
Study on the Micro Removal Process of Inner Surface of Cobalt Chromium Alloy Cardiovascular Stent Tubes
Abstract
:1. Introduction
2. Mechanism of Magnetic Finishing for Tube Inner Wall
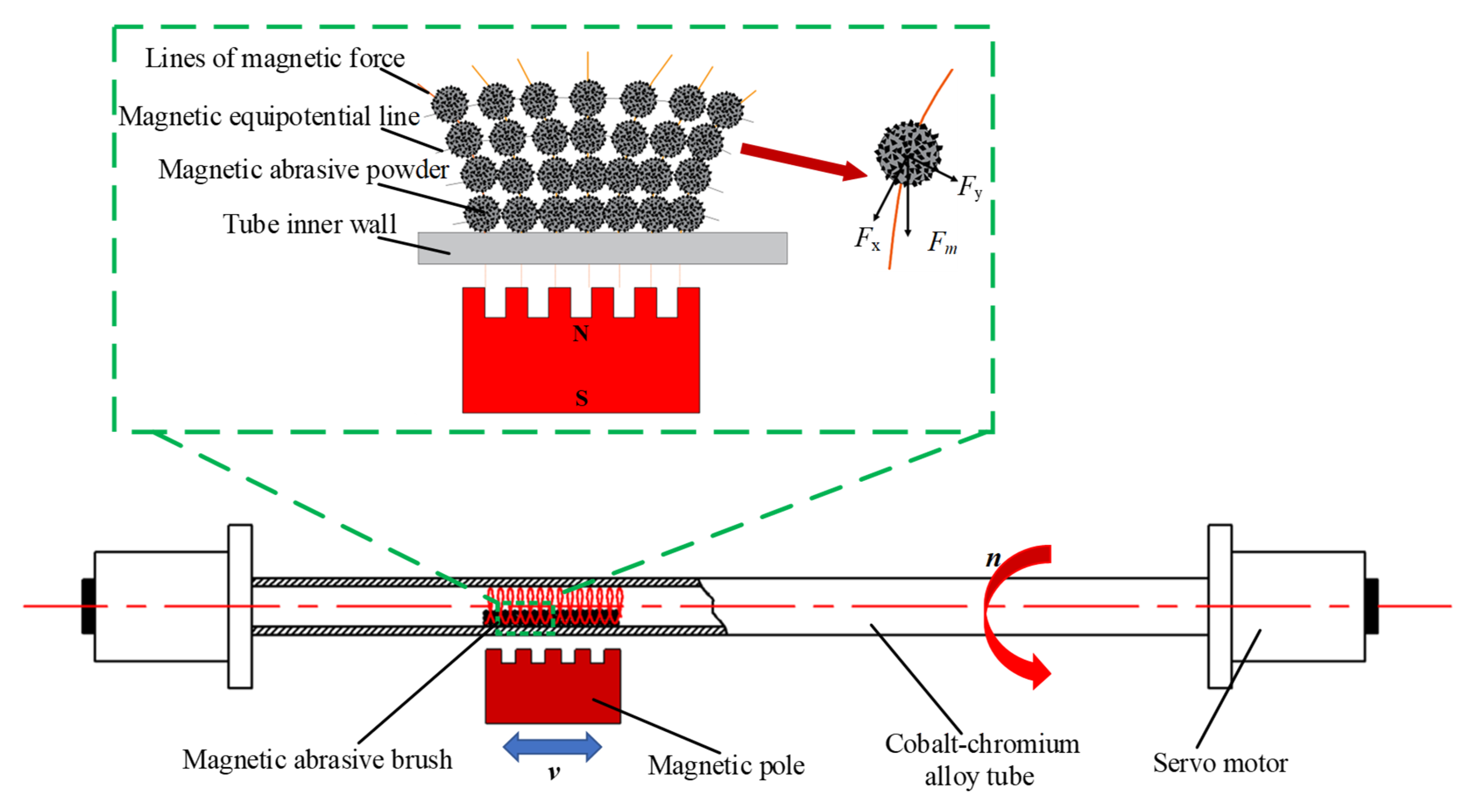
2.1. Principle of Processing
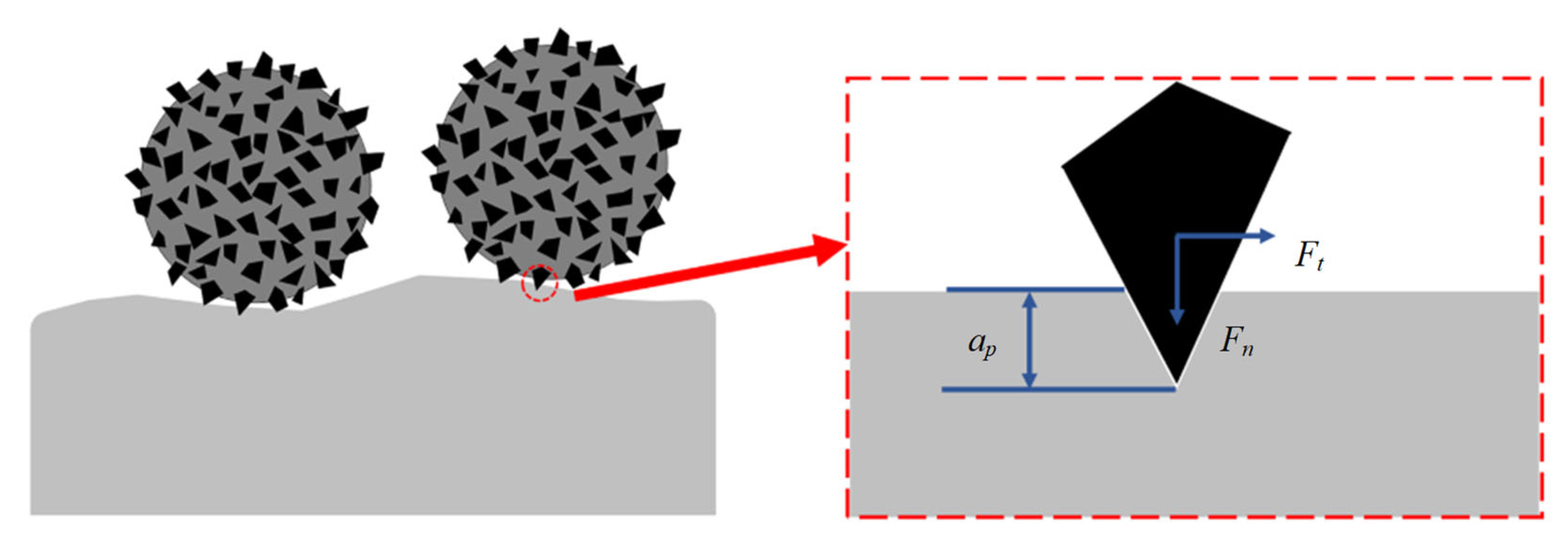
2.2. Material-Removal Mechanism
3. Setup and Materials
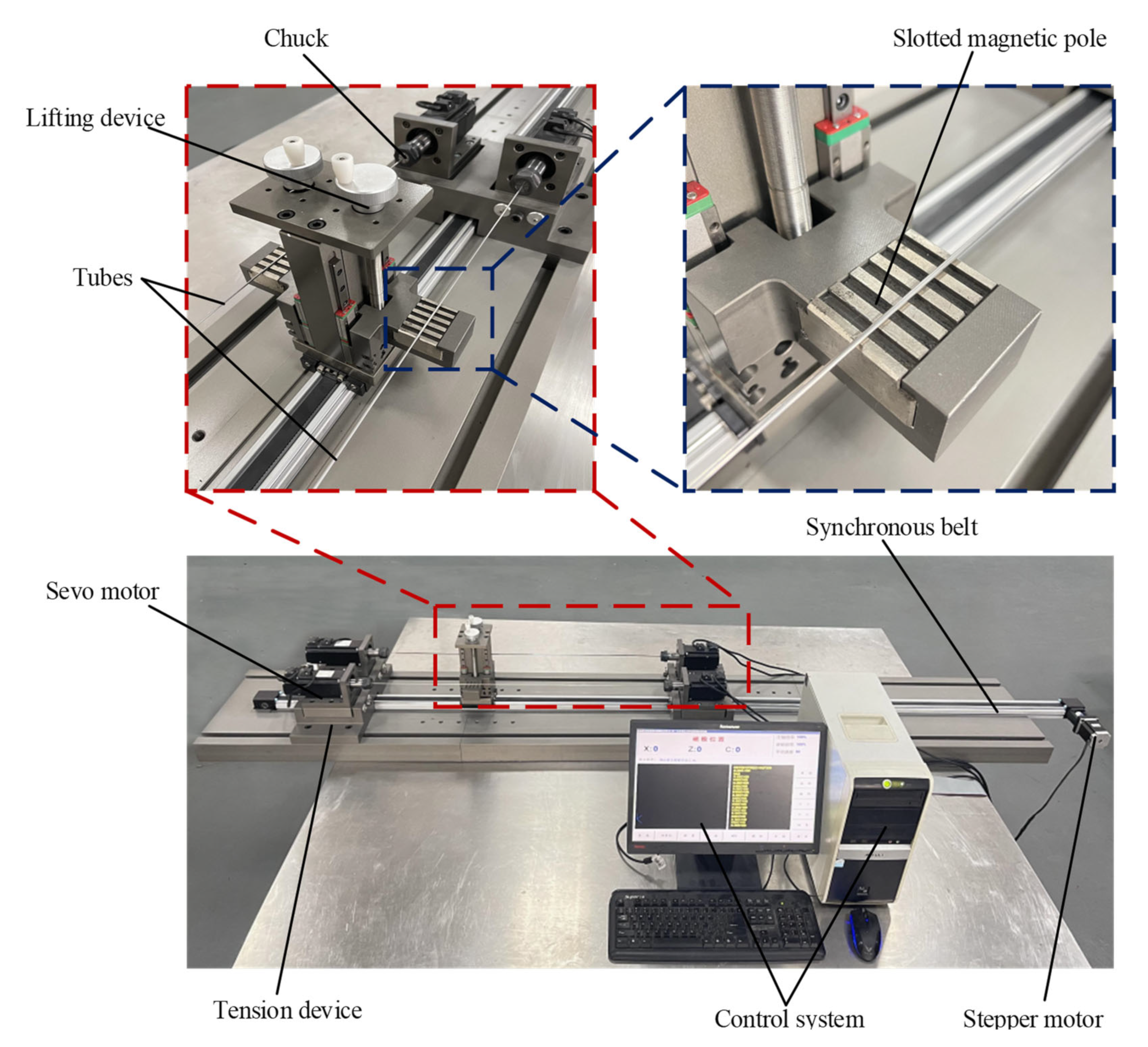
3.1. MAF Setup
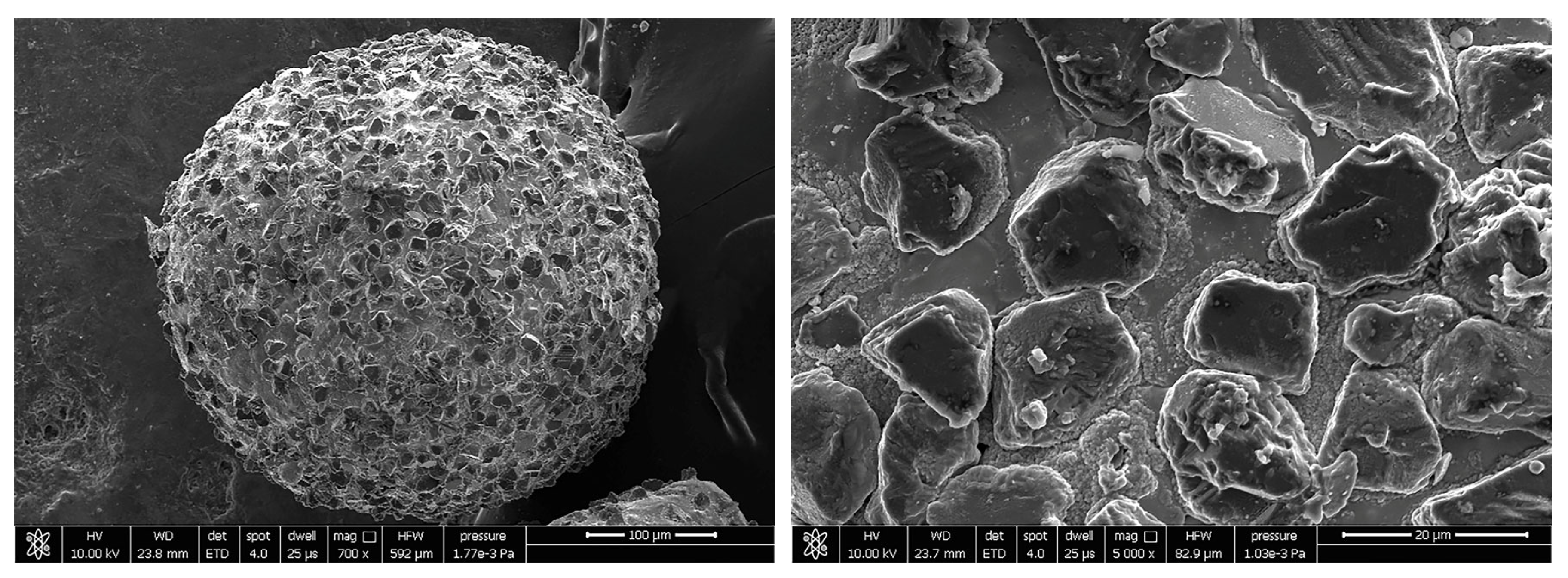
3.2. Experimental Magnetic Abrasive Powders
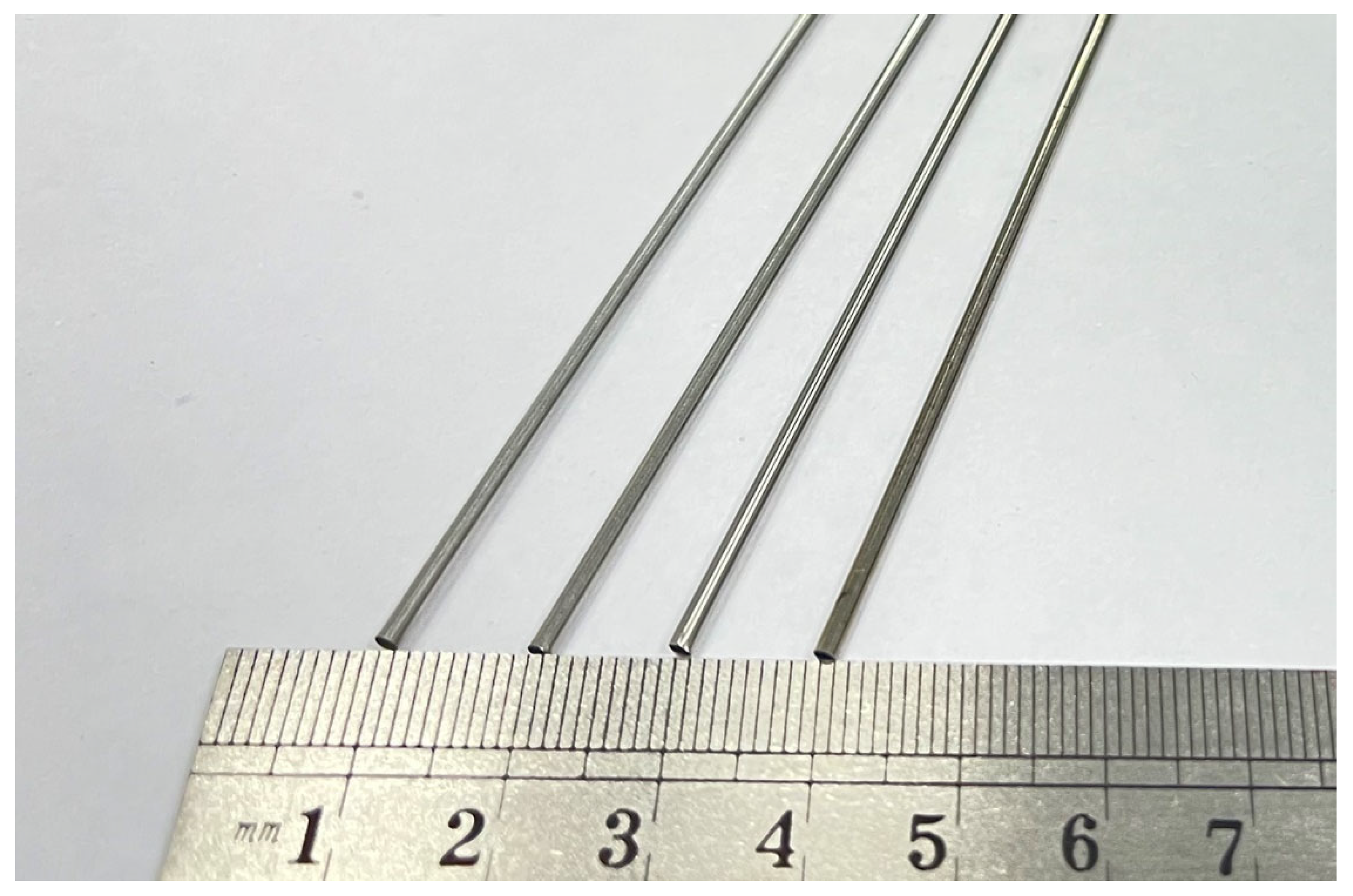
3.3. Experimental Cobalt–Chromium Alloy Cardiovascular Stent Tube
4. Results and Discussion
4.1. Experimental Details
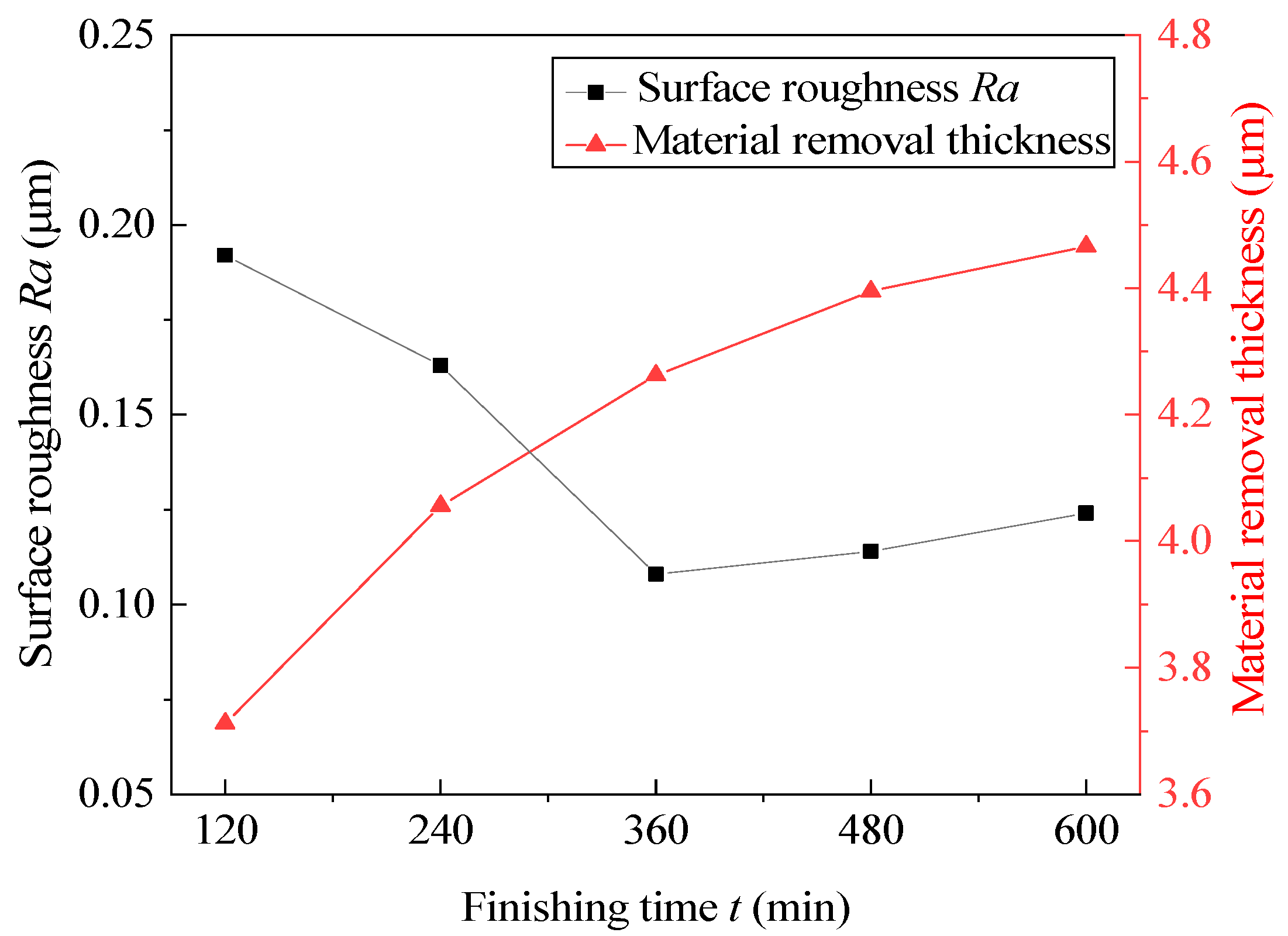
4.2. Effect of Finishing Time
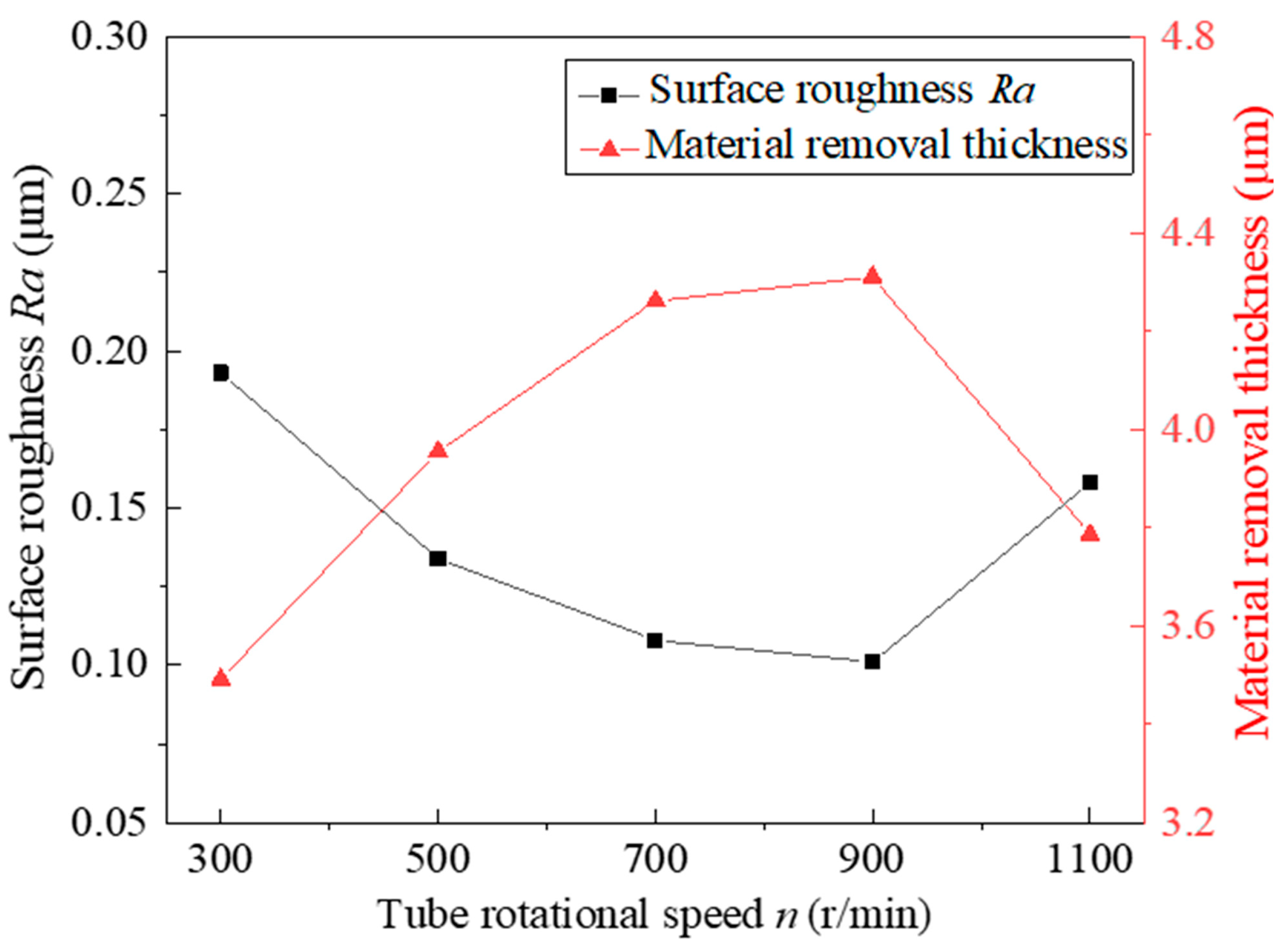
4.3. Effect of Tube Rotational Speed
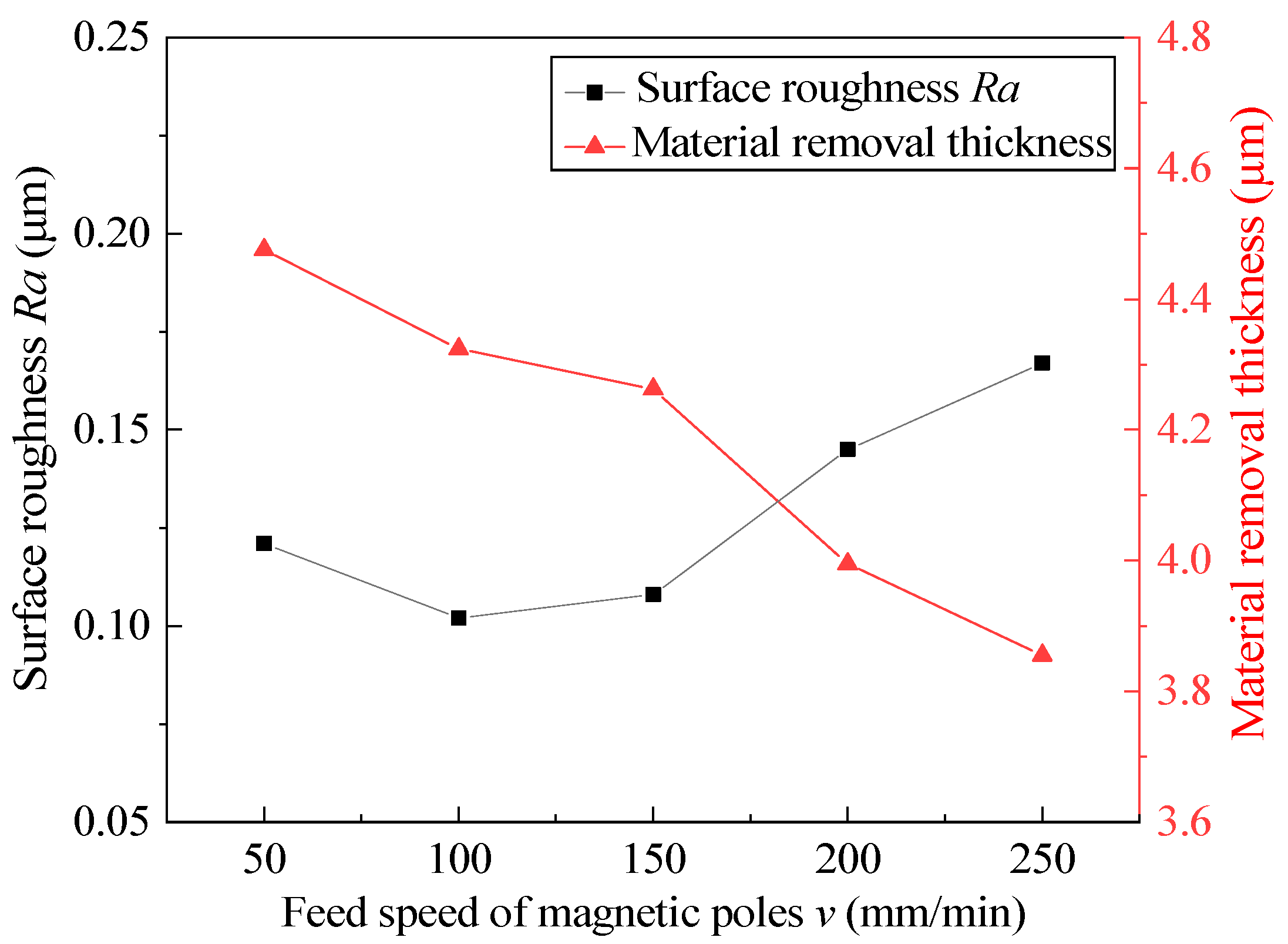
4.4. Effect of Feed Speed of Magnetic Pole
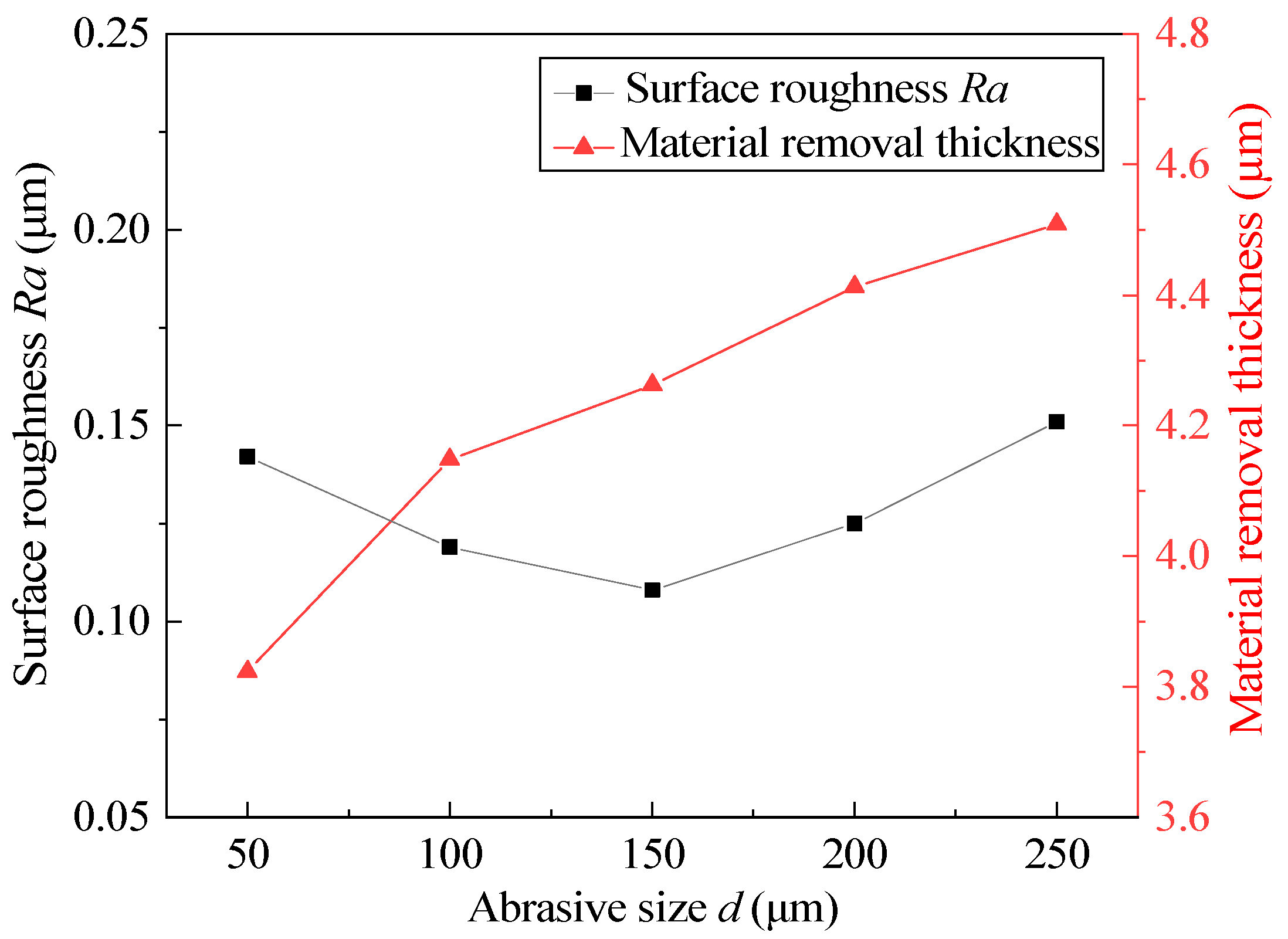
4.5. Effect of Abrasive Size
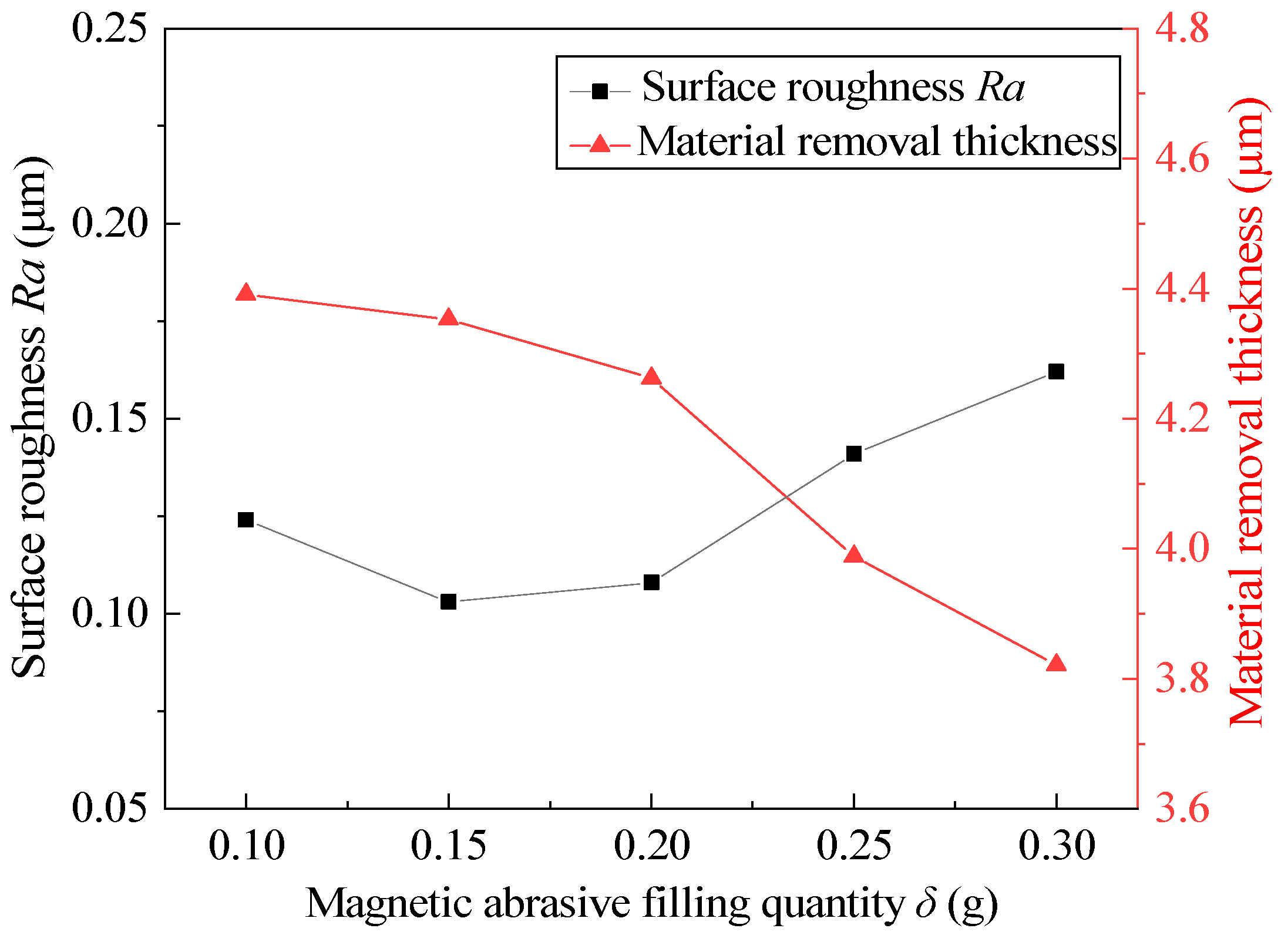
4.6. Effect of Magnetic Abrasive Filling Quantity
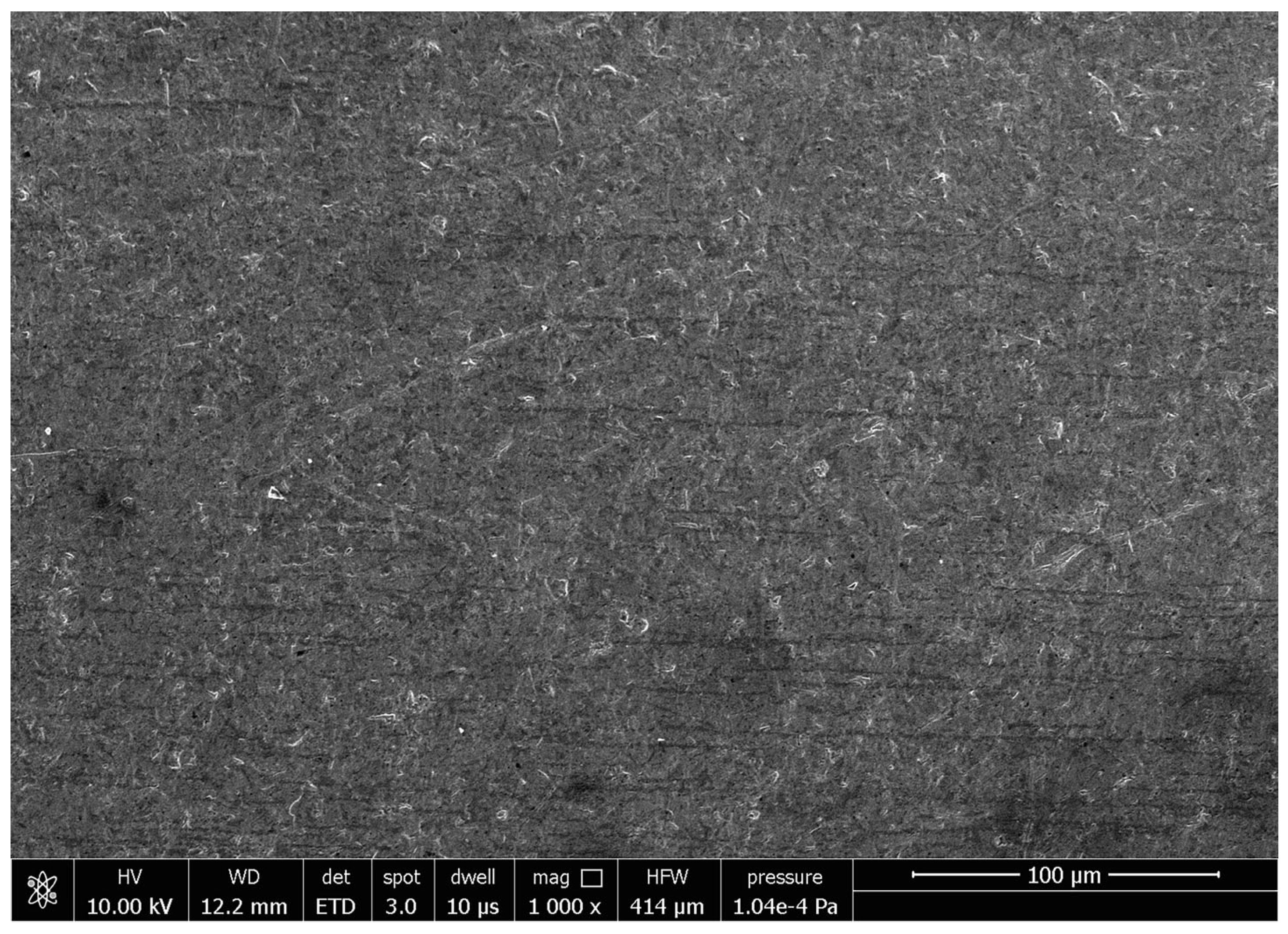
4.7. Surface Observation of the Inner Wall before and after Magnetic Abrasive Finishing
5. Conclusions
- (1)
