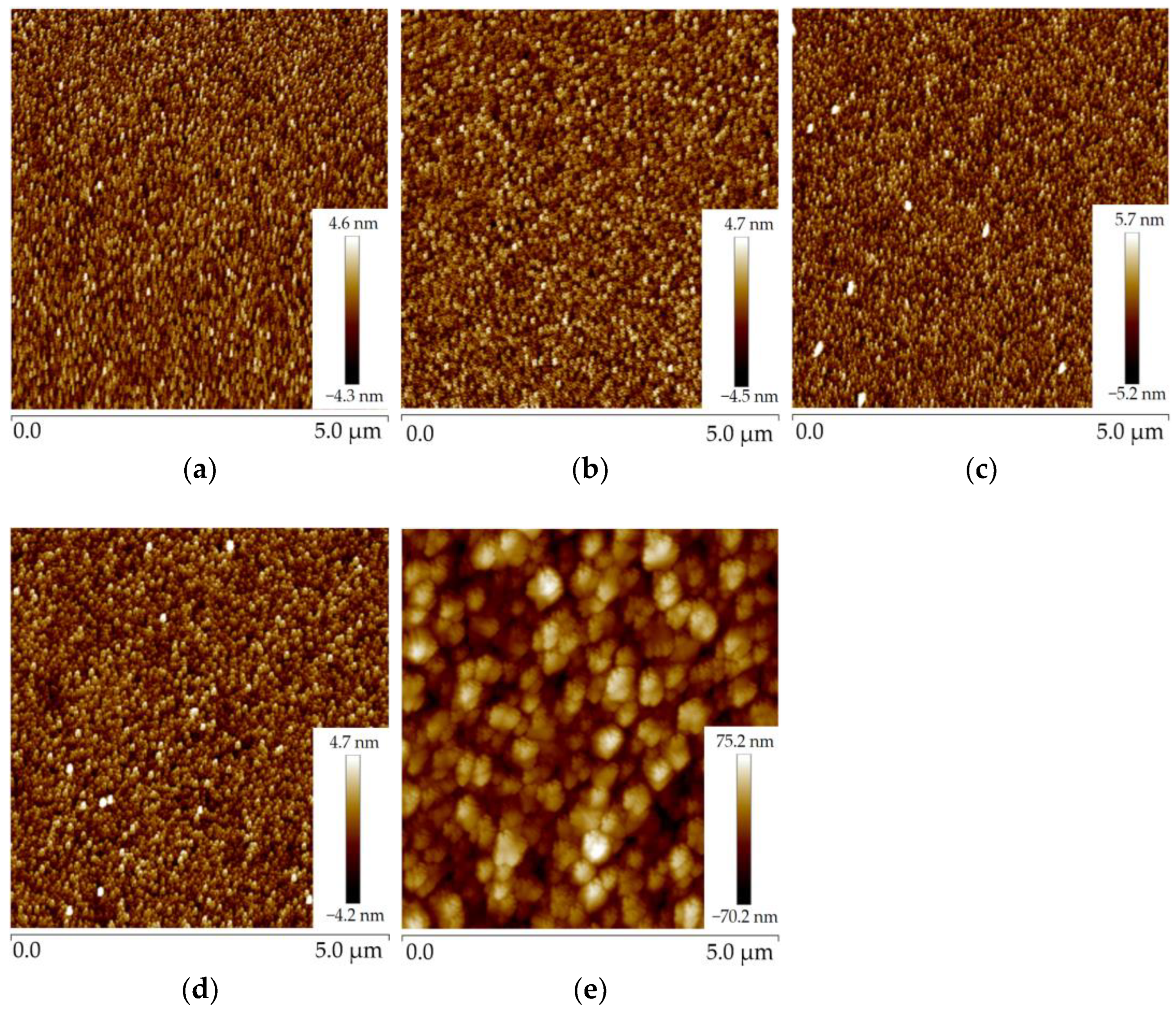
2.2.2. Roughness Characterization of Polysilicon and AlN
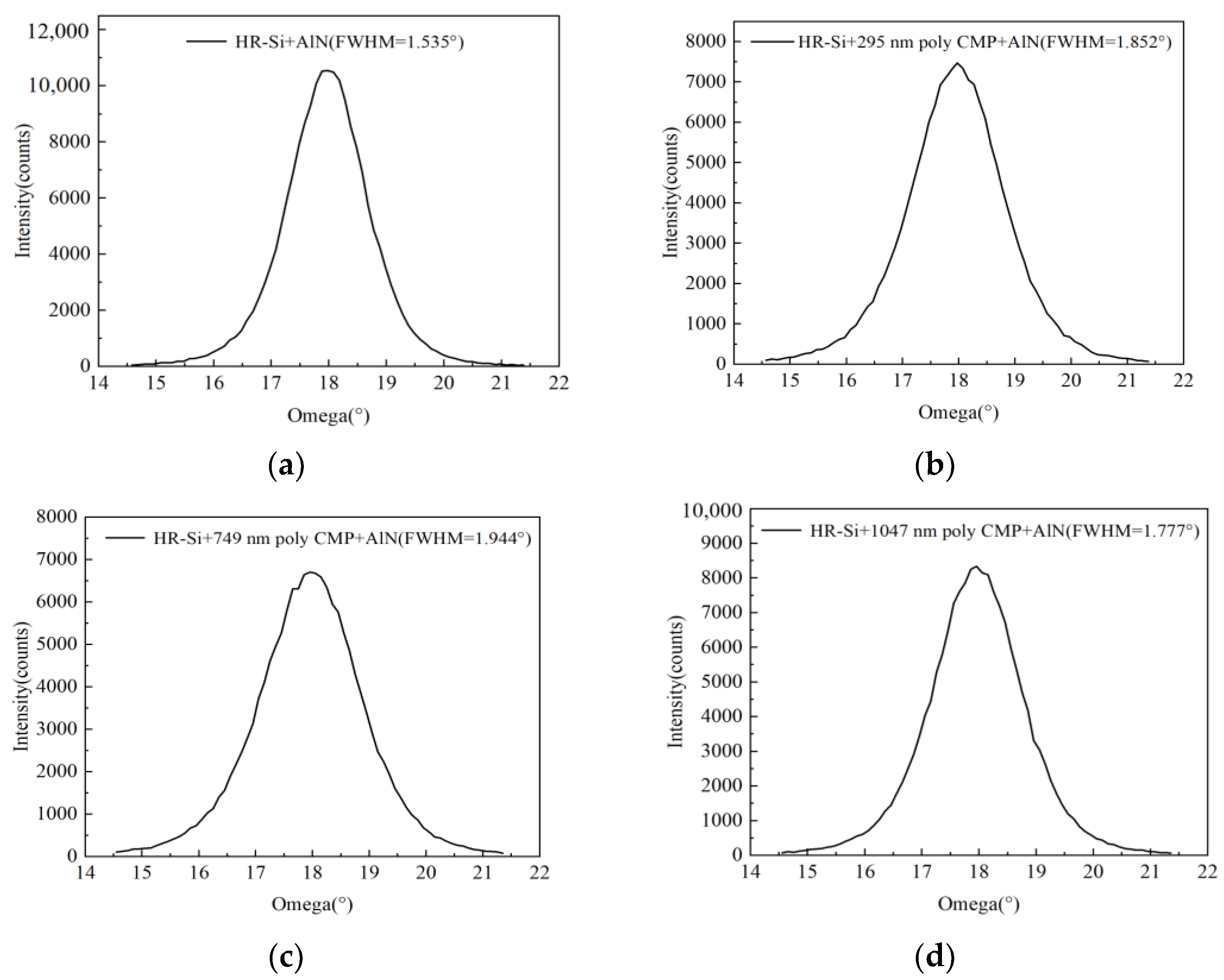
2.3. Measurement of FWHM of AlN
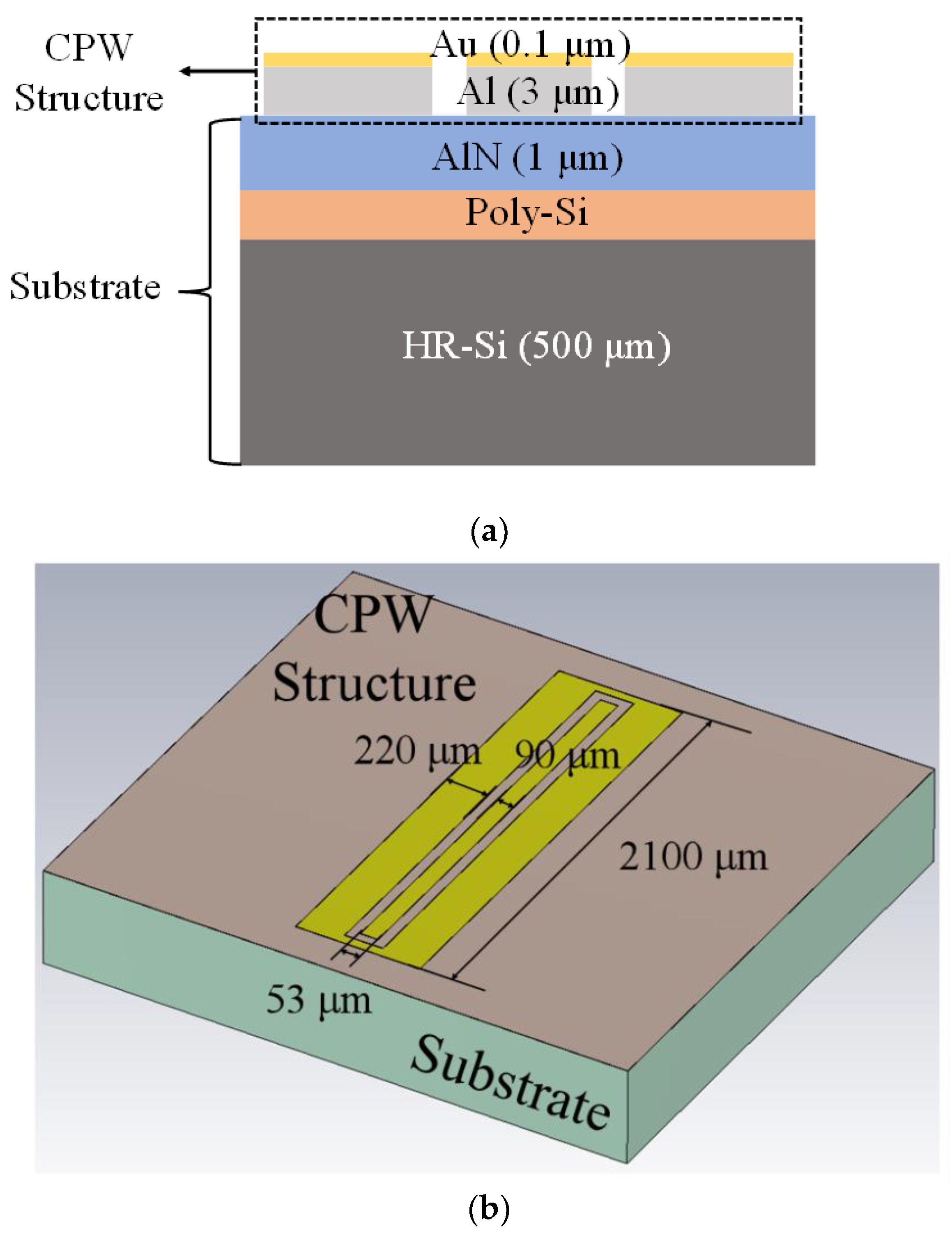
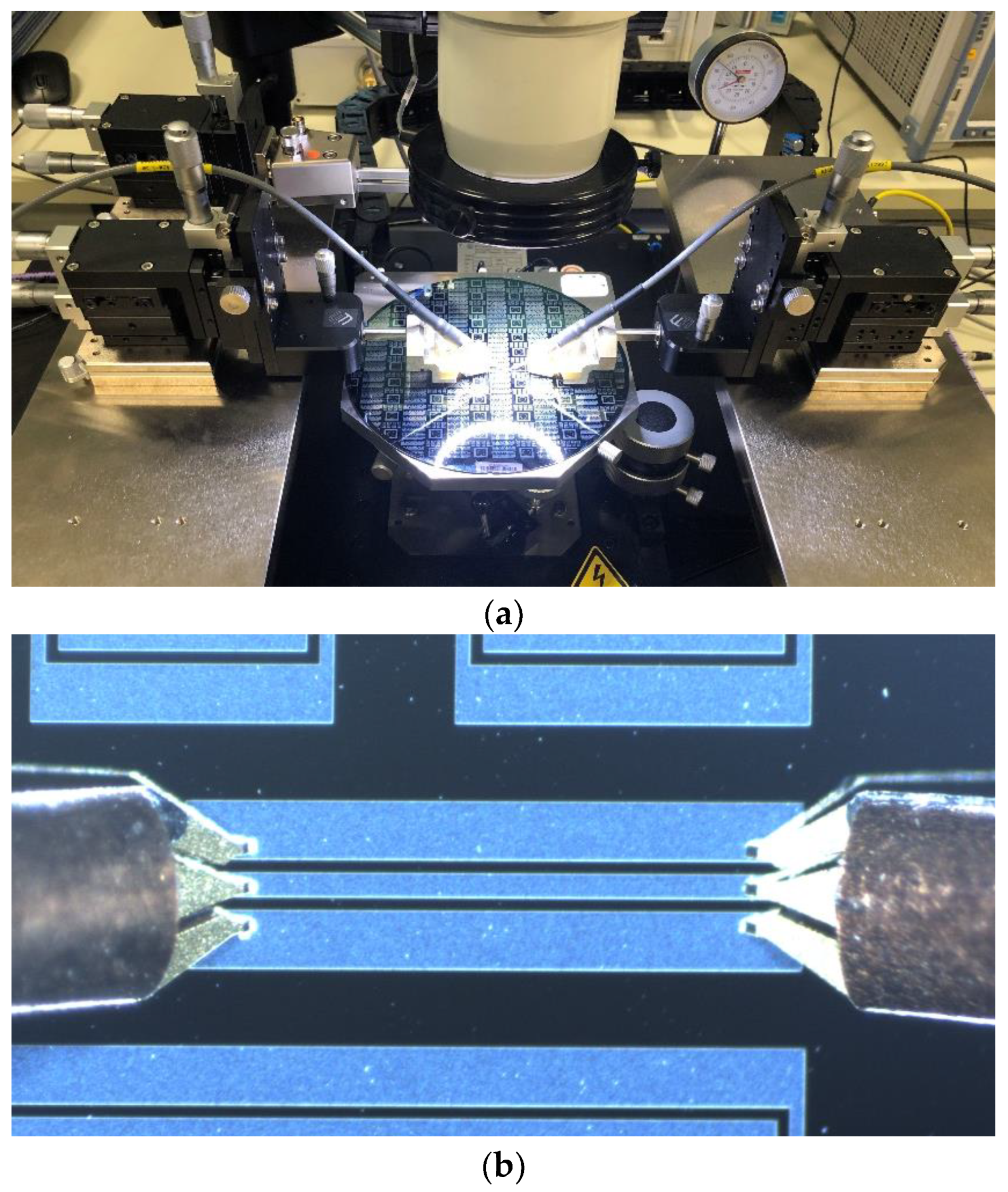
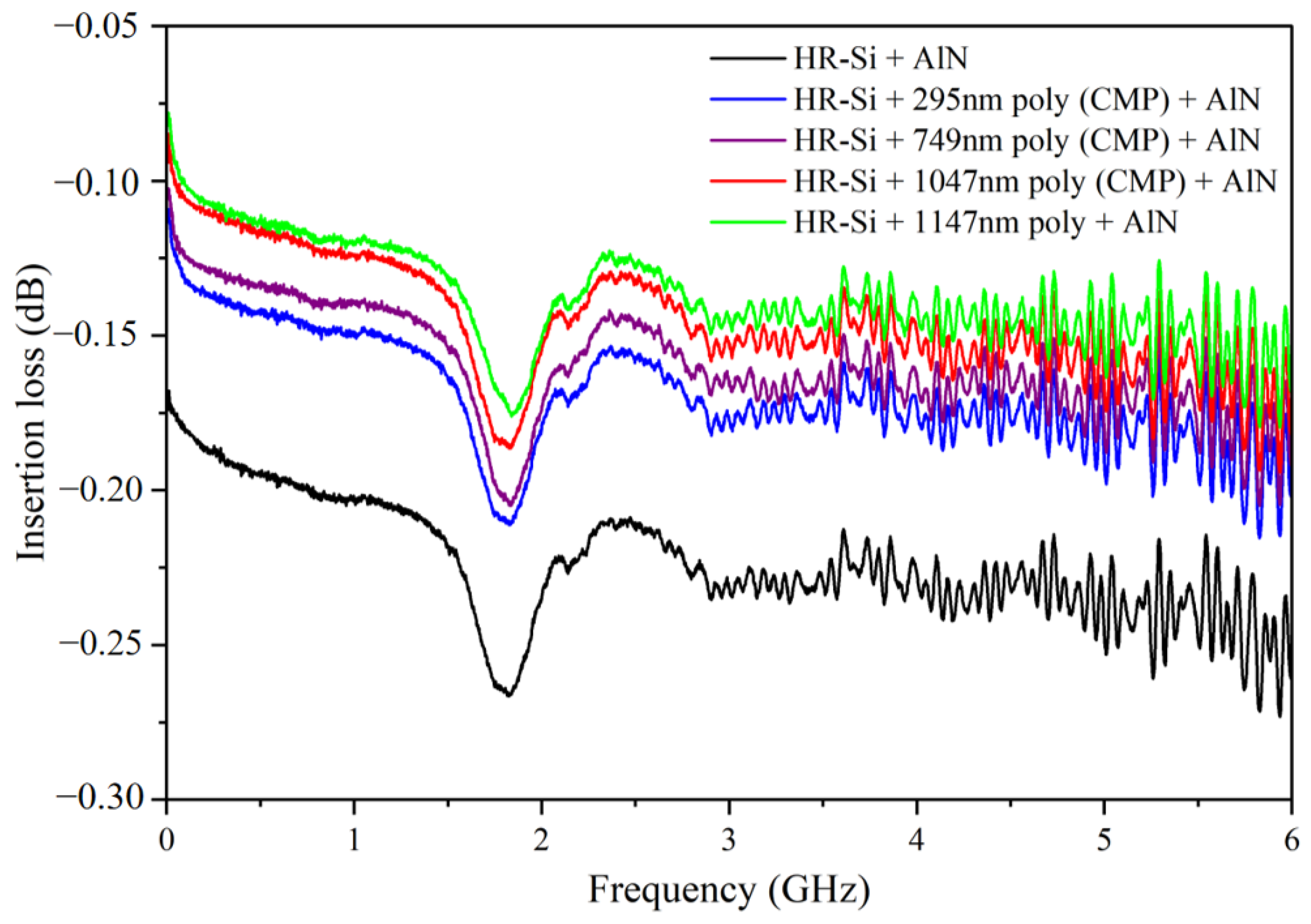
3. RF Characterization
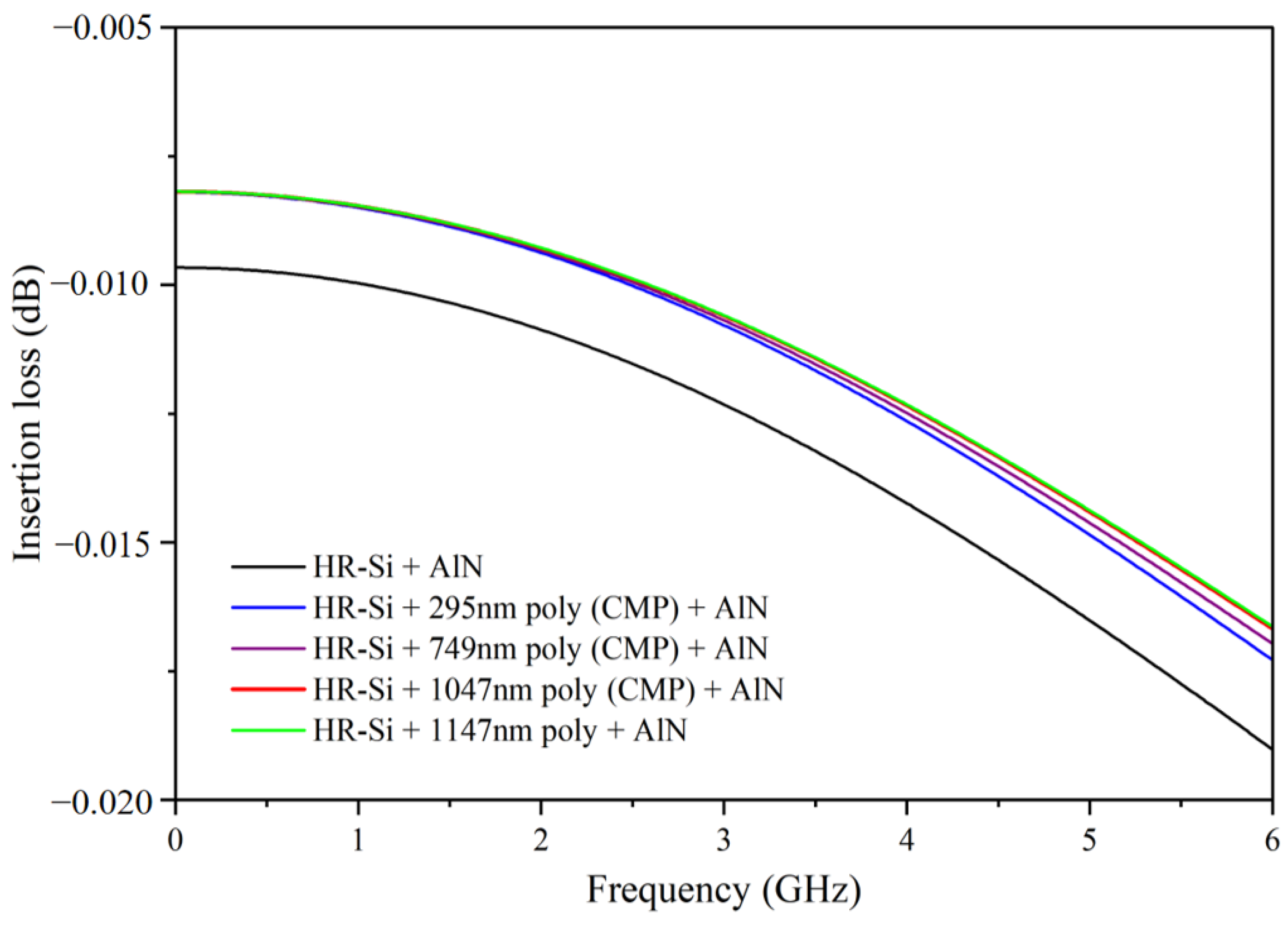
RF Loss Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yan, J.Y. Piezoelectric effect and its application in materials. Digit. Technol. Appl. 2011, 1, 100–101. [Google Scholar]
- Akiyama, M.; Kamohara, T.; Kano, K.; Teshigahara, A.; Takeuchi, Y.; Kawahara, N. Enhancement of piezoelectric response in scandium aluminum nitride alloy thin films prepared by dual reactive cosputtering. Adv. Mater. 2009, 21, 593. [Google Scholar] [CrossRef] [PubMed]
