
Development and Characterization of Low Temperature Wafer-Level Vacuum Packaging Using Cu-Sn Bonding and Nanomultilayer Getter
 ,
,
Abstract
:1. Introduction
2. Experiment
2.1. Materials
2.2. Fabrication Process
3. Results and Discussion
3.1. IMC Growth Behavior of Cu-Sn Binary System
3.2. Microstructure and Mechanical Properties of Bonded Interface
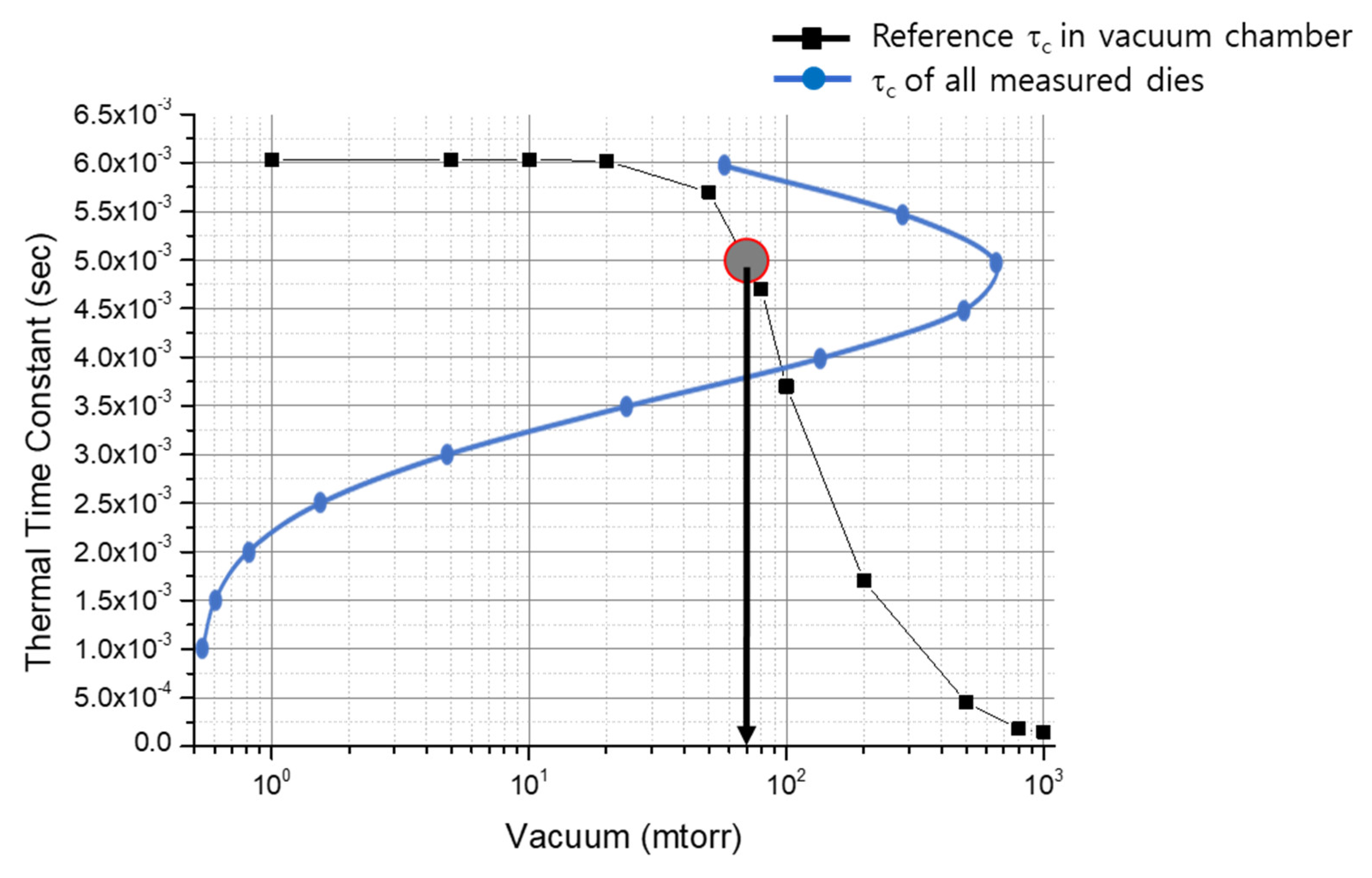
3.3. Vacuum Characteristics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thorsten, M.; Kreindl, G.; Dragoi, V.; Wimplinger, M.; Lindner, P. CMOS image sensor wafer-level packaging. In Proceedings of the 12th International Conference on Electronic Packaging Technology and High Density Packaging, Shanghai, China, 8–11 August 2011. [Google Scholar]
- Ghaffarian, R.; Ramesham, R. Comparison of IC and MEMS Packaging Reliability Approaches. In Proceedings of the SMTA International, Surface Mount Technol, Edina, MN, USA, 25 July 2000. [Google Scholar]
- Hilton, A.; Temple, D.S. Wafer-Level Vacuum Packaging of Smart Sensors. Sensors 2016, 16, 1819. [Google Scholar] [CrossRef] [PubMed]
- Lisec, T.; Reinert, W. Hermetic and Reliable Wafer-Level Packaging for MEMS. In Proceedings of the 7th ESA Round Table on Micro & Nano Technologies for Space Applications, Noordwijk, The Netherlands, 13–17 September 2010. [Google Scholar]
- Luu, T.T. Solid Liquid Interdiffusion wafer-level bonding for MEMS packaging. Ph.D. Thesis, Buskerud and Vestfold University College, Horten, Norway, 2015. [Google Scholar]
- Marauska, S.; Claus, M.; Lisec, T.; Wagner, B. Low temperature transient liquid phase bonding of AuSn and CuSn electroplated material systems for MEMS wafer-level packaging. Microsyst. Technol. 2013, 19, 1119–1130. [Google Scholar]
- Kumar, S.; Kulkarni, K.; Handwerker, C.; Dayananda, M. Diffusion Analysis of Cu-Sn System. In Proceedings of the Materials Science and Technology (MS&T), Detroit, MI, USA, 16–20 September 2007. [Google Scholar]
- Yuan, Y.; Guan, Y.; Li, D.; Moelans, N. Investigation of diffusion behavior in Cu-Sn solid state diffusion couples. J. Alloy. Compd. 2016, 661, 282–293. [Google Scholar] [CrossRef]
- Wierzbicka-Miernik, A.; Miernik, K.; Filipek, R.; Szyszkiewicz, K. Kinetics of intermetallic phase growth and determination of diffusion coefficients in solid–solid-state reaction between Cu and (Sn+1at.%Ni) pads. J. Mater. Sci 2017, 52, 10533–10544. [Google Scholar] [CrossRef]
