
Nonlinear Effects of Pulsed Ion Beam in Ultra-High Resolution Material Removal

Abstract
:1. Introduction
2. “Thermal Spot” Model Theory
3. Sputtering Experiments and Phenomena Analysis
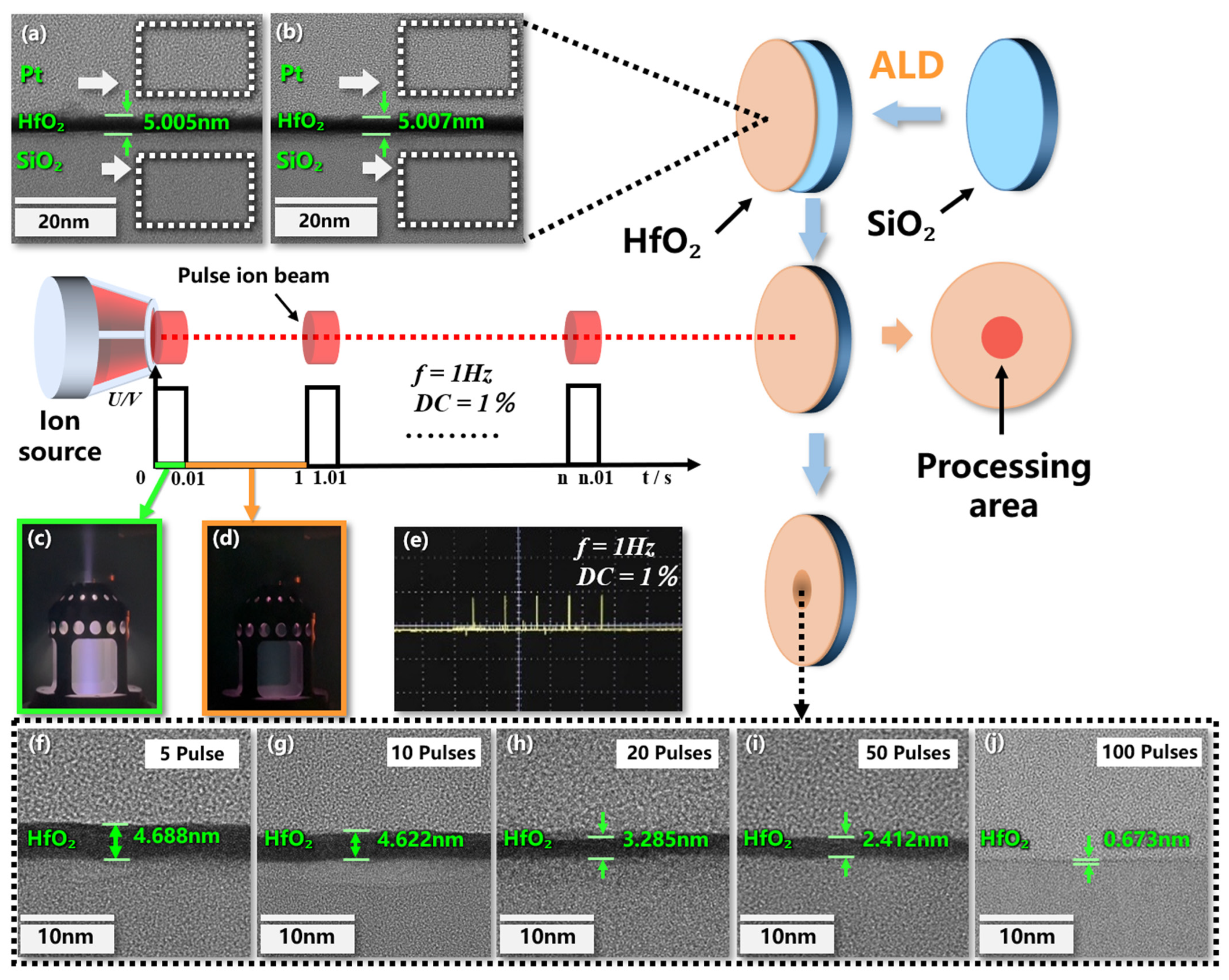
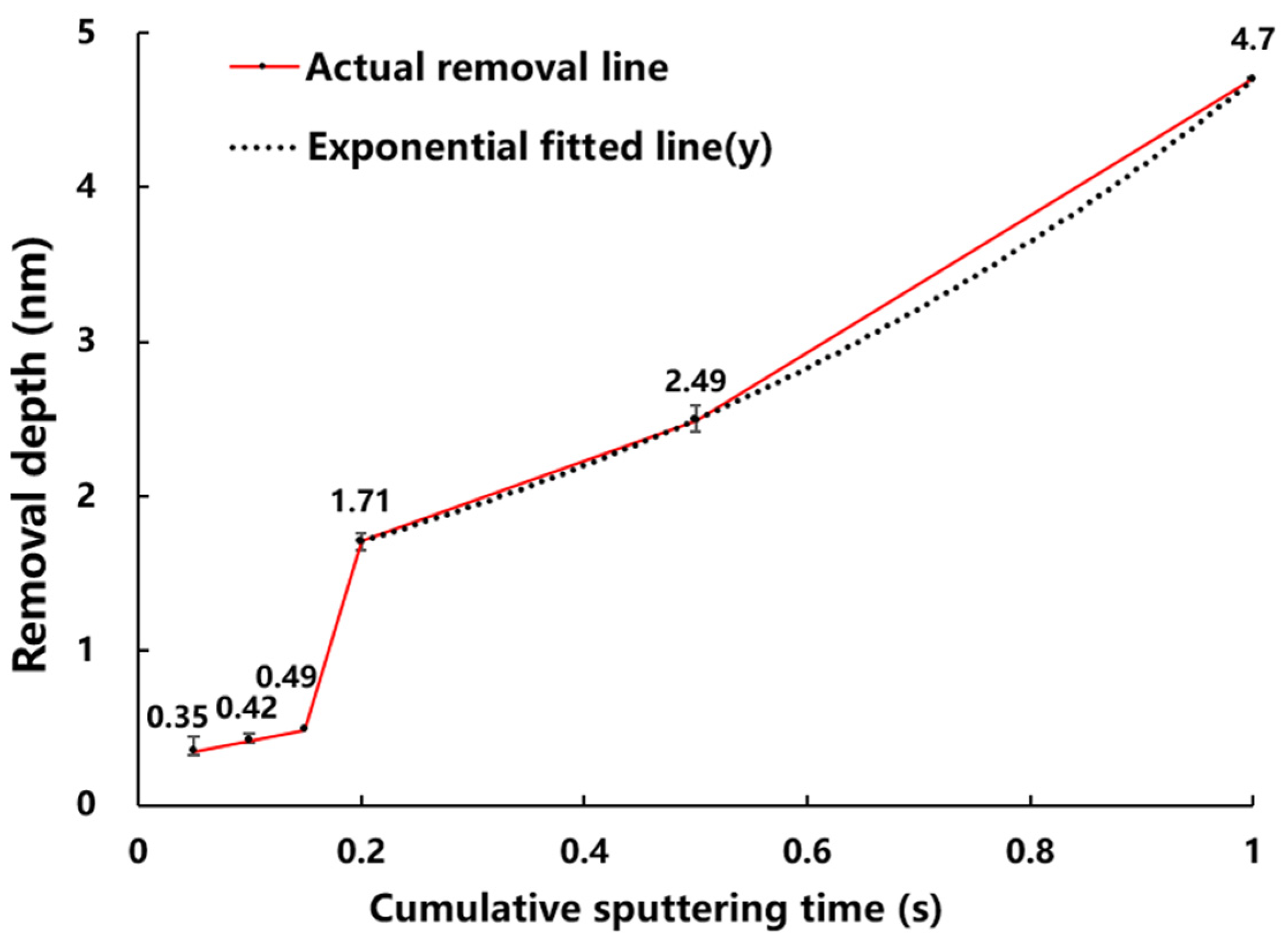
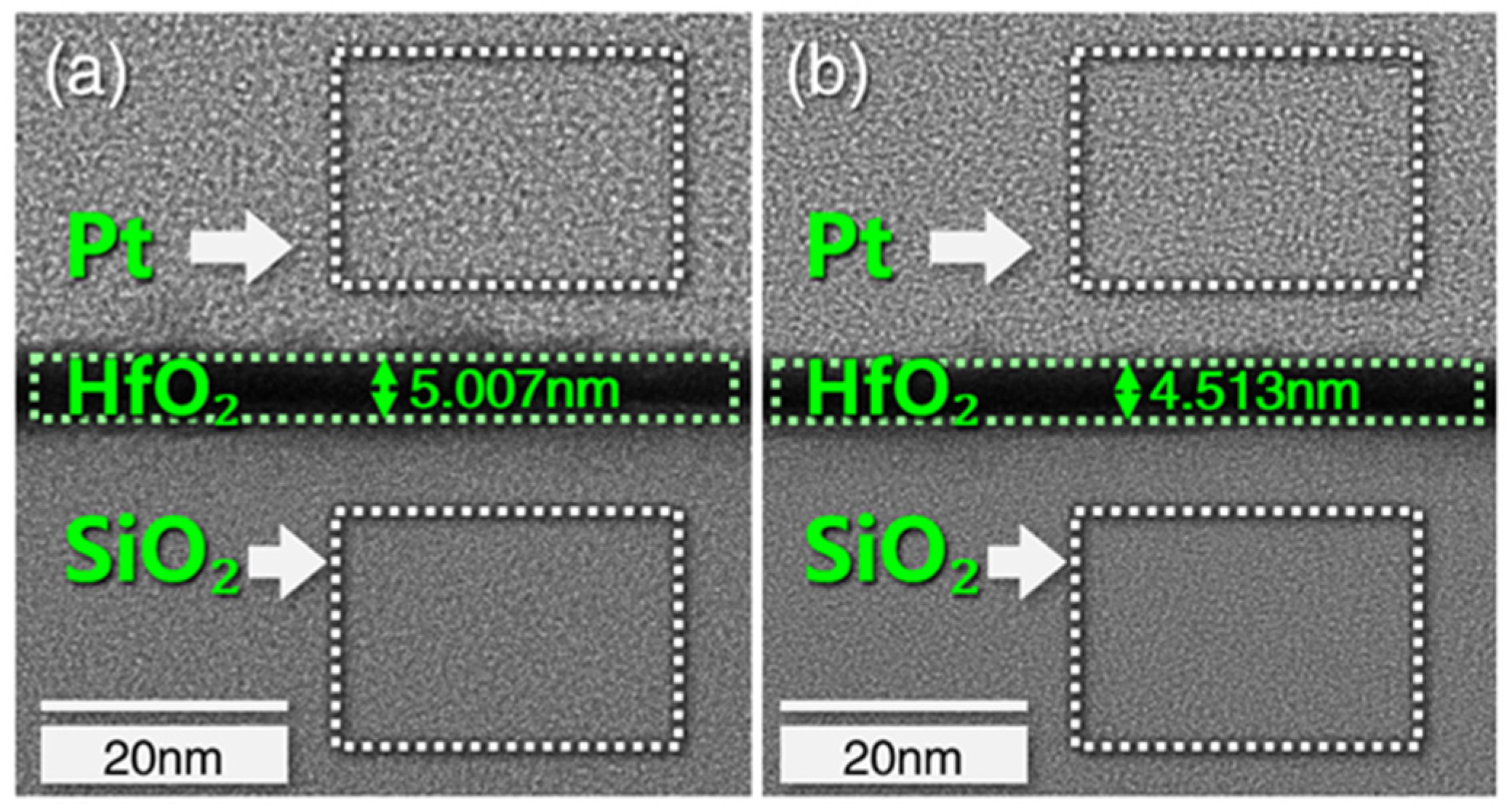
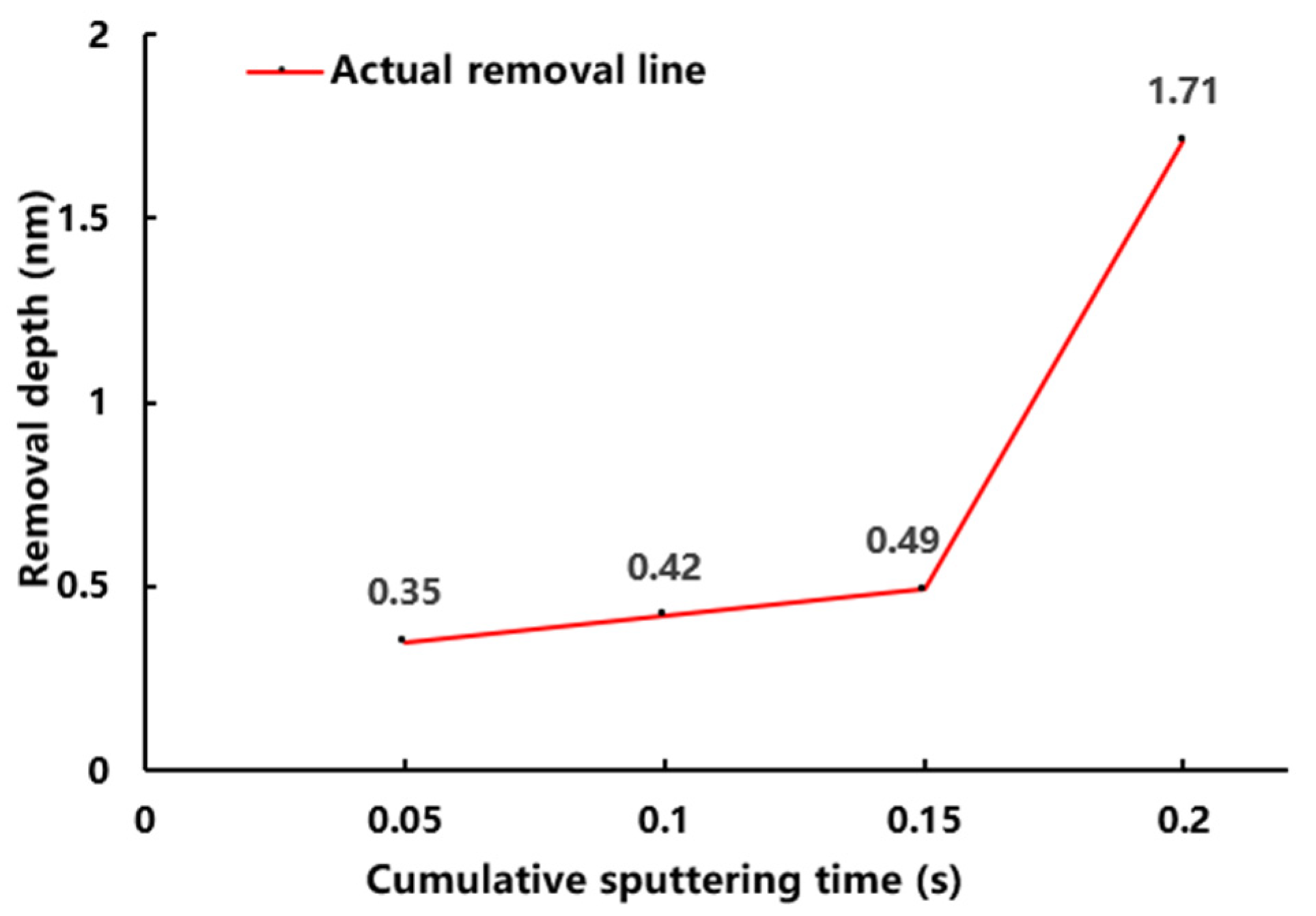
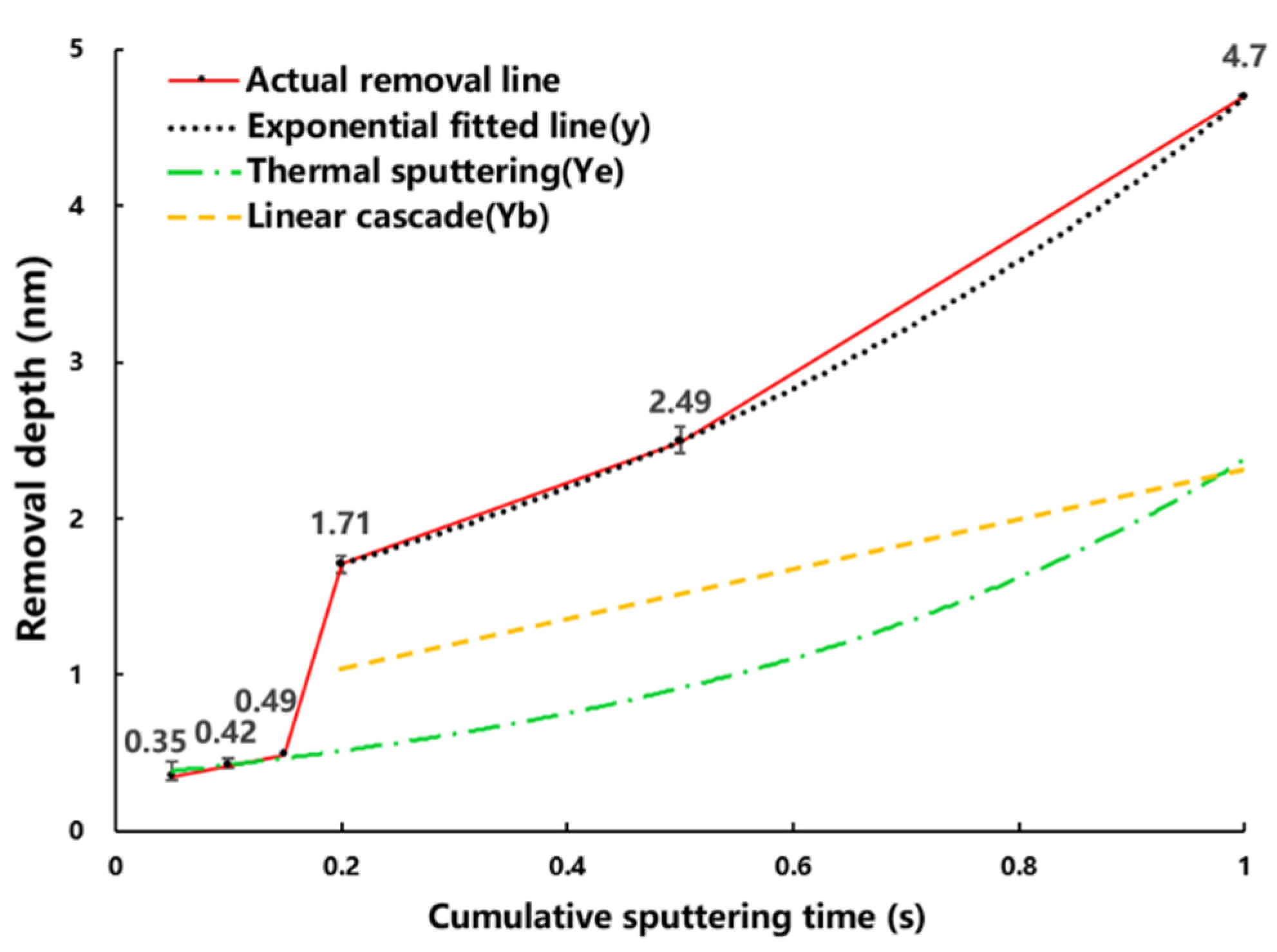
3.1. Removal Depth Rule
3.2. Sputtering Model Transition Point
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviation
| Abbreviation | Meaning |
| Beam density | |
| V | Voltage between the screen grid and the accelerator grid |
| Distance between the screen grid and the accelerator grid | |
| Ion mass | |
| I | Beam intensity |
| f | Pulse frequency |
| t | Ion beam sputtering time |
| Linear cascade sputtering removal | |
| N | Atomic density of the sample material |
| Binding energy of the sample surface | |
| T | Surface temperature |
| Evaporation rate | |
| Charge and electric quantity | |
| Vacuum dielectric constant | |
| Beam diameter | |
| Total acceleration voltage | |
| E | Ejected energy |
| DC | Pulse duty cycle |
