
Finite Element Investigation on Cutting Force and Residual Stress in 3D Elliptical Vibration Cutting Ti6Al4V


 , ,
, ,
Abstract
:1. Introduction
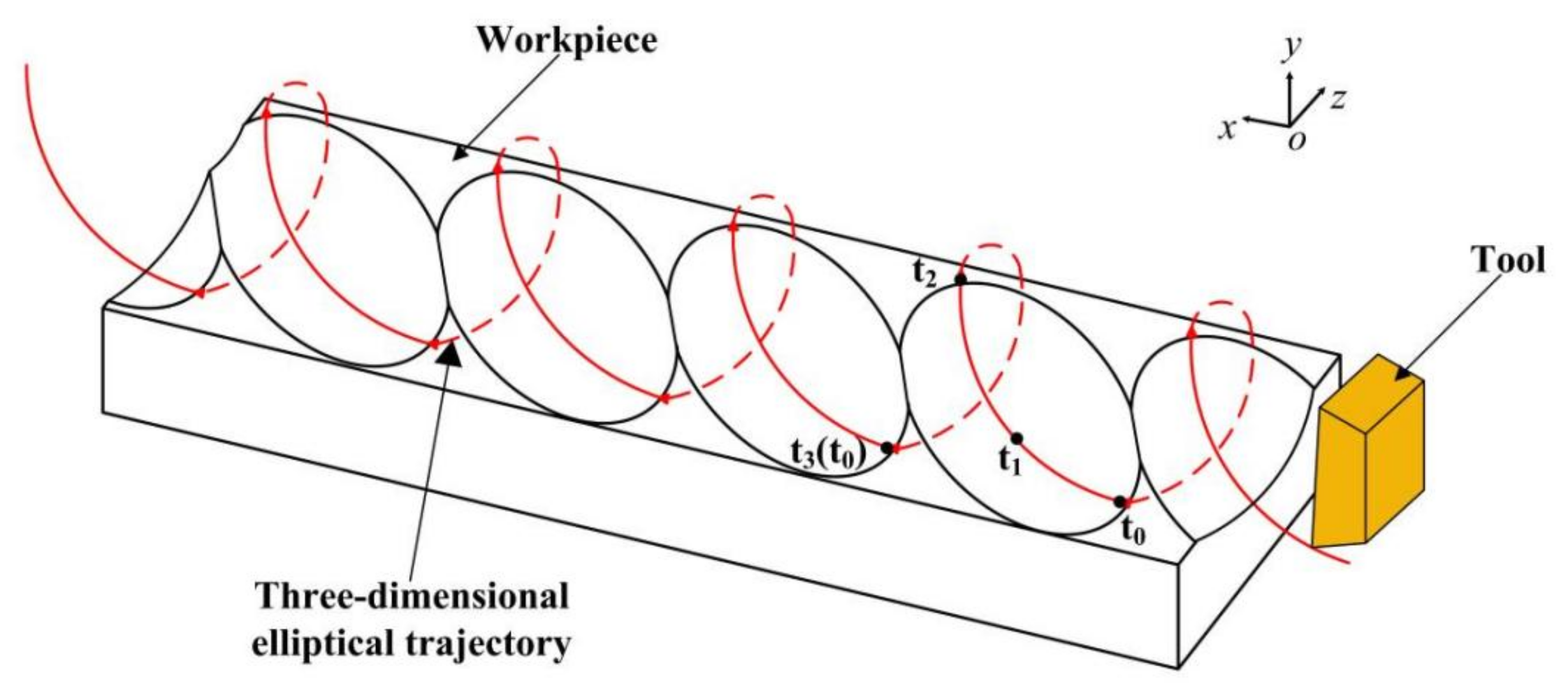
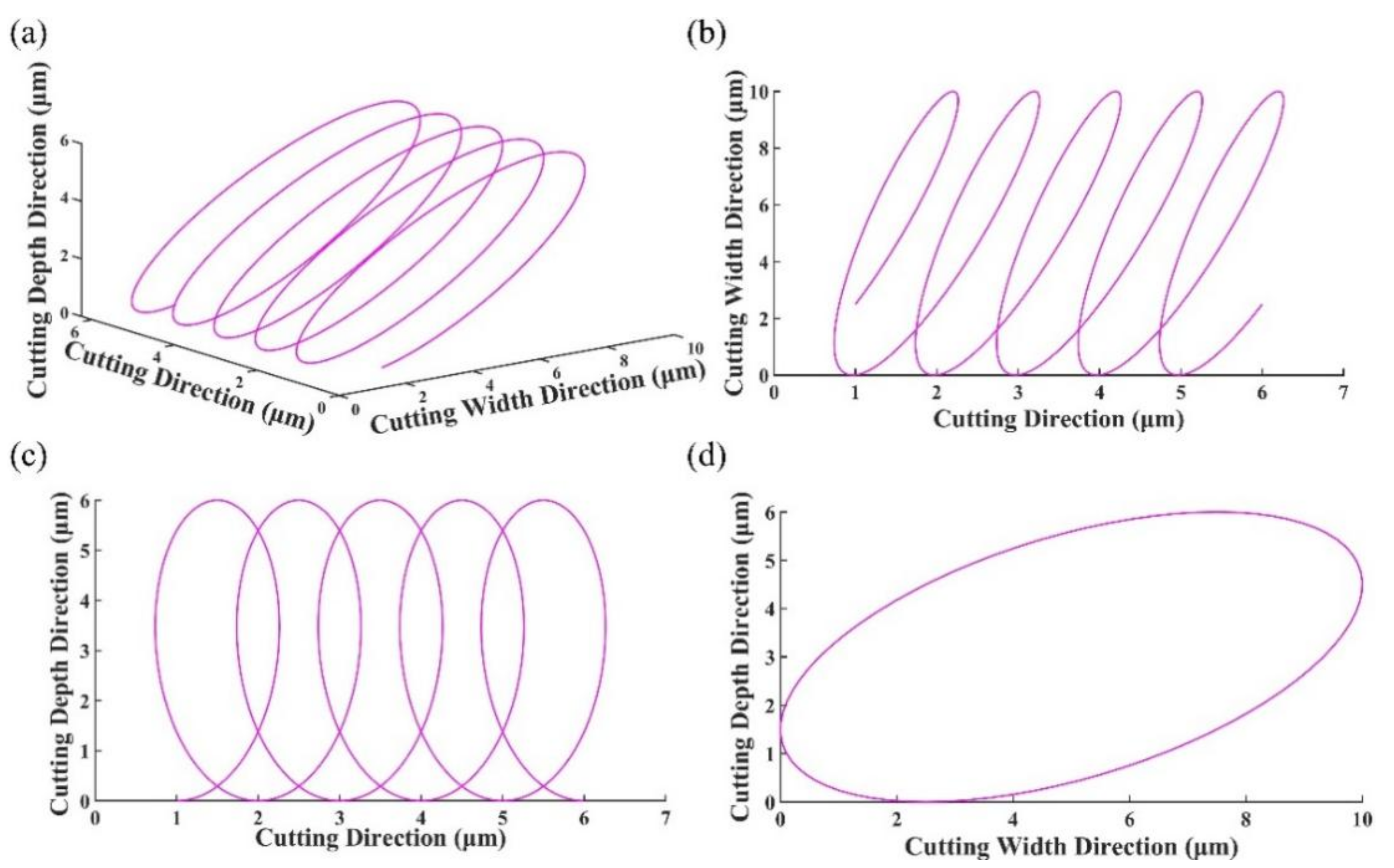
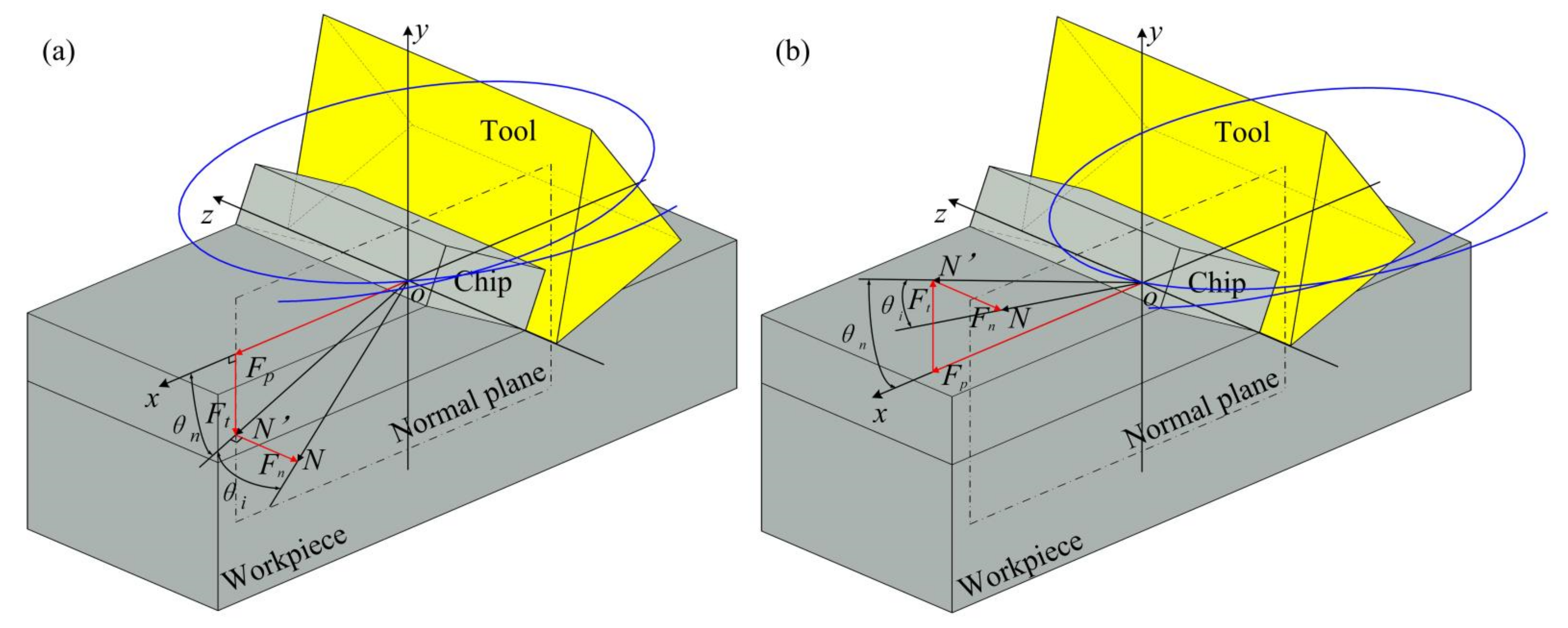
2. Kinematic of 3D-EVC
3. Finite Element Method
3.1. Material Constitutive Model
3.2. The Criterion of Material Failure
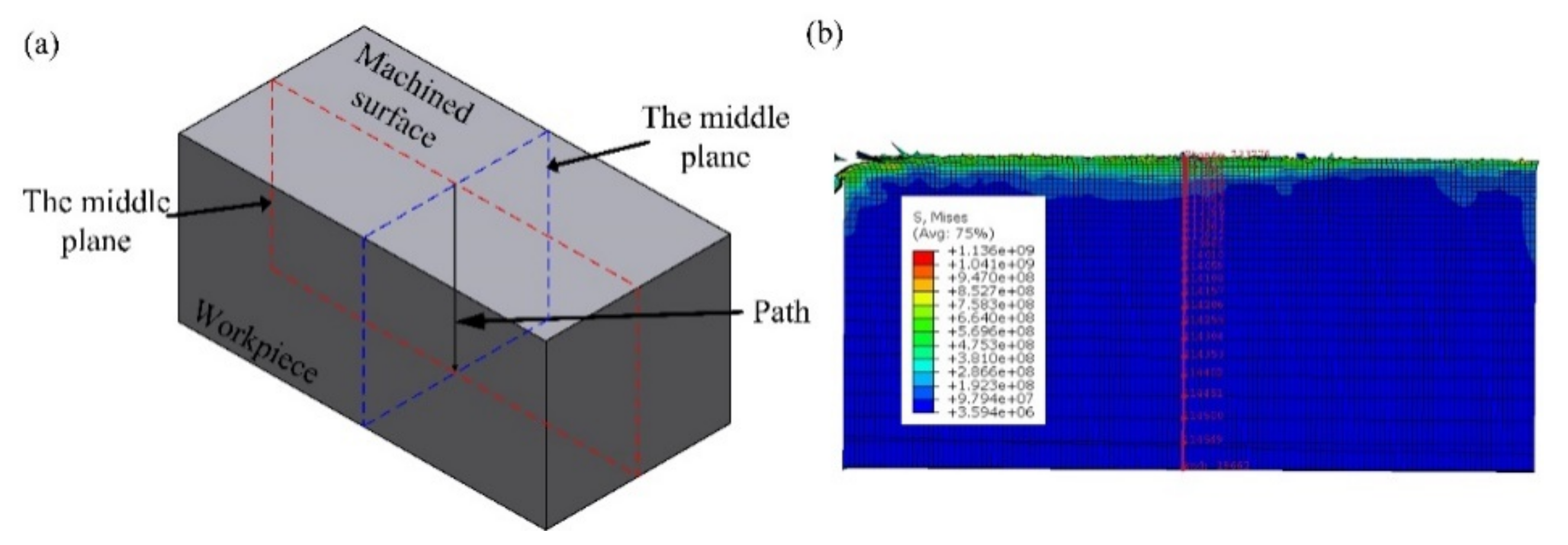
3.3. The Establishment of Finite Element Model
4. Results and Discussions
4.1. Effect of Cutting Parameters on Cutting Forces
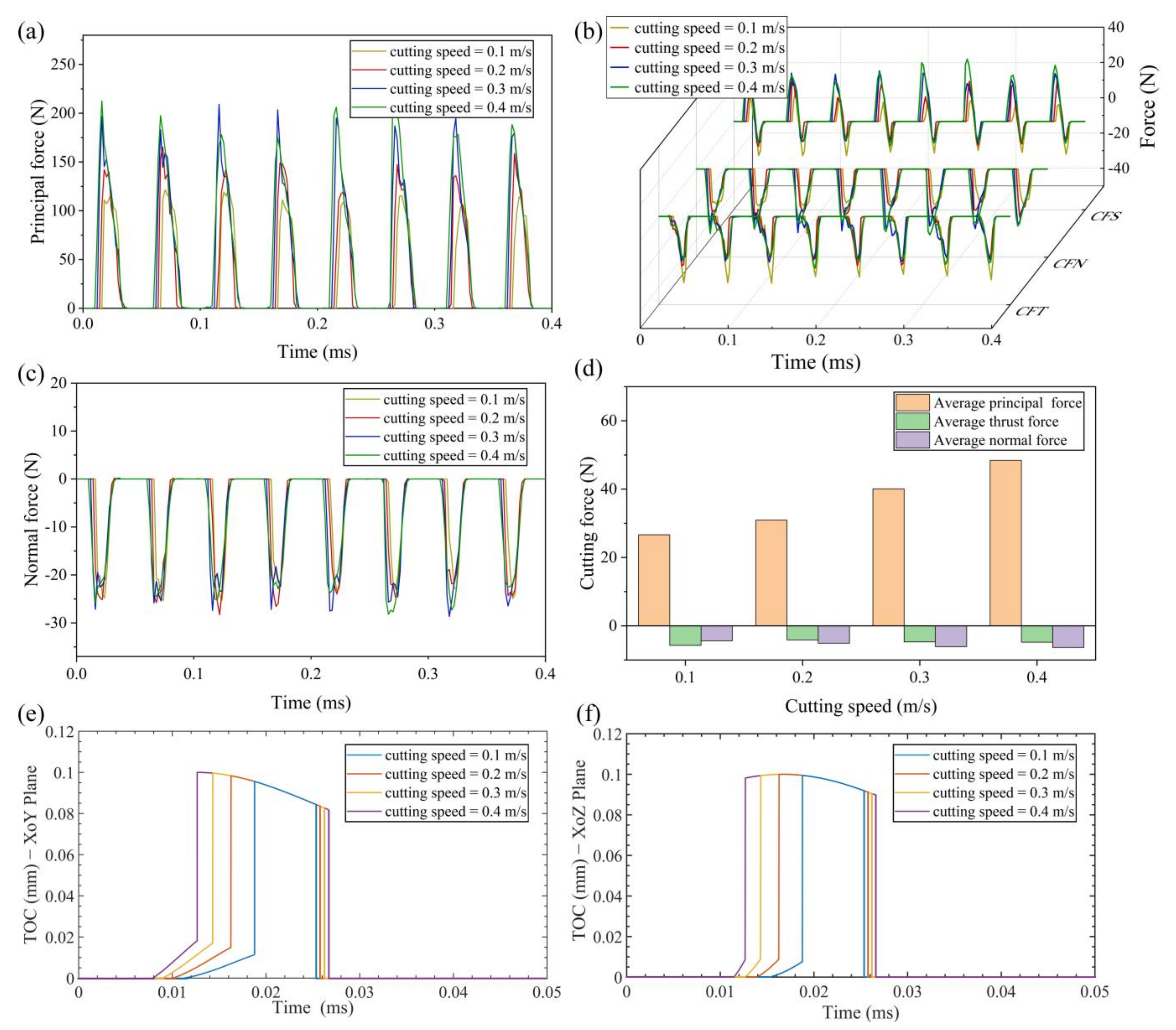
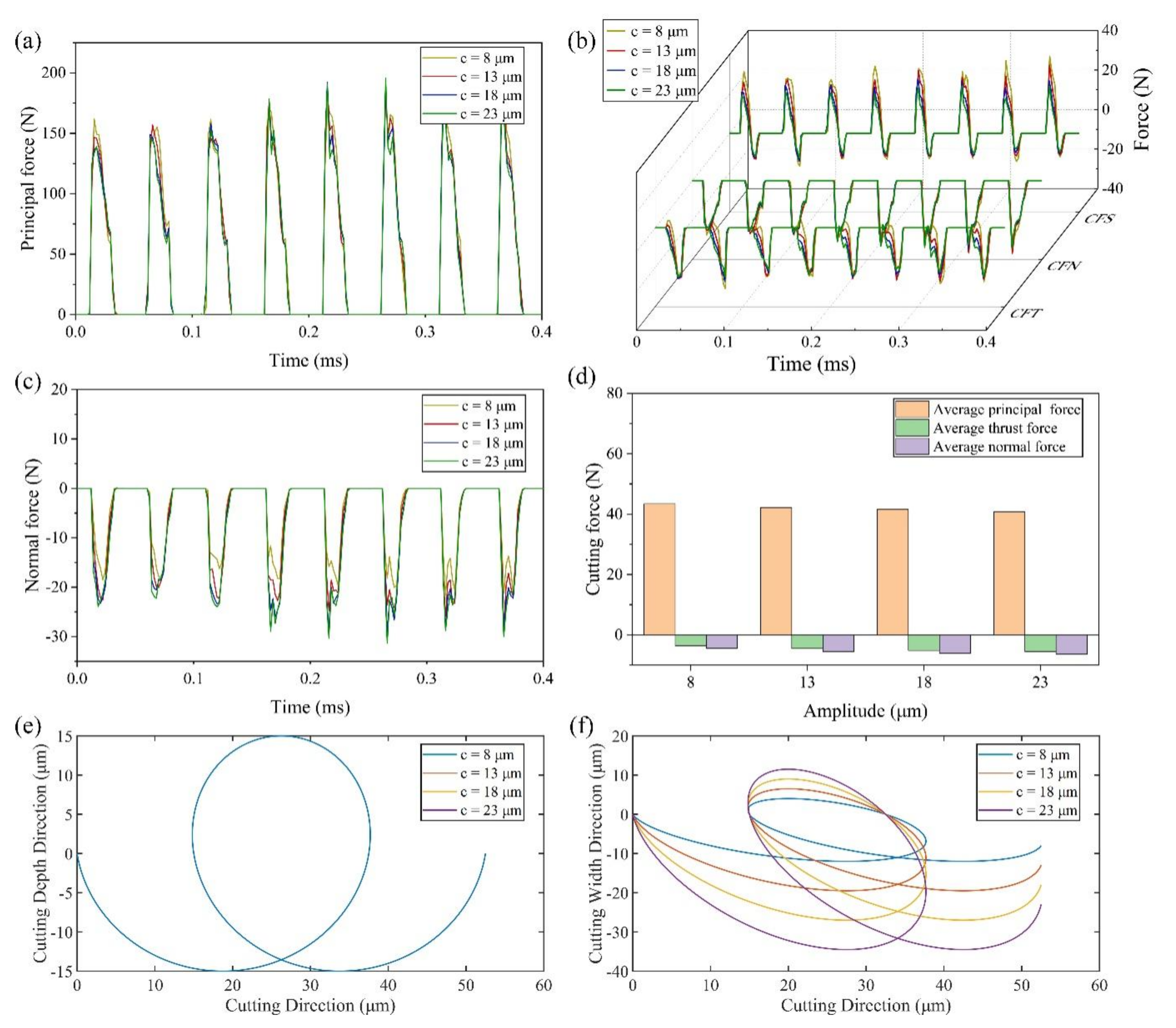
4.1.1. Effect of Cutting Speed on Cutting Force
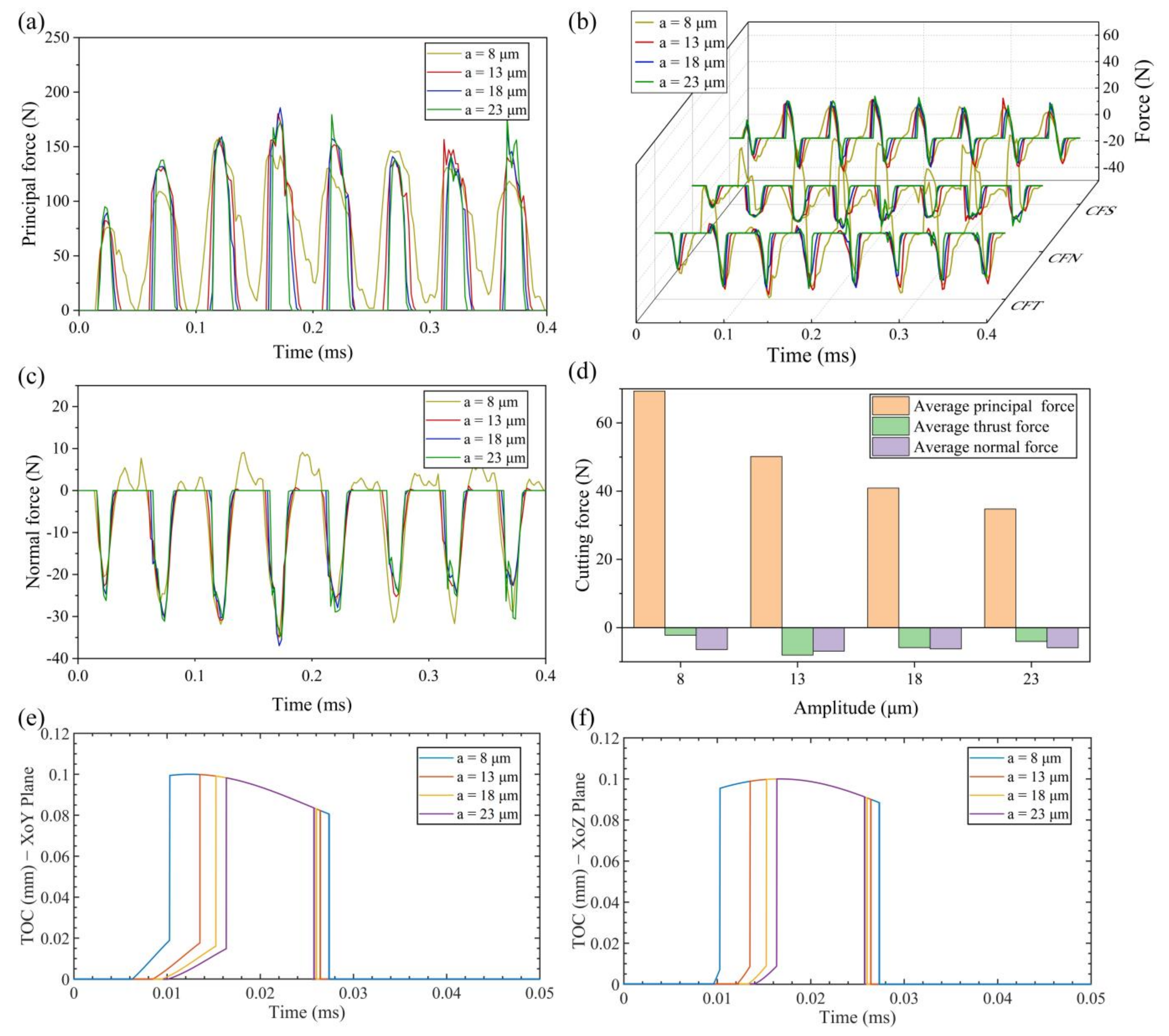
4.1.2. Effect of Vibration Amplitude on Cutting Force
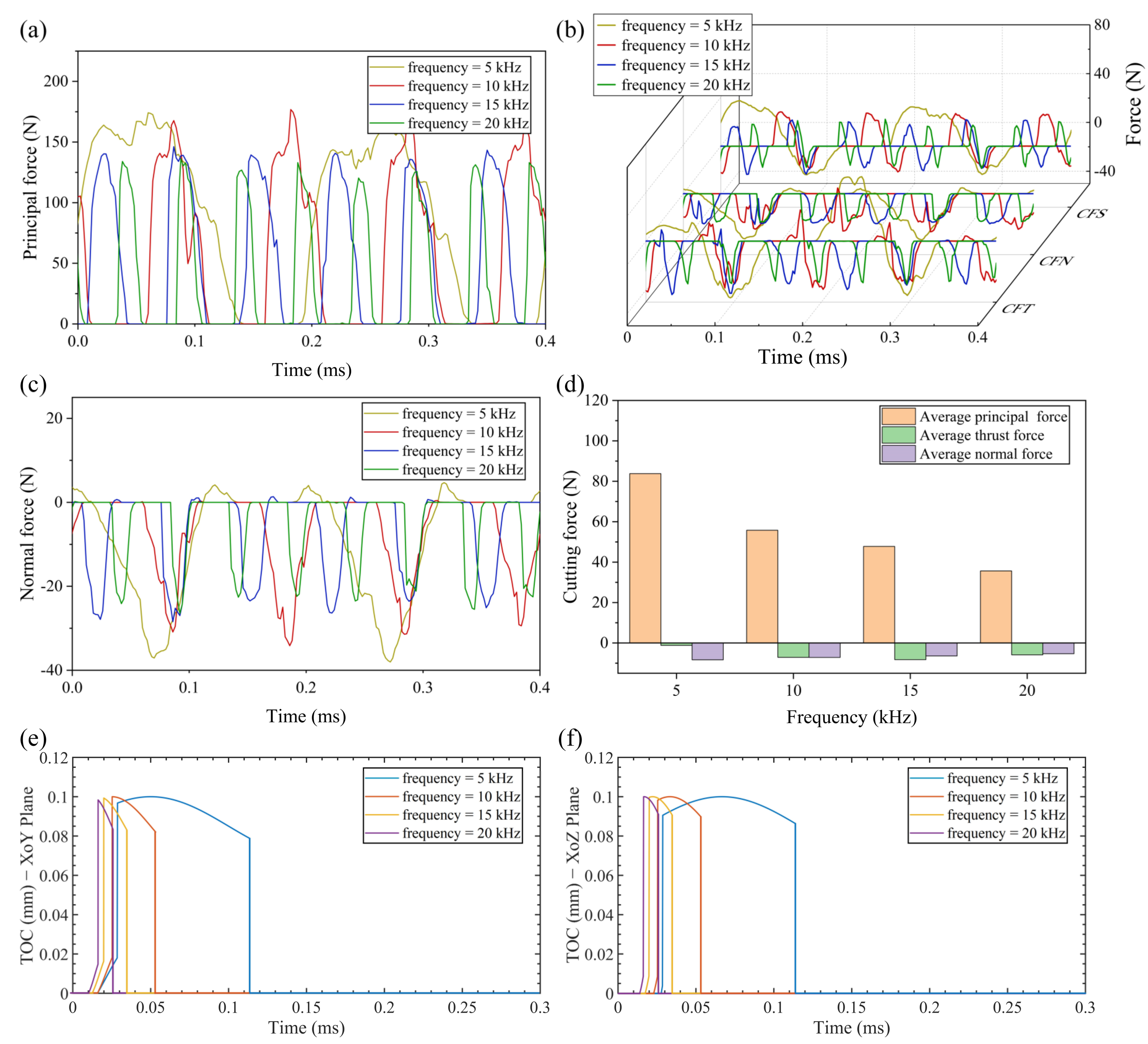
4.1.3. Effect of Vibration Frequency on Cutting Force
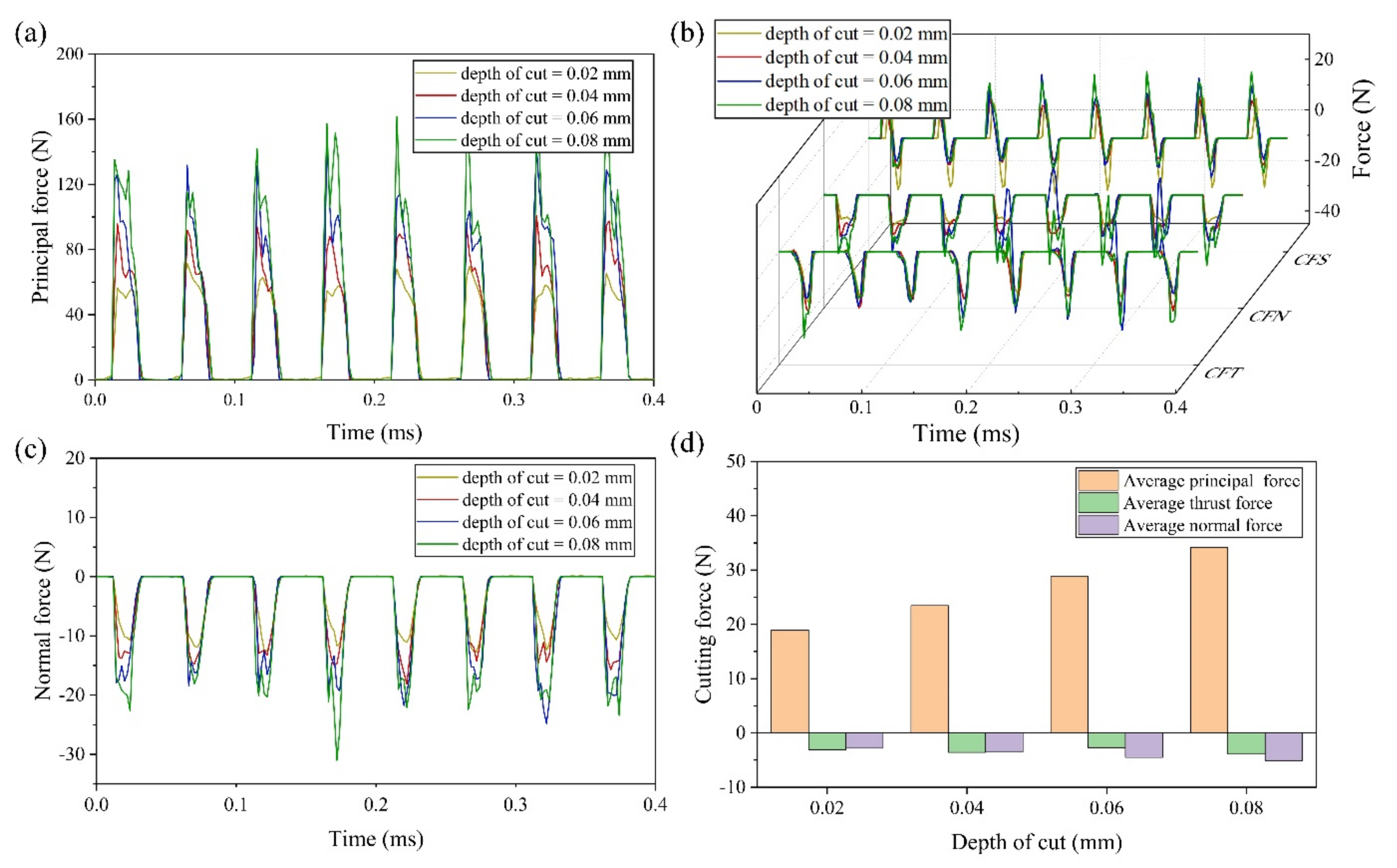
4.1.4. Effect of Cutting Depth on Cutting Force
4.2. Effect of Cutting Parameters on Residual Stress
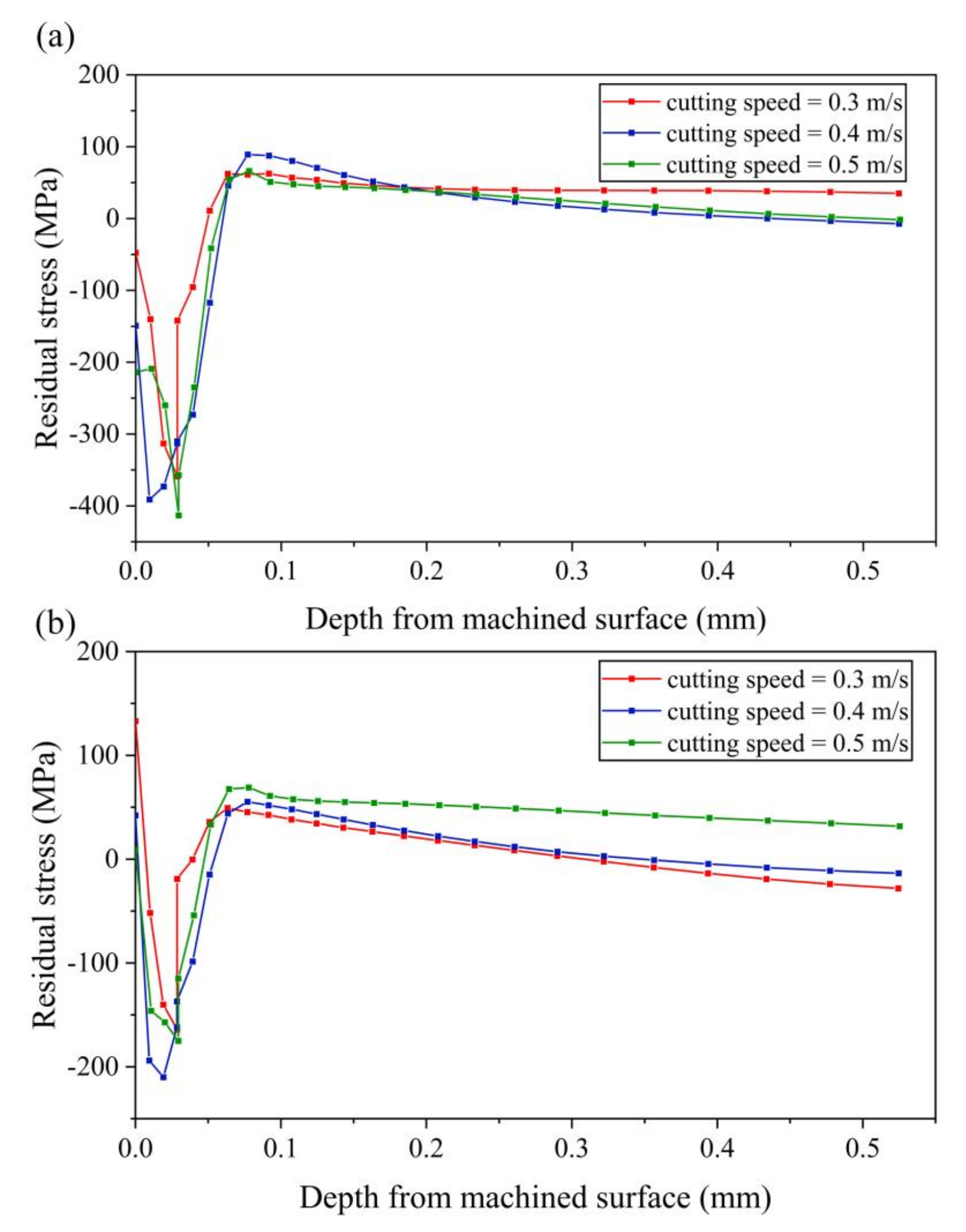
4.2.1. Effect of Cutting Speed on Residual Stress
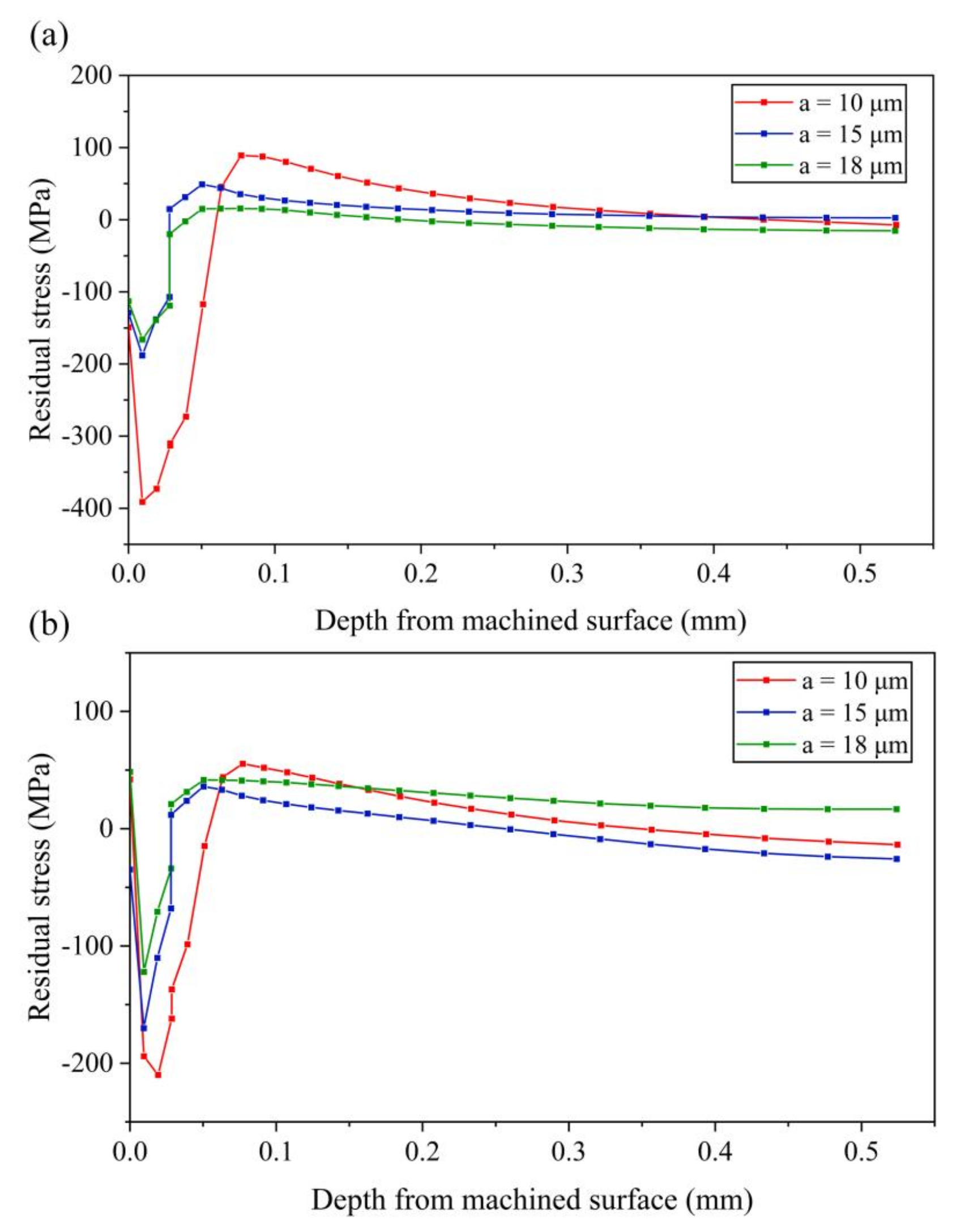
4.2.2. Effect of Vibration Amplitude on Residual Stress
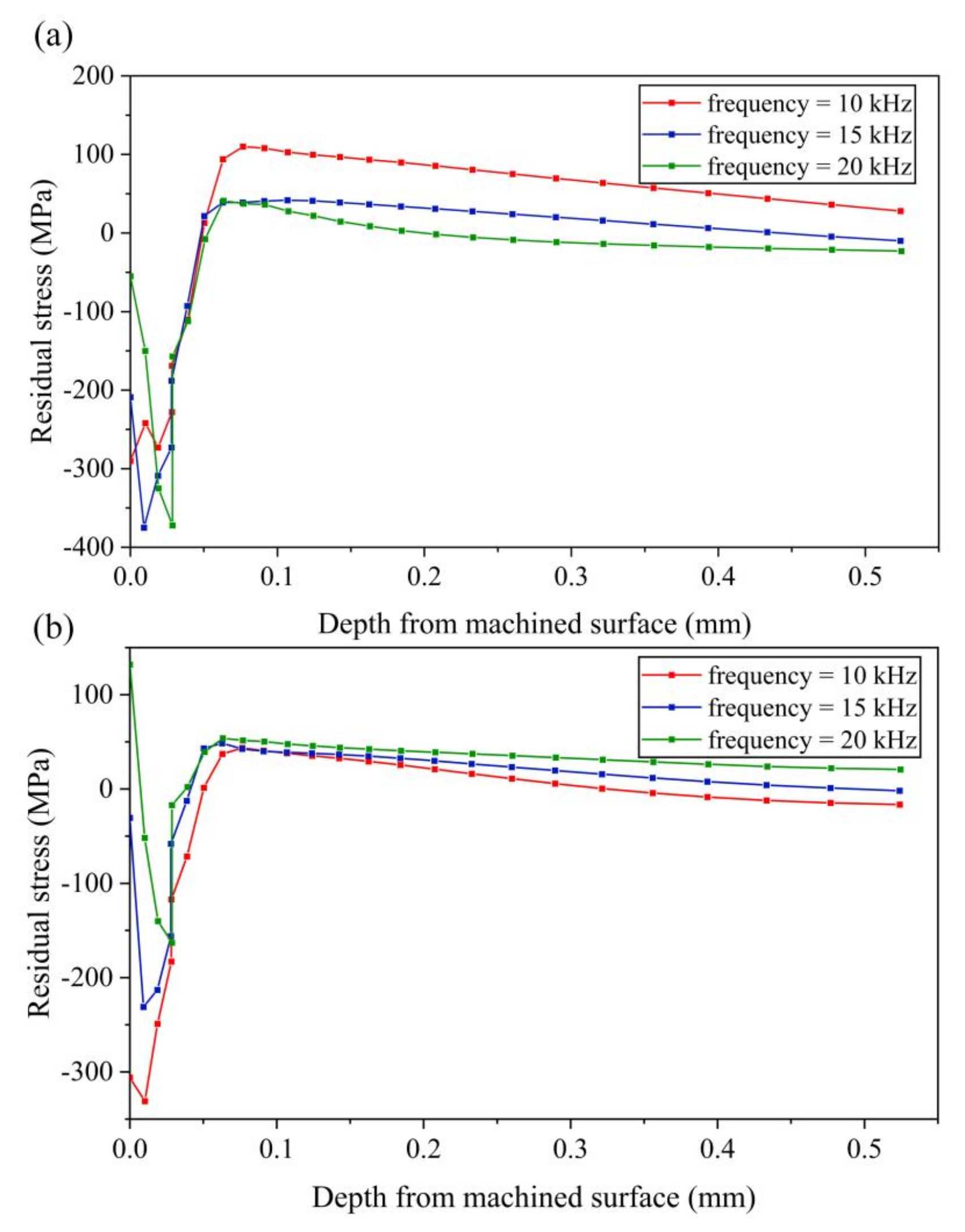
4.2.3. Effect of Vibration Frequency on Residual Stress
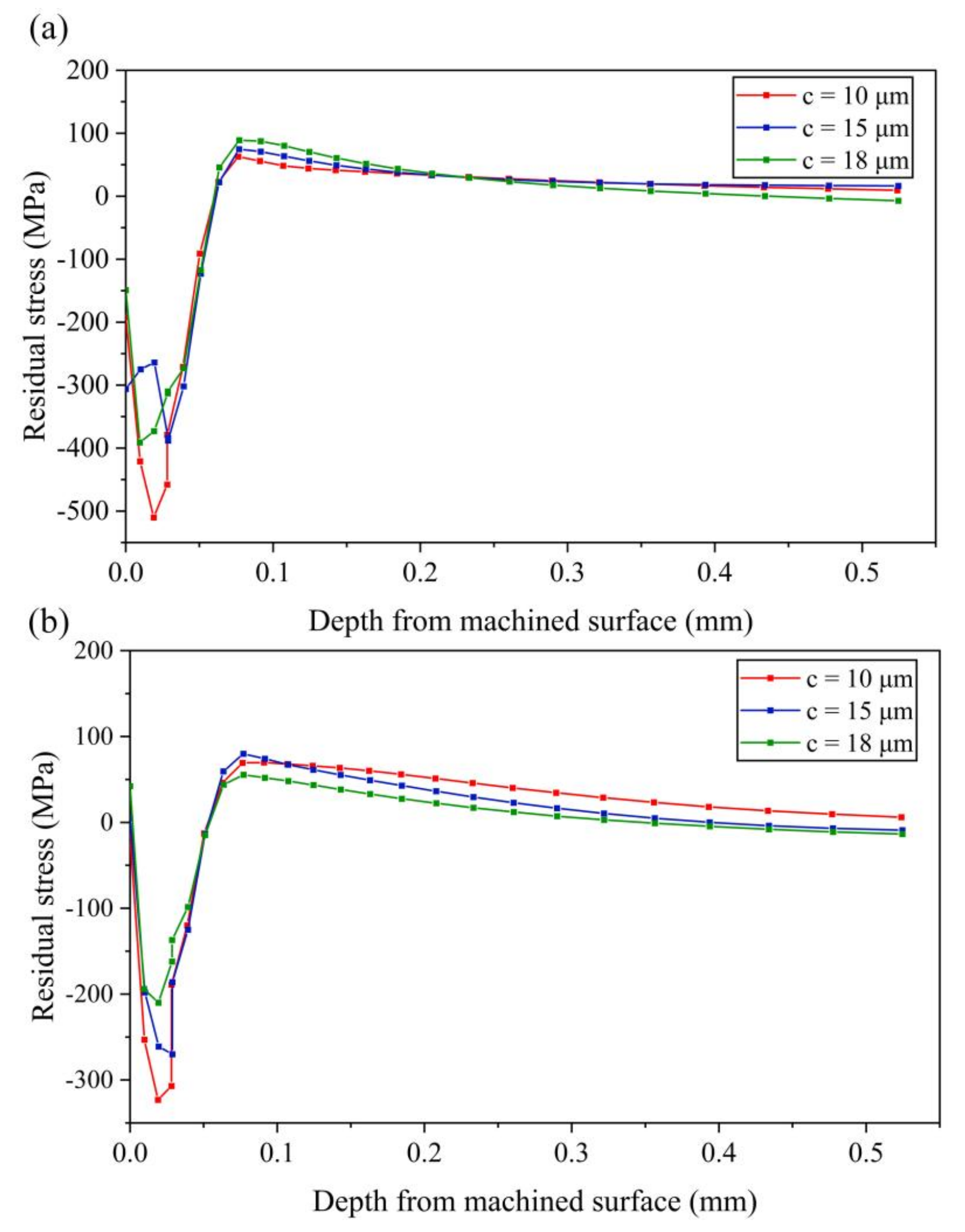
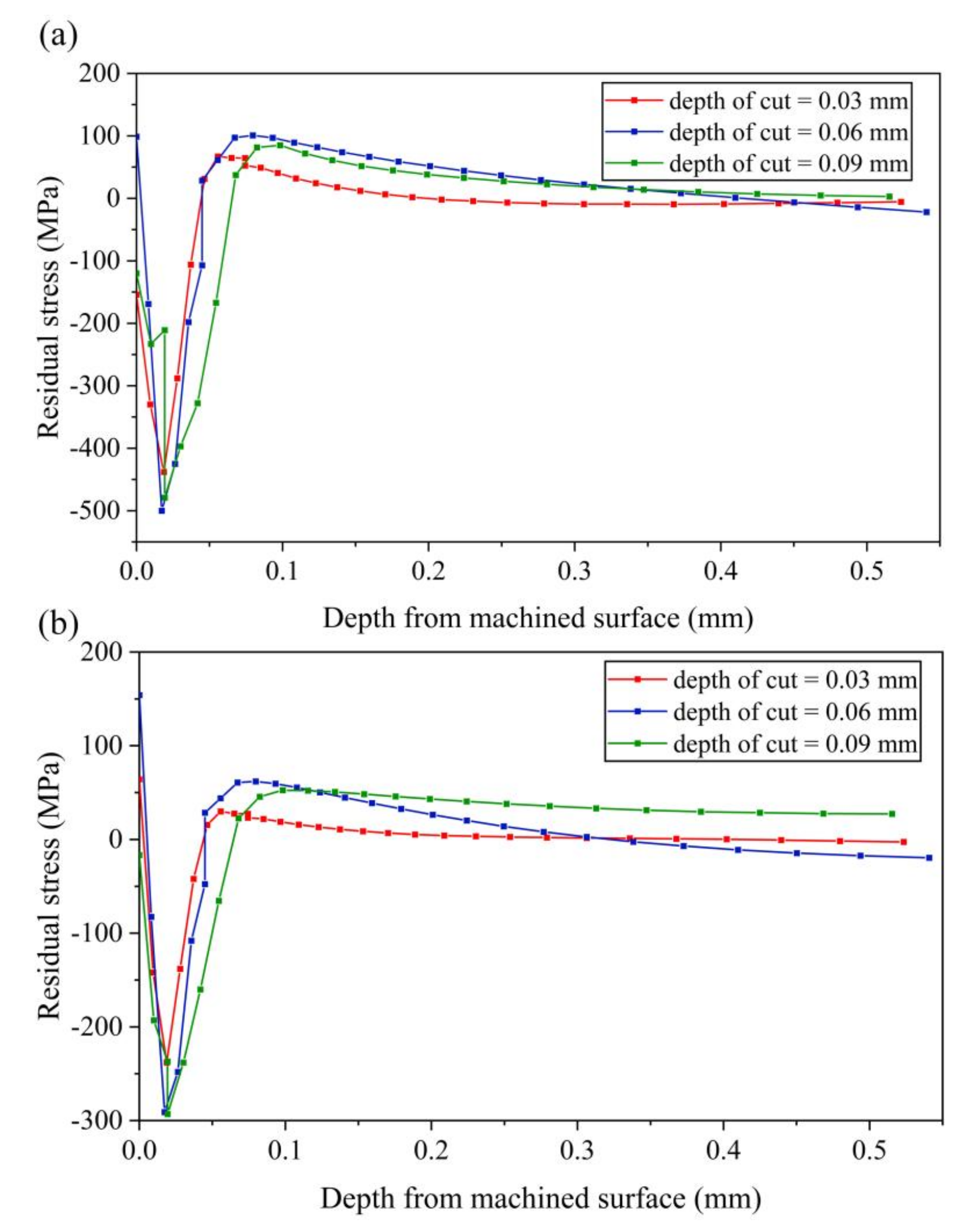
4.2.4. Effect of Cutting Depth on Residual Stress