- Luu, T.T.; Duan, A.N.I.; Aasmundtveit, K.E.; Hoivik, N. Optimized Cu-Sn Wafer-Level Bonding Using Intermetallic Phase Characterization. J. ELECTRONIC MATERIALS 2013, 42, 3582–3592. [Google Scholar] [CrossRef]
- Wu, D.; Tian, W.; Wang, C.; Huo, R.; Wang, Y. Research of Wafer Level Bonding Process Based on Cu–Sn Eutectic. Micromachines 2020, 11, 789. [Google Scholar] [CrossRef]
- Li, J.F.; Agyakwa, P.A.; Johnson, C.M. A numerical method to determine interdiffusion coefficients of Cu6Sn5 and Cu3Sn intermetallic compounds. Intermetallics 2013, 40, 50–59. [Google Scholar] [CrossRef]
- Ramesham, R.; Kullberg, R.C. Review of vacuum packaging and maintenance of MEMS and the use of getters therein. J. Micro/Nanolithogr. MEMS MOEMS 2009, 8, 1–9. [Google Scholar]
- Jin, Y.F.; Wang, Z.F.; Zhao, L.; Lim, P.C.; Wei, J.; Wong, C.K. Zr/V/Fe thick film for vacuum packaging of MEMS. J. Micromech. Microeng. 2004, 14, 687–692. [Google Scholar] [CrossRef]
- Ferrario, B. Foundations of Vacuum Science and Technology; Lafferty, J.M., Ed.; John Wiley and Sons Inc.: Hoboken, NJ, USA, 1998. [Google Scholar]
- Belov, N.; Chou, T.K.; Heck, J.; Kornelsen, K.; Spicer, D.; Akhlaghi, S.; Wang, M.; Zhu, T. Thin-Layer Au-Sn Solder Bonding Process for Wafer-Level Packaging, Electrical Interconnections and MEMS Applications. In Proceedings of the IEEE International Interconnect Technology Conference, Sapporo, Japan, 1–3 June 2009. [Google Scholar]
- Yuhan, C.; Le, L. Wafer level hermetic packaging based on Cu–Sn isothermal solidification technology. J. Semicond. 2009, 30, 086001–086005. [Google Scholar] [CrossRef]
- Lapadatu, A.; Simonsen, T.I.; Kittilsland, G.; Stark, B.; Hoivik, N.; Dalsrud, V.; Salomonsen, G. Cu-Sn wafer level bonding for vacuum encapsulation of microbolometer focal plane arrays. In Proceedings of the 218th ECS Meeting, Las Vegas, NV, USA, 10–15 October 2010. [Google Scholar]
- Hilton, A.; Temple, D.S.; Lannon, J. Wafer-Level Vacuum Packaging of Microbolometer-Based Infrared Imagers. In Proceedings of the International Wafer-Level Packaging Conference, San Jose, CA, USA, 18–20 October 2016. [Google Scholar]
- Ahn, M.; Han, Y. Uncooled Microbolometer FPA Sensor with Wafer-Level Vacuum Packaging. J. Sens. Sci. Technol. 2018, 27, 300–305. [Google Scholar]
