1. Introduction
Alumina is a structural ceramic that is widely applied in microelectronics, aerospace, and biomedicine, and it has the advantages of high hardness, high melting point, low density, and low thermal conductivity [
1]. However, there are strict requirements of surface processing accuracy and surface finish for its applications. With the advancement of manufacturing technology, a novel noncontact laser polishing technique has emerged. It is considered to be a polishing technique with broad application prospects due to its high speed, excellent polishing quality, low environmental requirements, good adaptability to polishing objects, and little pollution to the environment [
2]. It is expected to reduce the surface roughness of 3D-printed products with complex shape features by combining laser polishing with computer control and harnessing processing flexibility and low damage threshold [
3,
4].
Since the first use of CO
2 lasers for polishing quartz surfaces in 1982 [
5], many scholars have intensively investigated laser polishing processes for a variety of materials, including metals, glass, diamonds, and plastics [
6,
7]. Considering the high melting point and the low creep rate of ceramic materials, there are limited studies that focus on the laser polishing of ceramics. Bharatish et al. [
8] used a 300 W CO
2 pulsed laser for surface treatment of 92% alumina ceramic material and investigated the effect of polishing parameters on material removal rate and surface roughness. Folwaczny et al. [
9] used four XeCI excimer lasers with different energy densities to irradiate four different dental ceramics. It was found that the laser energy density was inversely proportional to the surface roughness of the processed ceramics and that the laser energy density had a great impact on the quality of the polished surface. Nusser et al. [
10,
11] found that overlapping lasers could reduce or eliminate defects such as ripples and bumps on the material surface.
At present, it is difficult to observe a detailed physical evolution process as laser polishing often involves complex physical processes such as heat conduction, melting, evaporation, and cooling. To further study the flow condition in the melt pool during polishing and reduce the experimental cost and workload, some scholars have conducted simulation studies on the laser polishing process using numerical simulation. Perry et al. [
12] established a transient one-dimensional heat conduction model to determine the minimum critical frequency by solving the maximum melting time and maximum melting depth. Vadali et al. [
13] carried out a transient two-dimensional simulation that can predict the surface roughness after polishing and investigated the effect of laser pulse duration on fluid flow. Zhang et al. [