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arrazola, P.J.; Garay, A.; Iriarte, L.M.; Armendia, M.; Marya, S.; Maître, F.L. Machinability of titanium alloys (Ti6Al4V and Ti555.3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef] [Green Version]
- Corduan, N.; Himbart, T.; Poulachon, G.; Dessoly, M.; Lambertin, M.; Vigneau, J. Wear mechanisms of new tool materials for Ti-6AI-4V high performance machining. CIRP Ann. 2003, 52, 73–76. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Moiduddin, K.; Akash, R.; Krishnan, S.; Mian, S.H.; Ameen, W. Influence of process parameters on dimensional accuracy of machined Titanium (Ti-6Al-4V) alloy in Laser Beam Machining Process. Opt. Laser Technol. 2020, 132, 106494. [Google Scholar] [CrossRef]
- Singh, N.K.; Singh, Y.; Sharma, A.; Prasad, R. Experimental investigation of flushing approaches on EDM machinability during machining of titanium alloy. Mater. Today. Proc. 2021, 38, 139–145. [Google Scholar] [CrossRef]
- Patrycja, S.Z.; Grzegorz, Z.; Viktoria, H.; Małgorzata, R.; Karol, K.; Marcin, M. Improved quality and functional properties of Ti-6Al-4V ELI alloy for personalized orthopedic implants fabrication with EBM process. J. Manuf. Processes 2022, 76, 175–194. [Google Scholar] [CrossRef]
- Su, Y.S.; Li, L. An Investigation of Cutting Performance and Action Mechanism in Ultrasonic Vibration-Assisted Milling of Ti6Al4V Using a PCD Tool. Micromachines 2021, 12, 1319. [Google Scholar] [CrossRef]
