
The Influence of Laser Process Parameters on the Adhesion Strength between Electroless Copper and Carbon Fiber Composites Determined Using Response Surface Methodology

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Electroless Copper on CFCs
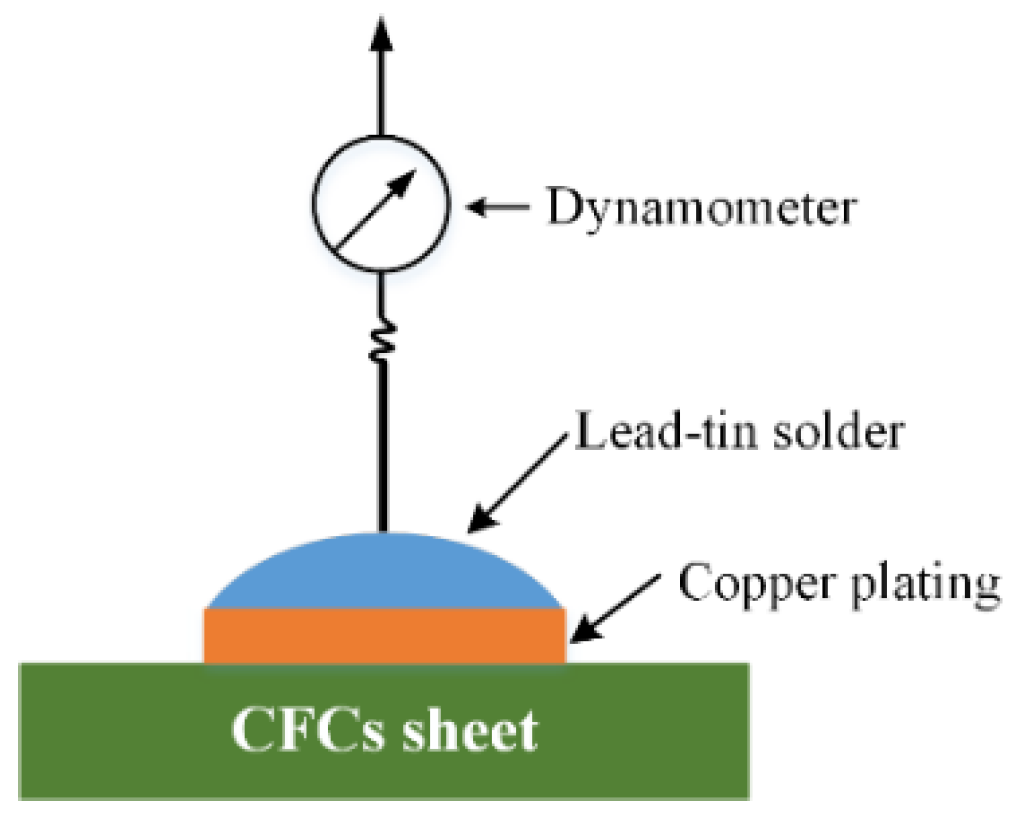
2.3. Measurements and Characterization
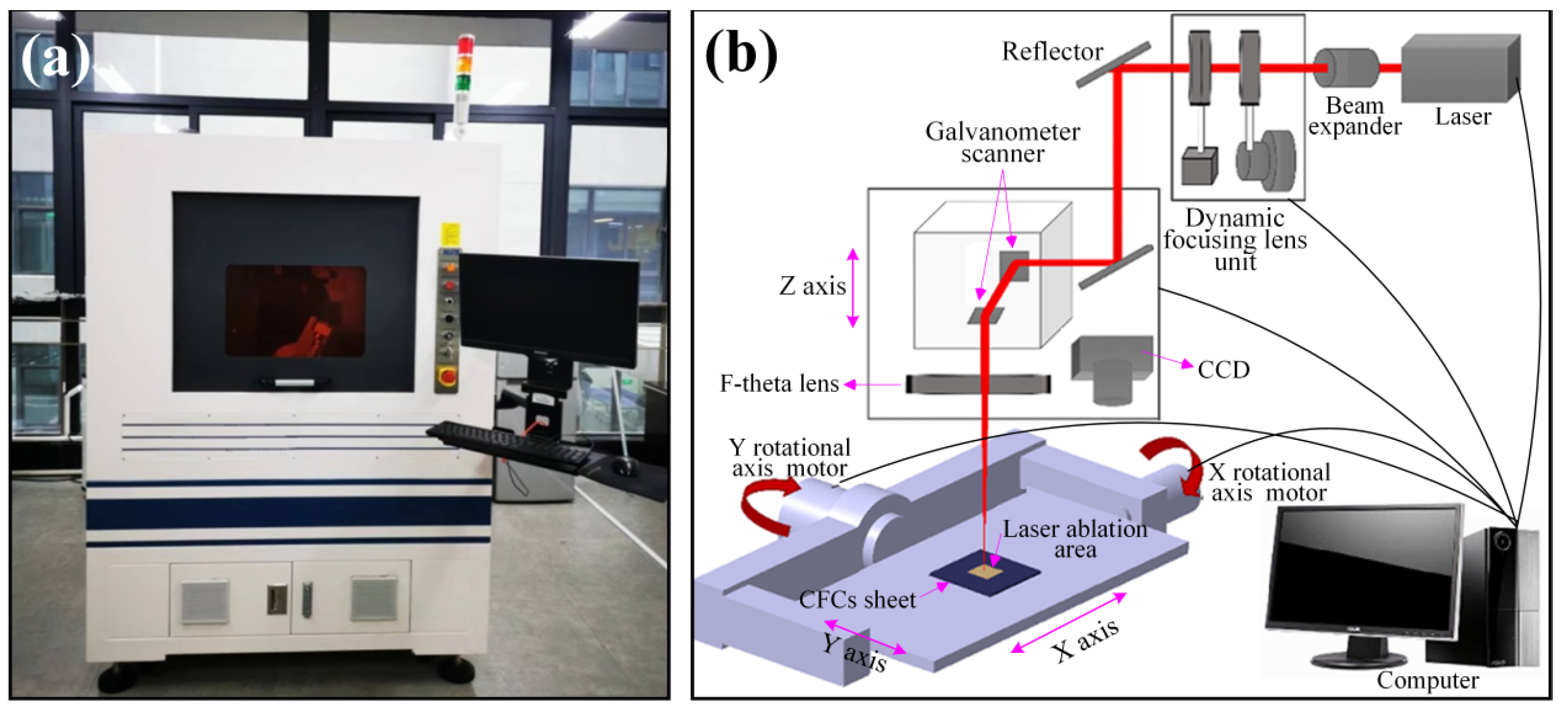
2.4. Modeling of Pulsed Laser Process
2.4.1. Response Surface Methodology
2.4.2. Experimental Design
3. Results and Discussion
3.1. Analysis of Variance
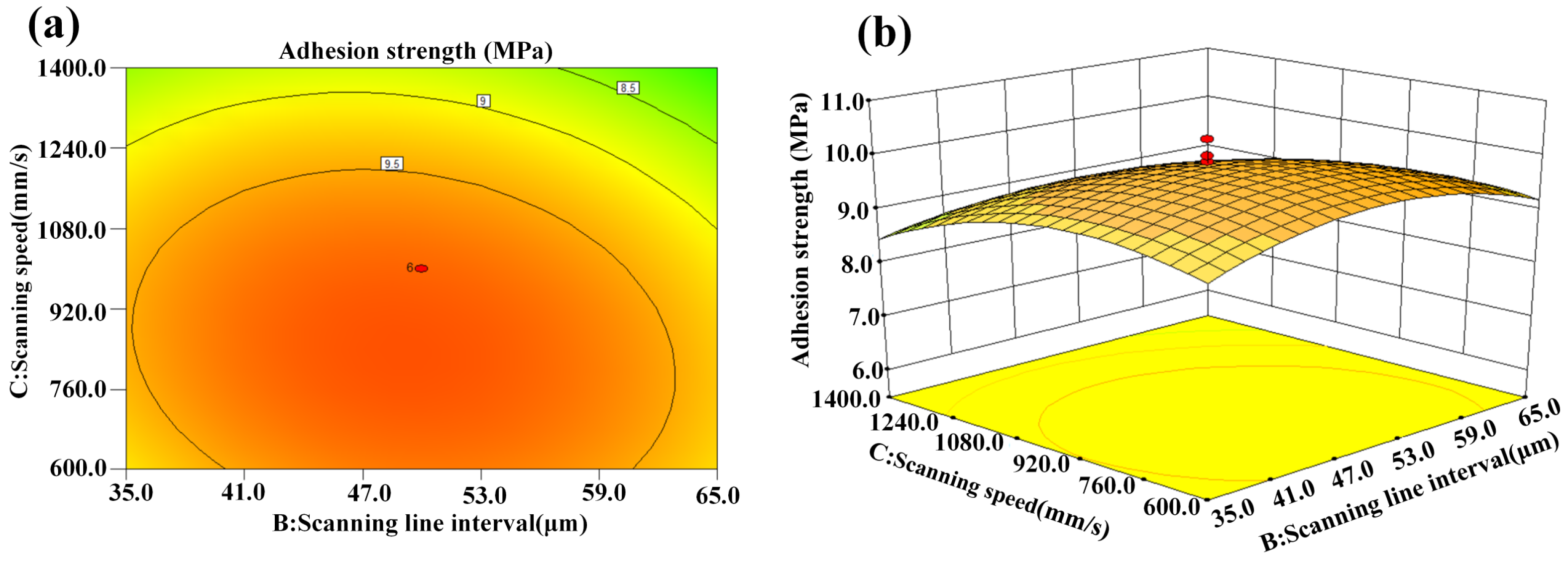
3.2. Effect of Process Parameters on the Responses
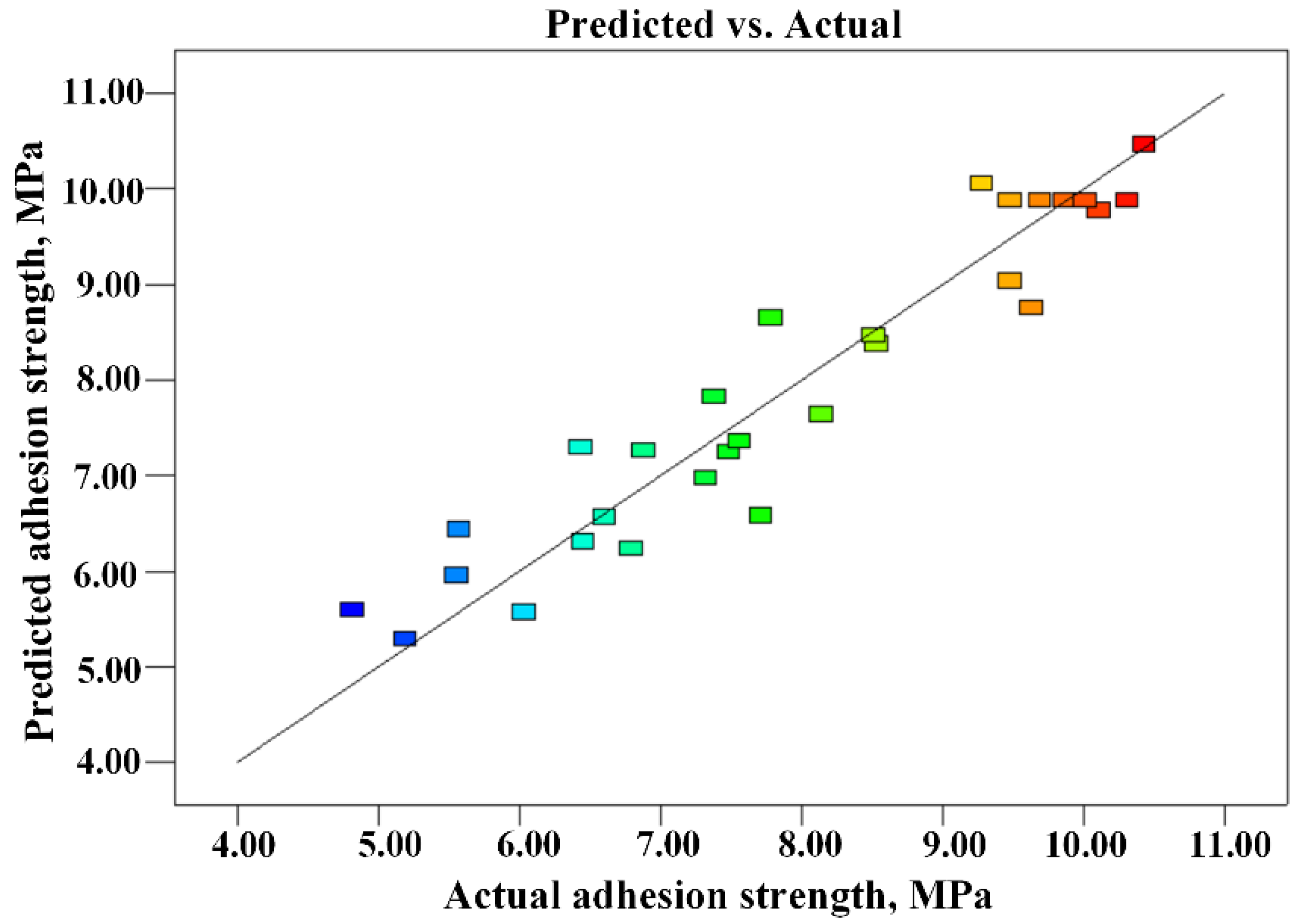
3.3. Validation of the Developed Model
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, H.-Y.; Li, J.-Y.; Pan, Y.; Liu, Y.-F.; Mahmood, N.; Jian, X. Flexible carbon fiber-based composites for electromagnetic interference shielding. Rare Met. 2022, 41, 3612–3629. [Google Scholar] [CrossRef]
- Chen, X.; Wen, K.; Wang, C.; Cheng, S.; Wang, S.; Ma, H.; Tian, H.; Zhang, J.; Li, X.; Shao, J. Enhancing mechanical strength of carbon fiber-epoxy interface through electrowetting of fiber surface. Compos. Part B Eng. 2022, 234, 109752. [Google Scholar] [CrossRef]
- Hao, M.; Qian, X.; Zhang, Y.; Yang, J.; Li, C.; Gong, H.; Wang, X.; Wang, P.; Liu, L.; Huang, Y. Thermal conductivity enhancement of carbon fiber/epoxy composites via constructing three-dimensionally aligned hybrid thermal conductive structures on fiber surfaces. Compos. Sci. Technol. 2023, 231, 109800. [Google Scholar] [CrossRef]
- Guo, Y.; Xu, Y.; Wang, Q.; Dong, Q.; Yi, X.; Jia, Y. Eliminating lightning strike damage to carbon fiber composite structures in Zone 2 of aircraft by Ni-coated carbon fiber nonwoven veils. Compos. Sci. Technol. 2019, 169, 95–102. [Google Scholar] [CrossRef]