| Material sputtering removal | |
| Non-linear thermal sputtering removal | |
| Mass of the target atoms | |
| k | Boltzmann’s constant |
| Hot surface area |
References
- Zatsepin, D.; Boukhvalov, D.; Buntov, E.; Zatsepin, A.; Batalov, R.; Novikov, H.; Bayazitov, R. Effect of pulsed ion-beam treatment on the electronic and optical properties of GaN epitaxial films on sapphire. Appl. Surf. Sci. 2022, 590, 153023. [Google Scholar] [CrossRef]
- Zhou, Q.; Hu, R.; Sha, G. A new mechanism of surface phase formation on precipitation-hardening alloy under ion irradiation. Appl. Surf. Sci. 2021, 563, 150358. [Google Scholar] [CrossRef]
- Fang, F.; Zhang, N.; Guo, D.; Ehmann, K.; Cheung, B.; Liu, K.; Yamamura, K. Towards atomic and close-to-atomic scale manufacturing. Int. J. Extreme Manuf. 2019, 1, 012001. [Google Scholar] [CrossRef]
- Xia, D.; Zhu, X.; Khanom, F.; Runt, D. Neon and helium focused ion beam etching of resist patterns. Nanotechnology 2020, 31, 475301. [Google Scholar] [CrossRef]