- Shamoto, E.; Moriwaki, T. Study on elliptical vibration cutting. CIRP Ann. 1994, 43, 35–38. [Google Scholar] [CrossRef]
- Maroju, N.K.; Jin, X.L. Effect of speed ratio on shear angle and forces in elliptical vibration assisted machining. J. Mater. Process. Technol. 2022, 302, 117498. [Google Scholar] [CrossRef]
- Ahn, J.H.; Lim, H.S.; Son, S.M. Improvement of micromachining accuracy by 2-Dimensional vibration cutting. Proc. Aspe. 1999, 20, 150–153. [Google Scholar]
- Suzuki, N.; Haritani, M.; Yang, J.; Hino, R.; Shamoto, E. Elliptical Vibration Cutting of Tungsten Alloy Molds for Optical Glass Parts. CIRP Ann. 2007, 56, 127–130. [Google Scholar] [CrossRef]
- Matthew, A.C. Elliptical Diamond Milling: Kinematics, Force and Tool Wear; North Carolina State University: Raleigh, NC, USA, 2001. [Google Scholar]
- Shamoto, E.; Moriwaki, T. Ultaprecision diamond cutting of hardened steel by applying elliptical vibration cutting. CIRP Ann. 1999, 48, 441–444. [Google Scholar] [CrossRef]
- Ma, C.X.; Shamoto, E.; Moriwaki, T. Study on the thrust cutting force in ultrasonic elliptical vibration cutting. Mater. Sci. Forum. 2004, 471, 396–400. [Google Scholar] [CrossRef]
- Liu, X.B.; Xiong, R.L.; Xiong, Z.W.; Zhang, S.J.; Zhao, L. Simulation and experimental study on surface residual stress of ultra-precision turned 2024 aluminum alloy. J. Braz. Soc. Mech. Sci. 2020, 42, 386. [Google Scholar] [CrossRef]