- Wang, F.S.; Ji, Y.Y.; Yu, X.S.; Chen, H.; Yue, Z.F. Ablation damage assessment of aircraft carbon fiber/epoxy composite and its protection structures suffered from lightning strike. Compos. Struct. 2016, 145, 226–241. [Google Scholar] [CrossRef]
- Che, H.; Vo, P.; Yue, S. Metallization of carbon fibre reinforced polymers by cold spray. Surf. Coat. Technol. 2017, 313, 236–247. [Google Scholar] [CrossRef]
- Shao, Z.; Zhang, Y.; Zhang, N.; Xia, J. Preparation and Research of Electroless Copper on Carbon Fibers. Mater. Manuf. Process. 2014, 31, 12–17. [Google Scholar] [CrossRef]
- Guo, Z.; Sang, L.; Wang, Z.; Chen, Q.; Yang, L.; Liu, Z. Deposition of copper thin films by plasma enhanced pulsed chemical vapor deposition for metallization of carbon fiber reinforced plastics. Surf. Coat. Technol. 2016, 307, 1059–1064. [Google Scholar] [CrossRef]
- Gillet, V.; Aubignat, E.; Costil, S.; Courant, B.; Langlade, C.; Casari, P.; Knapp, W.; Planche, M.P. Development of low pressure cold sprayed copper coatings on carbon fiber reinforced polymer (CFRP). Surf. Coat. Technol. 2019, 364, 306–316. [Google Scholar] [CrossRef]
- Li, W.; Liu, L.; Zhong, C.; Shen, B.; Hu, W. Effect of carbon fiber surface treatment on Cu electrodeposition: The electrochemical behavior and the morphology of Cu deposits. J. Alloys Compd. 2011, 509, 3532–3536. [Google Scholar] [CrossRef]
- Chen, H.; Liu, G.; Xu, C.; Hou, X.; Liu, Y. Copper@carbon fiber composites prepared by a simple electroless plating technique. Mater. Lett. 2016, 173, 211–213. [Google Scholar] [CrossRef]
- Wang, F.; Arai, S.; Endo, M. Preparation of nickel–carbon nanofiber composites by a pulse-reverse electrodeposition process. Electrochem. Commun. 2005, 7, 674–678. [Google Scholar] [CrossRef]
- Archambault, G.; Jodoin, B.; Gaydos, S.; Yandouzi, M. Metallization of carbon fiber reinforced polymer composite by cold spray and lay-up molding processes. Surf. Coat. Technol. 2016, 300, 78–86. [Google Scholar] [CrossRef]
