
Design and Characterization of a Planar Micro-Conveyor Device Based on Cooperative Legged Piezoelectric MEMS Resonators


Abstract
:1. Introduction
2. Materials and Methods
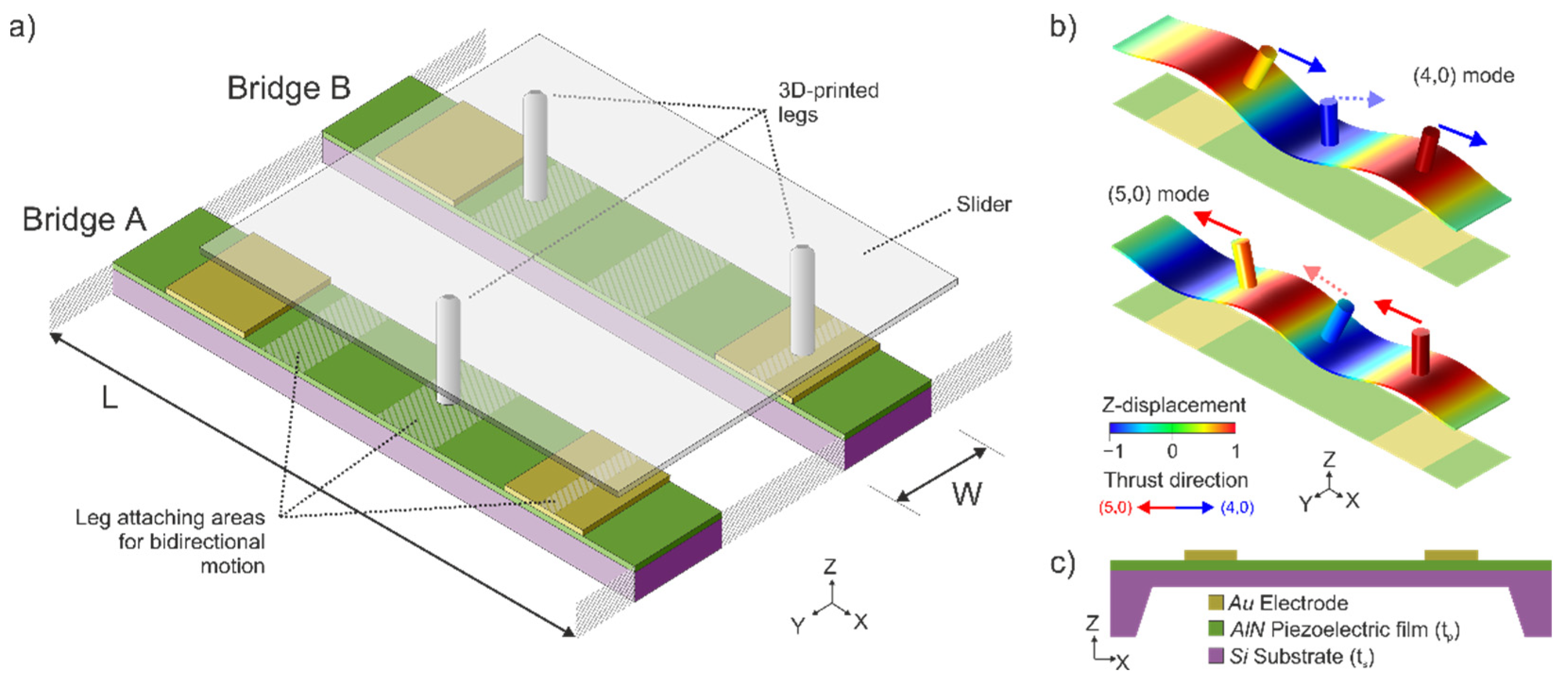
2.1. Device Design
2.2. Device Fabrication
2.3. Device Characterization
3. Results
3.1. Motor Leg Optimization
3.2. Electrical Characterization
3.3. Kinetic Characterization
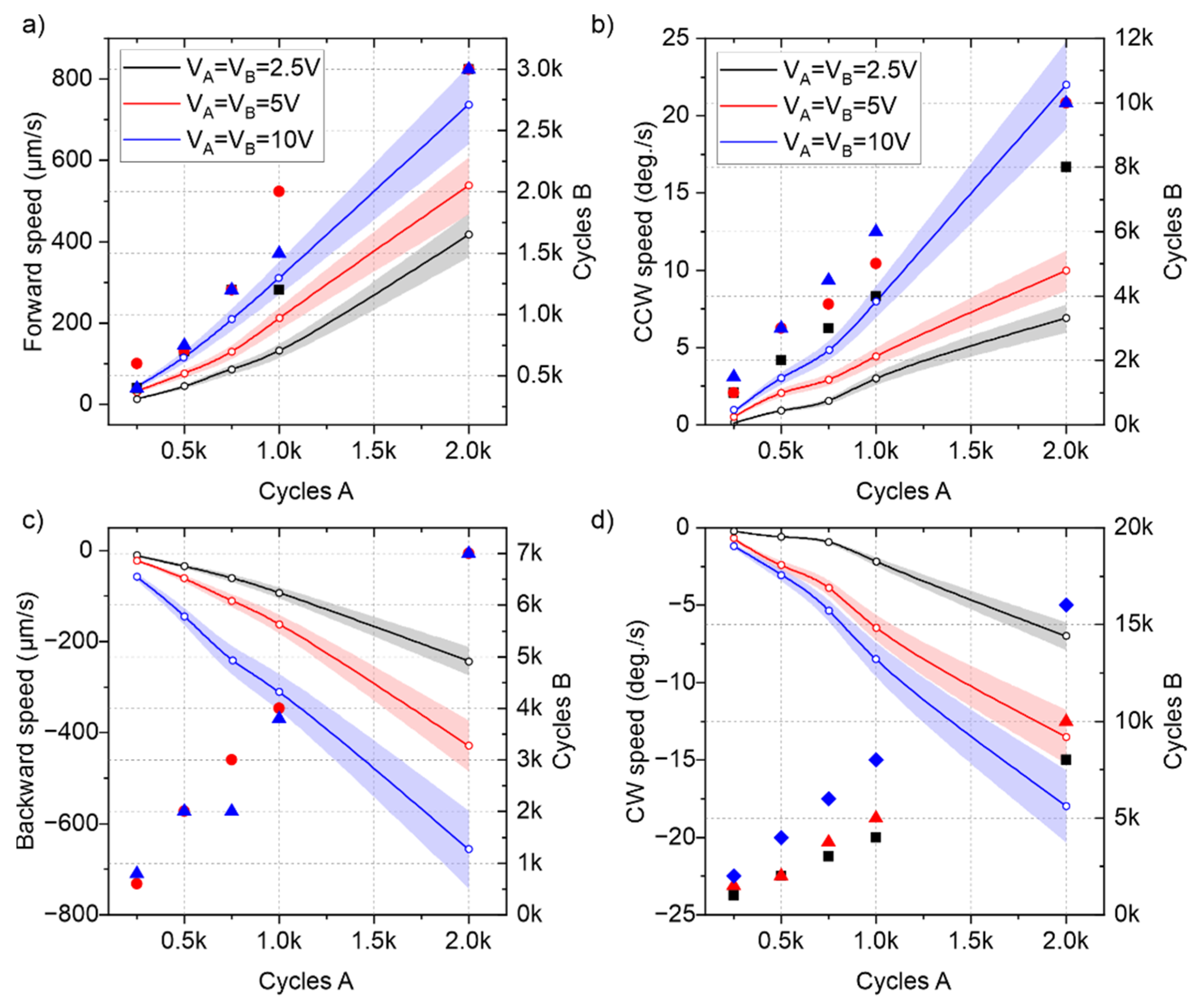
3.3.1. Speed Control
3.3.2. Positional Control
3.3.3. Mass Loading and Surface Roughness
3.3.4. Complex Trajectory
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- St. Pierre, R.; Bergbreiter, S. Toward Autonomy in Sub-Gram Terrestrial Robots. Annu. Rev. Control Robot. Auton. Syst. 2019, 2, 231–252. [Google Scholar] [CrossRef]
- Okazaki, Y.; Mishima, N.; Ashida, K. Microfactory—Concept, History, and Developments. J. Manuf. Sci. Eng. 2005, 126, 837–844. [Google Scholar] [CrossRef]
- Pérez, R.; Dávila, O.; Molina, A.; Ramírez-Cadena, M. Reconfigurable Micro-Machine Tool Design for Desktop Machining Micro-Factories. IFAC Proc. Vol. 2013, 46, 1417–1422. [Google Scholar] [CrossRef]
- Zhakypov, Z.; Uzunovic, T.; Nergiz, A.O.; Baran, E.A.; Golubovic, E.; Sabanovic, A. Modular and Reconfigurable Desktop Microfactory for High Precision Manufacturing. Int. J. Adv. Manuf. Technol. 2017, 90, 3749–3759. [Google Scholar] [CrossRef]
- Qin, Y. Micromanufacturing Engineering and Technology, 2nd ed.; William Andrew: Norwich, NY, USA, 2015; ISBN 978-0-323-31267-7. [Google Scholar]