- Saito, H.; Jung, H.; Shamoto, E. Elliptical vibration cutting of hardened die steel with coated carbide tools. Precis. Eng. 2016, 45, 44–54. [Google Scholar] [CrossRef]
- Nath, C. A study on ultrasonic vibration cutting of difficult-to-cut materials; National University of Singapore: Singapore, 2008. [Google Scholar]
- Song, Y.C.; Park, C.H.; Moriwaki, T. Mirror finishing of Co-Cr-Mo alloy using elliptical vibration cutting. Precis. Eng. 2010, 34, 784–789. [Google Scholar] [CrossRef]
- Guo, P.; Lu, Y.; Pei, P.C.; Ehmann, K.F. Fast generation of micro-channels on cylindrical surfaces by elliptical vibration texturing. J. Manuf. Sci. Eng. ASME 2014, 136, 041008. [Google Scholar] [CrossRef]
- Kurniawan, R.; Kiswanto, G.; Ko, T.J. Micro-dimple pattern process and orthogonal cutting force analysis of elliptical vibration texturing. Int. J. Mach. Tools Manuf. 2016, 106, 127–140. [Google Scholar] [CrossRef]
- Xu, S.L.; Shimada, K.; Mizutani, M.; Kuriyagawa, T. Development of a novel 2D rotary ultrasonic texturing technique for fabricating tailored structures. Int. J. Adv. Manuf. Technol. 2017, 89, 1161–1172. [Google Scholar] [CrossRef]
- Shamoto, E.; Suzuki, N.; Hino, R. Analysis of 3D elliptical vibration cutting with thin shear plane model. CIRP Ann. 2008, 57, 57–60. [Google Scholar] [CrossRef]