- Prysiazhnyi, V.; Stupavská, M.; Ráheľ, J.; Kleber, C.; Černák, M.; Rafailović, L.D. A comparison of chemical and atmospheric plasma assisted copper plating on carbon fiber reinforced epoxy polymer surfaces. Surf. Coat. Technol. 2014, 258, 1082–1089. [Google Scholar] [CrossRef]
- Liu, J.; Ma, H.; Meng, L.; Yang, H.; Yang, C.; Ruan, S.; Ruan, S.; Ouyang, D.; Mei, S.; Deng, L.; et al. Laser Powder Bed Fusion of 316L Stainless Steel: Effect of Laser Polishing on the Surface Morphology and Corrosion Behavior. Micromachines 2023, 14, 850. [Google Scholar] [CrossRef]
- Qin, Z.; Xiang, H.; Liu, J.; Zeng, X. High-performance oil-water separation polytetrafluoroethylene membranes prepared by picosecond laser direct ablation and drilling. Mater. Des. 2019, 184, 108200. [Google Scholar] [CrossRef]
- Tao, Y.; Lin, L.; Ren, X.; Wang, X.; Cao, X.; Gu, H.; Ye, Y.; Ren, Y.; Zhang, Z. Four-Dimensional Micro/Nanorobots via Laser Photochemical Synthesis towards the Molecular Scale. Micromachines 2023, 14, 1656. [Google Scholar] [CrossRef]
- Chen, Q.; Jing, Y.; Yin, J.; Li, Z.; Xiong, W.; Gong, P.; Zhang, L.; Li, S.; Pan, R.; Zhao, X.; et al. High Reflectivity and Thermal Conductivity Ag–Cu Multi-Material Structures Fabricated via Laser Powder Bed Fusion: Formation Mechanisms, Interfacial Characteristics, and Molten Pool Behavior. Micromachines 2023, 14, 362. [Google Scholar] [CrossRef]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.; Li, X.; You, D.; Guan, K.; Duan, W.; Cao, L.; et al. A review of spatter in laser powder bed fusion additive manufacturing: In situ detection, generation, effects, and countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef]
- Gustke, K.; Gebauer, J.; Drehmann, R.; Lasagni, A.F.; Lampke, T. Enhancement of the Adhesion of Wire Arc Sprayed Coatings on Carbon Fiber-Reinforced Plastic by Surface Laser Structuring. Coatings 2021, 11, 467. [Google Scholar] [CrossRef]