- Liu, Q.; Song, Y.; Zeng, P.; Zhang, C.; Chen, Y.; Wang, H.; Luo, Y.; Duan, H. High-fidelity fabrication of plasmonic nanoholes array via ion-beam planarization for extraordinary transmission applications. Appl. Surf. Sci. 2020, 526, 146690. [Google Scholar] [CrossRef]
- Simonot, L.; Chabanais, F.; Rousselet, S.; Pailloux, F.; Camelio, S.; Babonneau, D. Evolution of plasmonic nanostructures under ultra-low-energy ion bombardment. Appl. Surf. Sci. 2021, 544, 148672. [Google Scholar] [CrossRef]
- Chen, L.; Wen, J.; Zhang, P.; Yu, B.; Chen, C.; Ma, T.; Lu, X.; Kim, S.H.; Qian, L. Nanomanufacturing of silicon surface with a single atomic layer precision via mechanochemical reactions. Nat. Commun. 2018, 9, 1542. [Google Scholar] [CrossRef] [Green Version]
- Ward, B.W.; Notte, J.A.; Economou, N.P. Helium ion microscope: A new tool for nanoscale microscopy and metrology. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2006, 24, 2871. [Google Scholar] [CrossRef] [Green Version]
- George, S.M.; Lee, Y. Prospects for Thermal Atomic Layer Etching Using Sequential, Self-Limiting Fluorination and Ligand-Exchange Reactions. ACS Nano 2016, 10, 4889–4894. [Google Scholar] [CrossRef]