- Lin, J.Q.; Li, Y.C.; Zhou, X.Q. Tool path generation for fabricating optical freeform surfaces by non-resonant three-dimensional elliptical vibration cutting. Proc. Inst. Mech. Eng. Part C J. Manuf. Eng. Sci. 2014, 228, 1208–1222. [Google Scholar] [CrossRef]
- Lin, J.Q.; Lu, M.M.; Zhou, X.Q. Development of a Non-Resonant 3D Elliptical Vibration Cutting Apparatus for Diamond Turning. Exp. Tech. 2016, 40, 173–183. [Google Scholar] [CrossRef]
- Lin, J.Q.; Liu, J.H.; Gao, X.P.; Wang, S.Q. Modeling and Analysis of Machining Force in Elliptical Vibration Cutting. Adv. Mater. Res. 2013, 2384, 2464–2469. [Google Scholar] [CrossRef]
- Lu, M.M.; Zhou, J.K.; Lin, J.Q.; Gu, Y.; Han, J.G.; Zhao, D.P. Study on Ti-6Al-4V alloy machining applying the non-resonant three-dimensional elliptical vibration cutting. Micromachines 2017, 8, 306. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.C.; Zhou, X.Q.; Lu, M.M.; Lin, J.Q.; Sun, J.B. Parameters Optimization for Machining Optical Parts of Difficult-To-cut Materials by Genetic Algorithm. Mater. Manuf. Processes 2013, 29, 9–14. [Google Scholar] [CrossRef]
- Lin, J.Q.; Jing, X.; Lu, M.M.; Gu, Y.; Han, J.G. Study on the tool wear of 3-D elliptical vibration cutting. Mech. Sci. 2017, 8, 215–220. [Google Scholar] [CrossRef] [Green Version]
- Kurniawan, R.; Ali, S.; Ko, T.J. Measurement of wettability on rhombohedral pattern fabricated by using 3D-UEVT. Measurement 2020, 160, 107784. [Google Scholar] [CrossRef]