14] established a two-dimensional numerical model to analyze the effects of thermocapillary force and capillary force on laser polishing in the melt pool by coupling heat transfer and fluid flow and simulated the flow process of the liquid material. Currently, in the field of laser polishing of ceramics, numerical simulations mainly focus on the analysis of temperature and stress fields. There is limited research concentrating on the evolution process of the melt pool for laser polishing of ceramics. Li et al. [
15] investigated the effect of different heat sources on the size of the melt pool in the modeling of laser-melted ceramics. The simulation results showed that volumetric heat sources can predict the depth, width, and cross-sectional area of the melt pool more accurately than surface heat sources. Zhao et al. [
16] simulated the temperature field and stress field of laser-ablated alumina ceramics using COMSOL and analyzed the thermal stress generation and crack expansion pathways.
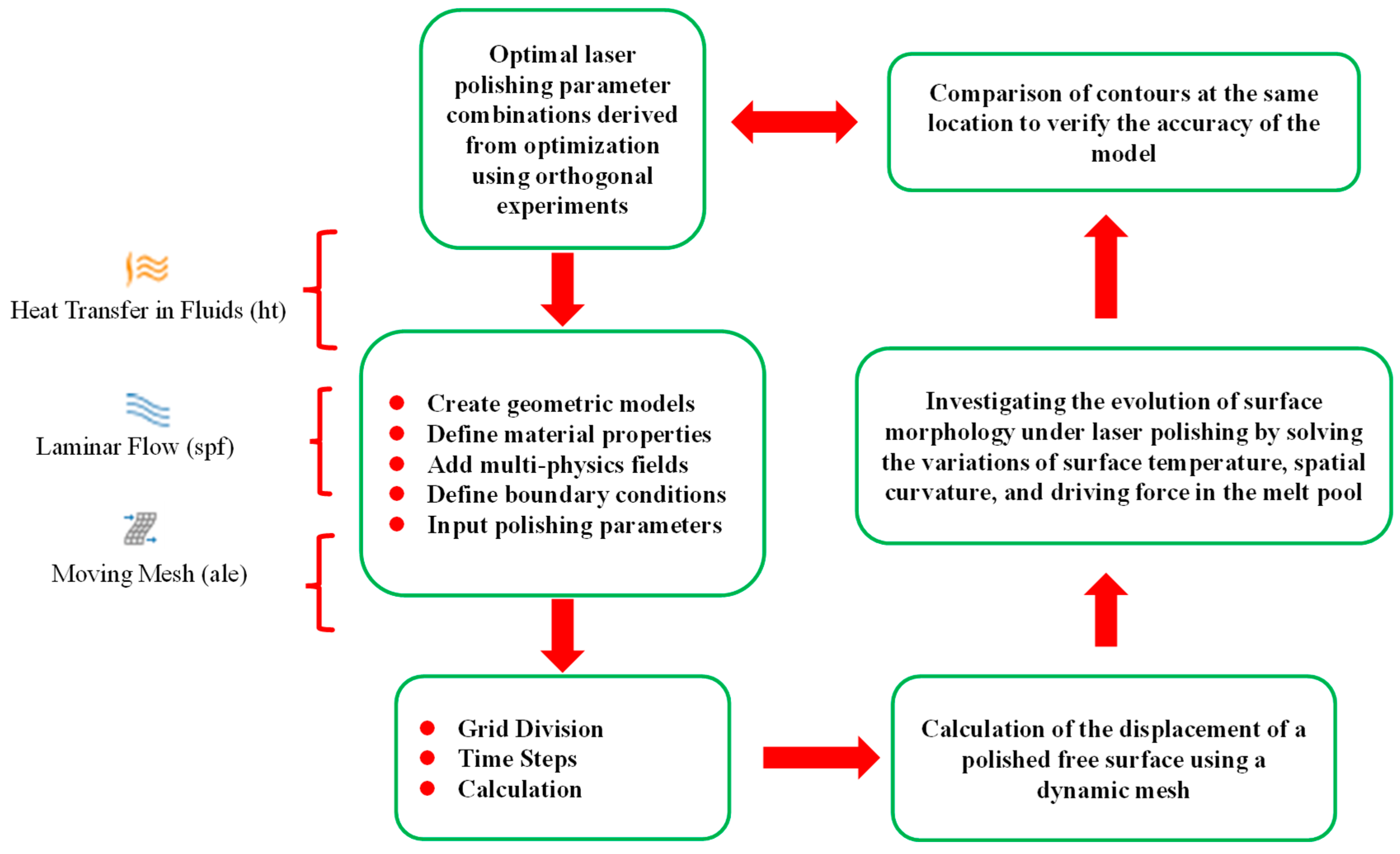
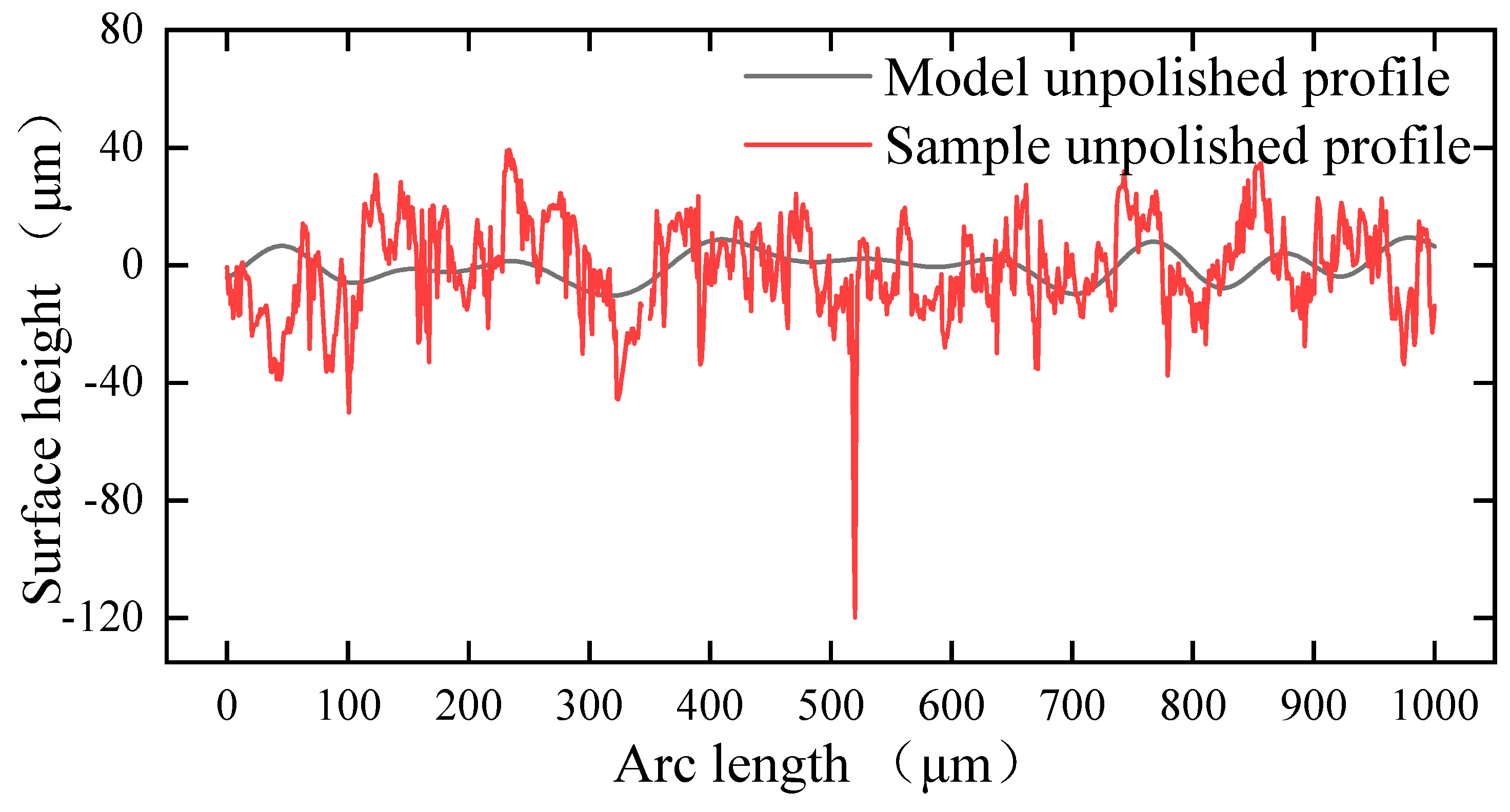
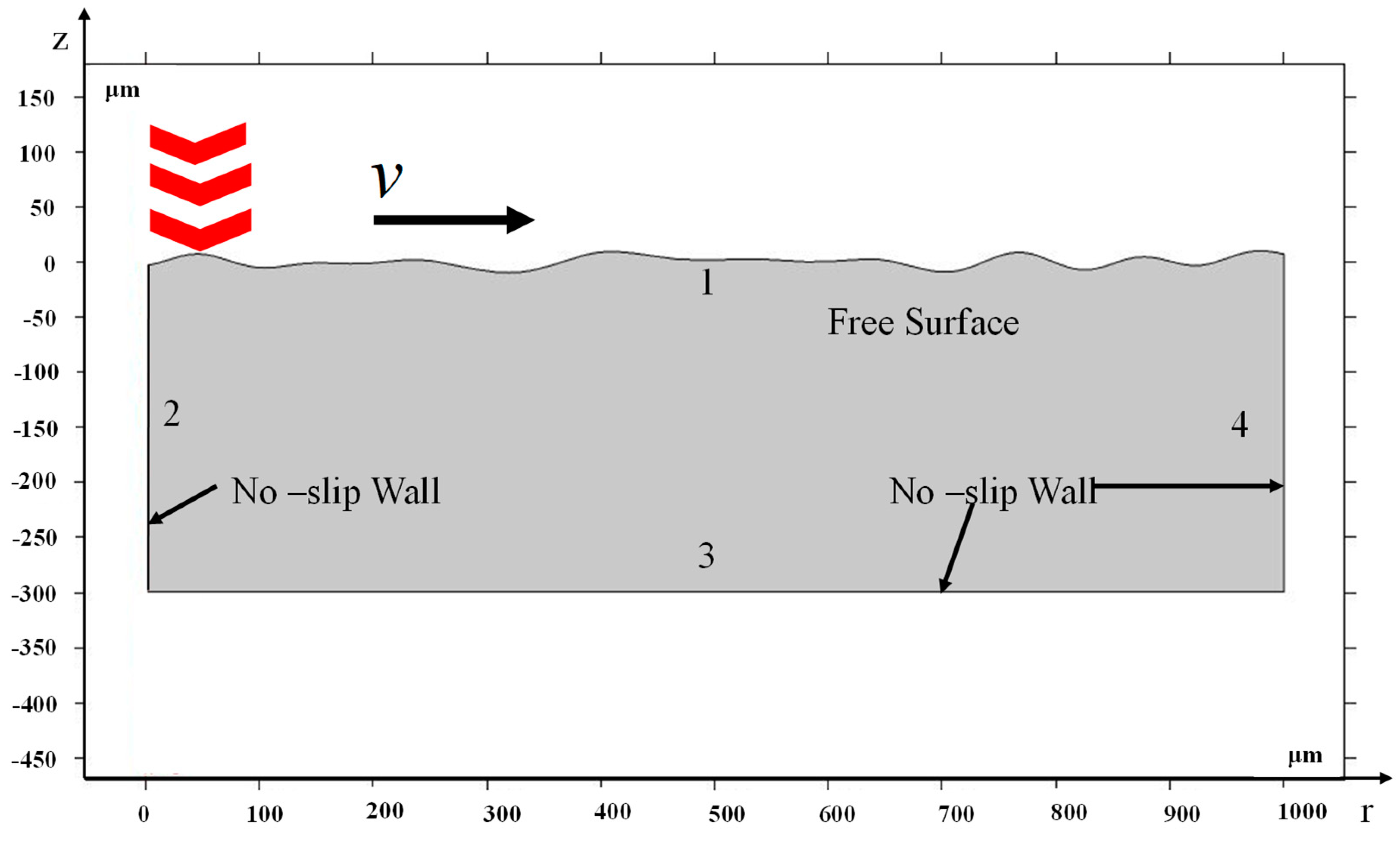
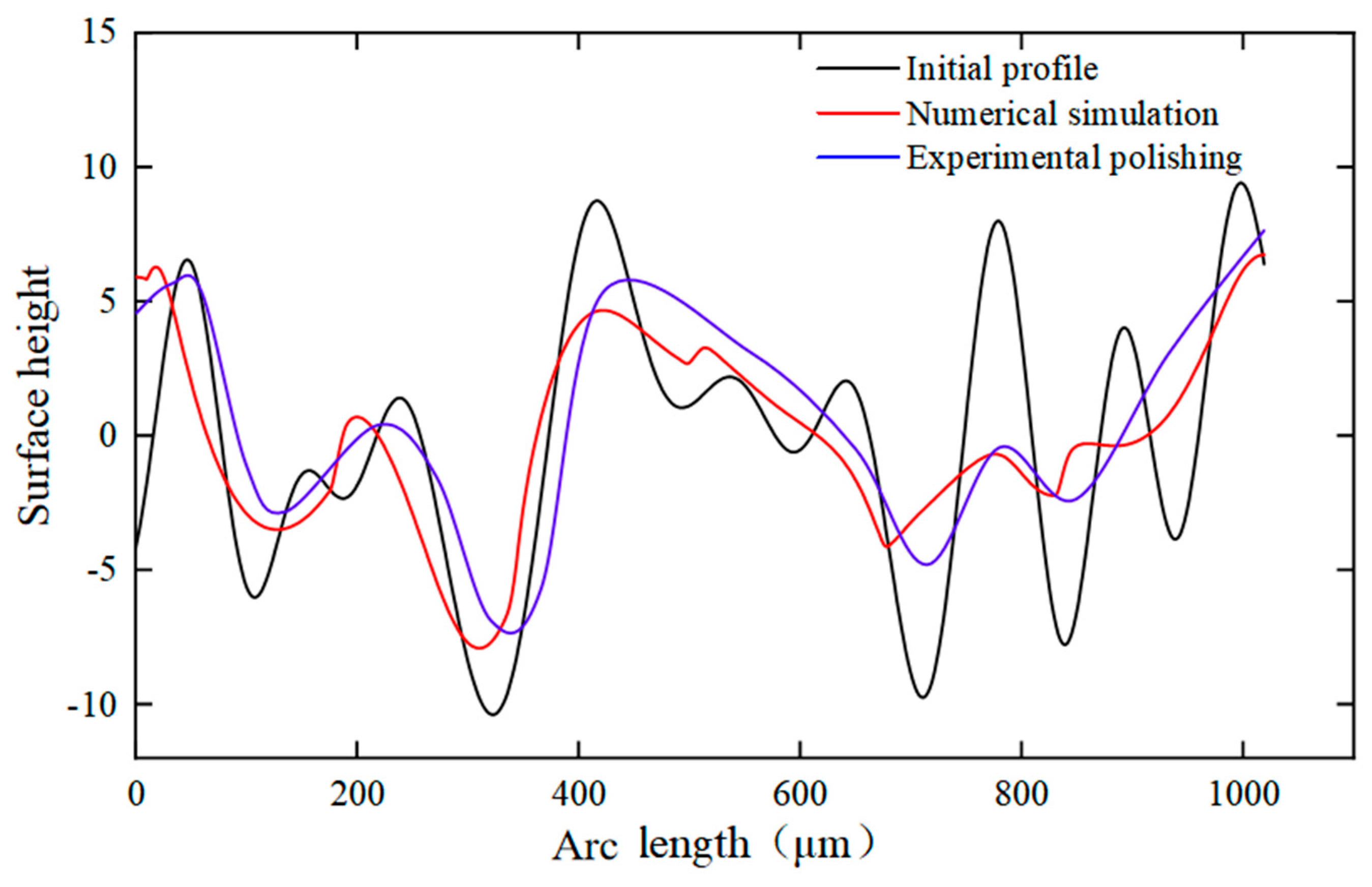
In summary, scholars studying laser polishing of ceramics have mostly focused on experimental research, and numerical simulation of ceramic laser polishing is currently mainly focused on the temperature field and stress field analysis. There is less research on the evolution of laser-polished ceramic melt pool. The purpose of this study was to simulate the evolution of the material surface morphology under a moving heat source by combining