- In this study, the proposed magnetic abrasive finishing setup for the inner wall of ultra-fine and ultra-long cardiovascular stent tubes has good stability, which can solve the problem of finishing the inner wall of different materials in future research. At the same time, the CBN/metal spherical magnetic abrasive powder prepared by gas–solid two-phase double-stage atomization and rapid solidification has good finishing performance, which is suitable for the finishing of difficult-to-machine materials.
- (2)
- According to the results of single-factor experiments, the influence of various process parameters on the surface roughness Ra and material-removal thickness of the inner wall of the Co–Cr alloy cardiovascular stent tube processed by magnetic abrasive finishing is analyzed, which provided a reference for the optimization of process parameters in the future.
- (3)
- After 360 min of magnetic abrasive finishing, the surface roughness Ra of the inner wall of a cobalt–chromium alloy cardiovascular stent tube decreases from 0.485 μm to 0.101 μm. Magnetic abrasive finishing technology is used to solve the problem of poor surface quality of the inner wall of cobalt–chromium alloy cardiovascular stent tubes, which is of great significance to practical applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jie, F.; Yanqing, W. Interleukin-35 ameliorates cardiovascular disease by suppressing inflammatory responses and regulating immune homeostasis. Int. Immunopharmacol. 2022, 110, 108938. [Google Scholar]