- Tian, Y.; Zhou, G.; Xue, S.; Shi, F.; Song, C.; Li, F.; Zhong, Y.; Shen, Y. Laser energy absorption prediction of silicon substrate surface from a mid- and high-spatial frequency error. Opt. Express 2020, 28, 33795–33808. [Google Scholar] [CrossRef]
- Zhou, G.; Tian, Y.; Shi, F.; Song, C.; Tie, G.; Zhou, G.; Xie, L.; Shao, J.; Wu, Z. Low-Energy Pulsed Ion Beam Technology with Ultra-High Material Removal Resolution and Widely Adjustable Removal Efficiency. Micromachines 2021, 12, 1370. [Google Scholar] [CrossRef] [PubMed]
- Liao, W.; Nie, X.; Liu, Z.; Nie, X.; Wan, W. Researches on formation mechanism of ultra-smooth surface during ion beam sputtering of fused silica. Optik 2018, 179, 957–964. [Google Scholar] [CrossRef]
- Cuerno, R.; Castro, M.; Munoz-Garcia, J.; Gago, R.; Vazquez, L. Nanoscale pattern formation at surfaces under ion-beam sputtering: A perspective from continuum models. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2011, 269, 894–900. [Google Scholar] [CrossRef]
- Castro, M.; Cuerno, R. Hydrodynamic approach to surface pattern formation by ion beams. Appl. Surf. Sci. 2012, 258, 4171–4178. [Google Scholar] [CrossRef] [Green Version]