experiments and numerical simulations using orthogonal tests to obtain the optimal polishing process parameters and establish a two-dimensional model. In order to verify the correctness of the numerical model, the surface profile at the same position after polishing was measured and compared with the surface profile obtained by simulation.
4. Analysis of the Simulation Result
The model was used to simulate the evolution of laser polishing with a pulse width of 200 μs and a laser power of 70 W. The parameters of laser polishing were optimized and obtained from the aforementioned range analysis.
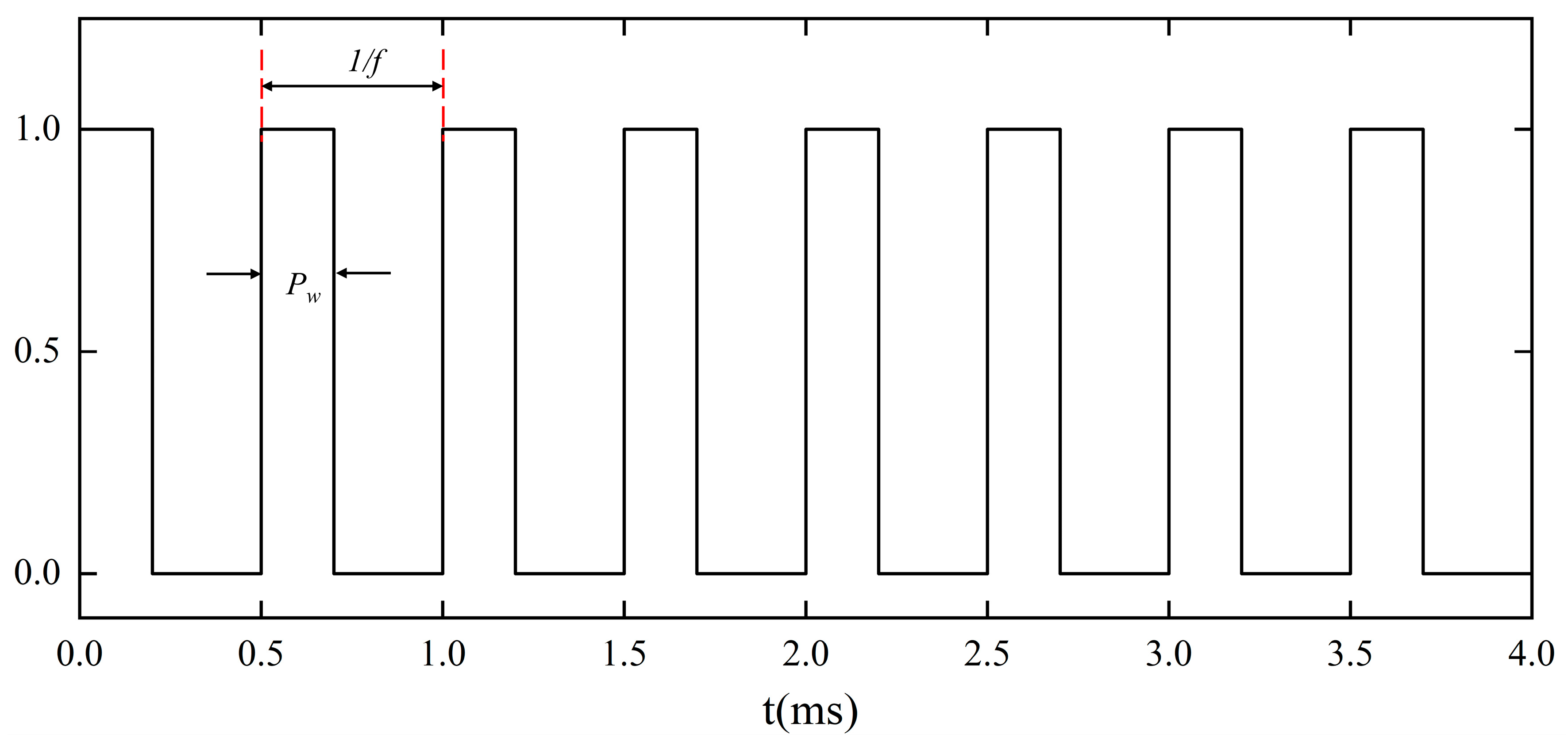
Figure 11 shows the loaded square wave function before the laser heat source, simulating the effect of pulsed laser heating. The square-wave function had a heating time of 0.2 ms and a cooling time of 0.3 ms.
Figure 12a,b shows the temperature of the material surface at pulse termination time and starting time. Each time when the laser pulse is terminated, there exists a maximum surface temperature on the radiated area. The laser radiation will stop and the surface temperature will decline when the pulse termination time is exceeded. When the temperature decreases to the next pulse starting time, it will drop to the minimum value. As shown in