- Azmi, J.; Arif, M.; Nafis, T.; Alam, M.A.; Tanweer, S.; Wang, G. A systematic review on machine learning approaches for cardiovascular disease prediction using medical big data. Med. Eng. Phys. 2022, 105, 103825. [Google Scholar] [CrossRef] [PubMed]
- Sreenivasan Soumya, R.; Gopalan Raghu, K. Recent advances on nanoparticle-based therapies for cardiovascular diseases. J. Cardiol. 2022, 21, 4479–4497. [Google Scholar]
- Korei, N.; Solouk, A.; Nazarpak, M.H.; Nouri, A. A review on design characteristics and fabrication methods of metallic cardiovascular stents. Mater. Today Commun. 2022, 31, 103467. [Google Scholar] [CrossRef]
- Ya-Chen, H.; Jing-An, L.; Shi-Jie, Z.; Chang, C.; Jun-Nan, T.; Jin-Ying, Z.; Shao-Kang, G. Tailoring of cardiovascular stent material surface by immobilizing exosomes for better pro-endothelialization function. Colloids Surf. B Biointerfaces 2020, 189, 110831. [Google Scholar]
- Veerubhotla, K.; Chi, H.L. Design of biodegradable 3D-printed cardiovascular stent. Bioprinting 2022, 26, 204. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Kamariah, M.; Muhamad, N.; Mohameda, Z. A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol. 2018, 327, 128–151. [Google Scholar] [CrossRef]