- Michálek, T.; Bolopion, A.; Hurák, Z.; Gauthier, M. Electrorotation of Arbitrarily Shaped Micro-Objects: Modeling and Experiments. IEEEASME Trans. Mechatron. 2020, 25, 828–836. [Google Scholar] [CrossRef]
- Ebefors, T.; Mattsson, J.U.; Kälvesten, E.; Stemme, G. A Robust Micro Conveyer Realized by Arrayed Polyimide Joint Actuators. J. Micromechanics Microengineering 2000, 10, 337. [Google Scholar] [CrossRef]
- Ataka, M.; Legrand, B.; Buchaillot, L.; Collard, D.; Fujita, H. Design, Fabrication and Operation of Two-Dimensional Conveyance System with Ciliary Actuator Arrays. IEEEASME Trans. Mechatron. 2009, 14, 119–125. [Google Scholar] [CrossRef]
- Arora, N.; Khan, M.U.; Petit, L.; Lamarque, F.; Prelle, C. Design and Development of a Planar Electromagnetic Conveyor for the Microfactory. IEEEASME Trans. Mechatron. 2019, 24, 1723–1731. [Google Scholar] [CrossRef]
- Duque Tisnes, S.; Tasneem, A.; Petit, L.; Prelle, C. Trajectory and Conveyance Validation of a Micro Conveyor Based on a Digital Electromagnetic Actuators Array for the Micro-Factory. Appl. Sci. 2021, 11, 11980. [Google Scholar] [CrossRef]
- Huyan, P.; Huang, Y.; Li, P.; Cui, X.; Petit, L.; Prelle, C. Experimental Characterization of a Stick-Slip Driving Micro Conveyance Device Consisting of Digital Actuators. Actuators 2022, 11, 112. [Google Scholar] [CrossRef]
- Yahiaoui, R.; Zeggari, R.; Malapert, J.; Manceau, J.-F. A MEMS-Based Pneumatic Micro-Conveyor for Planar Micromanipulation. Mechatronics 2012, 22, 515–521. [Google Scholar] [CrossRef]