Figure 12a, when the first laser radiated on the material, i.e., t = 0.2 ms, the material surface heated up rapidly and reached a temperature of 2200 K. This was followed by a decreasing surface temperature on the radiated area due to the terminated pulse. When t = 0.5 ms, the surface temperature dropped to 1050 K. When the second laser radiated on the material, i.e., t = 0.7 ms, the maximum temperature reached 3100 K because of the pulse heat. When the maximum temperature of the material surface exceeds the material melting temperature, the melt pool will initially take shape in the radiation area. When the third laser radiated on the material, i.e., t = 1.2 ms, the surface temperature did not rise significantly. Due to the moving heat source in the model, a dynamic equilibrium was reached between the laser heat input and laser movement speed, and the temperature of the material surface remained stable under laser radiation. Then, the temperature slightly decreased under the pulse action owing to the presence of surface-to-ambient radiation and heat convection. The bump observed on the temperature curve was attributed to the temperature fluctuation caused by prepulse. Furthermore, the temperature at the pulse termination time was less than the material evaporation temperature, which conformed to the assumption of Model (3). Only a small part of the material surface temperature was close to the melting temperature at the pulse starting time, as shown in
Figure 12b, because the surface-to-ambient radiation and heat convection caused the surface temperature to decrease significantly after the laser radiated on the material surface.