- Xiao, H.; Dai, Y.; Duan, J.; Tian, Y.; Li, J. Material removal and surface evolution of single crystal silicon during ion beam polishing. Appl. Surf. Sci. 2021, 544, 148954. [Google Scholar] [CrossRef]
- Zhu, G.; Liu, W.; Gan, Z.; Xiao, B. Mechanism for anisotropic ejection of atoms from fcc (100) metal surface by low-energy argon ion bombardment: Molecular dynamics simulation. Vacuum 2021, 193, 110524. [Google Scholar] [CrossRef]
- Muñoz-García, J.; Cuerno, R.; Castro, M. Short-range stationary patterns and long-range disorder in an evolution equation for one-dimensional interfaces. Phys. Rev. E 2006, 74, 050103. [Google Scholar] [CrossRef] [Green Version]
- Sigmund, P. Sputtering by ion bombardment theoretical concepts. Carbon 1981, 47, 9–71. [Google Scholar] [CrossRef]
- Kittel, C. Introduction to Solid State Physics; American Institute of Physics: College Park, MA, USA, 1953; pp. 5–12. [Google Scholar] [CrossRef]
- Li, J.; Stein, D.; McMullan, C.; Branton, D.; Aziz, M.J.; Golovchenko, J.A. Ion-beam sculpting at nanometre length scales. Nature 2001, 412, 166–169. [Google Scholar] [CrossRef] [Green Version]