- Yin, J.; Liu, W.; Cao, Y.; Zhang, L.; Wang, J.; Li, Z.; Zhao, Z.; Bai, P. Rapid prediction of the relationship between processing parameters and molten pool during selective laser melting of cobalt-chromium alloy powder: Simulation and experiment. J. Alloy. Compd. 2022, 892, 162200. [Google Scholar] [CrossRef]
- Wu, M.; Dong, X.; Qu, Y.; Yan, J.; Li, N. Analysis of microstructure and fatigue of cast versus selective laser-melted dental Co-Cr alloy. J. Prosthet. Dent. 2022, 59, 248. [Google Scholar] [CrossRef] [PubMed]
- Jabbari, Y.; Koutsoukis, T.; Barmpagadaki, X.; Zinelis, S. Metallurgical and interfacial characterization of PFM Co–Cr dental alloys fabricated via casting, milling or selective laser melting. Dent. Mater. Off. Publ. Acad. Dent. Mater. 2014, 30, e79–e88. [Google Scholar] [CrossRef] [PubMed]
- Aslanidis, D.; Roebben, G.; Bruninx, J.; Van Moorleghem, W. Electropolishing for Medical Devices: Relatively New Fascinatingly Diverse. Mater. Sci. Forum 2002, 394–395, 169–172. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, X.; Li, Z.; Sun, X.; Liu, H.; Jing, X.; Gong, Z. Experimental Investigation on the Effects of Different Electrolytic Polishing Solutions on Nitinol Cardiovascular Stents. J. Mater. Eng. Perform. 2021, 30, 4318–4327. [Google Scholar] [CrossRef]