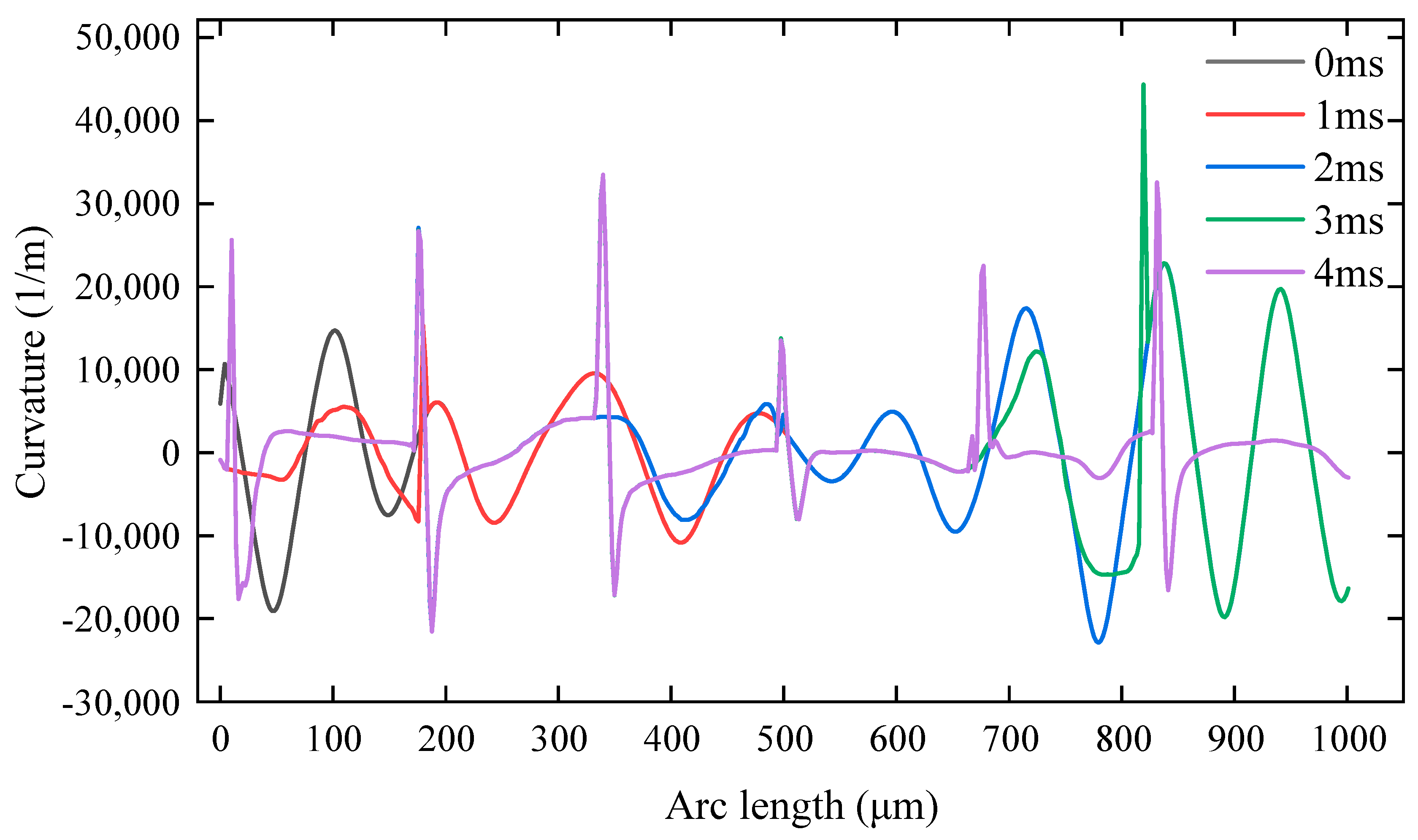
During laser polishing, the curvature of the material surface profile was analyzed to reflect the polishing effect. As shown in
Figure 13, a greater surface curvature indicates a larger fluctuation of material surface profile and rougher material surface. As the laser spot moves from left to right, the surface contour of the area not irradiated by the laser has the same spatial curvature at different moments, so it will cause some of the spatial curvature curves to overlap. The surface curvature of the melt pool was lower than the initial surface curvature at 1, 2, and 3 ms of laser polishing. This indicates that the material surface was smoothened by laser polishing. It can be noted that 0 and 4 ms indicate the spatial curvature of the surface profile before and after polishing, respectively. Comparatively, the curvature of the surface profile and the surface undulation decreased after polishing. It has been found that the surface profile curvature changes abruptly due to a noncontinuous pulsed laser. There will be small ripples after the melt pool cools down.
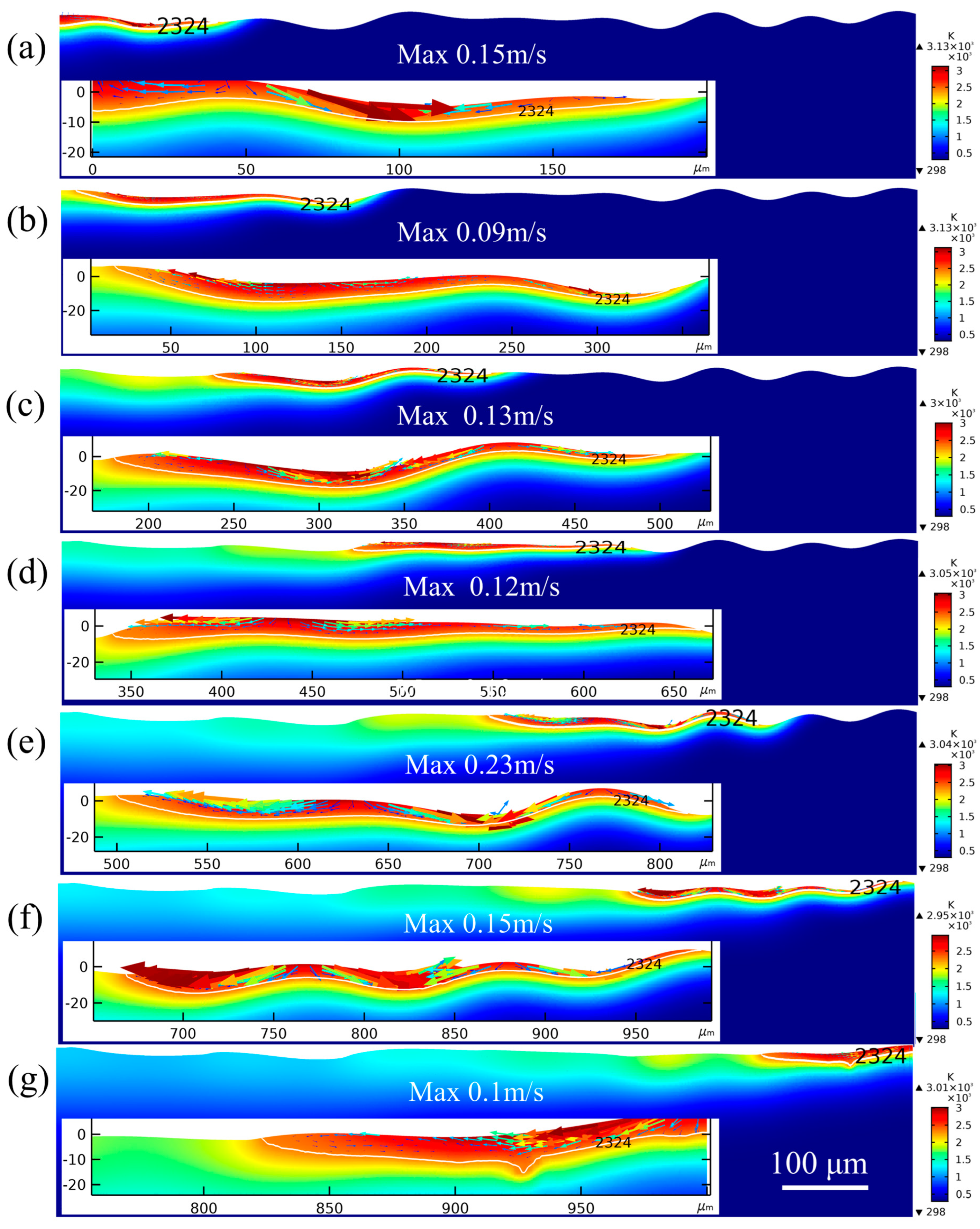
Figure 14 shows the evolution of the surface profile during laser polishing with a moving pulse heat source.
Figure 14a–g shows the material surface profile and the fluid flow in the melt pool at 0.7, 1.2, 1.7, 2.2, 2.7, 3.2, and 3.7 ms, respectively. The white curve is the isotherm of the melting temperature. The authors of [
28] showed that during laser polishing, the fluid in the melt pool is mainly driven by capillary force and thermocapillary force. The capillary force (surface tension) is positively related to the spatial curvature of the material surface in the direction normal to the free surface. The thermocapillary force is related to the temperature gradient on the material surface in the direction tangential to the free surface, with the temperature gradually decreasing from the center to the edge of the melt pool and the surface tension increasing with the temperature. Due to the negative surface tension temperature coefficient of alumina ceramics, the fluid in the melt pool flows from the temperature center to the edge [
29]. In general, the capillary force is greater than the thermocapillary force in the early period of laser polishing owing to the large curvature of the surface profile and the small temperature gradient. Thus, the fluid is mainly driven by capillary force. When the raised surface profile is basically smoothed, the intensity of the capillary force is significantly reduced, while the internal temperature of the melt pool is significantly increased and the temperature gradient increases. At this time, the fluid flow is mainly driven by thermocapillary force [
30].
The material surface was pulsed twice at t = 0.7 ms (