- Gerfers, F.; Kohlstadt, P.M.; Ginsburg, E.; He, M.Y.; Samara-Rubio, D.; Manoli, Y.; Wang, L.P. Sputtered AlN Thin Films for Piezoelectric MEMS Devices; SENSORS: Daegu, Korea, 2006; pp. 10–13. [Google Scholar]
- Wang, L.; Li, T.J.; Cao, X.X.; He, L. Influence of phase transformation and vacancy defects on optical properties of under high pressure. J. Of At. Mol. Phys. 2019, 36, 4. [Google Scholar]
- Niu, H.B.; Chen, G.D.; Wu, Y.L.; Ye, H.G. Influence of vacancy on spontaneous polarization of wurtzite AlN: A maximally localized Wannier function study. Acta Phys. Sin. 2014, 63, 379–387. [Google Scholar]
- Bellucci, S.; Popov, A.I.; Balasubramanian, C.; Cinque, G.; Marcelli, A.; Karbovnyk, I.; Savchyn, V.; Krutyak, N. Luminescence, vibrational and XANES studies of AlN nanomaterials. Radiat. Meas. 2007, 42, 708–711. [Google Scholar] [CrossRef]
- Weinstein, I.A.; Vokhmintsev, A.S.; Spiridonov, D.M. Thermoluminescence kinetics of oxygen-related centers in AlN single crystals. Diam. Relat. Mater. 2012, 25, 59–62. [Google Scholar] [CrossRef]
- Gladkikh, T.; Kozlovskiy, A.; Kenzhina, I.; Dukenbayev, K.; Zdorovets, M. Changes in optical and structural properties of AlN after irradiation with C2+ ions of 40 keV. Vacuum 2018, 161, 103–110. [Google Scholar] [CrossRef]
- Zhu, L.; Chang, Y.W.; Gao, N.; Su, X.; Dong, Y.; Fei, L.; Wei, X.; Wang, X. Resistivity and radio-frequency properties of two-generation trap-rich silicon-on-insulator substrates. Chin. Phys. Lett. 2018, 35, 5. [Google Scholar] [CrossRef]
- Chen, C.J.; Wang, R.L.; Su, Y.K.; Hsueh, T.J. A nanocrystalline silicon surface-passivation layer on an HR-Si substrate for RFICs. IEEE Electron Device Lett. 2011, 32, 369–371. [Google Scholar] [CrossRef]