- Hanada, K.; Yamaguchi, H.; Zhou, H. New spherical magnetic abrasives with carried diamond particles for internal finishing of capillary tubes. Diam. Relat. Mater. 2018, 17, 1434–1437. [Google Scholar] [CrossRef]
- Naveen, K.; Shanbhag, V.V.; Balashanmugam, N.; Vinod, P. Ultra-Precision Finishing by Magnetic Abrasive Finishing Process. Mater. Today Proc. 2018, 5, 12426–12436. [Google Scholar] [CrossRef]
- Singh, A.; Singh, P.; Singh, S.; Singh, L. Effect of annealing temperature on the magnetic properties and finishing efficiency of mechanically alloyed magnetic abrasives. J. Magn. Magn. Mater. 2022, 556, 169455. [Google Scholar] [CrossRef]
- Heng, L.; Kim, J.S.; Tu, J.-F.; Mun, S.D. Fabrication of precision meso-scale diameter ZrO2 ceramic bars using new magnetic pole designs in ultra-precision magnetic abrasive finishing. Ceram. Int. 2020, 46, 17335–17346. [Google Scholar] [CrossRef]
- Zenghua, F.; Yebing, T.; Qiang, Z.; Chen, S. Enhanced magnetic abrasive finishing of Ti–6Al–4V using shear thickening fluids additives. Precis. Eng. 2020, 64, 300–306. [Google Scholar]