- Li, D.; Shang, Z.; She, Y.; Wen, Z. Investigation of Au/Si EutecticWafer Bonding for MEMS Accelerometers. Micromachines 2017, 8, 158. [Google Scholar] [CrossRef]
- Brand, S.; Tismer, S.; Moe, S.T.; Schjølberg-Henriksen, K. Non-destructive wafer-level bond defect identification by scanning acoustic microscopy. Microsyst. Technol. 2015, 21, 1385–1394. [Google Scholar] [CrossRef]
- Xia, H.; Roy, A.; Nguyen, H.-V.; Ramic, Z.; Aasmundtveit, K.E.; Ohlckers, P. Failure analysis of fabrication process in hermetic wafer-level packaging for microbolometer focal plane arrays. Microelectron. Reliab. 2022, 138, 114712. [Google Scholar] [CrossRef]
- Bourim, E.-M.; Kim, H.Y.; Chung, N.-K. Development and Characterization of Non-Evaporable Getter Thin Films with Ru Seeding Layer for MEMS Applications. Micromachines 2018, 9, 490. [Google Scholar] [CrossRef]
- Jung, H.; Kim, T.H.; Kim, K.T.; Park, J.H.; Kim, H.Y. Fabrication of thermal-based vacuum gauge. Micro Nano Lett. 2014, 9, 835–840. [Google Scholar] [CrossRef]
- Yang, C.M.; Jung, H.; Park, J.H.; Kim, H.Y. Wafer-level reliability characterization for wafer-level-packaged microbolometer with ultrasmall array size. Microsyst. Technol. 2014, 20, 889–897. [Google Scholar] [CrossRef]
- Ross, G.; Xu, H.; Vuorinen, V.; Paulasto-Kröckel, M. Void Formation in Cu-Sn SLID Bonding for MEMS. In Proceedings of the IEEE International Interconnect Technology Conference, Helsinki, Finland, 16–18 September 2014. [Google Scholar]
- Vardøy, A.-S.B.; van de Wiel, H.J.; Martinsen, S.; Hayes, G.R.; Fischer, H.R.; Aasmundtveit, K.E.; Lapadatu, A.; Taklo, M.M.V. Void Formation and Bond Strength Investigated for Wafer-Level Cu-Sn Solid-Liquid Interdiffusion (SLID) Bonding. J. Microelectron. Electron. Packag. 2014, 11, 1–6. [Google Scholar] [CrossRef]
- Aasmundtveit, K.E.; Luu, T.-T.; Wang, K.; Hoivik, N. Void Formation in Cu–Sn Solid-Liquid Interdiffusion (SLID) Bonding. In Proceedings of the European Microelectronics Packaging Conference, Friedrichshafen, Germany, 14–16 September 2015. [Google Scholar]
- Paul, A.; Ghosh, C.; Boettinger, W.J. Diffusion Parameters and Growth Mechanism of Phases in the Cu-Sn System. Metall Mater. Trans. A 2011, 42, 952–963. [Google Scholar] [CrossRef]
- Available online: http://materialsproject.org (accessed on 11 January 2023).