- Li, Y.; Meng, S.; Gong, Q.; Huang, Y.; Gan, J.; Zhao, M.; Liu, B.; Liu, L.; Zou, G.; Zhuang, D. Experimental and Theoretical Investigation of Laser Pretreatment on Strengthening the Heterojunction between Carbon Fiber-Reinforced Plastic and Aluminum Alloy. ACS Appl. Mater. Interfaces 2019, 11, 22005–22014. [Google Scholar] [CrossRef]
- Palavra, A.; Coelho, B.N.; de Hosson, J.T.M.; Lima, M.S.F.; Carvalho, S.M.; Costa, A.R. Laser surface treatment for enhanced titanium to carbon fiber-reinforced polymer adhesion. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 2917–2924. [Google Scholar] [CrossRef]
- Rajarajan, C.; Sonar, T.; Sivaraj, P.; Raja, S.; Mathiazhagan, N. The Effect of Resistance Spot Welding Parameters on Microstructure and Strength of DP800 Steel Joints Using Response Surface Methodology. Adv. Mater. Sci. 2022, 22, 53–78. [Google Scholar] [CrossRef]
- Asgari, G.; Shabanloo, A.; Salari, M.; Eslami, F. Sonophotocatalytic treatment of AB113 dye and real textile wastewater using ZnO/persulfate: Modeling by response surface methodology and artificial neural network. Environ. Res. 2020, 184, 109367. [Google Scholar] [CrossRef]
- Bhardwaj, T.; Shukla, M.; Paul, C.P.; Bindra, K.S. Direct energy deposition-laser additive manufacturing of titanium-molybdenum alloy: Parametric studies, microstructure and mechanical properties. J. Alloys Compd. 2019, 787, 1238–1248. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; TMikolajczyk; Sharma, S. Modeling of cutting parameters and tool geometry for multi-criteria optimization of surface roughness and vibration via response surface methodology in turning of AISI 5140 steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef]
- Lv, M.; Liu, J.; Zeng, X.; Du, Q.; Ai, J. High-adhesion Cu patterns fabricated by nanosecond laser modification and electroless copper plating. Appl. Surf. Sci. 2015, 353, 1150–1155. [Google Scholar] [CrossRef]