- Kudriavtsev, Y.; Asomoza, R.; Hernandez, A.; Kazantsev, D.Y.; Ber, B.Y.; Gorokhov, A.N. Nonlinear effects in low-energy ion sputtering of solids. J. Vac. Sci. Technol. A Vac. Surf. Film. 2020, 38, 053203. [Google Scholar] [CrossRef]
- Mullins, W.W. Theory of Thermal Grooving. J. Appl. Phys. 1957, 28, 333–339. [Google Scholar] [CrossRef]
- Makeev, M.; Barabási, A.-L. Ion-induced effective surface diffusion in ion sputtering. Appl. Phys. Lett. 1997, 71, 2800–2802. [Google Scholar] [CrossRef] [Green Version]
- Jinsheng, L. Ion Beam Technology and Its Application; National Defense Industry Press: Beijing, China, 1995; pp. 63–128. [Google Scholar]
- Kaufman, H.R. Performance correlation for electron-bombardment ion sources. Vacuum 1966, 16, 51. [Google Scholar] [CrossRef] [Green Version]
- Kalanov, D.; Anders, A.; Bundesmann, C. Ion beam sputtering of silicon: Energy distributions of sputtered and scattered ions. J. Vac. Sci. Technol. A Vac. Surf. Film. 2019, 37, 051507. [Google Scholar] [CrossRef] [Green Version]
- Pollitt, K.R.; Robb, J.C.; Thomas, D.W. Mechanism of sputtering of solid surfaces by ion-impact. Nature 1978, 272, 436–437. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Ion energy | 600 eV | Beam diameter | 10 mm |