- Moreno, M.S.; Egerton, R.F.; Midgley, P.A. Differentiation of tin oxides using electron energy-loss spectroscopy. Phys. Rev. B 2004, 69, 233304. [Google Scholar] [CrossRef]
- Available online: https://eels.info/atlas (accessed on 14 January 2023).
- Kruse, P.W. Uncooled Thermal Imaging; SPIE: Bellingham, WA, USA, 2002; pp. 35–40. [Google Scholar]
- Jung, H.; Kim, T.H.; Kim, G.; Yang, C.M.; Park, J.H.; Kim, H.Y. Design and characteristics of a-Si-based micro-bolometers with shared-anchor structure in vacuum packaged systems. Microsyst. Technol. 2014, 20, 899–905. [Google Scholar] [CrossRef]
- Haynes, W.M. CRC Handbook of Chemistry And Physics, 97th ed.; CRC Press: New York, NY, USA, 2016; pp. 838, 2917. [Google Scholar]
- Habermehl, S. Coefficient of thermal expansion and biaxial Young’s modulus in Si-rich silicon nitride thin films. J. Vac. Sci. Technol. 2018, 36, 021517. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermoelectrical Parameter | P = 300 mTorr | P = 100 mTorr | P = 20 mTorr |
|---|---|---|---|
| Initial resistance (R0, kΩ) | 626 | 576 | 623 |
| Saturated resistance (Rt, kΩ) | 526 | 394 | 183 |
| Bias Power (W) | 1.02 × 10−6 | 8.5 × 10−7 | 1.02 × 10−6 |
| Thermal time constant (ms) | 1.35 | 3.31 | 6.13 |
| Thermal conductance (Ge, W/K) | 1.6 × 10−7 | 6.7 × 10−8 | 3.63 × 10−8 |
| Heat capacity (C, J/K) | 2.16 × 10−10 | 2.23 × 10−10 | 2.23 × 10−10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.; Han, S.; Lee, J.; Na, Y.; Jung, J.; Park, Y.C.; Oh, J.; Yang, C.; Kim, H.Y. Development and Characterization of Low Temperature Wafer-Level Vacuum Packaging Using Cu-Sn Bonding and Nanomultilayer Getter. Micromachines 2023, 14, 448. https://doi.org/10.3390/mi14020448
Kim T, Han S, Lee J, Na Y, Jung J, Park YC, Oh J, Yang C, Kim HY. Development and Characterization of Low Temperature Wafer-Level Vacuum Packaging Using Cu-Sn Bonding and Nanomultilayer Getter. Micromachines. 2023; 14(2):448. https://doi.org/10.3390/mi14020448
Chicago/Turabian StyleKim, Taehyun, Sangwug Han, Jubum Lee, Yeeun Na, Joontaek Jung, Yun Chang Park, Jaesub Oh, Chungmo Yang, and Hee Yeoun Kim. 2023. "Development and Characterization of Low Temperature Wafer-Level Vacuum Packaging Using Cu-Sn Bonding and Nanomultilayer Getter" Micromachines 14, no. 2: 448. https://doi.org/10.3390/mi14020448