- Wang, H.; Hu, Y.B.; Cong, W.L.; Hu, Z.Y.; Wang, Y.Q. A novel investigation on horizontal and 3D elliptical ultrasonic vibrations in rotary ultrasonic surface machining of carbon fber reinforced plastic composites. J. Manuf. Processes 2020, 52, 12–25. [Google Scholar] [CrossRef]
- Outeiro, J.; Cheng, W.Y.; Chinesta, F.; Ammar, A. Modelling and Optimization of Machining of Ti-6Al-4V Titanium Alloy Using Machine Learning and Design of Experiments Methods. J. Manuf. Mater. Process. 2022, 6, 58. [Google Scholar] [CrossRef]
- Friderikos, O.; Sagris, D.; David, C.N.; Korlos, A. Simulation of Adiabatic Shear Bands in Orthogonal Machining of Ti6Al4V Using a Rigid-Viscoplastic Finite Element Analysis. Metals. 2020, 10, 338. [Google Scholar] [CrossRef] [Green Version]
- Sun, Z.T.; Shuang, F.; Ma, W. Investigations of vibration cutting mechanisms of Ti6Al4V alloy. Int. J. Mech. Sci. 2018, 148, 510–530. [Google Scholar] [CrossRef]
- Airao, J.; Nirala, C.K.; Outeiro, J.; Khanna, N. Surface integrity in ultrasonic-assisted turning of Ti6Al4V using sustainable cutting fluid. Procedia CIRP 2022, 108, 55–60. [Google Scholar] [CrossRef]
- Xie, H.B.; Wang, Z.J. Study of cutting forces using FE, ANOVA, and BPNN in elliptical vibration cutting of titanium alloy Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2019, 105, 5105–5120. [Google Scholar] [CrossRef]
- Wang, Z.D.; Pan, Y.Z.; Zhang, Y.J.; Men, X.H.; Fu, X.L.; Ren, S.F. Study on the Material Removal Mechanism of Ultrasonic Elliptical Vibration Cutting of Medical β Titanium Alloy. Micromachines 2022, 13, 819. [Google Scholar] [CrossRef]