- Cheng, S.; Chang, Y.W.; Wei, X.; Fei, L. Investigation on RF loss characteristics of Si implantation modified HR-SOI. Electron. Compon. Mater. 2017, 36, 70–74. [Google Scholar]
- Lederer, D.; Raskin, J.P. Effective resistivity of fully-processed SOI substrates. Solid-State Electron. 2005, 49, 491–496. [Google Scholar] [CrossRef]
- Baine, P.; Jin, M.; Gamble, H.S.; Armstrong, B.M.; Linton, D. Cross-talk Suppression in SOI Substrates. Solid-State Electron. 2005, 49, 1461–1465. [Google Scholar] [CrossRef]
- Lederer, D.; Raskin, J.P. RF performance of a commercial SOI technology transferred onto a passivated hr silicon substrate. IEEE Trans. Electron. Devices 2008, 55, 1664–1671. [Google Scholar] [CrossRef]
- Hwang, B.H.; Chen, C.S.; Lu, H.Y.; Hsu, T.C. Growth mechanism of reactively sputtered aluminum nitride thin films. Mater. Sci. Eng. A 2002, 325, 380–388. [Google Scholar] [CrossRef]
- Ishihara, M.; Li, S.J.; Yumoto, H.; Akashi, K.; Ide, Y. Control of preferential orientation of AlN films prepared by the reactive sputtering method. Thin Solid Film 1998, 316, 152–157. [Google Scholar] [CrossRef]
- James, M.O. Analysis of LPCVD process conditions for the deposition of low stress silicon nitride. Part I: Preliminary LPCVD experiments. Mater. Sci. Semicond. Process. 2002, 5, 51–60. [Google Scholar]
- Lin, Z.D.; Gao, S.T.; Huang, L.; Li, Q. Design and experimental Verification of positioning platform for double-probe Atomic Force Microscopy. Acta Metrol. Sin. 2020, 41, 6. [Google Scholar]