- Sun, Z.; Fan, Z.; Tian, Y.; Prakash, C.; Guo, J.; Li, L. Post-processing of additively manufactured microstructures using alternating-magnetic field-assisted finishing. J. Mater. Res. Technol. 2022, 19, 1922–1933. [Google Scholar] [CrossRef]
- Shinmura, T.; Aizawa, T. Study on internal finishing of a non-ferromagnetic tubing by magnetic abrasive machining process. J. Jpn. Soc. Precis. Eng. 1988, 54, 767–773. [Google Scholar] [CrossRef]
- Wang, C.; Cheung, C.F.; Ho, L.T.; Yung, K.L.; Kong, L. A novel magnetic field-assisted mass polishing of freeform surfaces. J. Mater. Process. Technol. 2020, 279, 116552. [Google Scholar] [CrossRef]
- Barman, A.; Das, M. Design and fabrication of a novel polishing tool for finishing freeform surfaces in magnetic field assisted finishing (MFAF) process. Precis. Eng. 2017, 49, 61–68. [Google Scholar] [CrossRef]
- Zhang, J.; Chaudhari, A.; Wang, H. Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. J. Manuf. Process. 2019, 45, 710–719. [Google Scholar] [CrossRef]
- Prateek, K.; Pulak MPandey, G.; Verma, C.; Varun, S. Understanding flexible abrasive brush behavior for double disk magnetic abrasive finishing based on force signature. J. Manuf. Process. 2017, 28, 442–448. [Google Scholar]