- Zhou, J.K.; Lu, M.M.; Lin, J.Q.; Du, Y.S. Elliptic vibration assisted cutting of metal matrix composite reinforced by silicon carbide: An investigation of machining mechanisms and surface integrity. J. Mater. Res. Technol. 2021, 15, 1115–1129. [Google Scholar] [CrossRef]
- Kurniawan, R.; Ali, S.; Ko, T.J. Finite Element Analysis in Ultrasonic Elliptical Vibration Cutting (UEVC) During Micro Grooving in AISI 1045. Int. J. Precis. Eng. Man. 2021, 22, 1497–1515. [Google Scholar] [CrossRef]
- Lee, W.S.; Lin, C.F. High-temperature deformation behavior of Ti6Al4V alloy evaluated by high strain-rate compression tests. J. Mater. Process. Technol. 1998, 75, 127–136. [Google Scholar] [CrossRef]
- Chen, G.; Ren, C.Z.; Yang, X.Y.; Jin, X.M.; Guo, T. Finite element simulation of high-speed machining of titanium alloy (Ti–6Al–4V) based on ductile failure model. Int. J. Adv. Manuf. Technol. 2011, 56, 1027–1038. [Google Scholar] [CrossRef]
- Hillerborg, A.; Modéer, M.; Petersson, P.E. Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem. Concr. Res. 1976, 6, 773–781. [Google Scholar] [CrossRef]
- Lin, J.Q.; Han, J.G.; Zhou, X.Q.; Hao, Z.P.; Lu, M.M. Study on predictive model of cutting force and geometry parameters for oblique elliptical vibration cutting. Int. J. Mech. Sci. 2016, 117, 43–52. [Google Scholar] [CrossRef]