Figure 14a). The material surface temperature reached up to 3100 K. The melt pool was 180 μm in width and 11 μm in maximum depth. Considering that the light spot was moving from Boundary 2 to the right side, the whole light spot was not completely radiated on the material surface. Hence, the width of the melt pool was much smaller than the spot diameter. Meanwhile, it was observed that the depth of the right side of the melt pool was much smaller than that of the left side. The temperature center in the melt pool was close to the left side because the front melt pool was radiated for a shorter period of time. The surface material flowed from the area with large undulation to the area with small undulation under capillary force and then rose under buoyancy. As shown in
Figure 15a, the melt pool was mainly dominated by thermocapillary force at the left side. However, the rest of the area in the pool was dominated by capillary force resulting from the surface curvature. Most of the material surface was gradually smoothened by the capillary forces. The maximum flow velocity was 0.15 m/s in the melt pool. The laser spot was completely radiated on the material surface at 1.2 ms.
Figure 14b shows that the smooth surface was realized in the melt pool by capillary force. It should be noted that backflow occurs in the tail of the melt pool. This is because the material in the melt pool flows to the left side, then to the solid–liquid boundary, and then slides down under gravity. The maximum flow velocity in the melt pool was 0.09 m/s. The right side of the melt pool exhibited a more undulating profile than the left side at 1.7 ms (
Figure 14c). The fluid flowed from the raised area to the sunken area with velocity rising to 0.13 m/s. The light spot ran into the area with less undulation at 2.2 ms (
Figure 14d). The maximum fluid velocity dropped to 0.12 m/s compared to 1.7 ms. The light spot again ran into the area with greater undulation at 2.7 ms (
Figure 14e), with the maximum fluid velocity increasing dramatically to 0.23 m/s. At 3.2 ms (
Figure 14f), the raised area on the surface profile was mostly smoothed, with the maximum fluid velocity down to 0.15 m/s. At 3.7 ms (
Figure 14g), the right side of the light spot exceeded Boundary 4, with the width of the melt pool decreasing. The fluid flowed from the right side with a higher profile to the left side, with a maximum fluid flow velocity of 0.1 m/s. By comparing the flow velocity with time in
Figure 14, it can be concluded that the maximum fluid flow velocity is related to the surface profile undulation. When the surface profile undulates, the maximum fluid flow velocity occurs in the melt pool. With greater profile undulation, the spatial curvature of the surface in that area increases, thus leading to a larger capillary force driving the fluid flow.