- Song, Z.; Zhao, Y.; Liu, G.; Gao, Y.; Zhang, X.; Cao, C.; Dai, D.; Deng, Y. Surface roughness prediction and process parameter optimization of Ti-6Al-4V by magnetic abrasive finishing. Int. J. Adv. Manuf. Technol. 2022, 1–15. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, Y.; Zhang, G.; Yin, F.; Zhang, H. Modeling of material removal in magnetic abrasive finishing process with spherical magnetic abrasive powder. Int. J. Mech. Sci. 2020, 177, 105601. [Google Scholar] [CrossRef]
- Jiang, L.; Chang, T.; Zhu, P.; Zhang, G.; Du, J.; Liu, N.; Chen, H. Influence of process conditions on preparation of CBN/Fe-based spherical magnetic abrasive via gas atomization. Ceram. Int. 2021, 47, 31367–31374. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, Y.; Zhang, G.; Yin, F.; Zhao, G.; Guo, H. Characteristics of a novel atomized spherical magnetic abrasive powder. Int. J. Adv. Manuf. Technol. 2020, 110, 1–8. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | W | Ni | Fe | C | Si | Mn | Co |
|---|---|---|---|---|---|---|---|---|
| w/% | 19~21 | 14~16 | 9~11 | ≤3 | ≤0.15 | ≤1 | ≤2 | Bal. |
| Performance Indicators | Density (g·cm3) | Elastic Modulus (Gpa) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Elastic Range (%) |
|---|---|---|---|---|---|---|
| Value | 9.10 | 243 | 820~1200 | 420~600 | 35~55 | 0.16~0.32 |