- Sashank, S.; Babu, P.D.; Marimuthu, P. Experimental studies of laser borided low alloy steel and optimization of parameters using response surface methodology. Surf. Coat. Technol. 2019, 363, 255–264. [Google Scholar] [CrossRef]
- Huang, S.; Chen, R.; Zhang, H.; Ye, J.; Yang, X.; Sheng, J. A study of welding process in connecting borosilicate glass by picosecond laser pulses based on response surface methodology. Opt. Laser Technol. 2020, 131, 106427. [Google Scholar] [CrossRef]
- Pongsumpun, P.; Iwamoto, S.; Siripatrawan, U. Response surface methodology for optimization of cinnamon essential oil nanoemulsion with improved stability and antifungal activity. Ultrason. Sonochem. 2020, 60, 104604. [Google Scholar] [CrossRef]
- Bandara, P.C.; Nadres, E.T.; Rodrigues, D.F. Use of Response Surface Methodology To Develop and Optimize the Composition of a Chitosan-Polyethyleneimine-Graphene Oxide Nanocomposite Membrane Coating To More Effectively Remove Cr(VI) and Cu(II) from Water. ACS Appl. Mater. Interfaces 2019, 11, 17784–17795. [Google Scholar] [CrossRef]
- Abdelmoneim, A.; Elshaer, R.N.; El-Shennawy, M.; Sobh, A.S. Modeling of wear resistance for TC21 Ti-alloy using response surface methodology. Sci. Rep. 2023, 13, 4624. [Google Scholar] [CrossRef] [PubMed]
- Garg, S.; Nayyar, A.; Buradi, A.; Shadangi, K.P.; Sharma, P.; Bora, B.J.; Jain, A.; Shah, M.A. A novel investigation using thermal modeling and optimization of waste pyrolysis reactor using finite element analysis and response surface methodology. Sci. Rep. 2023, 13, 10931. [Google Scholar] [CrossRef] [PubMed]
- Xu, H.; Zhang, J.; Feng, J.; Zhou, T. Fabrication of Copper Patterns on Polydimethylsiloxane through Laser-Induced Selective Metallization. Ind. Eng. Chem. Res. 2021, 60, 8821–8828. [Google Scholar] [CrossRef]
- You, X.; Chen, Y.; Huang, Y.; Wang, C.; Zhou, G.; He, W.; Wang, S.; Tang, Y.; Zhang, W.; Li, Z.; et al. Surface coarsening of carbon fiber/cyanate ester composite for adhesion improvement of electroless copper plating as conductive patterns. Mater. Chem. Phys. 2020, 255, 123597. [Google Scholar] [CrossRef]