- Shet, C.; Deng, X. Residual stresses and strains in orthogonal metal cutting. Int. J. Mach. Tools Manuf. 2003, 43, 573–587. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A (MPa) | B (MPa) | C | n | m | Tm (°C) | Tr (°C) |
|---|---|---|---|---|---|---|
| 782.7 | 498.4 | 0.028 | 0.28 | 1 | 1660 | 20 |
| d1 | d2 | d3 | d4 | d5 | |
|---|---|---|---|---|---|
| −0.09 | 0.25 | −0.5 | 0.014 | 3.87 | 0.001 |
| Properties | Ti6Al4V | PCD |
|---|---|---|
| Density (kg/m3) | 4440 | 14,450 |
| Young’s modulus (GPa) | 119 | 640 |
| Poisson’s ratio | 0.29 | 0.22 |
| Specific heat (J/kg/K) | 661 | 220 |
| Thermal conductivity (W/m/K) | 6.8 | 75.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Han, J.; Yu, H.; Wang, J.; Lu, M.; Tian, Y.; Lin, J. Finite Element Investigation on Cutting Force and Residual Stress in 3D Elliptical Vibration Cutting Ti6Al4V. Micromachines 2022, 13, 1278. https://doi.org/10.3390/mi13081278
Li S, Han J, Yu H, Wang J, Lu M, Tian Y, Lin J. Finite Element Investigation on Cutting Force and Residual Stress in 3D Elliptical Vibration Cutting Ti6Al4V. Micromachines. 2022; 13(8):1278. https://doi.org/10.3390/mi13081278
Chicago/Turabian StyleLi, Shiyu, Jinguo Han, Haiqiang Yu, Jinhui Wang, Mingming Lu, Yebing Tian, and Jieqiong Lin. 2022. "Finite Element Investigation on Cutting Force and Residual Stress in 3D Elliptical Vibration Cutting Ti6Al4V" Micromachines 13, no. 8: 1278. https://doi.org/10.3390/mi13081278