- Liu, J.; Kang, G.U.; Li, M.Z.; You, X.Y.; Liu, C.G.; Wang, Y.H.; Tan, J.B. Calibration method for depth measurement of nano/microstructure in scanning probe microscopy. Acta Metrol. Sin. 2019, 40, 549–556. [Google Scholar]
- Yang, K. Research progress of ellipsometer. Laser Optoelectron. Prog. 2007, 44, 43–49. [Google Scholar]
- Gao, X.P.; Zhang, A.M.; Zhang, L.Y. Development and application of scanning electron microscopy and characterization techniques. Sci. Technol. Innov. Guide 2019, 16, 5. [Google Scholar]
- Mironov, V. Fundamentals of Scanning Probe Microscopy. The Russian Academy of Sciences Institute; Institute for Physics of Microstructures: Nizhniy Novgorod, Russia, 2014; pp. 4–35. [Google Scholar]
- Zhao, C.H. Principles and applications of atomic force microscopy. Chin. J. Chem. Educ. 2019, 40, 10–15. [Google Scholar]
- Tian, Z.H.; Zhang, X.H. Application of X-ray diffraction technology in material analysis. Eng. Test 2009, 49, 40–42. [Google Scholar]
- Xie, H.Y.; Zhang, W. Design and Fabrication of Low-Loss Coplanar Waveguides Microwave Transmission Line on High-resistivity Silicon Substrate. In Proceedings of the National Microwave Millimeter Wave Conference. Ningbo, China, 1 October 2007; pp. 994–997. [Google Scholar]
- Zhu, L. Investigation on SOI Substrate with Embedded Poly-Si Trap-rich Layer for Radio Frequency Applications. Ph.D. Thesis, University of Chinese Academy of Sciences, Shanghai, China, 2017. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polysilicon Thickness | Whether CMP | AlN Thickness | |
|---|---|---|---|
| Wafer 1 | / | No | 1000 nm |
| Wafer 2 | 400 nm | Yes | 1000 nm |
| Wafer 3 | 850 nm | Yes | 1000 nm |
| Wafer 4 | 1150 nm | Yes | 1000 nm |
| Wafer 5 | 1150 nm | No | 1000 nm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, T.; Zou, Y.; Huang, X.; Wu, J.; Wu, S.; Liu, Y.; Xu, X.; Liu, F. The Effect of Defect Charge and Parasitic Surface Conductance on Aluminum Nitride RF Filter Circuit Loss. Micromachines 2023, 14, 583. https://doi.org/10.3390/mi14030583
Xu T, Zou Y, Huang X, Wu J, Wu S, Liu Y, Xu X, Liu F. The Effect of Defect Charge and Parasitic Surface Conductance on Aluminum Nitride RF Filter Circuit Loss. Micromachines. 2023; 14(3):583. https://doi.org/10.3390/mi14030583
Chicago/Turabian StyleXu, Tian, Yali Zou, Xuan Huang, Junmin Wu, Shihao Wu, Yuhao Liu, Xuankai Xu, and Fengyu Liu. 2023. "The Effect of Defect Charge and Parasitic Surface Conductance on Aluminum Nitride RF Filter Circuit Loss" Micromachines 14, no. 3: 583. https://doi.org/10.3390/mi14030583