- Qin, Z.; Ai, J.; Du, Q.; Liu, J.; Superhydrophobic, X.Z. polytetrafluoroethylene surfaces with accurately and continuously tunable water adhesion fabricated by picosecond laser direct ablation. Mater. Des. 2019, 173, 107782. [Google Scholar] [CrossRef]
- Song, Y.; Wang, C.; Dong, X.; Yin, K.; Zhang, F.; Xie, Z.; Chu, D.; Duan, J.A. Controllable superhydrophobic aluminum surfaces with tunable adhesion fabricated by femtosecond laser. Opt. Laser Technol. 2018, 102, 25–31. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Notation | Level | ||||
|---|---|---|---|---|---|---|---|
| −2 | −1 | 0 | 1 | 2 | |||
| Laser power | W | A | 1.0 | 2.5 | 4.0 | 5.5 | 7.0 |
| Scanning line interval | μm | B | 20 | 35 | 50 | 65 | 80 |
| Scanning speed | mm/s | C | 200 | 600 | 1000 | 1400 | 1800 |
| Pulse frequency | kHz | D | 20 | 40 | 60 | 80 | 100 |
| Std Order | Run Order | Laser Process Parameter | Adhesion Strength YM (MPa) | |||
|---|---|---|---|---|---|---|
| A (W) | B (μm) | C (mm/s) | D (kHz) | |||
| 1 | 21 | 2.5 | 35 | 600 | 40 | 7.48 |
| 2 | 8 | 5.5 | 35 | 600 | 40 | 7.78 |
| 3 | 18 | 2.5 | 65 | 600 | 40 | 7.32 |
| 4 | 4 | 5.5 | 65 | 600 | 40 | 8.53 |
| 5 | 7 | 2.5 | 35 | 1400 | 40 | 6.79 |
| 6 | 28 | 5.5 | 35 | 1400 | 40 | 8.14 |
| 7 | 15 | 2.5 | 65 | 1400 | 40 | 5.55 |
| 8 | 16 | 5.5 | 65 | 1400 | 40 | 7.56 |
| 9 | 11 | 2.5 | 35 | 600 | 80 | 7.71 |
| 10 | 1 | 5.5 | 35 | 600 | 80 | 9.28 |
| 11 | 19 | 2.5 | 65 | 600 | 80 | 6.45 |
| 12 | 2 | 5.5 | 65 | 600 | 80 | 10.11 |
| 13 | 24 | 2.5 | 35 | 1400 | 80 | 6.03 |
| 14 | 30 | 5.5 | 35 | 1400 | 80 | 9.48 |
| 15 | 22 | 2.5 | 65 | 1400 | 80 | 5.19 |
| 16 | 6 | 5.5 | 65 | 1400 | 80 | 9.63 |
| 17 | 20 | 1.0 | 50 | 1000 | 60 | 4.81 |
| 18 | 25 | 7.0 | 50 | 1000 | 60 | 10.43 |
| 19 | 26 | 4.0 | 20 | 1000 | 60 | 7.38 |