- Chen, X.; Zhong, W.; Li, C.; Fang, J.; Liu, F. Development of a Contactless Air Conveyor System for Transporting and Positioning Planar Objects. Micromachines 2018, 9, 487. [Google Scholar] [CrossRef] [Green Version]
- Smith, G.L.; Rudy, R.Q.; Polcawich, R.G.; DeVoe, D.L. Integrated Thin-Film Piezoelectric Traveling Wave Ultrasonic Motors. Sens. Actuators Phys. 2012, 188, 305–311. [Google Scholar] [CrossRef]
- Schlinquer, T.; Homayouni-Amlashi, A.; Rakotondrabe, M.; Ousaid, A.M. Design of Piezoelectric Actuators by Optimizing the Electrodes Topology. IEEE Robot. Autom. Lett. 2021, 6, 72–79. [Google Scholar] [CrossRef]
- Chen, J.; Chen, Z.; Li, X.; Dong, S. A High-Temperature Piezoelectric Linear Actuator Operating in Two Orthogonal First Bending Modes. Appl. Phys. Lett. 2013, 102, 052902. [Google Scholar] [CrossRef]
- Tellers, M.C.; Pulskamp, J.S.; Bedair, S.S.; Rudy, R.Q.; Kierzewski, I.M.; Polcawich, R.G.; Bergbreiter, S.E. Characterization of a Piezoelectric MEMS Actuator Surface toward Motion-Enabled Reconfigurable RF Circuits. J. Micromechanics Microengineering 2018, 28, 035001. [Google Scholar] [CrossRef]
- Ruiz-Díez, V.; Hernando-García, J.; Toledo, J.; Ababneh, A.; Seidel, H.; Sánchez-Rojas, J.L. Piezoelectric MEMS Linear Motor for Nanopositioning Applications. Actuators 2021, 10, 36. [Google Scholar] [CrossRef]
- Siyuan, H.; Weishan, C.; Xie, T.; Zaili, C. Standing Wave Bi-Directional Linearly Moving Ultrasonic Motor. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1998, 45, 1133–1139. [Google Scholar] [CrossRef]