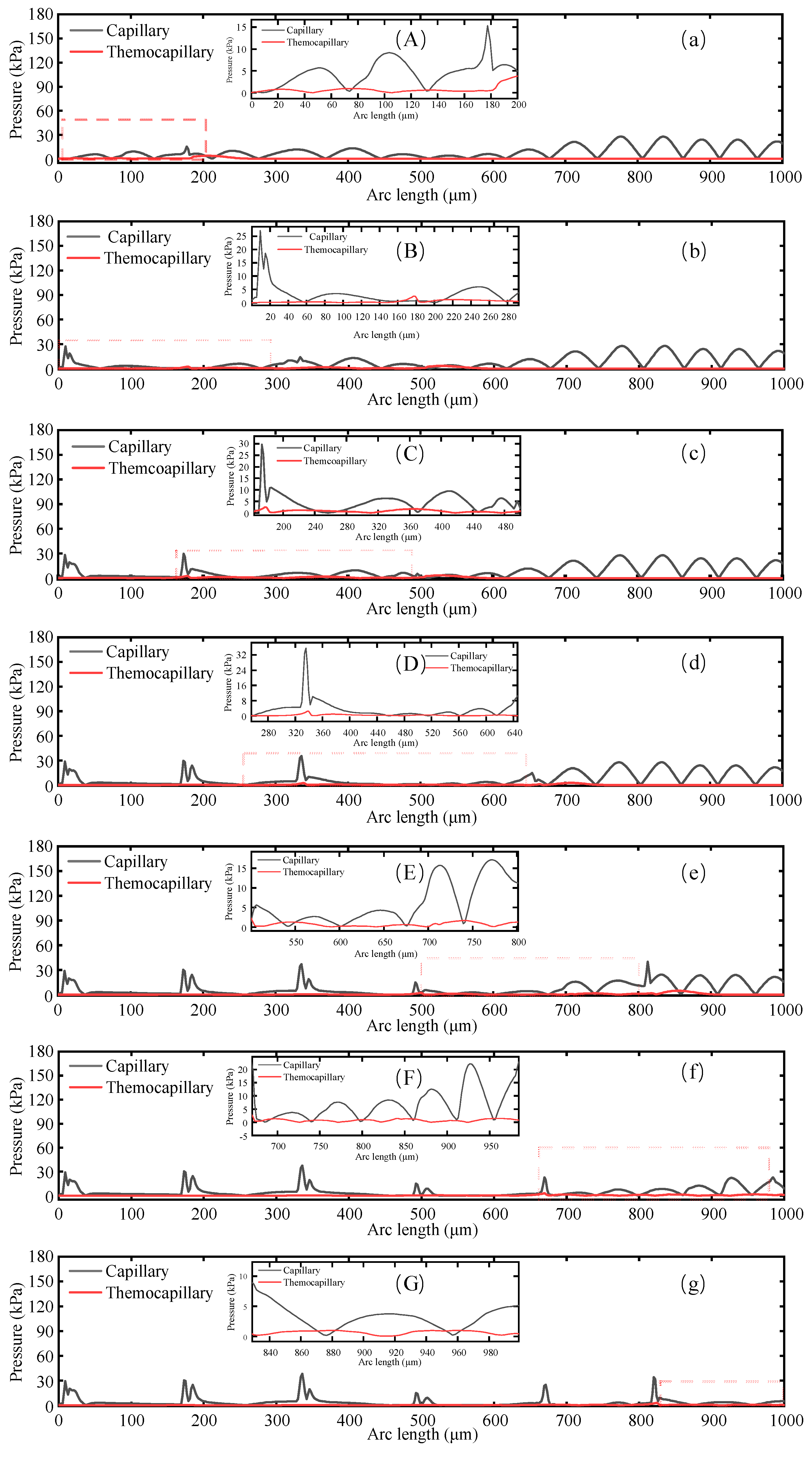
Figure 15 reflects the distribution of capillary forces and thermocapillary forces in the melt pool at different times. As the laser spot continued to run, capillary force was caused by the surface curvature and thermocapillary force was caused by temperature gradients. Considering the pulsed laser loaded in this model, the material surface cooled down as the laser did not radiate on the surface continuously. Compared to the continuous laser, the pulsed laser had a smaller heat accumulation. Moreover, the alumina ceramic material is much less thermally conductive than the metal. Thus, the melt pool was shallow after laser polishing. The Marangoni convection was rarely observed.
Figure 15a–g shows that at various moments, the large part of the area inside the molten pool was dominated by capillary forces. From this, it can be concluded that the fluid in the molten pool in the polishing stage was mainly driven by capillary forces, and the surface profile was gradually smoothened by the capillary forces as the dominant force, which consequently led to a gradual reduction of the surface roughness. However, the thermocapillary force was greater than the capillary force in a small proportion because, on the one hand, the capillary force significantly decreased with reducing curvature and, on the other hand, the thermocapillary force prominently increased due to the large temperature gradient in the corresponding area.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