| 20 | 27 | 4.0 | 80 | 1000 | 60 | 6.88 |
| 21 | 9 | 4.0 | 50 | 200 | 60 | 8.51 |
| 22 | 10 | 4.0 | 50 | 1800 | 60 | 5.57 |
| 23 | 29 | 4.0 | 50 | 1000 | 20 | 6.60 |
| 24 | 3 | 4.0 | 50 | 1000 | 100 | 6.43 |
| 25 | 12 | 4.0 | 50 | 1000 | 60 | 9.91 |
| 26 | 23 | 4.0 | 50 | 1000 | 60 | 9.87 |
| 27 | 5 | 4.0 | 50 | 1000 | 60 | 10.01 |
| 28 | 14 | 4.0 | 50 | 1000 | 60 | 9.69 |
| 29 | 13 | 4.0 | 50 | 1000 | 60 | 10.31 |
| 30 | 17 | 4.0 | 50 | 1000 | 60 | 9.48 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 79.09 | 14 | 5.65 | 18.06 | <0.0001 | significant |
| A | 35.60 | 1 | 35.60 | 113.84 | <0.0001 | |
| B | 0.47 | 1 | 0.47 | 1.50 | 0.2403 | |
| C | 6.17 | 1 | 6.17 | 19.73 | 0.0005 | |
| D | 0.80 | 1 | 0.80 | 2.57 | 0.1299 | |
| AB | 1.35 | 1 | 1.35 | 4.32 | 0.0621 | |
| AC | 1.27 | 1 | 1.27 | 4.07 | 0.1116 | |
| AD | 4.25 | 1 | 4.25 | 13.60 | 0.0022 | |
| BC | 0.45 | 1 | 0.45 | 1.42 | 0.2512 | |
| BD | 7.563 × 10−4 | 1 | 7.563 × 10−4 | 2.418 × 10−3 | 0.9614 | |
| CD | 1.406 × 10−3 | 1 | 1.406 × 10−3 | 4.497 × 10−4 | 0.9474 | |
| A2 | 5.86 | 1 | 5.86 | 18.75 | 0.0006 | |
| B2 | 9.38 | 1 | 9.38 | 30.00 | <0.0001 | |
| C2 | 10.12 | 1 | 10.12 | 32.36 | <0.0001 | |
| D2 | 14.96 | 1 | 14.96 | 47.85 | <0.0001 | |
| Residual | 4.69 | 15 | 0.31 | |||
| Lack of fit | 4.29 | 10 | 0.43 | 2.45 | 0.2100 | Not significant |
| Pure error | 0.40 | 5 | 0.080 | |||
| Core total | 83.78 | 29 | ||||
| Standard deviation = 0.56 | R2 = 0.9440 | |||||
| Mean = 7.96 | Adjusted R2 = 0.8918 | |||||
| Coefficient of variation = 7.02 | Predicted R2 = 0.6981 | |||||
| Predicted residual error of sum of squares (PRESS) = 25.30 | Adequate precision = 14.968 | |||||
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 76.02 | 9 | 8.45 | 21.77 | <0.0001 | Significant |
| A | 35.60 | 1 | 35.60 | 91.74 | <0.0001 | |
| B | 0.47 | 1 | 0.47 | 1.20 | 0.2854 | |
| C | 6.17 | 1 | 6.17 | 15.90 | 0.0007 | |
| D | 0.80 | 1 | 0.80 | 2.07 | 0.1658 | |