- Hernando-García, J.; García-Caraballo, J.L.; Ruiz-Díez, V.; Sánchez-Rojas, J.L. Motion of a Legged Bidirectional Miniature Piezoelectric Robot Based on Traveling Wave Generation. Micromachines 2020, 11, 321. [Google Scholar] [CrossRef] [Green Version]
- Hernando-García, J.; García-Caraballo, J.L.; Ruiz-Díez, V.; Sánchez-Rojas, J.L. Comparative Study of Traveling and Standing Wave-Based Locomotion of Legged Bidirectional Miniature Piezoelectric Robots. Micromachines 2021, 12, 171. [Google Scholar] [CrossRef]
- Ruiz-Díez, V.; Manzaneque, T.; Hernando-García, J.; Ababneh, A.; Kucera, M.; Schmid, U.; Seidel, H.; Sánchez-Rojas, J.L. Design and Characterization of AlN-Based in-Plane Microplate Resonators. J. Micromechanics Microengineering 2013, 23, 074003. [Google Scholar] [CrossRef]
- Ababneh, A.; Schmid, U.; Hernando, J.; Sánchez-Rojas, J.L.; Seidel, H. The Influence of Sputter Deposition Parameters on Piezoelectric and Mechanical Properties of AlN Thin Films. Mater. Sci. Eng. B 2010, 172, 253–258. [Google Scholar] [CrossRef]
- Qiu, H.; Schwarz, P.; Feili, D.; Wu, X.; Seidel, H. Air Damping of Micro Bridge Resonator Vibrating Close to a Surface with a Moderate Distance. J. Micromechanics Microengineering 2015, 25, 055016. [Google Scholar] [CrossRef]
- Formlabs, Somerville, USA. Rigid 10K Technical Data Sheet. Online. 2021. Available online: https://formlabs-media.formlabs.com/datasheets/2001479-TDS-ENUS-0.pdf (accessed on 20 July 2022).