| Frequency | 1 Hz | Pulse length | 10 ms |
| Ion Species | Ar+ | Sputtering angle | 90° |
| Sputtering Times (s) | 0.05 | 0.1 | 0.2 | 0.5 | 1 |
| Removal Depths (nm) | 0.33 | 0.39 | 1.65 | 2.42 | 4.68 |
| 0.35 | 0.42 | 1.71 | 2.49 | 4.7 | |
| 0.45 | 0.46 | 1.76 | 2.59 | 4.73 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, L.; Tian, Y.; Shi, F.; Song, C.; Tie, G.; Zhou, G.; Shao, J.; Liu, S. Nonlinear Effects of Pulsed Ion Beam in Ultra-High Resolution Material Removal. Micromachines 2022, 13, 1097. https://doi.org/10.3390/mi13071097
Xie L, Tian Y, Shi F, Song C, Tie G, Zhou G, Shao J, Liu S. Nonlinear Effects of Pulsed Ion Beam in Ultra-High Resolution Material Removal. Micromachines. 2022; 13(7):1097. https://doi.org/10.3390/mi13071097
Chicago/Turabian StyleXie, Lingbo, Ye Tian, Feng Shi, Ci Song, Guipeng Tie, Gang Zhou, Jianda Shao, and Shijie Liu. 2022. "Nonlinear Effects of Pulsed Ion Beam in Ultra-High Resolution Material Removal" Micromachines 13, no. 7: 1097. https://doi.org/10.3390/mi13071097