| Process Parameters | Levels | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Finishing time t/(min) | 120 | 240 | 360 | 480 | 600 |
| Tube rotational speed n (r/min) | 300 | 500 | 700 | 900 | 1100 |
| Feed speed of magnetic pole v (mm/min) | 50 | 100 | 150 | 200 | 250 |
| Magnetic abrasive filling quantity δ/(g) | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 |
| Abrasive size d/(μm) | 50 | 100 | 150 | 200 | 250 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Z.; Zhao, Y.; Li, Z.; Cao, C.; Liu, G.; Liu, Q.; Zhang, X.; Dai, D.; Zheng, Z.; Zhao, C.; et al. Study on the Micro Removal Process of Inner Surface of Cobalt Chromium Alloy Cardiovascular Stent Tubes. Micromachines 2022, 13, 1374. https://doi.org/10.3390/mi13091374
Song Z, Zhao Y, Li Z, Cao C, Liu G, Liu Q, Zhang X, Dai D, Zheng Z, Zhao C, et al. Study on the Micro Removal Process of Inner Surface of Cobalt Chromium Alloy Cardiovascular Stent Tubes. Micromachines. 2022; 13(9):1374. https://doi.org/10.3390/mi13091374
Chicago/Turabian StyleSong, Zhuang, Yugang Zhao, Zhihao Li, Chen Cao, Guangxin Liu, Qian Liu, Xiajunyu Zhang, Di Dai, Zhilong Zheng, Chuang Zhao, and et al. 2022. "Study on the Micro Removal Process of Inner Surface of Cobalt Chromium Alloy Cardiovascular Stent Tubes" Micromachines 13, no. 9: 1374. https://doi.org/10.3390/mi13091374