| AD | 4.25 | 1 | 4.25 | 10.96 | 0.0035 | |
| A2 | 5.86 | 1 | 5.86 | 15.11 | 0.0009 | |
| B2 | 9.38 | 1 | 9.38 | 24.18 | <0.0001 | |
| C2 | 10.12 | 1 | 10.12 | 26.08 | <0.0001 | |
| D2 | 14.96 | 1 | 14.96 | 38.56 | <0.0001 | |
| Residual | 7.76 | 20 | 0.39 | |||
| Lack of fit | 7.36 | 15 | 0.49 | 2.18 | 0.2273 | Not significant |
| Pure error | 0.40 | 5 | 0.080 | |||
| Core total | 83.78 | 29 | ||||
| Standard deviation = 0.62 | R2 = 0.9074 | |||||
| Mean = 7.96 | Adjusted R2 = 0.8657 | |||||
| Coefficient of variation = 7.82 | Predicted R2 = 0.7149 | |||||
| Predicted residual error of sum of squares (PRESS) = 23.89 | Adequate precision = 14.394 | |||||
| Exp. No. | A (W) | B (μm) | C (mm/s) | D (kHz) | Adhesion Strength (MPa) | |Error| (%) | |
|---|---|---|---|---|---|---|---|
| Actual | Predicted | ||||||
| 1 | 2 | 40 | 500 | 60 | 6.63 | 6.95 | 4.82 |
| 2 | 6 | 70 | 1500 | 40 | 6.05 | 6.26 | 3.47 |
| 3 | 5 | 30 | 1000 | 70 | 9.26 | 9.71 | 4.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Liu, J.; Liu, H.; Zhou, Z.; Qin, Z.; Cao, J. The Influence of Laser Process Parameters on the Adhesion Strength between Electroless Copper and Carbon Fiber Composites Determined Using Response Surface Methodology. Micromachines 2023, 14, 2168. https://doi.org/10.3390/mi14122168
Wang X, Liu J, Liu H, Zhou Z, Qin Z, Cao J. The Influence of Laser Process Parameters on the Adhesion Strength between Electroless Copper and Carbon Fiber Composites Determined Using Response Surface Methodology. Micromachines. 2023; 14(12):2168. https://doi.org/10.3390/mi14122168
Chicago/Turabian StyleWang, Xizhao, Jianguo Liu, Haixing Liu, Zhicheng Zhou, Zhongli Qin, and Jiawen Cao. 2023. "The Influence of Laser Process Parameters on the Adhesion Strength between Electroless Copper and Carbon Fiber Composites Determined Using Response Surface Methodology" Micromachines 14, no. 12: 2168. https://doi.org/10.3390/mi14122168