- Ruiz-Díez, V.; García-Caraballo, J.L.; Hernando-García, J.; Sánchez-Rojas, J.L. 3D-Printed Miniature Robots with Piezoelectric Actuation for Locomotion and Steering Maneuverability Applications. Actuators 2021, 10, 335. [Google Scholar] [CrossRef]
- Ueha, S.; Tomikawa, Y. Ultrasonic Motors: Theory and Applications; Clarendon Press, Oxford University Press: Oxford, NY, USA, 1993; ISBN 0-19-859376-7. [Google Scholar]
- Paton, K.R.; Varrla, E.; Backes, C.; Smith, R.J.; Khan, U.; O’Neill, A.; Boland, C.; Lotya, M.; Istrate, O.M.; King, P.; et al. Scalable Production of Large Quantities of Defect-Free Few-Layer Graphene by Shear Exfoliation in Liquids. Nat. Mater. 2014, 13, 624–630. [Google Scholar] [CrossRef]
- Manzaneque, T.; Hernando, J.; Rodríguez-Aragón, L.; Ababneh, A.; Seidel, H.; Schmid, U.; Sánchez-Rojas, J.L. Analysis of the Quality Factor of AlN-Actuated Micro-Resonators in Air and Liquid. Microsyst. Technol. 2010, 16, 837–845. [Google Scholar] [CrossRef]
- Jianqiang, H.; Changchun, Z.; Junhua, L.; Yongning, H. Dependence of the Resonance Frequency of Thermally Excited Microcantilever Resonators on Temperature. Sens. Actuators Phys. 2002, 101, 37–41. [Google Scholar] [CrossRef]
- Ma, J.; You, B.; Xu, J. Study on Quartz Tuning Fork Resonator as Micro Temperature. In Proceedings of the 2010 IEEE 5th International Conference on Nano/Micro Engineered and Molecular Systems, Xiamen, China, 20–23 January 2010; pp. 1102–1105. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resonant Mode | (4,0) Mode | (5,0) Mode | ||||
|---|---|---|---|---|---|---|
| Plate | fres (kHz) | Q | ΔG (µS) | fres (kHz) | Q | ΔG (µS) |
| A (without legs) at atm | 60.1 | 302 | 1.25 | 99.3 | 224 | 1.7 |
| A (with legs) at atm | 54 | 388 | 1.43 | 88.9 | 365 | 3.38 |
| A (with legs) in vacuum | 54.2 | 709 | 2.65 | 89.2 | 828 | 7.76 |
| B (without legs) at atm | 60.2 | 291 | 1.03 | 100 | 199 | 0.76 |
| B (with legs) at atm | 54 | 378 | 1.18 | 88.9 | 239 | 0.95 |
| B (with legs) in vacuum | 54.3 | 714 | 2.25 | 89.2 | 292 | 1.20 |
| Type of Motion | Maximum Speed (Tb = 1 s) | Maximum Estimated Speed (Minimum Tb) | Minimum Shift |
|---|---|---|---|
| Forward | 700 µm/s | 20 mm/s | 100 nm |
| Backward | 650 µm/s | 5 mm/s | 200 nm |
| Counterclockwise | 22 deg./s | 180 deg./s | 20 mdeg. |
| Clockwise | 17 deg./s | 140 deg./s | 15 mdeg. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruiz-Díez, V.; Ababneh, A.; Seidel, H.; Sánchez-Rojas, J.L. Design and Characterization of a Planar Micro-Conveyor Device Based on Cooperative Legged Piezoelectric MEMS Resonators. Micromachines 2022, 13, 1202. https://doi.org/10.3390/mi13081202
Ruiz-Díez V, Ababneh A, Seidel H, Sánchez-Rojas JL. Design and Characterization of a Planar Micro-Conveyor Device Based on Cooperative Legged Piezoelectric MEMS Resonators. Micromachines. 2022; 13(8):1202. https://doi.org/10.3390/mi13081202
Chicago/Turabian StyleRuiz-Díez, Víctor, Abdallah Ababneh, Helmut Seidel, and José Luis Sánchez-Rojas. 2022. "Design and Characterization of a Planar Micro-Conveyor Device Based on Cooperative Legged Piezoelectric MEMS Resonators" Micromachines 13, no. 8: 1202. https://doi.org/10.3390/mi13081202